традиционный цинк и его альтернативы
Мы долгие годы использовали для защиты лодочных моторов и прочих металлических деталей аноды из цинка. Но доказательств долгосрочной токсичности этого металла всё больше. Альтернативные материалы для изготовления анодов дешевле, эффективнее и безопаснее. Но почему мы продолжаем его покупать?
…Многие не задумываются о жертвенных анодах — этих любопытных «нашлёпках» из металла, которые можно увидеть на валах, рулях, корпусе и прочих скрытых под водой элементах судна. Нам известно: аноды как-то по-особенному реагируют на воду и защищают важные детали от коррозии. Мы знаем также, что со временем они разрушаются и нуждаются в замене. Всё. Казалось бы, о чём здесь еще размышлять?
Может быть, всё же подумать..?
На самом деле аноды — крутые штуки. В результате естественных электрохимических реакций металлы корродируют в воде. Аноды изготовлены из сплавов с особенно привлекательным диапазоном электрохимического напряжения.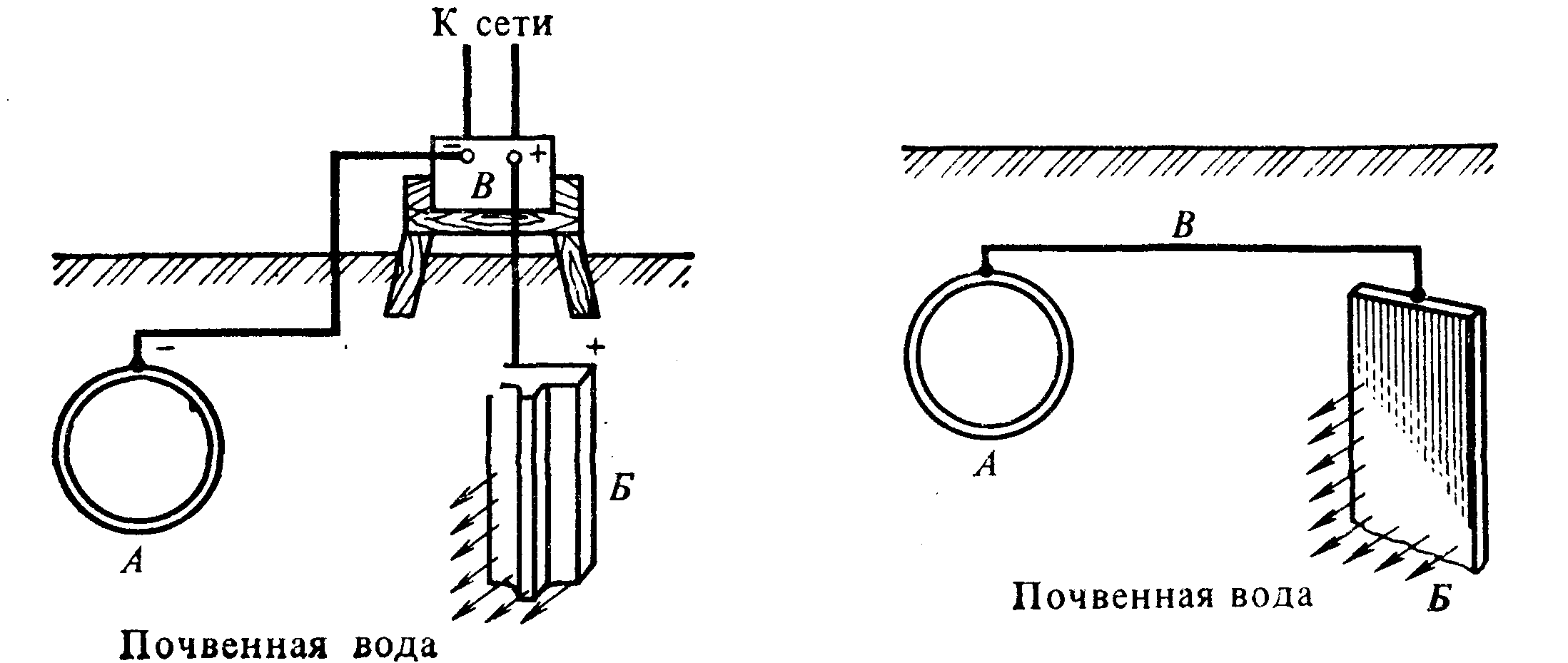 Поэтому коррозионные реакции сосредотачиваются именно на элементах протекторной защиты, благополучно оставляя в покое соседние детали из металла. Это немного напоминает детский праздник, когда на стол одновременно подают торт и отварную брокколи. Сладкий десерт юные гости сразу уничтожают с аппетитом, а вот капуста остаётся нетронутой.
Поэтому коррозионные реакции сосредотачиваются именно на элементах протекторной защиты, благополучно оставляя в покое соседние детали из металла. Это немного напоминает детский праздник, когда на стол одновременно подают торт и отварную брокколи. Сладкий десерт юные гости сразу уничтожают с аппетитом, а вот капуста остаётся нетронутой.
Такой простой подход с «подсовыванием» коррозии специальных элементов защиты одинаково хорош на совсем маленьких лодках, серьёзных яхтах, коммерческих судах и береговых сооружениях (шлюзовые ворота и доки).
Аноды-протекторы отличаются размерами, формами, методами крепления. Всё зависит от предназначения и особенностей эксплуатации.
Традиционно аноды изготавливались из цинка: настолько традиционно, что в англоязычных странах их и называют «цинки». Хотя это на самом деле эффективный материал, а для функционирования человеческого организма нужно немного соединений цинка, — в более высоких концентрациях он способен вызывать реальные проблемы. Длительное интенсивное влияние его соединений на растения, беспозвоночных, рыб воздействует как токсин. Ещё один недостаток цинковых анодов — то, что в их составе есть небольшое количество кадмия, который также может вызывать проблемы со здоровьем.
Длительное интенсивное влияние его соединений на растения, беспозвоночных, рыб воздействует как токсин. Ещё один недостаток цинковых анодов — то, что в их составе есть небольшое количество кадмия, который также может вызывать проблемы со здоровьем.
Эти данные вызывают неизбежную обеспокоенность. К примеру, южнее канадской границы, в американских штатах Калифорния и Мэрилэнд было предложено запретить использование традиционных анодов после того, как исследования выявили значительное повышение уровня содержания цинка в акваториях вблизи крупных пристаней. Так как в северной Канаде навигационный сезон короче, подобных призывов отказаться от цинка здесь не было. Однако многие считают это лишь вопросом времени: доказательств его опасности всё больше.
Альтернативы
К счастью, цинк не единственный и оптимальный выбор, когда речь идёт о защите наших лодок. Существуют нетоксичные альтернативы!
Начнём с алюминия. Такие аноды имеют многочисленные преимущества перед цинком, начиная с гораздо более высокой эффективности. Более того: превосходство алюминия над цинком как анодного материала настолько подавляющее, что он занял первое место в мире среди производителей лодочных моторов.
Более того: превосходство алюминия над цинком как анодного материала настолько подавляющее, что он занял первое место в мире среди производителей лодочных моторов.
«Все компании, производящие двигатели для лодок и катеров, теперь устанавливают на свою продукцию аноды из алюминия», — говорит Майкл Швез, представитель канадской компании Canada Metal Pacific (CMP), выпускающей протекторную защиту. Он знает, что говорит, поскольку Canada Metal Pacific поставляет аноды практически для всех крупных производителей судовых двигателей. «Mercury, BRP, Honda, Suzuki, Yamaha, Volvo Penta — все используют алюминий. И, безусловно, это наиболее эффективный анодный материал из ныне существующих».
Главное преимущество перед привычным цинком в том, что современные алюминиевые сплавы лучше «концентрируют» коррозию на себе. Кроме того, они заметно легче и совершенно нетоксичны. И у этой медали нет другой стороны, именно поэтому защита из алюминия считается продуктом премиум-класса в сравнении с давно знакомыми цинковыми протекторами. Ирония судьбы в том, что увеличение срока службы новых анодов вызывает сомнения у пользователей: «Яхтсмены и водномоторники смотрят на анод, который разрушается медленнее, чем цинковый, и делают вывод — оно не работает!» — такое наблюдение сделал Майкл Швез. — «Видимо, мы не очень хорошо объясняли, что алюминий просто служит значительно дольше!».
Ирония судьбы в том, что увеличение срока службы новых анодов вызывает сомнения у пользователей: «Яхтсмены и водномоторники смотрят на анод, который разрушается медленнее, чем цинковый, и делают вывод — оно не работает!» — такое наблюдение сделал Майкл Швез. — «Видимо, мы не очень хорошо объясняли, что алюминий просто служит значительно дольше!».
Также стоит объяснять клиентам: не все алюминиевые аноды одинаковы. Лучшие сделаны из первичного металла либо отлиты из высококачественных сплавов (ранее использовавшихся, к примеру, в качестве высоковольтных линиях электропередач или как материал для прецизионного оборудования). «Одно дело — перепрофилировать сплав премиум-класса, и совсем другое — переплавка низкосортного лома», — поясняют эксперты. — «Звучит невероятно, но существуют нечестные поставщики. Они скупают на верфях использованные аноды, а потом продают их обратно судовладельцам. До следующей проверки никто ничего и не узнает, а потом начнут искать козла отпущения».
Canada Metal Pacific продает анодную защиту покупателям во всём мире, в том числе и военным. Поэтому, говорит Швез, «CMP придерживается строгой системы управления качеством ISO 9001, а наши сплавы постоянно проходят химические испытания. Именно поэтому они отвечают самым строгим техническим требованиям. Без сторонней сертификации качества как вы знаете, что получите в результате?»
Поэтому, говорит Швез, «CMP придерживается строгой системы управления качеством ISO 9001, а наши сплавы постоянно проходят химические испытания. Именно поэтому они отвечают самым строгим техническим требованиям. Без сторонней сертификации качества как вы знаете, что получите в результате?»
Такое же внимание Canada Metal Pacific уделяет качеству магниевых анодов: это ещё более эффективный способ защиты для катеров и лодок, используемых исключительно в пресной воде. Магниевые сплавы славятся чрезвычайно активным диапазоном электрохимического напряжения: это делает их отличными «защитниками», превосходящими и цинк, и даже алюминий.
«В пресной воде никакой материал не сравнится с магнием», — отмечает Швез. — «Для морской воды мы его не рекомендуем: он слишком эффективен. Он работает так хорошо, что может исчезнуть за короткое время, и судовладелец не заметит этого. В солёной воде магний растворяется как таблетка антацида. Но вот в пресной — магниевый анод лучшее, что можно придумать».
И алюминий, и магний не только превосходят по эффективности традиционные «цинки», но ещё и дешевле. Стоимость цинка за последние 4–5 лет увеличилась вдвое. Кроме того, это тяжёлый материал, поэтому тарифы на доставку велики, да и хранить его на складе тоже непросто. Конечно, такие расходы можно было бы оправдать, будь это премиальный продукт. Но алюминий и магний — гораздо лучше и оба дешевле.
Итак, нетоксичные альтернативы работают лучше, чем цинк; дольше, чем цинк и стоят меньше, чем цинк? Почему мы продолжаем жить по-старому?
Выходя на мировой уровень
Швез отметил: хотя Canada Metal Pacific давно продаёт нетоксичные аноды, доля цинка по-прежнему составляет около 60% от общего объёма реализации. Чтобы изменить ситуацию, компания разработала новую упаковку, которая доходчивее доносит преимущества альтернативных магния и алюминия. Производители также активно работают с дистрибьюторской сетью, чтобы выйти на мировой уровень.
«Мы должны дать людям понять: для цинка есть замена, которая служит лучше и стоит меньше», — говорит Швец. — «Сегодня яхтсмен в отделе запчастей просит «новые цинки» и покупает их. Наша задача: изменить это и дать людям информацию о новой протекторной защите».
— «Сегодня яхтсмен в отделе запчастей просит «новые цинки» и покупает их. Наша задача: изменить это и дать людям информацию о новой протекторной защите».
Перевод статьи Craig Ritchie.
АНОДНЫЙ — это… Что такое АНОДНЫЙ?
анодный — АНОД, а, м. (спец.). Положительный электрод; противоп. катод. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
анодный — относящийся к аноду; анодные лучи – поток положительных ионов, исходящих от анода разрядной трубки, если газ в трубке представляет собой водород или пары галоидов Большой словарь иностранных слов. Издательство «ИДДК», 2007 … Словарь иностранных слов русского языка
анодный — прил., кол во синонимов: 3 • двуханодный (1) • многоанодный (1) • одноанодный (1) … Словарь синонимов
анодный ил — anodinis dumblas statusas T sritis chemija apibrėžtis Anodo irimo produktai elektrolite. atitikmenys: angl. anode mud; anodic precipitate; anodic sludge rus. анодный ил; анодный шлам … Chemijos terminų aiškinamasis žodynas
atitikmenys: angl. anode mud; anodic precipitate; anodic sludge rus. анодный ил; анодный шлам … Chemijos terminų aiškinamasis žodynas
Анодный — прил. 1. соотн. с сущ. анод, связанный с ним 2. Свойственный аноду, характерный для него. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
анодный — анодный, анодная, анодное, анодные, анодного, анодной, анодного, анодных, анодному, анодной, анодному, анодным, анодный, анодную, анодное, анодные, анодного, анодную, анодное, анодных, анодным, анодной, анодною, анодным, анодными, анодном,… … Формы слов
анодный — ан одный … Русский орфографический словарь
анодный — см. анод; ая, ое. Ано/дный ток. А ая батарея … Словарь многих выражений
анодный — анод/н/ый … Морфемно-орфографический словарь
Анодный электролитный нагрев — стального прутка в водном растворе хлорида аммония (деталь анод, стальное кольцо по окружности ванны катод) Анодный электролитный нагрев совокупность теплофизических и электрохи … Википедия
Анодная защита от коррозии
Анодная защита от коррозии
Анодная электрохимическая защита менее распространена, чем катодная электрохимическая защита. Это обусловлено тем, что она применяется для конструкций и сооружений, которые изготавливаются из низколегированных нержавеющих, углеродистых сталей, железистых высоколегированных сплавов, титана, и других разнородных пассивирующихся (способных к самостоятельной защите от коррозии) металлов. Анодная защита может применяться в хорошо электропроводных коррозионных средах.
Это обусловлено тем, что она применяется для конструкций и сооружений, которые изготавливаются из низколегированных нержавеющих, углеродистых сталей, железистых высоколегированных сплавов, титана, и других разнородных пассивирующихся (способных к самостоятельной защите от коррозии) металлов. Анодная защита может применяться в хорошо электропроводных коррозионных средах.
При использовании анодной защиты, потенциал защищаемого металла смещается в более положительную сторону до тех пор, пока не будет достигнуто пассивное устойчивое состояние системы. При этом, достоинством анодной электрохимической защиты является не только очень значительное замедление скорости коррозии конструкции, но также и тот факт, что в производимый продукт и окружающую среду не попадают продукты коррозии.
Существуют несколько способов применения анодной защиты: смещение потенциала в положительную сторону используя источник внешнего электрического тока или введение в коррозионную среду окислителей или элементов в сплав, повышающих эффективность катодного процесса на поверхности металла. Анодная защита с использованием окислителей по механизму защиты схожа с анодной поляризацией.
Анодная защита с использованием окислителей по механизму защиты схожа с анодной поляризацией.
При использовании пассивирующих ингибиторов с окисляющими свойствами, защищаемая поверхность переходит в пассивное состояние под воздействием возникающего тока. К таким ингибиторам относят бихроматы, нитраты и др. Однако их использование достаточно сильно загрязняет окружающую технологическую среду.
Реакция восстановления деполяризаторов, протекающая на катоде, при введении в сплав добавок, проходит с меньшим перенапряжением, чем на защищаемом металле. Введение таких добавок осуществляется, в основном, с помощью легирования благородными металлами.
При пропускании электрического тока через защищаемую конструкцию, происходит смещение её потенциала в положительную сторону.
Установка для анодной электрохимической антикоррозионной защиты состоит из источника внешнего тока, электрода сравнения, катода и самого защищаемого объекта.
Для того, чтобы узнать, имеется ли возможность применить анодную электрохимическую защиту для определенного объекта, снимают

При изготовления катодов используют малорастворимые металлы, к которым относят высоколегированные нержавеющие стали, тантал, никель, свинец, платину.
Для того, чтобы анодная электрохимическая защита в определенной среде была эффективной, возникает необходимость использования легкопассивируемых металлов и сплавов. При этом электрод сравнения и катод должны все время находится в растворе, а также соединительные элементы должны быть выполнены качественно. Для каждого индивидуального случая анодной защиты схема расположения катодов проектируется отдельно.
Чтобы анодная защита была эффективной для определенного объекта, необходимо, чтобы он отвечал следующим требованиям:
— все сварные швы должны быть выполнены качественно;
— материал, из которого выполнен защищаемый объект, в технологической среде должен переходить в пассивное состояние;
— количество щелей и воздушных карманов должно быть минимальным;
— на конструкции не должны присутствовать заклепочные соединения;
— в защищаемом устройстве электрод сравнения и катод должны всегда находиться в растворе.
Часто для реализации анодной защиты в химической промышленности используют теплообменники и установки, которые имеют цилиндрическую форму.
Электрохимическая анодная защита нержавеющих сталей используется для производственных хранилищ серной кислоты, минеральных удобрений, растворов на основе аммиака, а также всевозможных цистерн, сборников, мерников.
Анодная защита также применяется для недопущения коррозионного разрушения ванн химического никелирования, теплообменных установок на производствах искусственного волокна и серной кислоты.
Анодная защита корпуса яхт и катеров
Как правильно выбрать аноды для яхт, катеров, лодок и маломерных судов? — ответы вы найдете в данной статье. Поможем с выбором анодов для Вашего судна, и подберем самое лучшее оборудование из Европы. Алюминиевые судовые аноды, цинковые, бронзовые, с полосой, болтовое соединение.
Аноды в каталоге Яхтенных Товаров.Из различных видов коррозии в морских условиях основной является электрохимическое — разрушение поверхности металла в жидкостях, проводящих электрический ток (электролитах). Ведь если в электролит поместить соединенные между собой электроды — металлы, имеющие разный потенциал, то электрод с более низким значением потенциала (анод) будет разрушаться, а по проводнику, соединяющему электроды, будет проходить электрический ток.
Ведь если в электролит поместить соединенные между собой электроды — металлы, имеющие разный потенциал, то электрод с более низким значением потенциала (анод) будет разрушаться, а по проводнику, соединяющему электроды, будет проходить электрический ток.
В судовых условиях электролитом является морская вода, а роль электродов выполняют корпус яхты и бронзовые втулки в дейдвудной трубе и рулевом устройстве, а также бронзовый или латунный гребной винт. Медь и ее сплавы, обладая более высоким потенциалом, при контакте со сталью создают катод. В результате этого сталь, являющаяся анодом, подвергается значительному коррозионному разрушению, особенно на участках, близко расположенных к контакту. При отсутствии разнородных металлов гальванические пары образуют сталь с прокатной окалиной, которая имеет потенциал более положительный, чем потенциал железа, поэтому она по отношению к местам, не имеющим окалины, играет роль катода. Это вызывает бурный процесс электрохимического разрушения анодных участков. Подобным же образом действуют различные примеси и шлаковые включения, содержащиеся в стали, а также окрашенные участки.
Подобным же образом действуют различные примеси и шлаковые включения, содержащиеся в стали, а также окрашенные участки.
Катодная защита при помощи анодов — это “абсолютная необходимость” для защиты всех металлических частей под водой. Следовательно, аноды требуются не только стальным судам, но и деревянным, стекло-пластиковым и алюминиевым судам.
Для судов, которые используются в основном во внутренних (пресных) водах, рекомендуются алюминиевые аноды, так как алюминий имеет меньший электрохимический потенциал, чем цинк (разность потенциалов алюминия и железа больше, чем цинка и железа). Это очень важно, так как пресная вода обладает большим электрическим сопротивлением, чем соленая. Для использования в соленых и слабо соленых водах рекомендуется использовать цинковые аноды.
Алюминиевые аноды тоже хорошо действуют в соленой воде, но «съедаются» значительно быстрее. Не рекомендуется также использовать магниевые аноды, потому что электрохимический потенциал магния еще меньше, чем у алюминия, и его использование может привести к повреждению окраски корпуса, особенно в соленых водах.
Как было сказано выше бронзовые и латунные элементы валолинии тоже создают с водой анод-катодную пару и требуют защиты специальными анодами, которые устанавливаются на гребной вал.
Эти аноды очень хорошо сидят на валу даже если они уже подверглись эрозии. Крепеж вмонтирован в обе половинки анода, что обеспечивает его легкую установку на вал. Вокруг отверстий для крепежа на аноде сделаны утолщения, чтобы эрозия не привела к ослаблению крепления анода на валу. Такие аноды не рекомендуется устанавливать на быстроходных судах, т.к. они создают турбулентность при движении, а в случае существенной эрозии могут создавать дисбаланс на валу. Таких проблем не возникнет при использовании фиксирующей гайки с интегрированным анодом Vetus. Аноды для вала поставляются с крепежом. Обезопасить свое судно от коррозии и себя от проблем, Вам поможет интернет-супермаркет «Яхтенные товары».
Аноды в каталоге Яхтенных Товаров.
АНОДНАЯ ЗАЩИТА — ООО «ХИММАШ-АППАРАТ»
АНОДНАЯ ЗАЩИТА ОБОРУДОВАНИЯ ОТ КАРРОЗИИ
В России и в мире разработан целый ряд материалов с хорошими свойствами противостоять коррозии в среде серной кислоты – в Европе и Америке это сталь Saramet, в России – ст. 06ХН28МДТ. Но ни один материал не может полностью решить задачу по противодействию коррозии в ее разнообразных формах.
06ХН28МДТ. Но ни один материал не может полностью решить задачу по противодействию коррозии в ее разнообразных формах.
Так, при проектировании теплообменника – охладителя серной кислоты, обеспечивающего высокий коэффициент теплопередачи, крайне важно, чтобы внутри межтрубного пространства холодильника был бы создан турбулентный режим течения, что способствует увеличению потока тепла от кислоты к охлаждающей среде. В условиях турбулентности и связанной с ней высокой скорости потока, если их не контролировать, возникает как коррозия, так и эрозия работающих в такой среде материалов. К счастью, нержавеющую сталь, которая обеспечивает необходимое сопротивление коррозии в среде охлаждающей воды, можно защитить от агрессивного воздействия горячей серной кислоты путем анодной пассивации металлической поверхности.
Анодная пассивация достигается, когда электрохимический потенциал металла увеличивается до образования стабильной оксидной пленки на поверхности, смачиваемой серной кислотой, за счет прохождения электрического тока между расходуемым катодом и анодом (холодильником).
Анодную электрохимическую защиту применяют как мощное средство защиты материалов конструкций, находящихся в контакте с искусственными коррозионными средами.
Механизм анодной защиты состоит в том, что при протекании электрического тока через границу защищаемого металла с коррозионной средой поверхность защищаемого металла поляризуется анодно, её потенциал увеличивается, что может приводить к почти полному прекращению коррозионного разрушения, благодаря переходу металла в пассивное состояние.
Анодную защиту можно применить только в жидкой фазе и, естественно, в электропроводной среде.
Анодная электрохимическая защита — Справочник химика 21
Анодная электрохимическая защита металлов от коррозии [c.321]В условиях возможного наступления пассивности (в присутствии окислителя и при отсутствии депассиваторов) анодная поляризация металла от внешнего источника постоянного электрического тока (см. с. 321) может вызвать наступление пассивного состояния при достижении определенного значения эффективного потенциала металла и тем самым значительно снизить коррозию металла. Этот эффект также находит практическое использование в виде так называемой анодной электрохимической защиты. [c.365]
Электрохимическая защита — катодная и применение протекторов анодная электрохимическая защита и защита от блуждающих токов применением электродренажа.
 [c.5]
[c.5]Анодная электрохимическая защита металлов от коррозии— сравнительно новый и очень специфический метод. Он основан на переходе металла из активного состояния в пассивное вследствие смещения его потенциала при анодной поляризации от внешнего источника тока. [c.69]
Дальнейшим развитием метода анодной электрохимической защиты является анодно-протекторная защита, когда наряду с внешним источником тока используют катодные протекторы, имеющие более положительный потенциал. [c.144]
Условиями для дальнейшего широкого внедрения анодной электрохимической защиты являются автоматизация технологических процессов и производство высоконадежных средств регулирования и контроля потенциала. [c.146]
К электрохимическим методам борьбы с коррозией относятся такие, в основе которых лежит принцип непосредственного воздействия на скорость протекания сопряженных анодных и катодных реакций. Прежде всего это выражается в изменении потенциала защищаемого металла. Различают катодную и анодную электрохимическую защиту. [c.260]
Различают катодную и анодную электрохимическую защиту. [c.260]
В предлагаемой книге рассмотрены вопросы, связанные с разработкой научно-технических основ, проектированием и конструированием автоматических систем анодной электрохимической защиты. Большое место в книге отведено средствам регулирования и контроля потенциала, рассчитанных на длительную непрерывную работу, а также автоматическим унифицированным электронным системам защиты. Немаловажное внимание уделено подбору, конструктивному оформлению катодов и электродов сравнения. Без надежной работы этих элементов система анодной электрохимической защиты была бы неуправляемой. [c.6]
В книге обобщен многолетний опыт исследования, разработки и внедрения анодной защиты металлов от коррозий. Значительная часть экспериментального материала выполнена в головной лаборатории анодной электрохимической защиты металлов от коррозии Минхимпрома. [c.7]
В шестидесятые годы началось широкое внедрение анодной электрохимической защиты в промышленности СССР, США и Канады. [c.8]
При конструировании промышленных потенциостатических систем анодной электрохимической защиты особо важными факторами, определяющими структуру аппаратурного оформления, выполняемые функции и требования к выходным параметрам, являются время сохранения пассивного состояния после снятия поляризующего тока, ширина области защитных потенциалов и соотношение плотностей тока пассивации и защитного тока. [c.107]
Совершенствование метода анодной электрохимической защиты металлов от коррозии обусловило ряд новых требований к инженерным решениям аппаратуры, особенно к средствам контроля и регулирования потенциала,— высокая надежность [c.116]
ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ АНОДНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАЩИТЫ МЕТАЛЛОВ от КОРРОЗИИ [c.136]
В качестве иллюстрации рассмотрим следующий пример [8]. В хранилищах серной кислоты ее концентрация колеблется от 90 до 94%. Для уменьшения коррозии хранилищ, выполненных из Ст 3, применена анодная электрохимическая защита. Потенциал измеряли относительно насыщенного каломельного электрода. Вспомогательный электрод — платина. Стационарный потенциал Ст 3 лежит в области активного растворения и равен —0,4 В. Область устойчивого пассивного состояния имеет протяженность 0,7 В причем, с изменением концентрации серной кислоты колеблется незначительно. [c.141]
Изложенные в этой книге материалы показывают, что анодная электрохимическая защита металлов от коррозии сформировалась как самостоятельное направление в науке о коррозии. [c.171]
Результаты опытов приведены на фиг. И. На фиг. 12 представлена фотография внешнего вида образцов после коррозионных испытаний. Результаты опытов показывают, что скорость коррозии нержавеющих сталей можно понизить с помощью анодной электрохимической защиты, что согласуется с исследованиями [10 — И]. Следовательно, пассивация металлов в условиях эксперимента все же имеет место. Однако если площадь катодного контакта превосходит некоторую ее величину, то наступает перезащита (восходящие ветви кривых 1, 2, 3, 4 фиг. 11). [c.211]
Легирование, повышающее пассивность введение в сплав катодных добавок или положительных катионов в раствор, понижающих перенапряжение катодному процессу введение окислителей или анодных ингибиторов в коррозионную -среду или защитное покрытие применение анодной электрохимической защиты [c.11]
АНОДНАЯ ЭЛЕКТРОХИМИЧЕСКАЯ ЗАЩИТА [c.110]
Новый метод анодной электрохимической защиты может успешно использоваться для повышения коррозионной стойкости углеродистых сталей, нержавеющих сталей, титана и других промышленных сплавов. Следующие условия необходимы для успешного применения этого метода защиты 1) принципиальная возможность пассивации металла при анодной поляризации в реагенте, действию которого он подвергается 2) небольшой ток для поддержания пассивного состояния (это обеспечит высокую коррозионную стойкость и малый расход электроэнергии) 3) обеспечение автоматической подачи на установку больших анодных токов, необходимых для первичной пассивации системы или для репассивации после ее случайного нарушения (например, вследствие перерыва защиты) 4) достаточно большая область потен- [c.151]
Электрохимическая защита, основанная на способах а) катодной защиты наложением внешнего тока или применения протекторов (жертвенных анодов) б) анодной электрохимической защиты в) защиты от блуждающих токов применением электродренажа, протекторов с выпрямителями (диодами) или секционирования протяжных металлоконструкций. [c.45]
Введение в раствор катионов, понижающих перенапряжение катодного процесса. Введение окислителей или анодных ингибиторов в коррозионную среду или защитное покрытие. Применение анодной электрохимической защиты. [c.47]
Влияние технологических и конструкционных параметров на поведение металла в условиях анодной защиты исследовано недостаточно. Вместе с тем, имеющиеся данные свидетельствуют, что это влияние может быть значительным и имеет первостепенное значение для выбора типа конструкции и параметров анодной электрохимической защиты. В данном разделе кратко рассматриваются имеющиеся данные по применению в одной конструкции различных сталей и сварных соединений, а также влиянию гидродинамических условий эксплуатации. [c.132]
Повыщение культуры производства, автоматизации производственных процессов, повышение требований к чистоте продукта — все это создает благоприятные условия для широкого применения анодной электрохимической защиты. [c.147]
Многие методы защиты основаны на торможении анодного процесса, как, например введение анодных ингибиторов или вообще пассиваторов в раствор, увеличение легированием способности сплава к пассивированию, а также специальное введение в коррозионный раствор ионов благородных металлов или в структуру металла включений благородных металлов. К анодному торможению относится также недавно открытый вид борьбы с коррозией — анодная электрохимическая защита, который применяется в случаях легкого возникновения анодной пассивности металла в данных условиях [8—13]. [c.7]
Особое место в развитии промышленной потенциостатической техники занимает анодная электрохимическая защита химического оборудования. Создание и успешное применение такой защиты оказалось возможным только благодаря созданию устройств для автоматического регулирования потенциала, которые по аналогии мы будем называть станциями анодной защиты (гл. XIV). [c.182]
Электрохимическая защита — уменьшение скорости электрохимической коррозии металлических конструкций при их поляризации. Это уменьшение скорости коррозии может быть достигнуто как катодной, так и анодной поляризацией металлической конструкции. При анодной поляризации защищаемый металл или присоединяется к положительному полюсу источника тока (т. е. в качестве анода), или контактируется с металлом, имеющим более положительный потенциал. Уменьшение скорости коррозии при анодной поляризации металла конструкции имеет место только в случае перевода его в пассивное состояние. Поэтому анодная электрохимическая защита может быть эффективна для легко пассивирующихся металлов и сплавов в окислительных средах при отсутствии активных депассивирующих ионов. [c.9]
Интерес к электрохимической защите в химической (и смежных областях) промышленности в последние годы значительно возрос. В основном это связано с созданием и развитием нового метода — анодной электрохимической защиты, оказавшейся удобной именно в этих условиях. [c.203]
В настоящее время из литературы известны три основных пути повышения коррозионной устойчивости титана в более широком интервале концентраций кислоты и температур. Положительных результатов можно достигнуть легированием титаиа катодными присадками (в частности, палладием) [2, 3 ] введением в соляную (серную) кислоту как неорганических [4, 5], так и органических добавок окислителей-пассиваторов [6, 7 ], применением анодной электрохимической защиты от внешнего источника постоянного тока [8, 9]. [c.273]
Электрохимическая защита, основанная на способах а) катодной защиты наложением внешнего тока или применения протекторов б) анодной электрохимической защиты в) защиты от блуждающих токов при- [c.193]
Некоторое затруднение в применении анодной электрохимической защиты — потребность в большом токе для пассивации конструкции — может быть устранено а) постепенным заполнением конструкции раствором под током б) предварительной пассивацией защищаемой поверхности пассивирующими растворами (например, 60% НЫОд + 10% К3СГ2О7) в) применением импульсных источников постоянного тока. Следует также поддерживать потенциал защищаемой конструкции в области оптимальных его значений, чтобы избежать возможного протекания некоторых видов местной коррозии (точечной, межкристаллитной и избирательной коррозии под напряжением). Слабым местом этого вида защиты является недейственность его выше ватерлинии, а иногда и недостаточность по ватерлинии, что требует иногда дополнения его другими методами защиты, в частности использованием для [c.321]
Возможность анодной электрохимической защиты вытекает из теоретических исследований механизма электрохимического растворения металлов. Большое значение в этой области имеют работы, выполненные в СССР школой академика Я. М. Коло-тыркина. [c.6]
Основные принципы анодной электрохимической зашиты были изложены в отечественной (В. М. Новаковский, Н. Д. То-машов, Г. П. Чернова) и зарубежной (К- Эделеану, М. Пражак, Садбери, Риггс, Шок, Лок, Хатчисон) литературе еще в 1954— 1960 г., до 1964 г. как в СССР, так и за рубежом анодная защита не находила практического применения. В настоящее время анодная электрохимическая защита не только сформировалась как самостоятельное направление в области электрохимии, но и нашла широкое практическое применение в химической и других отраслях промышленности Решающее значение в этом имели работы, проведенные в СССР. [c.6]
Еще не так давно считалось, что возможен только один вид электрохимической защиты — катодная поляризация (или контакт защищаемой конструкции с более отрицательным металлом — анодным протектором). Возможность анодной электрохимической защиты полностью исключалась, так как обычно при наложении анодного тока увеличивается скорость растворения металла в соответствии с пропущенным количеством электричества (по Фарадею). Однако эти утверждения, вполне верные в отношении активных коррозионных систем, оказались несправедливыми для пассивирующихся коррозионных систем. Впервые метод анодной электрохимической защиты был предложен в нашей стране [150—152] и независимо от нас — вскоре в Англии [153—154], а затем позднее — в США [155—159]. Здесь мы разбираем полученные как в наших, так и зарубежных работах данные об исследовании и возможностях практического применения анодной электрохимической защиты. [c.110]
Повышение пассивируемости, а следовательно, и коррозионной устойчивости практических сплавов, помимо разработанного ранее катодного легирования и анодной электрохимической защиты, может быть в некоторых условиях осуществлено также и более простым методом — введением в коррозионную среду катионов электроположительных металлов. ]Иеханизм защитного действия подобных добавок может быть пояснен так. В коррозионных средах с добавками положительных катионов в качестве катодного деполяризующего процесса, помимо реакции выделения водорода [c.169]
Защищаемый сплав в данных условиях и данной коррозионной среде должен переходить в устойчивое пассивное состояние. Таким образом, этот метод так же, как и рассматриваемые ранее методы катодного легирования и анодной электрохимической защиты, применимы главным образом для нержавеющих сталей (в отсутствие активирующих ионов галогенов в растворе), титановых сплавов и других легко пассивирующихся материалов. Однако, как будет разобрано ниже, в некоторых условиях, наиболее благоприятных в отношении установления пассивного состояния, он применим также для более трудно пассивирующихся сплавов, например низколегированных сталей. [c.170]
В растворах, содержащих, помимо анионов-активаторов, ингибиторы, для повышения эффективности их действия используют анодную электрохимическую защиту. Так, например, при анодной поляризации нержавеющей стали в растворе ЫаС1- ЫаЫ0з при потенциалах, более [c.113]
Шины анодные — Энциклопедия по машиностроению XXL
Чтобы при относительно высокой плотности защитного тока обеспечить равномерное его распределение и в то же время избежать образования слишком больших анодных воронок напряжения, в данном случае выбрали станцию катодной защиты с наложением тока от постороннего источника и несколькими анодными заземлителями. Протекторная защита здесь нецелесообразна из-за довольно большой величины требуемого защитного тока и также вследствие необходимости иметь запас по защитному току. В качестве источника защитного тока выбрали преобразователь на 10 В, 1 А, который был дополнительно оборудован сборной шиной анодных и катодных кабелей, состоящей из соответствующего числа разделительных клемм. Напряжение на выходе этого преобразователя можно настраивать ступенчато при помощи отводов на обмотке трансформатора. Для контроля величины подводимого защитного тока предусмотрен амперметр. [c.277]Катодная шина — анодный стояк 0,003 [c.291]
На рис. 104 показан разрез электролизера с катодами из волокнистого углеродного материала. Аппарат состоит из титанового корпуса 4. в котором поочередно установлено десять катодных S и одиннадцать анодных 7 камер. Фиксация положения камер достигается направляющими 3. Подача католита в катодные камеры и анолита в анодные осуществляется через соответствующие коллекторы /, расположенные в днище электролизера. Отвод католита и анолита производится также раздельно через сливные карманы 2. Для токоподвода служат две титановые шины — анодная 5 и катодная 9, уложенные на отбортованные стенки электролизера и снабженные ножевыми контактами 6 и 10 для подключения соответственно анодов и катодов. [c.231]
Коэффициенты использования для горизонтальной рабочей шины анодного заземления, состоящего из расположенных в ряд вертикальных трубчатых электродов, объединенных шиной в земле [c.229]
Коэффициенты использования горизонтальной рабочей шины анодного заземления [c.275]
При наличии блуждающих токов наиболее эффективным способом защиты является электродренажная защита. Основной принцип ее состоит в устранении анодных и знакопеременных зон на подземном металлическом сооружении. Это достигается отводом блуждающих токов с анодных зон сооружения в рельсовую часть цепи или на отрицательную сборную шину отсасывающих линий тяговой подстанции. Потенциал сооружения смещается в отрицательную сторону, а анодные зоны, вызванные блуждающими токами, ликвидируются. [c.4]
Электродренажная защита — наиболее эффективная защита от коррозии под действием блуждающих токов. Основной принцип её состоит в устранении анодных зон на подземных сооружениях. Это достигается отводом дренажом блуждающих токов с участков анодных зон сооружения в рельсовую часть цепи, имеющую отрицательный или знакопеременный потенциал, или на отрицательную сборную шину отсасывающих линий тяговой подстанции. Потенциал сооружения смещается в отрицательную сторону, а анодные зоны, вызванные блуждающими токами, ликвидируются. При этом катодные зоны в местах входа блуждающих токов в сооружение сохраняются. Очевидно, что электрический дренаж работает только в том случае, когда разность потенциалов соору жение-элемент рельсовой сети положительна или искусственно становится положительной, т. е. потенциал ПСМ отрицательнее потенциала рельсовой сети. [c.26]
Поскольку рельсовый путь не изолирован от грунта, то земля оказывается для блуждающих токов шунтирующим проводником, по которому протекает часть общего тока. Растекаясь в земле и встречая на своём пути металлические сооружения, удельное сопротивление которых значительно ниже удельного сопротивления земли, блуждающие токи натекают на них, стекая затем в зоне, близкой к отсасывающему пункту, и возвращаются через грунт в рельсы. Так как контактный провод подсоединён к плюсовой шине тяговой подстанции, а рельс — к отрицательной, то в местах выхода тока из рельса в землю на нём образуется анодная зона, и ток, стекая, разрушает подошву рельса и крепёжные костыли. В том месте, где блуждающие токи натекают на трубопровод, они вызывают его катодную поляризацию, а в местах стекания тока происходит анодная поляризация металла трубы, которая обусловливает коррозию трубы. Таким образом, в зонах действия блуждающих токов потенциал трубопровода смещается в анодных зонах в положительном направлении, в катодных — в отрицательном [14]. [c.28]
На рис. 20.6 показана технологическая схема установки для умягчения воды электрохимическим способом. Производственная установка была смонтирована в районной котельной, испытания которой длились около двух месяцев. Режим электрохимической обработки оказался устойчивым, осадка в катодных камерах не наблюдалось. Напряжение на подводящих шинах составляло 16 В, суммарный ток 1600 А. Общая производительность установки — 5 м /ч, скорость движения воды в анодных камерах 0,31н-0,42 м/мин, в зазоре между диафрагмой и катодом 0,12- 0,18 м/мин. [c.488]
При перетяжке анодной рамы анод подвешивают на анодном кожухе, причем могут быть использованы два варианта. Временные зажимы (16—18 шт.) устанавливают на анодных штырях над специальными площадками, расположенными на анодном кожухе, и надежно закрепляют их. Если при этом ослабить контактные зажимы, прижимающие токоведущие штыри к анодной шине, анод не просядет, так как будет висеть на временных зажимах. Второй вариант заключается в том, что на анодный кожух устанавливается переносной портал, к верхней части которого с помощью тяг закрепляются штыри. И в этом случае, при ослаблении контакта между анодной шиной и штырями, анод не просядет, поскольку будет висеть на временных тягах. [c.196]
После подвески анода одним из рассмотренных способов зачищают контактную часть штыря на высоту от существуюш,е-го положения до места нового контакта штыря с анодной ошиновкой, ослабляют все зажимы, прижимающие штыри к анодной ошиновке, и одновременно включают основной и вспомогательный механизмы. Основной механизм перемещает анодную раму вверх, а вспомогательный — анодный кожух вниз. Но, так как вспомогательный механизм расположен на движущейся вверх анодной раме, положение анодного кожуха по отношению к неподвижному катодному устройству будет оставаться неизменным. В процессе перемещения анодной рамы контакт между штырем и анодной шиной будет скользящим и поэтому возможны на некоторых штырях искрения. [c.196]
На заре развития алюминиевой промышленности ошиновка выполнялась из медных шин, но в настоящее время она монтируется только из алюминиевых шин, так как это значительно дешевле. Для изготовления ошиновки используются шины, отливаемые на алюминиевых заводах на установках полунепрерывного литья, и лишь для отдельных элементов (анодные спуски для анодов с БТ) применяются катаные шины небольшого сечения. В настоящее время отливаются шины различных сечений — от 200 х 20 до 840 х 100 мм. [c.204]
Чистка ребер охлаждения. Для снижения температуры ЖАМ ее охлаждают с помощью теплоотводящих ребер. Ребра изготавливаются из алюминиевых шин и устанавливаются в жидкую часть анода таким образом, чтобы они выступали над поверхностью массы на 150—200 мм. Благодаря высокой теплопроводности ребра отводят большое количество тепла от анода, которое рассеивается в окружающую среду. Обслуживание ребер заключается в поддержании их в чистом состоянии (очистке от налипшей анодной массы) и регулировке по высоте. Нельзя допускать запекания ребер в тело анода. [c.226]
Ток по элементам электролизера течет вертикально — вверх и вниз (анод, стояки) горизонтально — вдоль и поперек ванны (анодные и катодные шины, катодные блюмсы), и поэтому магнитная индукция в каждой точке ванны имеет сложную картину. Следовательно, определение величины и анализ напряженности поля удобнее производить по ее проекциям на плоскость, параллельную подошве анода и расположенную посередине слоя расплавленного алюминия. Для электролизеров, расположенных в корпусе продольно, начало координат выбирают у основания перпендикуляра, опущенного на указанную плоскость из правого переднего (по ходу тока) угла анода. Ось X направляют по ходу тока, ось У — поперек ванны, а ось Z — вверх. Для электролизеров с поперечным расположением ванн в корпусе принято ось X размещать поперек ванны, а ось Y — вдоль нее. [c.265]
Анодные, катодные и обводные шины блюмсы [c.266]
Для двухстороннего токоподвода при двухрядном расположении ванн в корпусе (вне зависимости от вида токоподвода) очень важно скомпенсировать влияние соседнего ряда ванн. Наиболее просто эта задача решается путем более высокого расположения катодных и обводных шин по отношению к уровню металла и увеличением силы тока на обводных шинах, расположенных на ближней к соседнему ряду стороне электролизера. Вследствие этого вертикальная составляющая напряженности магнитного поля от собственных токов в анодных, катодных и обводных шинах, а также в гибких анодных пакетах будет распределена асимметрично по отношению к продольной оси электролизера. Схема такой ошиновки приведена на рис. 7.2. Как видно, распределение тока на входном [c.273]
До недавнего времени при рассмотрении влияния магнитного поля на технологию ванны не учитывалось влияние стальных элементов ванны на магнитное поле, что может внести определенные ошибки в результаты расчетов. Поэтому наиболее убедительным способом оценить качество ошиновки является эксперимент, т.е. исследования ошиновки на модели. Однако такой путь дорог и долог и потому к настоящему времени разработаны программы, позволяющие с помощью расчетов на ЭВМ учесть влияние основных стальных масс (катодный кожух, анодная балка, чугунные плиты перекрытия шинных каналов и пр.) на значения составляющих магнитного поля. Но до сих пор конструкция электролизера принимается к широкому внедрению только после тщательной проверки ее на опытных участках. [c.277]
Гибкий пакет — анодная шина 0,003 [c.291]
Снижение до оптимальных значений рабочего напряжения, так как расход энергии прямо пропорционален его величине. Снижению рабочего напряжения способствует минимизация потерь напряжения во всех токоведущих частях, включая и электролит, а также снижение частоты и продолжительности анодных эффектов. Необходимо отметить, что в связи с ростом в последние годы стоимости электроэнергии следует откорректировать экономически выгодную плотность тока, при которой достигается минимизация суммы капитальных затрат на сооружение ошиновки и текущих расходов на потери энергии в ней. По нашим прикидкам, экономически выгодная плотность тока должна быть ниже ныне существующей плотности тока. Весьма выгодно охлаждать катодную ошиновку в одноэтажных корпусах, так как увеличение температуры ошиновки на 10 °С приводит к увеличению потерь энергии в ней на 4 %. Снизить же температуру ошиновки можно путем рациональной подачи приточного воздуха через шинные каналы, где он снизит температуру шин и подогреется, что весьма полезно в холодное время года, длительность которого в районах расположения большинства заводов достаточно велика. [c.409]
Силовые линии при электролизе распределяются неравномерно, концентрируясь в нижней части электродов. Поэтому нижняя часть анодов растворяется быстрее верхней. Во избежание этого аноды иногда отливают утолщенными книзу. Для лучшего контакта с токоподводящими шинами и снижения выхода анодных остатков удобно пользоваться сплошными анодами, отлитыми вместе с ушками для подвешивания в ванну. Аноды массой до 10 кг рассчитаны на растворение в течение 2—3 сут. [c.321]
Аноды отливают из свинца с добавкой 1 % серебра, повышающего их коррозионную стойкость. Поверхность анодов может быть рифленой или гладкой Прокатанные аноды толщиной 5 мм в два-три раза жестче, чем литые толщиной 8 мм, а срок службы их в два раза больше (до 4 лет). Анодную штангу из освинцованной медной шины приваривают к аноду водородной сваркой. [c.289]
Для защиты трубопроводов от действия блуждающих токов используют дренаж — соединение металлической шиной источника блуждающих токов, например, рельсов, с их приемником, например, трубопроводом. Если дренаж установить невозможно, то в направлении рельса закапывают специальный анод из чугуна, который соединяют с анодной областью трубопровода медным проводником. Тогда блуждающий ток вызывает коррозию только этого специального анода. Если дополнительного анода недостаточно, то в цепь между анодом и трубой включают источник постоянного тока противоположного направления. Для уменьшения разрушающего действия блуждающих токов используют также изолирующие прокладки в местах стыка трубопровода. [c.156]
Штыри при помощи специальных эксцентриковых зажимов крепятся к анодной раме. Назначение рамы — удерживать анод в горизонтальном положении и подводить ток к штырям. Анодную раму, как правило, изготавливают из стальных балок, вдоль которых монтируют токоподводящие алюминиевые шины. В наиболее современных конструкциях электролизеров анодная рама полностью выполнена из алюминиевого сплава и, обладая высокой электропроводностью, является несущей конструкцией. В современных конструкциях электролизеров этого типа на силу тока 150—160 кА масса анода со штырями составляет 70—80 т. [c.250]
Ошиновка является токонесущим элементом конструкции электролизера и делится на две части — анодную и катодную. Электролизеры, располагаемые рядами один за другим, соединяются токопроводами из алюминиевых шин различного сечения и включаются в электрическую цепь последовательно катодные шины одного электролизера соединены с анодными шинами другого. Группа электролизеров, объединенная в одну цепь, называется серией. [c.253]
Анодная шина — анодный штырь (ВТ) 0,002 Анодная шина — штанга анододержателя (ОА) 0,001 [c.291]
Дренажные установки, которые являются наиболее эффективным методом, отводят блуждающие токи из анодной зоны подземного сооружения в рельсовую сеть или на отрицательную шину тяговой подстанции (рис. 281). Прямой дренаж имеет двухсторон- [c.396]
Медь. Плотность р = 8,94 г/см , = 1083° С кристаллизуется в решетку ГЦК (К12), удельное электросопротивление (при 20° С) 0,0168 ом-мм /м, температурный коэффициент электросопротивления ТКр = 0,0041 1/°С, теплопроводность Я = 0,92 кал/(см-сек-град), после отжига (Tg = 240 Мн/м 24 кгс/мм ), 6 = 50% после нагар-товкн а = 450 Мн/м (45 кгс/мм ), 6 = 6%. Марки меди МО (99,95% Си), М1 (99,9% Си), М2 (99,7% Си), М3 (99,5% Си), М4 (99,0% Си), примеси в меди (Р, О, Fe, Bi, Pb, Sn и др.) уменьшают ее электропроводность. Мягкую медь применяют для прокладок, шайб, анодных блоков магнетронов. Нагартованную медь применяют для коллекторов, шин, экранов в радиоустановках, волно- [c.265]
Как видно на схеме (см. рис. 12.3), предусмотрено в общей сложности три ферросилидовых анодных заземлителя массой по 3 кг, устанавливаемых в точках Я], Д2 и аз. Заземлители установлены вертикально в скважины глубиной около 2,3 м и диаметром 0,2 м в слой мелкозернистого кокса (активатора) высотой около 1 м. Для контроля тока анодных заземлителей, каждый из них соединен своим отдельным кабелем со сборной шиной преобразователя. Для возвращения защитного тока к станции применены три катодных кабеля сечением 2×4 мм , прикрепленные к резервуару при помощи подсоединительных планок на штуцере (патрубке) купола. [c.277]
Влияние блуждающих токов можно предупредить или совсем устранить применением установок электродренажной зацщты, принцип работы которой заключается в устранении анодных зон на подземных трубопроводах при сохранении катодных зон. Это достигается отводом (дренажом) блуждающих токов с участков анодных зон в рельсовую цепь электротяги или на сборную шину отсасывающих кабелей тяговой подстанции. В зависимости от условий применения дренажные установки можно разделить на 4 группы — прямые, поляризованные, усиленные электродренажные установки и поляризованные протекторные установки (рис. 25). [c.110]
Аноды угольные в виде блоков размером 400Х400Х Х550 мм применяют в производстве алюминия. Они имеют два ниппельных гнезда — углубления, в которых заливают чугуном две стальные полосы, верхние концы которых присоединяют к анододержателю, укрепленному на анодной шине. В зависимости от размеров ванны устанавливают 12 22 анода и более в двух параллельных рядах. [c.382]
Хилшческая и концентрационная поляризация на отдельных электродах вызывает вместе анодную или катодную поляризацию ЭДС поляризации в процессе электролиза направлена против ЭДС постоянного тока, приложенного к шинам ванны. [c.20]
Анодные штыри в настоящее время выполняют составными — верхняя часть, которая с помошью зажима 2 (см. рис. 5.11) контактирует с анодной шиной 1, изготавливается из алюминия, а нижняя, которая запекается в теле анода, стальная. Это позволяет снизить потери энергии в штырях и улучшить распределение магнитного поля в аноде вследствие магнитного разрыва, образованного алюминиевыми штангами. Но и до настоящего времени находятся в эксплуатации штыри, полностью выполненные из стали, но имеющие в верхней части приваренный сектор из медной пластины для улучшения контакта межу анодной шиной и штырем. Общее количество штырей зависит от силы тока и обычно составляет 64—72 шт. Общая длина анодных штырей равна 2000—2500 мм, а длина токоведущей части зависит от положения анодной рамы (см. разд. 5.3.3), [c.193]
Установка нового анода. Перед установкой анода зачищается место контакта на штанге и анодной шине затем необходимо подготовить место для установки нового анода — очистить электролит от сколов и кусков анода, извлечь куски корки, подтянуть осадок, оплескать боковые поверхности рядом стоящих анодов установить анод в подготовленное место, совместив по высоте подошву нового анода с рядом стоящими, используя для этого специальный крючок, и закрепить штангу к анодной шине, затянув для этого контактный узел. Не позднее чем через час новый анод должен быть засыпан глиноземом или возвратом криолитоглиноземной смеси от очистки огарков. [c.230]
Уход за непрерывными самообжигающимися анодам сводится к наращиванию кожуха, загрузке анодной масс1 забивке или установке штырей и переключению гибких танодной массы — один раз в 7—10 дней. Ванны верхним токоподводом требуют меньших затрат труда времени на обслуживание анода. [c.356]
Рафинирование электролизом трехслойного расплава. Алюминий марки раффинал в ФРГ получают из технического или вторичного алюминия в электролизерах, вполне подобных электролизерам для выплавки технического алюминия, лишь подключение тока обратное. Анодную шину подводят к поду печи, на котором находится расплавленный утяжеленный медью анодный [c.58]
Воду отделяют от А1(ОН)з фильтрованием, после чего гидрооксид обезвоживают нагреванием в печах и образующийся глинозем подают в электролизные ванны. Алюминий получают электролизом глинозема в расплавленном криолите ЫазА . Сварные стальные ванны футеруют изнутри угольными блоками /, а у стенок — шамотным кирпичом. Стальные катодные шины 4 вмонтированы в футеровку, благодаря чему угольный слой футеровки является катодом. Анодами 5служат самообжигающиеся угольные электроды, которые по мере обгорания снизу наращиваются сверху анодной массой, отвердевающей в результате коксования. Температура электролита 2 порядка 950 °С. Глинозем, расходуемый в ходе электролиза, загружается в ванну сверху, для чего твердая корка электролита периодически проламывается. При этом происходит удаление Oj в атмосферу [c.193]
В анодную часть ошиновки входят гибкие пакеты, анодные стояки и уравнительные шины, от которых ток при помощи специальных контактов передается к штырям (самообжигающиеся аноды) или штангам (обожженные аноды). Катодная часть ошиновки состоит из гибких лент — катодных спусков, отводящих ток от катодных стержней подины, и катодных шин. [c.253]
Анод
— обзор | Темы ScienceDirect
7.9.1.1 Установка систем с подаваемым током
Установка должна выполняться под наблюдением специалиста по коррозии, чтобы убедиться, что установка выполнена в соответствии с проектной спецификацией и чертежами.
Аноды наложенного тока должны устанавливаться в соответствии с проектными спецификациями и чертежами. Следует проявлять особую осторожность, чтобы не повредить аноды и их подводящие провода во время установки.Тщательный контроль на этом этапе наиболее важен для надлежащей долгосрочной работы системы CP.
Аноды с наведенным током могут быть установлены одним или несколькими из следующих способов:
- 1.
Аноды могут быть опущены в кожух и могут выступать ниже концевого фитинга внизу. Этот метод позволяет извлекать или заменять анод без помощи дайвера.
- 2.
Аноды могут быть установлены на элементах платформы с использованием смещенных стальных конструкционных опор, прикрепленных к элементам платформы.Для замены анода требуется помощь водолаза.
- 3.
Аноды могут быть установлены на дне моря, удаленно от конструкции. Аноды могут поддерживаться бетонным фундаментом и резервуарами плавучести, чтобы свести к минимуму возможность покрытия анодов грязью.
Поскольку аноды часто бывают хрупкими или имеют тонкопленочные гальванические покрытия, следует соблюдать осторожность, чтобы не повредить их во время работы. Некоторые аноды специально предназначены для подвешивания за хвосты кабеля и могут быть опущены на место с помощью кабеля.Другие аноды, как правило, прямого погружения, могут нуждаться в опускании на место с помощью отдельных полипропиленовых тросов, поскольку их кабельные хвостовики предназначены только для электрических целей, а не для механического подвешивания. Перед началом установки анода необходимо проверить монтажные чертежи и рекомендации производителя.
Кабельные опоры должны быть устойчивыми к коррозии и располагаться так, чтобы изоляция кабеля не истиралась из-за движения кабеля под действием ветра или воды.Кабельные трассы также должны избегать участков с вероятным повреждением в результате физических операций с конструкцией.
Кабельные муфты должны быть полностью гидроизолированы с помощью соответствующего герметика для соединения кабелей. Гидроизоляция особенно важна с положительной стороны системы подаваемого тока, чтобы предотвратить локальную быструю коррозию и последующий отказ системы CP.
Следует обратить внимание на следующее:
Необходима надлежащая очистка (обезжиривание и шлифовка) изоляции, чтобы обеспечить водонепроницаемое соединение между изоляцией и компаундом для соединения кабелей.При ремонте изоляция должна включать не менее 50 мм изоляции кабеля с каждой стороны отремонтированного кабельного соединения.
Герметизация анода и кабеля для погруженных анодов обычно устанавливается на заводе. Перед установкой необходимо тщательно проверить герметичность на предмет повреждений при транспортировке. Аноды, которые выступают из опорных труб или требуют центрирования через изолирующие втулки, могут потребовать проверки водолазом после установки.
Там, где вероятен осмотр или техническое обслуживание подводным погружением, конструкции должны иметь предупреждающие надписи, информирующие об опасности электрических градиентов около анодов и о необходимости выключить систему перед погружением.
Должны быть установлены знаки, указывающие на наличие любых погруженных в воду кабелей или анодных опорных тросов, которые не имеют физической защиты.
Особое значение, которое необходимо проверить во время установки, — это убедиться, что материал и размер анода соответствуют соответствующим частям имеющегося стандарта, где это применимо, и / или утвержденным спецификациям.
Соединения проводникового кабеля с выпрямителем от анода (анодов) и конструкции должны быть механически надежными и электрически проводящими.Перед подачей питания на источник питания убедитесь, что отрицательный (-) провод подсоединен к защищаемой конструкции, положительный (+) провод подсоединен к аноду (анодам) и что в системе отсутствуют короткие замыкания. После включения источника питания постоянного тока с разрешения контролирующего специалиста по коррозии необходимо провести соответствующие измерения, чтобы убедиться, что эти соединения имеют правильную полярность.
Соединения между положительным соединительным кабелем и подводящим проводом (ами) от анода (ов) должны быть механически надежными и электрически проводящими.Соединения должны быть герметизированы, чтобы предотвратить проникновение влаги и обеспечить электрическую изоляцию от окружающей среды. Для подводных соединений требуются уплотнения, подходящие для давления воды и окружающей среды, в которой они могут находиться.
При установке подвесного анода, где требуется отдельная подвеска, следует позаботиться о том, чтобы подводящий провод не был натянут таким образом, чтобы не повредить подводящий провод анода или соединения.
При установке трансформатора / выпрямителя следует соблюдать требования настоящего стандарта и местных органов власти, особенно в отношении входа переменного тока, кабелей и расположения.Выпрямитель или другой источник питания следует устанавливать вдали от рабочего движения и вдали от участков с сильной жарой или вероятным загрязнением грязью, пылью, водяными брызгами и т. Д. Если установлены два или более выпрямителя, они должны располагаться на расстоянии для обеспечения надлежащего потока. охлаждающего воздуха.
Электропроводка выпрямителей должна соответствовать всем применимым нормативным требованиям и спецификациям оператора. Должен быть предусмотрен внешний выключатель в проводке переменного тока к выпрямителю.
Необходимо провести испытания источника питания, чтобы убедиться в надлежащем электрическом подключении и отсутствии повреждений во время установки.
Кабели и соединения следует тщательно осмотреть на предмет дефектов изоляции. Дефекты следует должным образом отремонтировать.
Анод — обзор | Темы ScienceDirect
26.2.3 Электроды
Анод состоит из титановой проволоки или сетки, покрытой оксидом рутения с другими металлами. Покрытие из оксида рутения и металла является по существу химически инертным (но электропроводящим) в очень агрессивной среде электролизеров хлорида.Этот тип анода часто называют «анодом со стабильными размерами ». 1 Аноды имеют ширину 0,8 м и высоту 1 м.
Аноды выделяют газообразный хлор, который безопасно собирается для повторного использования при выщелачивании. Система сбора хлора показана на рисунке 26.1. Анодные и катодные опоры показаны на рисунке 26.2.
РИСУНОК 26.1. Принципиальная схема двух электродов в водной ячейке для получения хлорида никеля (Niihama, 2007). Катод показан справа.Анод и окружающий его отсек показаны слева. Раствор в анодном отсеке обозначается как анолит , а раствор в катодном отсеке обозначается как католит . Между анодом и катодом протекает постоянный электрический ток. Вакуум вытягивает хлор и обедненный никелем раствор из анодного отсека. Обратите внимание, что уровень жидкости в анодном отсеке ниже, чем в любом другом месте электролизера. Это вызывает непрерывный поток раствора мимо катодов в анодные отсеки.Электролитическая ячейка содержит на один анод больше, чем катод. Большинство электролизеров для получения никеля имеют 45–55 катодов на ячейку. Каждый катод обычно имеет глубину 1 м и ширину 0,8 м.
РИСУНОК 26.2. (а) Анод и катод для электрохимического извлечения никеля из водного раствора хлорида. Они около 1 м в длину и 0,8 м в ширину. Во время электролитического извлечения толщина катода увеличивается от примерно 1 мм до 10 мм. Анодные проволоки имеют диаметр около 4 мм. (б) Эскиз схемы электролизного электролизера, показывающий, что ток между медными шинами протекает по схеме медная шина-анод-электролит-катод-медная шина.Ток через электролит осуществляется ионным транспортом.
Каждый анод помещен в мешок из проницаемой полиэфирной ткани. Ионный раствор может двигаться через ткань, но из-за размера и поверхностного натяжения пузырьков газа газ остается на анодной стороне мешка. Твердая «крышка» из полипропилена предотвращает утечку газообразного хлора в атмосферу.
Хлор и насыщенный хлором раствор (анолит) непрерывно извлекаются из каждого анодного отсека с помощью вакуума через индивидуальную полимерную трубку.Затем смесь газа и раствора поступает в коллектор и направляется в сепараторы жидкость / газ и вакуумные дехлоринаторы жидкости. Газ осушается, сжимается и отправляется на выщелачивание.
Катоды, как правило, представляют собой «стартовые» листы, которые представляют собой листы никеля толщиной приблизительно 1 мм, подвешенные на круглые медные стержни с использованием петель из стартового листа (показано на рисунке 26.1). Размер катода такой же, как у анода, то есть 0,8 м в ширину и 1 м в глубину.
Для изготовления стартовых листов никель наносится на титановые катодные заготовки в отдельных ячейках в течение 1-2 дней.Пластиковые кромки и нижние полосы прикреплены к заготовкам, чтобы облегчить снятие стартовых листов с заготовок.
Катодные заготовки собираются, а с них удаляется осадок. Зачистка в основном выполняется с помощью автоматизированного оборудования (Stensholt et al. , 2001). Никелевая пластина обрезается, и никелевые опорные ленты прикрепляются к отложению, чтобы сформировать стартовый лист. Для этих работ используется автоматизированная техника.
анод — Викисловарь
Английский [править]
Этимология [править]
От древнегреческого ἀνα- (ана, «вверх») и ὁδός (ходос, «путь»), образуя новогреческое соединение ἄνοδος (анодос).Создан английским эрудитом Уильямом Уэвеллом в 1834 году для Майкла Фарадея, который представил его позже в том же году.
Произношение [править]
Существительное [править]
анод ( множество анодов )
- (электричество) Электрод элемента или другого электрически поляризованного устройства, через который положительный электрический ток течет внутрь (и, таким образом, электроны текут наружу). Он может иметь как отрицательное, так и положительное напряжение.
- (химия, в широком смысле) Электрод, на котором происходит химическое окисление анионов, обычно приводящее к эрозии металла с электрода.
- (электроника) Электрод, который собирает электроны, испускаемые катодом в вакуумной трубке или газонаполненной трубке.
- (электроника) Электрод полупроводникового прибора, который соединен с материалом p-типа p-n перехода.
Координаты [править]
Производные термины [править]
Переводы [править]
электрод электрохимической ячейки, на котором происходит окисление
электрод, через который ток течет в ячейку
- Приведенные ниже переводы необходимо проверить и вставить выше в соответствующие таблицы переводов, удалив все цифры.Числа не обязательно совпадают с числами в определениях. См. Инструкции в Викисловаре: Макет статьи § Переводы.
Проверяемые переводы
Анаграммы [править]
Этимология [править]
Заимствовано с английского анод .
Произношение [править]
- IPA (ключ) : /ˌaːˈnoː.də/
- Расстановка переносов: ano‧de
- Рифмы: -oːdə
Существительное [править]
анод f ( множественное число анод или анод , миниатюрный анод n )
- (электричество) анод
Антонимы [править]
Этимология [править]
Заимствовано с английского анод .
Произношение [править]
Существительное [править]
анод f ( множественное число анодов )
- анод (электрод, через который ток течет в устройство или ячейку)
Дополнительная литература [редактировать]
индонезийский [править]
Произношение [править]
- IPA (ключ) : /a.no.də/, /ano.də/
Существительное [править]
анод
- (электричество, химия) анод
Альтернативные формы [править]
См. Также [править]
Дополнительная литература [править]
Батарейные аноды> Батареи и топливные элементы> Исследования> Центр энергетических материалов в Корнелле
Введение
Анод является отрицательным электродом первичной ячейки и всегда связан с окислением или выбросом электронов во внешнюю цепь.В перезаряжаемом элементе анод является отрицательным полюсом во время разряда, а положительный
полюс во время зарядки.
Литиевый анод
Анод в батарее заслуживает равного отзыва
в общей производительности батареи. Для эффективного развития высокого
батарея плотности энергии, использование электродных материалов большой емкости (анод
& катод) является важным фактором.
Для таких систем щелочные металлы, возможно, являются очевидным выбором. Большинство
выпускаемые в настоящее время перспективные типы перспективных аккумуляторов основаны на
литиевые аноды.
Выбор материала анода очень велик.
ограничено необходимостью высокого содержания энергии, что неизбежно связано,
к использованию щелочного металла в качестве основного анодного материала. Литий обычно предпочтителен, так как
с ним легче обращаться (хотя и осторожно), чем с другими щелочными металлами и
что более важно, самый легкий и самый электроположительный среди щелочей
металлическая семья. Кроме того, низкий
плотность металлического лития (0,534 г / куб.см) обеспечивает максимальную удельную емкость
значение 3.86Ah / g, что является исключительным. Поэтому литиевые батареи
обладают самым высоким напряжением и плотностью энергии среди всех других аккумуляторных
аккумуляторы и поэтому предпочтение отдается в приложениях, связанных с портативными
бытовыми приборами, основными ограничениями которых являются малый вес и небольшой объем. В
Преимущества использования металлического лития в качестве анода следующие:
- Хороший восстановитель
- Сильно электроположительный (поэтому в зависимости от на используемом катоде)
- Высокая электрохимическая эквивалентность Высокая емкость (3.82Ач / г) и удельной энергии (1470Втч / кг)
- Хороший проводящий агент
- Хорошая механическая стабильность
- Простота изготовления / компактный дизайн
Самое важное реакция металлического литиевого анода очень проста:
Но, несмотря на это простота, практическое применение металлического Li в перезаряжаемом аноде имеет было очень сложно из-за какой-то важной проблемы.Самый важный из них — это то, что Металлический литий обычно имеет тенденцию осаждаться в виде дендритной или мшистой структуры во время заряда, а неупорядоченный металлический осадок приводит к плохой кулоновской эффективности. Это происходит потому, что такой мелкодисперсный металл Li часто действует как активный центр, индуцирующий восстановительное разложение компонентов электролита. Часть депозита может становятся электрически изолированными, и также может произойти рассыпание. Кроме того, штраф металлический литий может легко проникнуть в сепаратор и в конечном итоге вызвать внутреннее короткое замыкание, что приводит к выделению тепла и случайному возгоранию.Одна из основных причин выхода из строя аккумуляторной литиевые системы заключаются в реакционной способности лития с электролитами]. Отсюда опасная природа Ли. проложили путь для идентификации некоторых других более безопасных анодных материалов, обладающих сравнительно те же электрохимические свойства, что и у лития.
Альтернативные аноды для литиевых батарей
Углеродистые материалы, которые позволяют
интеркаляция Li внутри слоев, несомненно, является наиболее подходящим
кандидаты, ведущие к широко известным литий-ионным или воланам, или
Литиевые батареи для кресел-качалок (RCB).Большинство разновидностей углерода, включая графит
приобретают все большее значение как привлекательные кандидаты анодных материалов для
перезаряжаемые литиевые батареи, потому что они могут обратимо вмещать литий
и обладают высокой емкостью, хорошей электронной проводимостью и низким электрохимическим
потенциал (относительно Li
металл). Максимальное количество
литий, который может внедряться в структуру графита, составляет 1 на 6
атомы углерода, что дает удельную емкость 372 мАч / г. Стоимость, доступность,
производительность и потенциал (vs.Ли
металл) материалов на основе углерода приемлемы и даже предпочтительны, когда
по сравнению с анодом из металлического лития для практических элементов. Важным доказательством этого является коммерческий
наличие LiCoO 2 / угольных элементов производства Sony Inc.
нет значительного набухания или создания давления в дымовой трубе углеродом
электрод при длительном циклировании, поэтому литий-ионные элементы могут быть сконструированы как
плоские или призматические ячейки с тонкостенными корпусами или в любой другой ячейке
конфигурации.Недостатки по размещению анодов разных типов.
материалы представлены в таблице 1
| МАТЕРИАЛ | ПРИМЕЧАНИЕ |
| ЛИТИЙ | РОСТ ДЕНДРИТА, ДОРОГОЙ, ТОКСИЧНЫЙ |
| УГЛЕРОДА | НЕОБРАТИМАЯ ПОТЕРЯ МОЩНОСТИ |
| ИНН | ВКЛЮЧЕНИЕ ТВЕРДОЙ ЭЛЕКТРОЛИТНОЙ ФАЗЫ В ЭЛЕКТРОД |
| УВД | СЛОЖНЫЙ ПОДЪЕМ / УДАЛЕНИЕ ЛИТИЯ |
| М-М СПЛАВ | БОЛЬШИЕ ИЗМЕНЕНИЯ ОБЪЕМА (МЕХАНИЧЕСКОЕ ОПИСАНИЕ) |
| ТЕРНАРНЫЙ МЕТАЛЛИЧЕСКИЙ ФУРГОН | ДОПОЛНИТЕЛЬНАЯ ДИФФУЗИЯ Ли
МЕХАНИЗМ |
| МЕТАЛЛОИДЫ | ЧУВСТВИТЕЛЬНОСТЬ К ВЛАГЕ |
Полые наноматериалы Fe3O4 в качестве анодов
В данной работе исследуется возможность полых наноструктур
уменьшить проблему измельчения и быстрого снижения емкости анодных материалов
в литий-ионных батареях (LIB).Полые наночастицы Fe 3 O 4 синтезируют без темплатным сольвотермическим методом с использованием FeCl 3 ,
мочевина и этиленгликоль в качестве исходных материалов. Временная XRD и TEM (Рисунок 1)
исследования показывают, что рост следует вывернутому наизнанку созреванию Оствальда.
механизм. Более высокие концентрации мочевины в исходном материале приводят к
более низкий процент полых частиц (фи) и это наблюдение
согласуется
с предложенным механизмом роста.Характеристики полых частиц как
анодные материалы в LIB проверены и показали, что они превосходят их твердые
аналоги, с более высоким процентным содержанием полых частиц, обеспечивающих лучшее
производительность (рис. 2), что свидетельствует в пользу гипотезы о том, что полые конструкции могут облегчить проблему измельчения. Циклический
анализируются вольтамперограммы наночастиц Fe 3 O 4 , что дает некоторое представление о
механизм реакции процесса вставки / удаления литий-иона.
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, используйте кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Как работают расходные аноды?
Каждый раз, когда у вас есть два разных металла, которые физически или электрически соединены и погружены в морскую воду, они превращаются в батарею. Некоторое количество тока течет между двумя металлами. Электроны, составляющие этот ток, поставляются одним из металлов, отдавая части себя — в виде ионов металлов — морской воде. Это называется гальванической коррозией, и если ее не остановить, она быстро разрушает подводные металлы.
Наиболее частой жертвой гальванической коррозии является бронзовый или алюминиевый гребной винт на валу из нержавеющей стали, но металлические стойки, рули направления, арматура руля, подвесные двигатели и кормовые приводы также подвержены риску. Чтобы противодействовать гальванической коррозии, мы добавляем в цепь третий металл, который быстрее двух других отдает свои электроны. Этот кусок металла называется жертвенным анодом, и чаще всего это цинк. Фактически, большинство лодочников называют жертвенные аноды просто цинками.
Трудно переоценить важность обслуживания анодов на вашей лодке. Когда анод отсутствует или в значительной степени изношен, металлический компонент, для защиты которого он был установлен, начинает растворяться — гарантированно.
Сколько цинка
Степень защиты цинкового анода зависит от его площади поверхности. Необходимая площадь поверхности цинка зависит от типа защищаемого металла и химического состава воды, но вы можете использовать 1% площади поверхности защищаемого металла в качестве отправной точки.Часто проверяйте защищаемый металл. Если на нем видны признаки коррозии, несмотря на цинк, вам потребуется большая площадь поверхности.
Цинк следует заменять, когда около половины анода потеряно из-за коррозии. В идеале мы хотим, чтобы это происходило не чаще, чем ежегодно. Долговечность жертвенного цинкового анода зависит от его веса. Когда цинка хватает на год меньше, вам нужен более тяжелый.
Однако обычно вы не сталкиваетесь с определением подходящего размера анода (кроме диаметра цинкового кольца вала).Скорее, вы просто заменяете истощенный цинк новым такого же размера. Проверяйте все цинковые покрытия не реже одного раза в год и заменяйте все наполовину израсходованные. Вот несколько рекомендаций по замене.
Необходим электрический контакт
Существует досадное заблуждение, что жертвенный анод можно установить где угодно, даже повесить сбоку на веревке, и он все равно будет выполнять свои назначенные обязанности. Это совершенно неправильно!
Чтобы цинковый анод обеспечивал какую-либо защиту, он должен находиться в электрическом контакте с защищаемым металлом.Электропроводность воды недостаточна. Нам нужен низкоомный контакт металл-металл — либо путем закрепления цинка непосредственно на защищаемом металле, либо путем соединения обоих проводом. Подвесной анод может обеспечить защиту, если он подключен проволокой к защищаемому металлу.
Если цинк крепится непосредственно к защищаемому металлу — например, привинчивается к боковой стороне металлического руля направления — важно перед установкой анода убедиться, что поверхность под цинком голая и блестящая.Это необходимо для обеспечения хорошего электрического контакта.
Без краски
Жертвенные аноды не могут выполнять свои функции, если они не обнажены. Нанесение краски на анод душит его, делая бесполезным. Никогда не покрывайте аноды краской для днища или чем-либо еще.
Стойки и рули направления
Винтыобычно защищены цинковым воротником, состоящим из двух частей и скрепленным вместе вокруг вала перед гребным винтом. Обязательно убедитесь, что вал чистый и чистый, прежде чем зажимать на нем хомут.Защита от коррозии подвесных и выдвижных гребных винтов обычно обеспечивается цинковым кольцом с болтовым креплением или цинковой гайкой винта.
Металлические рули и распорки легче всего защитить с помощью цинковых дисков, прикрученных непосредственно к металлу. Цинки руля направления имеют форму неглубокого купола, что обтекает их и минимизирует их сопротивление и турбулентность.
Листы корпуса
Склеивание — это совершенно другая тема, но лодки со всеми подводными деталями, электрически соединенными вместе, обычно оснащены одной или несколькими цинковыми пластинами, прикрепленными к корпусу болтами.Крепежные болты для этих анодов подключаются толстостенным электрическим кабелем к цепи заземления. Если эти аноды истощатся или если электрическое соединение ухудшится, другой подводный металл, например бронзовая арматура, проходящая через корпус, начнет разъедать.
Цинковые листы корпуса также устанавливаются на металлические лодки для защиты корпуса. Излишне говорить, что за такими анодами нужно тщательно следить.
Передние передачи
Смесь погруженных в воду металлов делает кормовые приводы и подвесные двигатели особенно подверженными гальванической коррозии.Многие из них оснащены несколькими анодами. Как правило, они включают в себя как минимум жертвенный триммер (предназначенный для предупреждения об истощении при изменении рулевого управления), цинковую пластину или две, прикрепленные к коробке передач или противовентиляционной пластине, и, возможно, аноды в выхлопной полости и в рубашке охлаждающей воды. Рекомендуется проконсультироваться с руководством по вашему двигателю, чтобы быть уверенным, что вы знаете, где находится каждый анод. Затем проверьте их все и обновите те, которые выработаны более чем наполовину.
Карандаши цинковые
Теплообменники, поскольку они обычно изготовлены из медного сплава, подвержены гальванической коррозии.Для борьбы с этим многие теплообменники снабжены цинковым анодом-карандашом. Вы найдете его (или нет) под латунной заглушкой в теплообменнике. Карандаш откручивается от вилки для замены. В некоторых двигателях внутри рубашки охлаждающей воды имеется такой же цинковый карандаш для защиты разнородных металлов в двигателе. Определите, оснащены ли ваш двигатель и теплообменник внутренними анодами, и если да, то проверяйте их не реже одного раза в год. Если они наполовину исчерпаны. . . Ну ты знаешь.
Не цинк
В последние годы кадмий в цинке стал проблемой для окружающей среды, что привело к движению в сторону алюминиевых анодов.Такие аноды эффективны даже для защиты алюминиевых компонентов — например, нижних корпусов — потому что алюминий, используемый в аноде, является более анодным сплавом. Аноды из алюминиевого сплава почти наверняка станут более распространенными. Этого еще не произошло только потому, что стоимость алюминиевых анодов была выше, чем стоимость цинковых, без какой-либо ощутимой выгоды для владельца лодки. Сегодня алюминий фактически дешевле цинка. Кроме того, алюминиевые аноды, как правило, служат дольше, они работают лучше, чем цинк, в солоноватой воде (а также, возможно, в соленой воде) и, по-видимому, лучше для окружающей среды.При переходе с цинка на алюминий ВСЕ ваши аноды должны быть алюминиевыми. Это может быть проблемой в некоторых регионах, так как многие местные морские поставщики все еще не имеют широкого ассортимента алюминиевых анодов. Со временем это изменится.
В пресной воде магниевые аноды лучше защищают подводные металлы, особенно подводный алюминий. Однако магний — хороший выбор только для пресной воды. Если какая-либо из ваших лодок также находится в солоноватой или соленой воде, установите алюминиевые аноды.
Анодные ячейки для E-Coat: трубчатые и полукруглые
Synder Filtration производит анодные элементы и системы циркуляции анолита для индустрии E-Coat с 1996 года и с гордостью обслуживает большинство крупных автомобильных компаний по всему миру.Synder может производить анодные ячейки различных размеров и ориентации, такие как горизонтальные ячейки крыши, горизонтальные ячейки пола, вертикальные боковые ячейки, а также аноды без покрытия. Конструкция анода доступна как из нержавеющей стали SS316, так и из титана с покрытием из оксида рутения и оксида ирида для большей плотности тока. Чтобы лучше контролировать создание пленки и записывать индивидуальный ток, потребляемый каждой анодной ячейкой, Synder также предлагает систему мониторинга тока (CMS), предназначенную для обеспечения регистрации данных на удаленном компьютере для исторического анализа в очень экономичном пакете.
Краска Electrocoat (E-Coat) является основным слоем краски, наносимой на большинство транспортных средств, и обеспечивает коррозионную стойкость и физическую долговечность. Анодные ячейки (также известные как ячейки анолита и электродиализные ячейки) играют двойную роль в процессе нанесения электролитического покрытия: они действуют как электрод, противоположный кузову автомобиля, и удаляют излишки кислоты, образующиеся в ванне с краской во время процесса электроосаждения.
И TechCELLS, и SuperCELL предлагают широкий диапазон электрических «углов выброса» по сравнению с плоскими ячейками, что может значительно улучшить качество покрытия и покрытие в труднодоступных областях детали с более сложной геометрией.Всегда следует проявлять осторожность при увеличении напряжения, чтобы обеспечить большую мощность выброса и предотвратить разрыв пленки. В настоящее время Synder предлагает открытые и закрытые верхние 1,5 ″ и 2 ″ ячейки, а также нижние и нижние ячейки, которые могут быть настроены для соответствия практически любой глубине резервуара и размеру рабочего оборудования.
TechCELL ™
Анодная ячейка TechCELL ™ от Synder была специально разработана для оптимизации процесс гальваники. Конструкция ячейки с трубчатым анодом является предпочтительным стилем для небольших промышленных линий E-Coat.
ХАРАКТЕРИСТИКИ И ПРЕИМУЩЕСТВА ТРУБОЧНЫХ КЛЕТОК
- Больше углов
- Большая площадь мембраны, более длительный срок службы, что приводит к снижению капитальных и эксплуатационных затрат
- Встроенный очистительный механизм
- Простота использования и обслуживания
- Гибкость для вашего танка
- Индивидуальный дизайн для различных резервуаров и конфигураций
- Доступны кровельные ячейки и аноды без покрытия
ЧТО ЭТО ДЕЛАЕТ
Ячейки анолита служат противодействующим электродом для окрашиваемой детали, а также устройством для удаления кислоты.
КАК ЭТО РАБОТАЕТ
Оснащенные прочной анионной мембраной, электрический заряд этих ячеек переносит избыток кислоты в ванне с краской в систему рециркуляции анолита.
ЛУЧШИЕ УГЛЫ БРОСА
Трубчатые (круглые) аноды предлагают больший диапазон электрических «углов выброса» по сравнению с плоскими ячейками. Большое разнообразие углов выброса может значительно улучшить качество покрытия и охват труднодоступных участков детали. Больший угол наклона также позволяет раньше начать окраску анода в монорельсовых системах.
Загрузить техническое описание TechCELL
SuperCELL ™
SuperCELL ™ — это сверхмощный, легкий, цельный анодный элемент C-Cell, разработанный для оптимального покрытия лакокрасочным покрытием в больших резервуарах для электролитического покрытия. SuperCELL ™ обеспечивает невероятную эффективность и производительность, когда 100% ячейки обращено к работе, и является наиболее экономичным вариантом для резервуаров с краской большого объема.
ОСОБЕННОСТИ И ПРЕИМУЩЕСТВА
Снижение эксплуатационных расходов
70% -ное увеличение силы тока на квадратный фут и последующая 50% -ная экономия электроэнергии обеспечивают резкое снижение эксплуатационных расходов по сравнению скоробки ячеек.
Лучшее покрытие
Больший угол наклона означает большее покрытие и более длительное время окраски в монорельсовых системах.
Простота использования и обслуживания
Прочный, легкий и цельный, чтобы обеспечить легкий подъем и простое подключение силового кабеля.
Гибкость для вашего резервуара
Доступен в четырех различных размерах, включая вариант с низким профилем для резервуаров с ограниченным зазором между деталью и стенкой резервуара.
КОНСТРУКЦИЯ СУПЕР ЯЧЕЙКИ
- Полукруглый анод и мембрана
- Предназначен для легкого подъема и подключения к силовому кабелю
- Весит менее 1/3 стандартной плоской ячейки
- Нет сварных швов под жидкостью анолита, чтобы предотвратить разрушение из-за погруженных в воду механических или сварных соединений
- Изготовлен из нержавеющей стали 316L толщиной 10 или 3/16 дюйма
ЛУЧШИЕ УГЛЫ БРОСА
SuperCELL ™ предлагает больший диапазон электрических «углов выброса» по сравнению сплоские клетки.