Пайка для начинающих. BGA.center
Пайка для начинающих
У начинающего мастера по ремонту электроники возникает огромное количество вопросов. Занимаясь паяльными работами, как SMD компонентов так и BGA микросхем, более 8-лет, мастера Bgacenter подготовили для вас исчерпывающий гайд по пайке. Вы также можете освоить пайку для начинающих под руководством специалистов, здесь профессиональная программа по пайке.
Пайка от А до Я
Процесс пайки bga микросхем, для удобства разделим на несколько последовательных шагов. Основные из которых:
- подготовка материнской платы к паяльным работам
- выпаивание микросхемы
- подготовка контактной площадки
- удаление компаунда
- реболлинг микросхемы
- припаивание микросхемы на плату
- проверка качества пайки
Для того чтобы получить представление о пайке bga, если ранее этим не занимались посмотрите видео-инструкцию. Как преподаватель Bgacenter выполняет процесс паяния
Пайка bga/BGA solderingПодготовка платы
Перед выполнением паяльных работ внимательно осмотрите место предстоящей пайки.
Если выпаиваете микросхемы, а с другой стороны находится CPU или BB_RF; старайтесь немного натягивать микросхему и не давать припою полностью расплавится под чипом. Это так называемая холодная пайка, позволяет не угревать микросхемы расположенные на обратной стороне. В этом случае рискуем оторвать пятаки на контактной площадке, но их потом можно восстановить. К тому же чаще отрываются пустышки – неиспользуемые контакты.
Важно учитывать температуру окружающей среды. То есть зимой если в помещении прохладно или есть сквозняки, температуру необходимо поднимать немного выше на 20-30 градусов Цельсия.
Выпаивание bga микросхемы
После проведения визуального осмотра необходимо определиться с направлением потока горячего воздуха. Общее правило – направление фена от микросхем на компаунде.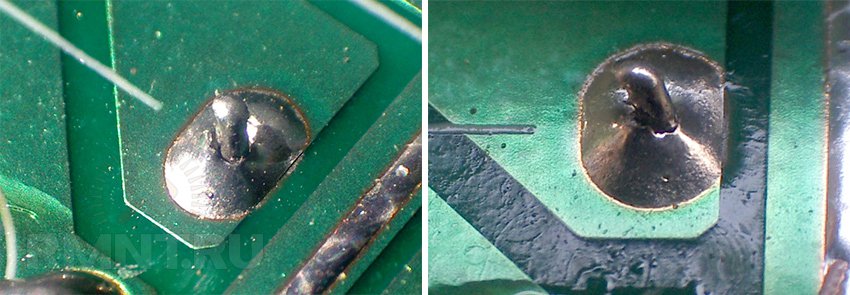 Затем устанавливаем теплоотводы микросхемы с компаундом. Пинцетом «примериться» к микросхеме. Как будет захватываться, с какой стороны заводиться лопатка (чипы на компаунде снимаем лопаткой). При необходимости снять часть обвязки, затем до припаивания U, обвязку восстановить.
Затем устанавливаем теплоотводы микросхемы с компаундом. Пинцетом «примериться» к микросхеме. Как будет захватываться, с какой стороны заводиться лопатка (чипы на компаунде снимаем лопаткой). При необходимости снять часть обвязки, затем до припаивания U, обвязку восстановить.
Выставить температуру на фене 320 – 340 градусов Цельсия. Расход воздуха – индивидуальная величина для каждой термовоздушной паяльной станции.
Направить фен на плату, на 5-7 сек, (предварительно прогреть плату) поднять температуру места пайки. Для исключения тепловых деформаций motherboard. И для равномерности прогрева. Флюс растекается и равномерно распределяется по необходимому участку.
Поток воздуха. Это индивидуально. Много зависит от того насколько близко Вы паяете от элемента. Я паяю близко к элементу, почти вплотную. И на большом потоке. За счет этого уменьшается время воздействия горячего воздуха на плату. Поток необходимо подбирать индивидуально. Существует два критерия:
- отпаянные микросхемы и компоненты (обвязка) чтобы не сдувало с платы,
- не перегревать плату, это значит исключить продолжительное по времени воздействие высокой температуры.
 Почему это может быть критично для платы? Либо угреваются рядом стоящие микросхемы на компаунде, либо микросхемы установленные на другой стороне платы, особенно припаянные на легкосплавную пасту могут самопроизвольно отпаяться, в случае ранее выполнявшихся ремонтов. Это еще один очень важный момент, если плата к вам попала уже паяная, а это можно определить при внешнем осмотре; микросхемы могут быть припаяны на bga пасту с низкой температурой плавления. Поэтому перед выполнением работ по пайке, обязательно визуальный осмотр и согласование рисков с клиентом.
Почему это может быть критично для платы? Либо угреваются рядом стоящие микросхемы на компаунде, либо микросхемы установленные на другой стороне платы, особенно припаянные на легкосплавную пасту могут самопроизвольно отпаяться, в случае ранее выполнявшихся ремонтов. Это еще один очень важный момент, если плата к вам попала уже паяная, а это можно определить при внешнем осмотре; микросхемы могут быть припаяны на bga пасту с низкой температурой плавления. Поэтому перед выполнением работ по пайке, обязательно визуальный осмотр и согласование рисков с клиентом.
 Почему это может быть критично для платы? Либо угреваются рядом стоящие микросхемы на компаунде, либо микросхемы установленные на другой стороне платы, особенно припаянные на легкосплавную пасту могут самопроизвольно отпаяться, в случае ранее выполнявшихся ремонтов. Это еще один очень важный момент, если плата к вам попала уже паяная, а это можно определить при внешнем осмотре; микросхемы могут быть припаяны на bga пасту с низкой температурой плавления. Поэтому перед выполнением работ по пайке, обязательно визуальный осмотр и согласование рисков с клиентом.
Почему это может быть критично для платы? Либо угреваются рядом стоящие микросхемы на компаунде, либо микросхемы установленные на другой стороне платы, особенно припаянные на легкосплавную пасту могут самопроизвольно отпаяться, в случае ранее выполнявшихся ремонтов. Это еще один очень важный момент, если плата к вам попала уже паяная, а это можно определить при внешнем осмотре; микросхемы могут быть припаяны на bga пасту с низкой температурой плавления. Поэтому перед выполнением работ по пайке, обязательно визуальный осмотр и согласование рисков с клиентом.Нанести флюс по периметру микросхемы, так как плата горячая, он сразу растекается и затечет под микросхему. Флюс необходим для равномерного распределения температуры. Фен заводить как можно вертикальнее. И начинаем прогревать микросхему, постоянно делая круговые движения, для равномерного нагрева.
Момент снятия микросхемы. Можно ориентироваться по времени (раньше, лет 7 назад — я про себя отсчитывал секунды) или по рядом стоящему конденсатору.
Подготовка контаткной площадки
Паяльником с тонким наконечником нанести сплав Розе на каждый вывод на контактной площадке. Это необходимо для понижения температуры заводского бессвинцового припоя. Если опасаетесь оторвать контакты (или когда мало опыта) при работе с паяльником, можно залудить оплетку сплавом Розе и уже оплеткой залуживать контакты на контактной площадке. При этом особое внимание на обвязку, очень легко и незаметно можно “убрать” радиокомпоненты и потом необходимо будет восстанавливать, перед установкой микросхемы.
На оплетку нанести флюс и не надавливая на плату (положил паяльник и потянул за оплетку) собрать остатки припоя с контактной площадки.
Ватной палочкой или зубной щеткой смоченной в техническом бензине БР-2 (или спирте) отмыть контактную площадку от остатков флюса. Перед отмывкой понизить температуру платы. Как я понимаю, когда уже можно мыть бензином? Палец положил на плату, и если палец терпит, то можно и бензином, для исключения повреждения платы.
Удаление компаунда
Выставить на фене температуру 240 – 250 градусов Цельсия. Специальной лопаткой или пинцетом убрать остатки компаунда с контактной площадки, из-под микросхемы и обязательно очистить периметр. Часто вокруг микросхем установлены компоненты очень маленьких размеров и залиты компаундом. Поэтому особое внимание при чистке компаунда на то чтобы не оторвать обвязку вместе с клеем. Для этого рекомендуется достаточное время прогревать плату, для размягчения клея. И снимать компаунд послойно, а не сразу на всю глубину.
При выполнении ремонта, в режиме диодной прозвонки измерить падение напряжения на каждом контакте. Обязательно даём плате остыть и только после этого выполняем замеры. Горячие конденсаторы могут показывать КЗ, а когда их температура понизиться, КЗ не покажут.
Реболлинг микросхемы
Расположить микросхему на специальном коврике, сверху на котором разместить салфетку или кусок джинсовой ткани.
Для восстановления шариковых выводов на микросхеме, необходимо удалить существующий припой. Паяльником залудить сплавом Розе все выводы на микросхеме (для больших микросхем NAND Flash или Wi-Fi, чипы малых размеров можно не залуживать Розе, а сразу собирать припой медной оплеткой). Будьте аккуратны со стеклянными корпусами, пины легко повреждаются и затем не залуживаются.
Нанести флюс на микросхему и оплеткой с паяльником собрать припой перемешанный с Roze. При необходимости удалить остатки компаунда с поверхности чипа. Отмыть микросхему ватной палочкой или зубной щеткой.
Подобрать трафарет. Предварительно под микроскопом оценить состояние трафарета (качество просечки, загрязненность пастой или флюсом), при необходимости отмыть трафарет бензином или заменить. Совместить трафарет с микросхемой и прижать пинцетом. Лопаткой нанести немного пасты на трафарет и затереть bga пасту в отверстия. Излишки пасты убрать лопаткой и ватной палочкой.
С этого момента и при последующей накатке не допускать горизонтальных и вертикальных смещений накатываемой микросхемы относительно трафарета.
Температуру на фене понизить примерно до 250 – 270 градусов Цельсия. Поток воздуха также можно уменьшить по сравнению с потоком при демонтаже. Направить фен на трафарет и прогревать по периметру, выполняя круговые движения. Выпарить флюс из пасты и окончательно сформировать выводы на чипе.
Стоматологическим зондом или пинцетом вытолкнуть микросхему из трафарета (толкнув в угловые контакты). Это необходимо выполнять, пока микросхема не остыла, иначе она застрянет в трафарете.
Дополнительно еще раз прогреть феном вновь сформированные контакты, для окончательного формирования шаров.
Припаивание микросхемы на плату
Если при подъеме микросхемы сместили обвязку, сначала восстановить обвязку, только потом работаем с микросхемой. На фене выставить Т = 280 – 320 градусов Цельсия (в зависимости от используемой пасты) и уменьшить поток воздуха, по сравнению с потоком при выпаивании.
Нанести флюс небольшое количество на контактную площадку. если флюса будет много, микросхема будет плавать в нем.
Выставить микросхему по зазорам и по ключу:
- точка или другой знак на корпусе микросхемы
- контакт А1, смотреть в ZXW или Wuxinji
Направить поток горячего воздуха на припаиваемую микросхему. Если микросхему сдувает с платы, заводите фен сверху. В этом случае воздухом микросхему придавит и она не будет смещаться. А ещё может сдувать микросхему, потому-что мастер забыл добавить флюс — . Ни в коем случае нельзя надавливать на микросхему сверху.
Ни в коем случае нельзя надавливать на микросхему сверху.
Как понять что микросхема припаялась:
- Когда прекращаются пульсации флюса выходящего из под припаиваемой микросхемы
- Зондом или пинцетом толкнуть микросхему горизонтально, для того чтобы убедиться что микросхема припаялась. За счет поверхностного натяжения припоя микросхема переместиться обратно. Я всегда толкаю, за много лет выработалась такая привычка. Даже центральный процессор, когда “перекидку” делаю тоже толкаю, для уверенности.
Отмыть флюс с материнской платы.
Проверка качества пайки
Перед проверкой понизить температуру платы. Нельзя подключать к ЛБП и подавать питание на горячую плату сразу после пайки. Так как существуют линии, чаще всего это основные питающие линии процессора и оперативной памяти,у которых низкое сопротивление. И при подаче напряжения на горячую плату – ЛБП может регистрировать КЗ. Подключить плату к лабораторнику и подать напряжение, начиная с 0 вольт плавно довести до рабочего 3,8 Вольт. Если пайка выполнена качественно, то потребления тока на блоке не покажет.
Если пайка выполнена качественно, то потребления тока на блоке не покажет.
Схемы для пайки для начинающих
Программное обеспечение которым пользуются мастера Bgacenter:
- Wuxinji,
- JCID,
- Xinjijao,
- ZXWsoft.
У каждого софта есть свои преимущества и недостатки. Основной источник схем для пайки это Wuxinji.
Пайка для начинающих видео
Пайка для начинающих / Soldering for beginnersНабор для пайки для начинающих
Необходимый и достаточный набор оборудования и расходных материалов, для выполнения самостоятельных ремонтов материнских плат телефонов, планшетов и ноутбуков.
Паяльник
Термовоздушная паяльная станция
Микроскоп
Лабораторный блок питания
Мультиметр
Держатели плат
Пинцеты
Трафареты
Стоматологический зонд
Силиконовый жаростойкий коврик
BGA паста
Флюс для пайки
Припой
Оплетка для удаления припоя 1,5 и 2,0 мм
Ультрафиолетовый лак
Ватные палочки
Итог
Пайка для начинающего мастера – увлекательный процесс. Самостоятельное освоение которого потребует не только значительных материальных, а и финансовых вложений. Понятно, что опыт приходит с практикой. И чем больше этой самой практики, тем более профессиональным становится мастер по пайке. Но есть одно но — – начинать лучше под руководством опытных мастеров. Которые имея большой бэкграунд, готовы поделиться знаниями и опытом с другими.
Самостоятельное освоение которого потребует не только значительных материальных, а и финансовых вложений. Понятно, что опыт приходит с практикой. И чем больше этой самой практики, тем более профессиональным становится мастер по пайке. Но есть одно но — – начинать лучше под руководством опытных мастеров. Которые имея большой бэкграунд, готовы поделиться знаниями и опытом с другими.
Холодная пайка что это такое
Что такое холодная пайка
Инструкция
Пайка после затвердения обеспечивает прочное, неразъемное электропроводное и механическое соединение. Если пайка не выполняет функции электропроводности, значит, она была совершена с какими-то нарушениями. Самый распространенный брак – холодная пайка.Холодной пайкой называется дефект, при котором паяные соединения не образуют прочный электрический и механический контакт. Такое некачественное соединение возникает, если не соблюдается ряд правил производства паяльных работ.
Примерный порядок производства паяльных работ заключается в следующем. Предварительно, перед пайкой, необходимо тщательно смочить вывод детали и площадку, где она будет установлена, флюсом. Далее разогреть паяльник и его жалом отхватить около 1 мм припоя от оловянной проволоки. Следует немного подождать, чтобы припой достиг требуемой температуры. Потом жалом паяльника олово наносится на контактную площадку и вывод детали. Жало должно коснуться площадки всей своей передней гранью, а не одним из своих углов.
Предварительно, перед пайкой, необходимо тщательно смочить вывод детали и площадку, где она будет установлена, флюсом. Далее разогреть паяльник и его жалом отхватить около 1 мм припоя от оловянной проволоки. Следует немного подождать, чтобы припой достиг требуемой температуры. Потом жалом паяльника олово наносится на контактную площадку и вывод детали. Жало должно коснуться площадки всей своей передней гранью, а не одним из своих углов.
Качественной пайка считается в том случае, когда припоя на контактной площадке не много, а достаточно. Олово обязано лежать ровным слоем по всей поверхности площадки, должны отсутствовать какие-либо щели или отверстия между ножкой детали и местом, куда она припаивается.
Олово обязано лежать ровным слоем по всей поверхности площадки, должны отсутствовать какие-либо щели или отверстия между ножкой детали и местом, куда она припаивается.
Основные причины возникновения холодной пайки: недостаточная температура паяльного оборудования (180оС-220оС), при этих температурах олово не расплавляется, а лишь немного размягчается и оплавляется. Возможно, проблема в применении флюса ненадлежащего качества (флюсы разрушают окислы на деталях и припое, вытесняют воздух из зоны пайки) или плохо зачищеные места, предназначенные для пайки, смещаются паяемые детали друг относительно друга из-за слабого прогрева паяльником. Холодную пайку от качественной пайки можно отличить по зернистой структуре шва и по тусклосерому цвету.
Как научиться паять
20 апреля 2014
Автор КакПросто!
Умение паять сегодня жизненно необходимо только радиолюбителям и мастерам, ремонтирующим бытовую технику. Тем не менее, способность обращаться с паяльником не помешает практически любому представителю сильного пола, так как в жизни могут встречаться самые разные ситуации. К тому же, научиться паять довольно просто, и много времени это не займет.
К тому же, научиться паять довольно просто, и много времени это не займет.
Содержание статьи
- Основы и термины
- Технология пайки
 Паяльники тоже бывают самыми разными, однако, для начала вам подойдет обычный электрический паяльник небольшой мощности. Если позволяют средства, можно приобрести паяльную станцию: набор, включающий в себя сам паяльник, различные подставки, а главное, регулятор мощности, который позволит вам избежать перегрева паяльника. Жало нового паяльника нужно тщательно «облудить», то есть, нанести защитный слой припоя.
Паяльники тоже бывают самыми разными, однако, для начала вам подойдет обычный электрический паяльник небольшой мощности. Если позволяют средства, можно приобрести паяльную станцию: набор, включающий в себя сам паяльник, различные подставки, а главное, регулятор мощности, который позволит вам избежать перегрева паяльника. Жало нового паяльника нужно тщательно «облудить», то есть, нанести защитный слой припоя.Собственно процесс пайки довольно прост. В первую очередь необходимо нагреть паяльник. Температура нагрева считается достаточной, если паяльник плавит припой. Следите за тем, чтобы не перегреть жало. На перегретом паяльнике припой не держится, а сбегает вниз каплями. После этого нужно зачистить места будущей спайки при помощи напильника или наждачной бумаги. Затем на зачищенные поверхности надо нанести тонкий слой флюса и облудить их. Можно либо просто обмакнуть спаиваемые детали в расплавленный припой, либо прикоснуться к ним облуженным жалом паяльника. В любом случае, в результате должен получиться сплошной слой припоя.
Для начала стоит попрактиковаться на ненужных обрезках проводов, старых печатных платах и контактах, чтобы научиться рассчитывать температуру, необходимое количество флюса и припоя. Нескольких часов практики чаще всего бывает достаточно, чтобы получить навык обращения с паяльником.
Что можно использовать вместо такого инструмента, как паяльник?
Для большинства россиян паяльник не является инструментом первой необходимости. В связи с этим многие считают его покупку нецелесообразной, предпочитая потратить деньги на что-нибудь более нужное. Между тем в любом хозяйстве иногда что-нибудь ломается, и починка без паяльника кажется подчас просто невозможной. Что же делать? Неужели придется использовать столь бережно хранимые накопления и покупать инструмент, который, скорее всего, потом долгие годы будет пылиться на полке? Не стоит торопиться. Оказывается, вокруг имеется немало вещей, которые можно использовать вместо паяльника.
Паяльник в домашних условиях не является инструментом первой необходимости, поэтому можно использовать его заменители.
Способ №1: сила тока
Необходимо приготовить:
- аккумулятор;
- припой с канифолью;
- два провода;
- простой карандаш;
- «крокодильчиковый» зажим.
Этот способ позволяет обойтись не только без паяльника, но и без доступа к электросети, если, конечно, в аккумуляторе имеется заряд. Последовательность действий такова:
Состав сварочного карандаша.
- Соедините два провода, которые необходимо спаять, и уложите на место пайки два-три витка припоя с канифолью внутри.
- Подсоедините один из проводов к любому полюсу аккумулятора.
- Удалив с одной стороны простого карандаша фрагмент деревянной оболочки длиной в 5-10 мм, подсоедините графитовый стержень посредством провода ко второму полюсу аккумулятора.
- Чтобы спаять провода, прикоснитесь на мгновение стержнем простого карандаша к припою. Под действием электродугового разряда он тут же расплавится, и пайка без паяльника будет успешно осуществлена.
Описанный метод совмещает в себе пайку и сварку. Его можно применять для соединения тонких проводов, диаметр которых не превышает 1 мм. Увеличив время дугового разряда, можно осуществить сварное соединение медных проводов без припоя.
Отметим, что данный способ требует некоторой сноровки, поэтому сначала лучше потренироваться на ненужных деталях или отходах.
Вернуться к оглавлению
Этот метод предполагает использовать в качестве припоя оловянно-свинцовый сплав с 62%-м содержанием олова (это третник). С его помощью можно спаять небольшие детали или провода из меди, железа и цинка. Необходимо сделать следующее:
Вместо паяльника можно паять специальным сплавом из олова и свинца.
- Поверхности деталей, которые нужно соединить, обработайте наждачной бумагой или напильником.
- С помощью кисти нанесите на соединяемые участки раствор хлористого цинка. При отсутствии такового его можно приготовить самостоятельно, растворив цинковую стружку в соляной кислоте. При контакте с кожей соляная кислота вызывает сильные ожоги, поэтому все операции с ней выполняйте, соблюдая технику безопасности.
- На одну из деталей положите небольшое количество «третника».
- Грейте свечой или спиртовой горелкой деталь с уложенным на нее сплавом до тех пор, пока он не начнет плавиться.
- Приложите к ставшему полужидким третнику вторую деталь.
- Хорошо прогрейте место пайки, после чего дайте ему остыть. Чтобы ускорить процесс охлаждения, можно капнуть несколько капель воды.
Если необходимо спаять два провода, приложите одним концом третник в виде полосы или тонкого прута к месту соединения.
При отсутствии компонентов, из которых можно приготовить хлористый цинк, в качестве его заменителей может выступить сухой нашатырный спирт или бура. Провода в электрических соединениях перед пайкой лучше обрабатывать спиртовым раствором канифоли.
Третник используют для лужения деталей из меди или железа. Для этого деталь смазывают раствором хлористого цинка, затем хорошо прогревают и размазывают по ее поверхности сплав.
Вернуться к оглавлению
Необходимо приготовить:
Необходимые инструменты для паяльника из скрепки: 1 — металлическая скрепка, 2 — плоскогубцы, 3 — автогенная зажигалка, 4 — шлицевая (плоская) отвертка.
- металлическая скрепка;
- плоскогубцы;
- автогенная зажигалка;
- шлицевая (плоская) отвертка.
Оказывается, обычную скрепку тоже можно использовать вместо паяльника. Для этого необходимо:
- Отогнуть один завиток, частично выпрямив скрепку, и захватить ее посередине плоскогубцами так, чтобы обе ее части выступали с разных сторон.
- Теперь ту часть, где металла больше, нужно разогреть зажигалкой.
- Через некоторое время тепло распространится и на вторую часть, которая будет играть роль жала паяльника. Долго ожидать не придется, поскольку разогревается скрепка довольно быстро.
- Чтобы проверить готовность этого импровизированного инструмента, поднесите свободный конец скрепки к олову. Если необходимая температура достигнута, оно начнет плавиться.
В данном методе олово используется в качестве припоя. Небольшое его количество нужно положить на соединяемые детали, после чего можно приступать к пайке. Используя скрепку вместо паяльника, один ее конец необходимо постоянно держать в пламени зажигалки, иначе инструмент мгновенно остынет. Лучше всего доверить эту задачу помощнику.
Скрепка-паяльник более всего подходит для пайки микросхем и других очень мелких деталей.
Вернуться к оглавлению
Если вам необходимо спаять два провода диаметром до 2 мм, воспользуйтесь этим остроумным решением. Необходимо сделать следующее:
Паяльник на основе аккумулятора можно применять для соединения тонких проводов.
- Снимите с проводов изоляцию (около 30 мм) и зачистите их.
- Наложив оголенные участки проводов друг на друга, скрутите их.
- Снизу к месту соединения приложите фольгу и поднимите ее края так, чтобы провода оказались как бы в желобе. Толщина фольги должна быть около 0,08 мм, ее можно извлечь из старого конденсатора.
- Поверх проводов насыпьте припой. Он представляет собой смесь канифоли (1 часть) и мелко наструганного припоя ПОС-30 (4 части).
- Место пайки с припоем оберните фольгой.
- Теперь фольгу со всем ее содержимым необходимо прогреть. Для этого необязательно использовать горелку, можно обойтись тремя спичками, пламя которых необходимо удерживать под местом пайки полминуты.
- После того как заготовка остынет, снимите фольгу. Если все сделано правильно, провода будут надежно спаяны.
Вернуться к оглавлению
Если в металлической посуде или какой-либо детали образовалась небольшая дыра (до 5-7 мм), ее можно заделать с помощью пайки, но без использования паяльника. Металл вокруг места ремонта следует зачистить наждачной бумагой, также для этой цели можно использовать кирпичный порошок. Если изделие покрыто эмалью, ее надо сбить, чтобы вокруг отверстия образовался чистый металл шириной около 5 мм. Эмаль можно удалить с помощью острого металлического предмета, например, гвоздя, по которому следует несколько раз не очень сильно стукнуть.
Зачищенный металл необходимо обработать травленой соляной кислотой, а затем насыпать на него небольшое количество канифоли.
После этого с внутренней стороны на отверстие укладывают кусочек олова или третника, о котором рассказывалось выше, и разогревают его на спиртовой горелке. За неимением таковой можно воспользоваться примусом, электроплитой или даже керосиновой лампой. Олово расплавится, и дыра будет заделана.
Вернуться к оглавлению
Пайка с помощью фольги.
Осуществить пайку изделий можно с помощью специального карандаша, сегодня такие продаются во многих магазинах. Карандаш необходимо зажечь от любого источника огня. При горении материал, из которого сделан карандаш, начинает плавиться и капать.
Когда необходимое его количество окажется на участке соединения, детали нужно с усилием прижать друг к другу и удерживать таким образом до тех пор, пока припой не остынет и схватится. Этим способом можно скрепить не только металлические элементы (детали даже не нужно очищать от ржавчины), но и керамику, термостойкую пластмассу или стекло. Соединение остается устойчивым при температурах, не превышающих 180° С. Длины карандаша хватает на несколько десятков небольших соединений.
Вернуться к оглавлению
При отсутствии паяльника восстановить электрический контакт между двумя проводниками можно посредством специального состава. Такие материалы выпускаются как отечественными производителями (Контактол К-13), так и зарубежными (Quick Grip и др.). Основу холодной пайки составляет электропроводящий клей, поэтому она может в полной мере заменить пайку традиционную. Главное, чтобы операция проводилась при плюсовой температуре:
- Перед тем как пользоваться подобным составом, провода или другие соединяемые элементы необходимо очистить от окислов и обработать обезжиривающим средством.
- Далее наносят один слой состава, а после выдержки в 15-20 мин — второй.
- Теперь детали можно соединить. Холодная пайка высыхает в течение 1,5-3 часов при температуре окружающего воздуха 18° С, но включать отремонтированное устройство рекомендуется только через сутки.
Из одного такого паяльника стандартного объема (0,8-1,4 мл) можно выдавить полосу длиной в 100-150 мм, так что ресурс холодной пайки вполне приличный.
Если вы живете вдалеке от специализированных магазинов, можно приготовить средство для холодной пайки самостоятельно. Для этого достаточно смешать некоторое количество мелких металлических опилок с нитроклеем или лаком. Готовую смесь с помощью узкого шпателя или заостренной спички необходимо нанести на место соединения. Если соединяемые детали при этом находятся на подложке, к ее обратной стороне лучше приложить магнит. При соединении тонких элементов (проводов или дорожек) на место пайки лучше уложить небольшой лист бумаги или полиэтиленовой пленки с прорезью, а уже потом наносить состав. Холодная пайка попадет только на место соединения (через прорезь), а окружающие его элементы останутся чистыми.
Все про микротрещины в пайке на печатных платах
Здравствуйте, друзья! Сегодня попытаюсь рассказать почти все про микротрещины в пайке на печатных платах. Я не буду тут рассказывать про микротрещины в микросхемах, трещины в компаунде, в проводящих дорожках, в резисторах, конденсаторах и катушках индуктивности, сердечниках трансформаторов и кварцевых резонаторах. Все это темы для отдельных статей.
А в этом материале сможете прочитать о том, как выглядят микротрещины в пайке, почему они образуются, как проявляются неисправности от микротрещин, чем они опасны и как их исправить.
Как выглядят микротрещины в пайке на печатных платах
Микротрещины в пайке вокруг выводов радиоэлементов при монтаже в отверстие очень хорошо заметны даже невооруженным взглядом. Часто видны также отслоения дорожек от платы.
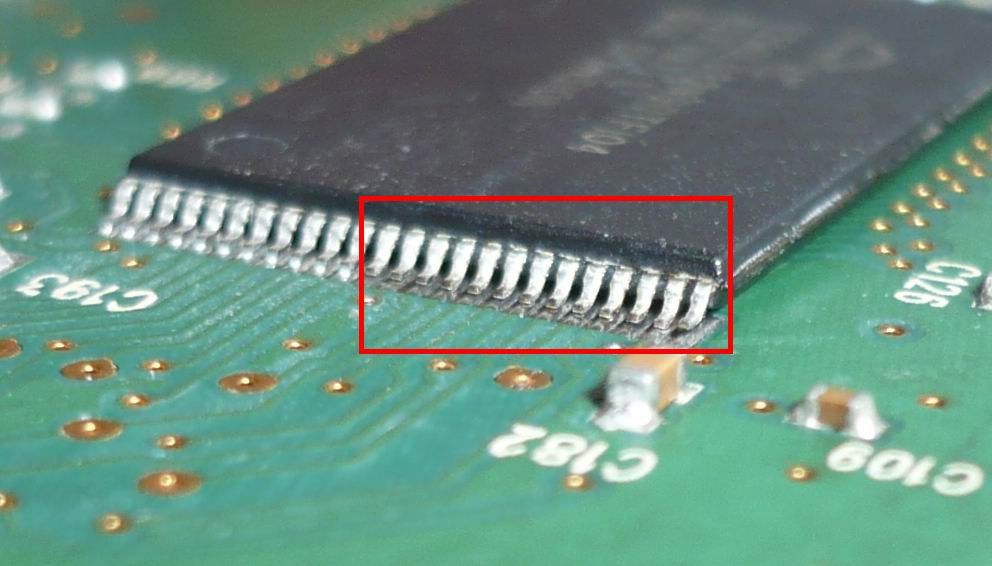
Микротрещины в пайке вокруг планарных радиоэлементов для поверхностного монтажа видны чаще всего под увеличением в микроскоп под определенным углом отражения света.
Микротрещины в пайке контактов BGA микросхем не видны даже микроскопом. Иногда их можно увидеть с помощью микрозонда с подсветкой. Микрозонд представляет собой световод с линзой на конце. Его помещают в зазор между платой и микросхемой.
Посмотрите видео о визуальных системах контроля качества пайки:
Почему образуются микротрещины в пайке
Микротрещины вокруг контактов, смонтированных в отверстие появляются чаще всего у контактов массивных элементов (трансформаторов, конденсаторов, дросселей) от вибраций платы даже в качественной пайке. Часто трещины появляются вокруг контактов разъемов питания, когда к ним приходится прикладывать усилия. Например, частые неисправности флешек связаны с механическим воздействием на разъем USB – со временем контакты разъемов отслаиваются или даже отрываются.
Микротрещины в припое на контактах SMD компонентов появляются от тех же вибраций и термических напряжений. Также частыми причинами являются дефекты в пайке – полости в толщине припоя, примеси, холодная пайка, наплывы, перегрев, быстрое охлаждение.
Микротрещины в шариковых контактах BGA появляются из-за дефектов пайки – холодная пайка, плохая смачиваемость поверхностей контактов, быстрое охлаждение, смещения во время охлаждения, термические напряжения.
Посмотрите, как паяют платы в Китае:
Как проявляются неисправности, если есть микротрещины в пайке
Микротрещины в пайке приводят к дребезгу в контактах, изменению тока нагрузки, пропаданию или появлению контакта при нагреве устройства в процессе работы. Все это чаще всего выводит из строя импульсные блоки питания. Они боятся резких перепадов напряжения в сильноточных цепях.
Бывает так, что место пайки с микротрещиной сильно греется из-за малого сечения проводника. При этом плата начинает чернеть и обугливаться, появляется нагар, который, как известно проводит электричество. Это прямой путь к выходу из строя источника питания и высоковольтных цепей.
Чем опасны микротрещины в пайке в работающих устройствах
Самое опасное в микротрещинах – это искрение и воздушный пробой в работающей электронике. Все это сопровождается пожароопасными искрами, громкими хлопками, едким дымом, нагревом и плавлением пластика. Это опасно для человека.
Для электронной схемы это опасно выходом из строя силовых транзисторов, дорогостоящих процессоров и выгоранием дорожек платы. В общем, приятного мало и ведет к дорогостоящему ремонту. На фото показаны дефекты пайки smd компонента (резистора) и неоднородности в BGA-шариках.
Как исправить микротрещины в пайке
Исправить микротрещины в припое чаще всего очень легко – нужно провести качественную пайку с хорошим флюсом.
Контакты DIP-корпусов микросхем и выводов радиодеталей можно пропаивать с твердым, гелевым или жидким флюсом. В любом случае он смачивает спаиваемые поверхности и способствует растеканию припоя. Также выводит примеси и воздух из полостей на поверхность припоя. После пайки флюс лучше смыть.
Многие дефекты пайки SMD компонентов устраняются быстро и просто. Контакты SMD элементов лучше пропаять с гелевым или жидким флюсом, избегая образования лишнего скопления припоя. Жидкий или гелевый флюс легче смыть после пайки.
Дефекты контактов BGA микросхем очень плохо поддаются исправлению без снятия микросхем с платы. Известна популярная методика прожарки и шатания микрочипов с гелевым или жидким флюсом. Однако такая процедура помогает ненадолго. Дело в том, что примеси и воздух из полостей в припое не может выйти при тех силах поверхностного натяжения, которые есть в шариках припоя. Даже с учетом повышения текучести за счет флюса.
Поэтому опытные мастера рекомендуют снимать микросхемы, удалять дефектные шарики припоя и формировать новые шарики. После подготовки контактов к пайке, монтаж осуществлять лучше всего на инфракрасной паяльной станции с соблюдением термопрофиля.
Посмотрите, как проводится профессиональная пайка:
На этом закругляюсь – вопросы по микротрещинам и вызываемым ими дефектам электроники прощу задавать в комментариях или на форуме.
Мастер Пайки с Вами.
принцип работы и лужение, изготовление пасты своими руками, починка наушников
Холодная пайка — это ценный навык. Есть много ситуаций, когда возможность ремонта или модификации электроники действительно может спасти ваш день. Но большинство людей не носят с собой паяльник и даже если у вас есть паяльник, то может не быть доступа к электричеству. Как припаять без паяльника?
Итак, сегодня я собираюсь показать вам, как запаять, используя объекты и приспособления, которые находятся рядом с вами (и немного припоя).
Использование метода лужения при пайке
Как правильно паять паяльником с кислотой
Быстрым способом припаивать провода является лужение. Для этого можно пользоваться обыкновенным гвоздём или куском медной проволоки, конец которой нужно расплющить молотком. Пайку производят следующим образом:
- Очищенные от изоляции концы проводов скручивают.
- На скрутку наносят флюс.
- Припой с помощью напильника или надфиля превращают в порошок.
- Флюс на скрутке обильно посыпают свинцово-оловянной крошкой.
- Металлический стержень (гвоздь, медный провод и пр.) нагревают на открытом огне. Для этого может использоваться газовая конфорка или паяльная лампа.
- Раскалённым сердечником проводят вдоль скрученных проводов до получения луженой поверхности соединения.
Использование самодельного жала
Для экономии средств многие мастера решают создать самодельное жало. Принцип работы паяльника достаточно прост:
- Есть нагревательный элемент, который получает питание от сети энергоснабжения.
- Тепло передается жалу, которое имеет заостренную форму.
- При контакте наконечника с обрабатываемым материалом он разогревается и становится пластичным.
Изготовить самодельную конструкцию можно следующим образом:
- Требуется кусок медного провода, который имеет диаметр около 0,5 см. В качестве жала может применяться проводник, один конец которого затачивается под углом 45 градусов. Требуется и небольшой кусок ткани, устойчивый к воздействию температуры.
- Один из концов кабеля изолируется. Он будет использоваться в качестве рукоятки. Часто в качестве изоляционного материала применяется стеклоткань. Фиксация проводится при помощи термостойкого клея.
Самодельное жало
Пайка без паяльника может проводится при применении источника огня, к примеру, газовая плита. При помощи огня наконечник разогревается, после чего нужно коснуться припоя или канифоля. За счет применения специального материала наконечник залудится и жало можно будет использовать в качестве паяльника.
Особенности пайки в жёлобе
Ремонт паяльника
Соединение как одножильных, так и многожильных кабелей сечением 3 мм2 без паяльного оборудования возможно оригинальным способом:
- делают скрутку зачищенных концов проводов;
- кусок фольги сгибают так, чтобы получилась удлинённая ванночка;
- в неё помещают скрутку;
- на зачищенные провода наносят флюс и засыпают оловянный порошок;
- фольгу прогревают открытым огнём зажигалки или другим источником пламени;
- во время прогрева скрутку поворачивают вокруг своей оси;
- по окончании пайки остатки фольги удаляют;
- спаянную скрутку оборачивают термоусадочной плёнкой и прогревают до получения плотного слоя изоляции.
Как спаять без паяльника с помощью экстремальных способов нагрева
Раскаленное железо
На открытом пламени, например – газовой горелке, или просто в костре, нагревается металлический предмет. Подойдет толстая скрепка или гвоздь. Размер выбирается исходя из толщины спаиваемого материала. Импровизированное жало раскаляется докрасна, затем прижимается к подготовленному месту пайки.
Припой должен быть заранее размещен в рабочей зоне. За один раз качественно пропаять не удастся, поэтому процедуру следует многократно повторить.
На этом видео демонстрируется простой способ пайки проводов с помощью обычной свечки.
Солнце и лупа
Концентрируя солнечные лучи при помощи увеличительного стекла, можно создать точку с температурой до 600 градусов. Этого вполне достаточно для расплавления припоя, при выполнении нескольких условий. Во-первых – лупа должна быть зафиксирована, поскольку нестабильная точка концентрации солнечной энергии необходимой температуры не создаст. Во-вторых – эта величина (600 градусов) только теоретическая.
При нагреве материала с хорошей теплопроводностью (в нашем случае медного провода), тепло будет моментально рассеиваться. Тем не менее, лупа диаметром 8-15 см вполне пригодна для экстремальной пайки. Разумеется, при наличии солнца и безоблачного неба. Наибольший эффект достигается в полдень.
Короткое замыкание
Такой способ применяется при соединении одножильной электропроводки, для улучшения контакта в скрутке. Основан он на метоле точечной сварки. Можно использовать обычный автомобильный аккумулятор.
Поэтому кабели, которыми производится подача напряжения, должны быть большого сечения. При работах необходимо соблюдать осторожность.
Подойдут провода для «прикуривания», которыми автомобилисты оживляют севший аккумулятор. Чтобы припаять провод без паяльника с помощью аккумулятора, необходимо кратковременно приложить клеммы к скрутке на расстоянии 1-2 см. Время контакта должно быть не более 1 секунды.
Иначе можно повредить аккумулятор и расплавить спаиваемый провод. Место соединения предварительно обрабатывается флюсом, и на него кладется кусочек припоя.
Пайка посуды или ёмкостей
Со временем металлическая посуда может проржаветь. Не надо спешить выкидывать прохудившуюся кастрюлю, её стоит запаять.
Паяльная станция – принцип работы и разновидности
Как это сделать без паяльника? Для этого существует простой способ. Для жала понадобится кусок металлической полосы шириной 30-40 мм и толщиной не более 1 мм. Это то, что можно использовать вместо паяльника. Также нужно приготовить кусок свинцово-оловянного сплава, флюс и паяльную лампу или газовую горелку. Работу выполняют в несколько этапов:
- Металлическую полосу обрезают таким образом, чтобы было удобно её держать рукой. Эту сторону полосы оборачивают теплостойким материалом.
- Второй конец обрезают в виде литеры V. Его затачивают напильником.
- Кастрюлю переворачивают вверх дном. Под неё подкладывают какой-либо материал с металлической пластинкой так, чтобы металл плотно прилегал снизу к отверстию в днище.
- Наждачной бумагой зачищают поверхность вокруг дырки.
- Припой нарезают кусочками ø 3-5 мм.
- На зачищенную поверхность наносят флюс.
- Затем вокруг отверстия укладывают кусочки припоя.
- Рабочий конец полосы нагревают на открытом огне.
- Самодельным паяльником лудят ремонтируемый участок днища кастрюли.
- После остывания пайку полируют наждаком.
Обратите внимание! Для пайки посуды и различных ёмкостей для готовки еды нужно применять пищевой сплав, который состоит на 90% из олова. Этот металл абсолютно безвреден для здоровья человека.
Лужение без паяльника
Для улучшения контакта проводов, увеличения качества паяния используется предварительное нанесение припоя на места соединяемых элементов. Эта технология называется лужением, может проводиться также без использования паяльника. Для этого понадобиться небольшая емкость, в роли которой справиться любая металлическая крышка из-под банки.
Производится подготовка проводов, на которых снимается изоляция с концов, подвергаемых лужению. В емкость помещается канифоль и олово-свинцовый припой. Далее понадобится разогреть содержимое на огне. Оголенные и зачищенные концы провода опускаются в кипящую канифоль, а после на несколько секунд в массу олова. Вынув провода необходимо сразу с помощью мягкой ветоши удалить лишние части припоя, чтобы в результате процедуры остался тонкий, равномерный слой.
Если целью лужения является не проводка, а ремонт посуды или иных не стальных поверхностей, то емкость не подойдет. Работа осуществляется непосредственно на детали. Для этого на место обработки настругивается припой с канифолью и подвергается нагреванию с нижней части. После содержимое растирается, а излишки удаляются тряпкой. Рекомендуется для качественного получения результата обработать поверхность специальной кислотой. Теперь луженые детали готовы к пайке.
Паяльная паста для пайки без паяльника
Паяльная паста включает в себя флюс и припой. Это очень удобно при пайке без паяльника. Не надо возиться отдельно с этими двумя компонентами. Достаточно одного нанесения пасты на место соединения проводов и затем прогреть его до температуры плавления припоя.
Паяльная паста состоит из металлического порошка, флюса и фиксатора (клейкое вещество для удержания сплава в жидком состоянии в пределах пайки). Паста содержит порошок из олова и свинца с добавкой серебра. Пропорции состава варьируются в зависимости от предназначения средства.
Пайка зажигалкой
При нагреве флюс мгновенно испаряется, припой прочно и плотно охватывает всю скрутку проводов. В результате пайка получается высокого качества. Применимый состав позволяет обходиться без паяльников и паяльных станций.
Для пищевой пайки рекомендуется применить пасты следующих марок: ПОС 63, ПОМ 3 и другие. Пайку пастой используют для работы с микросхемами, где вместо паяльников берут тонкие металлические стержни, прогреваемые внешними источниками тепла.
Паяльная паста
Как залудить детали без использования паяльника
Перед соединением металлических деталей обычно требуется выполнение такой процедуры, как лужение. Она позволяет значительно повысить качество пайки, значительно улучшить контакт. Чтобы залудить поверхности, нужен паяльник, но при наличии определенных навыков вполне можно обойтись и без него. Достаточно лишь выполнить следующие простые действия:
- В небольшую металлическую емкость помещаем обрезки олова или свинцового припоя, а также несколько мелких частиц канифоли.
- С проводов снимаем изоляционный слой.
- Разогреваем емкость до полного расплавления олова или свинца. Для этой цели можно использовать бытовую электроплитку или даже небольшое пламя костра.
- Погружаем провод в канифоль, а затем в расплавленный припой. Достаточно всего 2-3 секунд.
- Заранее подготовленной тряпкой быстро снимаем излишки припоя, не давая ему застыть.
При работе с металлическими деталями канифоль и мелкая стружка припоя размещается непосредственно на их поверхности. После этого хорошо разогреваем деталь в месте обработки и с помощью стального стержня растираем олово.
Метод пайки фольгой
Фольга с успехом может заменить припой. Это тонкая алюминиевая плёнка, которая для плавки требует минимум тепловой энергии. Такой способ пайки удобен для соединения тонких проводов, которые используют китайские производители в своих многочисленных электрических и электронных изделиях. Поступают следующим образом:
- проводки очищают от изоляции по длине концов 1,5-2 см;
- жилы скручивают;
- скрутку покрывают тонким слоем паяльной пасты и заворачивают в фольгу;
- полученное соединение прогревают газовой зажигалкой или пламенем свечи;
- в течение 1 минуты образуется прочное спаянное соединение проводов.
Аспирин и электролит из батарейки
Многие мастера считают самым доступным вариантом – применение аптечного аспирина.
Обращаем внимание на то, что заменить канифоль шипучими таблетками не удастся. Они содержат наполнители (соединения натрия), которые при пайке не нужны. Поэтому применяют самый обычный простой аспирин.
Таблетки следует растолочь до порошкообразного состояния и растворить в воде или обычном винно-водочном спирте. Можно взять одеколон в качестве растворителя.
Растворяется ацетилсалициловая кислота хорошо. Ее свойств бывает достаточно для очистки поверхности, удаления грязи. Она может заменить канифоль без труда.
Неудобство состоит в необходимости проведения работы под вентиляционной вытяжкой или в проветриваемом месте. Припои без канифоли с аспирином при нагревании выделяет резко пахнущие вредные газы. Дышать ими не нужно и невозможно.
Если аспирина рядом нет, заменить канифоль рекомендуют электролитом от использованной солевой батарейки. Важно, чтобы она не была щелочной.
Пайка проводов гирлянды и наушников без паяльника
На рынке радиотоваров практически все гирлянды и большинство наушников изготовлены в Китае. Китайские производители в своей борьбе за экономию материалов используют в продукции провода настолько тонкие, что припаять их друг к другу обычным паяльником довольно трудно.
Поэтому при выполнении ремонтных работ лучше обойтись вообще без паяльника. Зачищенные концы проводков скручивают в плотное соединение. Берут заострённый стержень из медной проволоки ø 1-2 мм. Скрутку покрывают паяльной пастой. Пруток прогревают свечой на расстоянии 3 см от кончика жала. Одновременно с этим жалом проводят по скрутке, получая качественную пайку. Это один из лучших методов, как припаять тонкие провода без паяльника.
Пайка с помощью свечи
Существует ещё один остроумный способ пайки тонких проводов. В качестве паяльного стержня используют обычную канцелярскую скрепку. Её изгибают так, чтобы было удобно паять, удерживая пруток пассатижами.
Спаять гирлянду подручными средствами
Часто проблемы возникают с гирляндами, которые применяются для украшения дома или ели. Из-за применения тонких жил они часто перебиваются и требуется провести пайку. Среди особенностей этой работы отметим следующие моменты:
- В большинстве случае проблема возникает в блоке управления, так как провода крепятся ненадежно.
- Прорыв может возникнуть по всей длине изделия.
- Если все источники света подключены параллельно, то выход из строя лишь одного приводит к размыканию всей цепи.
Отошедшие контакты найти довольно просто, а вот обрыв только при применении тестера. Только после нахождения места обрыва можно приступить к пайке. Припаять без паяльника можно следующим образом:
- В места обрыва провода следует очистить.
- Можно сделать небольшую скрутку, на которую наносится паста. Она будет использоваться для распределения применяемого сплава.
- Следующий шаг заключается в расплавке припоя, для чего можно использовать зажигалку или свечу.
- После этого место соединения изолируется при помощи трубки, которая также немного прогревается для повышения ее пластичности.
Подобная технология может применяться для восстановления состояния наушников. Процедура пайки не занимает много времени.
Пайка проводов к плате без паяльника
Бывают такие случаи, когда проводок отрывается от платы. Как лучше всего припаять провод к старому месту схемы электронного устройства, когда не оказалось под рукой паяльника?
Потребуется источник нагрева. Если рядом окажется газовая конфорка или паяльная лампа, то это будет лучшим условием. В отсутствие их пригодится обыкновенная зажигалка и любой заострённый металлический предмет, лучше гвоздь. Чем тоньше будет металл, тем быстрее он нагреется от пламени зажигалки.
Как правило, на месте старой пайки могут оказаться остатки припоя и флюса. Если даже их не окажется, то кончик оторванного проводка зачищают и придавливают его раскаленным гвоздём к старому месту крепления. Действовать нужно осторожно, чтобы не повредить саму плату. Эту же операцию можно провести с помощью швейной иглы.
Дополнительная информация. Некоторые домашние умельцы используют обыкновенный карандаш. Его зачищают так, чтобы графитовый стержень был длиной 1,5 см. На конец карандаша одевают проволочную петлю, соединённую с одним из проводов 12 вольтового блока питания. Другой провод подсоединяют к скрутке. Соприкасаясь с паяльной пастой на скрутке, графит нагревает и плавит припой.
Помимо описанных методов пайки, можно найти ещё много способов обходиться без паяльного оборудования. Главное условие в этом деле – это обеспечение прочного неразрывного и безопасного соединения проводов.
Необходимый инструмент
Если необходимо припаять провод или что-то другое без паяльника, нужно подготовить следующий инструмент:
- пассатижи с тонкими носиками;
- плоскогубцы;
- нож;
- ножницы;
- шкурку наждачную;
- напильник;
- надфиль;
- кисточку.
В качестве источника огня следует использовать спиртовку или лампу на сухом спирте.
Вопрос, как припаять без паяльника, только на первый взгляд кажется абсурдным. Такую пайку можно произвести очень простыми способами, а можно сделать качественно с применением паяльной пасты.
Общие правила
Для того чтобы присоединить проводник к плате в первую очередь потребуется паяльник с мощностью, зависящей от толщины самого провода.
Обычно для этих целей используются паяльные устройства с рабочей мощностью в пределах от 25-ти до 40 Ватт.
Помимо этого, необходимо будет запастись комплектом расходного материала, заметно облегчающего условия пайки (припой, канифоль и флюс). Желательно также подготовить инструмент для отвода тепла, посредством которого можно защитить саму плату от сильного перегрева.
Что можно использовать вместо паяльника?
Как правило, если вам нужно объединить две металлические детали, вы или привариваете их друг к другу, или прибегаете к помощи паяльника. Всё зависит от того, насколько эти детали большие. Оба упомянутых выше процесса связаны с использованием высоких температур, в результате чего возникает риск повреждения деталей или даже взрыва, если речь идёт о каком-либо опасном производстве. Учёные из Бостонского северо-восточного университета разработали особый клей, способный в некоторых случаях выступить полноценной заменой сварочному аппарату и паяльнику. Клей получил название MesoGlue и он может скрепить две металлические поверхности друг с другом или с другими материалами, причём процесс этот осуществляется при комнатной температуре.
Пайка металлов основана на разогреве кромок деталей и их соединении при помощи добавления между ними присадки. В быту чаще всего используются оловянные припои. Не в каждом доме есть паяльник, но бывают ситуации, когда без пайки не обойтись. Тогда и возникает вопрос о замене паяльника в домашних условиях.
Как припаять без паяльника и чем можно его заменить
Пайка паяльником — это физико-химическая технологическая операция получения неразъемного соединения металлических деталей путем введения в зазор между ними металла с более низкой температурой плавления. Паять паяльником на много проще чем, кажется на первый взгляд. Технология пайки паяльником успешно применялась египтянами еще 5 тысячелетий назад и с тех пор мало что ней изменилось. Требования к технологическому процессу пайки и монтажу радиоэлементов изложены в ОСТ Процесс пайки паяльником начинается с подготовки поверхностей деталей, подлежащих пайке.
Для этого необходимо удалить с поверхностей следы грязи, при их наличии, и оксидную пленку. В зависимости от толщины пленки и формы поверхности, ее зачищают напильником или наждачной бумагой.
Малые площади и круглые провода можно зачистить лезвие ножа. В результате должна получиться блестящая поверхность без пятен окислов и раковин.
Жировые загрязнения убираются протиркой ветошью, смоченной в ацетоне или растворителе уайт-спирте очищенный бензин. После подготовки поверхностей их необходимо покрыть слоем припоя, залудить.
Для этого на поверхность наносится флюс и прикладывается жало паяльника с припоем. Для лучшей передачи тепла от жала паяльника к детали нужно прикладывать жало так, чтобы площадь соприкосновения была максимальной.
Срез жала паяльника с припоем должен быть параллелен поверхности детали. Самое главное при пайке паяльником, это прогреть до температуры расплавленного припоя спаиваемые поверхности. При недостаточном прогреве пайка получится матовой низкой механической прочности. При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получится.
После выполнения выше описанной подготовки детали прикладываются друг к другу, и выполняется пайка электрическим паяльником. Время пайки в зависимости от толщины и массы деталей составляет от 1 до 10 секунд. Многие радиоэлектронные компоненты допускают время пайки не более 2 секунд. Как только припой равномерно растечется по поверхностям деталей, паяльник отводится в сторону.
Смещение деталей относительно друг друга до полного затвердевания припоя не допустимо, иначе механическая прочность и герметичность пайки будет низкой. Если такое случайно произошло, то нужно заново выполнить процедуру пайки. Припой на жале горячего паяльника при ожидании пайки прокрывается окислами и остатками сгоревшего флюса. Перед пайкой жало необходимо очищать.
Для очистки удобно использовать увлажненный кусок поролона любой плотности. Достаточно быстро провести жалом по поролону и вся грязь останется на нем. Перед пайкой поверхности или провода, которые соединяются пайкой, в обязательном порядке должны быть облужены.
Это гарантия качества паяного соединения и получения удовольствия от работы. Если Вы не имеете опыта работы с паяльником, то перед выполнением ответственных работ по пайке паяльником нужно сначала немного потренироваться. Начинать проще с одножильного медного провода, каким делают электропроводку.
Первым делом нужно снять с проводника изоляцию. Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки.
Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен.
Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.
Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.
Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке. С первого раза получить хорошую пайку паяльником сложно.
Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника. При чрезмерном нагреве жала паяльника, рабочая лопатка жала покрывается окислом черного цвета, и припой на жале не удерживается.
Температура жала паяльника не достаточна. В этом случае пайка получается рыхлой и выглядит матовой. Тут может помочь только применение регулятора температуры. Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала.
Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше. После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу.
Припой тяжелый и весь перейдет на жало паяльника. Только перед этой операцией нужно удалить весь припой с жала, ударив ним легонько о подставку. Таким способом можно убирать излишки с места паек и на печатных платах. Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом.
Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Когда я снял изоляцию с проводов термическим способом, то обнаружил, что верхний проводник весь порыт окислом, а нижний расплелся. Это, пожалуй, самый сложный случай для лужения. Но лудятся они с такой, же легкостью, как и одножильные.
Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина при нагревании аспирин плавится. Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.
Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате.
Попробуйте сделать паяльником такую пайку. Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой. Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку. Изолирующие трубки и изоляция многих проводов делается из этого пластика. Нужно положить провод на изоляцию и легонько прижать жалом паяльника, затем протаскивать провод, каждый раз поворачивая.
От нагрева хлорвинила выделяется хлор, который разрушает эмаль и провод легко залуживается. Эта технология не заменима при пайке паяльником провода типа лицендрат, представляющий собой много тонких проволочек покрытых эмалью и свитых в один проводник. С помощью таблетки аспирина тоже легко залудить паяльником эмалированный тонкий провод, точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.
При ремонте электроприборов часто приходится выпаивать из печатной платы и запаивать обратно радиоэлементы. Хотя операция эта не сложная, но все же требует соблюдения определенной технологии пайки.
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.
Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета. Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату. Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях.
Выполнять пайку паяльником будет удобно. После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой. Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия. Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна.
Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение. В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов.
Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти. В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы.
Если приходиться часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.
Чем можно заменить паяльник в домашних условиях
ВИДЕО ПО ТЕМЕ: Как паять паяльником, обучение
Можно прижать провод к зачищенной поверхности печатной платы, сверху защитить кусочком газеты, и это безобразие приклеить СВЕРХУ большой каплей клея. Он не должен попасть на зачищенные контакты, он должен зафиксировать и прижать провод на плате. Пользуйтесь прищепкой. Вы же мужчина! Как Вы живете без инструмента дома?
Чем же заменить паяльник в домашних условиях, если возникла необходимость что-либо спаять?
Жир, смола, янтарь
Хорошо расплавляется, распределяется на поверхности животный жир. Подойдет любой жир как пищевой, так и технический.
Запахи при работе исходят неприятные, но переносить их некоторое время можно без вентиляции.
Многие умельцы, особенно живущие в окружении лесов, применяют обычную смолу деревьев. Она легко плавится, хорошо растекается по поверхности рабочей зоны.
Есть положительные отзывы об использовании смолы елей, сосен. Ее собирают в обычной банки из жести, измельчают, насколько это возможно, а затем потихоньку растапливают на водяной бане.
Расплав нужно постоянно помешивать, убирая из него иголки и древесные частицы. Этот материал по составу максимально приближен к канифоли. Поэтому заменить ее таким способом можно без проблем.
Для пайки железа древесную смолу советуют растворить в пищевом уксусе. Обращаем внимание на то, что применять эссенцию или концентрированную уксусную кислоту нельзя.
Очень подходит для применения в качестве флюса янтарь. Совет приемлем для жителей регионов, в которых янтарь добывают. Всем остальным заменить канифоль янтарем сложно. Цена слишком высока.
Chronolite — Техника пайки
Инструменты и материалыОсновной инструментСоединяемые детали (провода, выводы деталей, контактныея площадки) должно быть прогреты хорошо, но в то же время не черезмерно. Для этого нужен паяльник подходящей мощности. Для пайки деталей такого устройства, как Chronolite, очень подойдет паяльник на 25 Ватт. Можно и более традиционный — на 40 Ватт, но тогда я посоветовал бы переточить его жало так, чтобы оно сходилось к концу клином квадратного или прямоугольного сечения, длиной 25..30 мм. Кончик клина должен плоским, ровным, шириной 2,5..3 мм. Угол при вершине примерно 30 градусов. Плоский край наконечника должен быть залужен на расстояние 3..5 мм. И лучше не стачивать жало «на клин» напильником, а отковать его молотком — оно будет меньше обгорать. Если вдруг не знаете — жало из паяльника вынимается; не надо ковать его прямо в нагревательном элементе…Главный материалЭто припой. Нужен оловянно-свинцовый (есть и другие), ПОС-61. Импортные аналоги имеют маркировку Sn60 (или Sn63). Припой представляет собой очень мягкую металлическую проволоку с каналом внутри. В канале — флюс (про то что это такое и зачем — чуть ниже). При нагревании флюс плавится. Проволока имеет различный диаметр. Припой с наружным диаметром более 1.5 мм. — это для починки кастрюль и паровозов. «Наши» припои тоньше — 1 мм., 0.7 мм., 0.5 мм. Есть и еще более тонкие, но это на другие контактные площадки. На те, которые без лупы не паяют.Самый главный материалЭто флюс. При пайке обязательно используйте флюс! Флюс — это состав, который разрушает окислы, присутствующие на выводе детали и на припое, улучшающий смачивание деталей расплавленным припоем и вытесняющий воздух из зоны пайки. Хорошее смачивание — это значит, что расплавленный припой будет собираться на выводах и на контактных площадках печатной платы силами поверхностного натяжения. Припой не будет размазываться по плате и образовывать затекания (перемычки) между дорожками.Того флюса, который есть внутри припоя, для хорошей пайки недостаточно. Считайте пока для простоты, что его хватает только на то, чтобы флюс нормально сцепился с паяльником при плавлении. В качестве флюса при сборке Chronolite применяйте нейтральные флюсы. В порядке убывания предпочтительности:
Никогда не паяйте без флюса! Даже не пытайтесь… Или все же попробуйте разочек, для сравнения. Тогда Вам будет проще поверить в то, что в моем (отнюдь не профессиональном!) паяльном хозяйстве постоянно присутствуют и используются ПЯТЬ видов флюсов. Излишки флюса после пайки можно (и даже желательно) смыть спиртом, бензином, или ацетоном. Пользуясь ацетоном будьте осторожны, не повредите поверхности оптических элементов. Остальные детали (резисторы, конденсаторы, микросхемы, панели микросхем) к ацетону устойчивы. А вот после окончания изготовления и испытания устройства плату со стороны дорожек даже желательно покрыть тонким слоем спиртоканифольного флюса: спирт улетучится и образовавшийся слой канифольного лака защитит дорожки от окисления.
Как надо паять, чтобы паять правильноКачество пайкиКачественная пайка — это не тогда, когда на контактной площадке припоя много, а тогда, когда его достаточно. Припоем должна быть покрыта вся контактная площадка, а не какой-то один ее край. Припой должен окружать весь вывод; дырок и щелей между выводом и контактной площадкой даже на каких-то отдельных участках быть не должно.При качественной пайке с минимально достаточным количеством припоя вокруг торчащего из контактной площадки вывода образуется конус с несколько вогнутыми стенками (отберите у доктора Айболита стетоскоп, разломите его на две половинки и поставьте их раструбами на стол — каждая половинка теперь похожа на хорошо выполненную пайку). Потому, что припой хорошо смачивает вывод детали и контактную площадку; силы поверхностного натяжения припой по ним растаскивают. Отсюда два вывода:
Техника пайкиВариантов два:
Слив припоя на площадку
И еще — хорошая пайка делается быстро. Примерно за 5..10 секунд. Потом начинаются процессы растворения меди в припое, что ухудшает качество пайки. Но это уже больше теория. Отличная пайка — ярко блестит. Пережженая — матовая (это, в общем, не беда). «Холодная» пайка выглядит зернистой, губчатой. Холодная пайка — это брак. Конечно, вы не гировертикаль для самолета паяете; но вы же делаете для себя, любимого…
Подача припоя на нагретую площадку
Ну и если говорить строго, то пайка подачей припоя может быть выполнена без дополнительного флюса. При условии, что диаметр припоя соответствует диаметру площадки (заметьте, я не говорю «равен диаметру площадки»! Просто тогда количество флюса внутри припоя будет достаточным). Но при недостатке опыта лучше наносите дополнительный флюс, как было сказано выше.
Как убрать затекания припояЗатекание припоя — это капля припоя там, где ее не должно быть. Как правило, припой затекает между двумя близко расположенными контактными площадками на плате, или между дорожками на плате, или между выводами детали. Чем меньше расстояние между площадками (дорожками, выводами) и чем длиннее участок, на котором они идут близко друг к другу, тем сложнее убрать затекание. И все же, если оно случилось, то убирается оно элементарно.
Самое правильное — приобрести специальную «оплетку для удаления припоя». Это плетенка из тонких медных проволочек, покрытых флюсом немедленно после создания. Медь в ней осталось не окисленной (видите, какая она яркая и блестящая на фотографии?). Приложите ее конец на место с избытком припоя, приложите сверху паяльник с которого предварительно тряпочкой удален излишек припоя), и расплавленный припой всосется в эту оплетку как вода в сухой песок. Пропитавшийся припоем конец оплетки откусывают и выбрасывают.
Если поблизости специальной оплетки не продается, или жаба душит, то можно попробовать использовать оплетку от экранированного кабеля (если таковая имеется под рукой). Но тут медь может быть окисленная, и даже если Вы пропитаете оплетку флюсом, всасываение припоя может быть не слишком хорошим.
Ну а если никакой оплетки нет (или есть, но вся зеленая от старости и окислов), то затекание (и/или излишки припоя с контактной площадки) можно убрать так:
Резюме по технике пайки
На главную страницу |
«Горячая пайка всегда холодная, а холодная — горячая». Как надо понимать это выражение?
в трубе перемещается то вверх, то вниз. В момент его движения вверх из трубы вырываются клубы дыма.
Вопрос. Можно ли переносить электромагнитным краном раскаленные стальные болванки?
Ответ. Нельзя. В раскаленном состоянии при температуре около 800 градусов сталь теряет магнитные свойства.
Вопрос. Чем отличаются электрические лампочки и патроны, используемые в квартирах, от ламп и патронов, устанавливаемых в поездах, трамваях, троллейбусах?
Ответ. В трамваях, троллейбусах и поездах лампы систематически подвергаются .вибрации, поэтому они имеют, как правило, растянутую нить (во избежание замыкания), цоколь же лампы и патрон не винтовые, а точечные. Поэтому лампа во время движения не вывинчивается из патрона.
Вопрос. Опытные монтеры говорят: «Горячая пайка всегда холодная, а холодная — горячая». Как надо понимать это выражение?
Ответ. Горячая пайка дает хороший контакт между соединенными проводами, а следовательно, имеет в этом месте малое сопротивление, а поэтому место соединения не греется.
Вопрос. Почему электродвигатель при медленном вращении якоря потребляет электроэнергии больше, чем при быстром?
Ответ. В обмотке якоря электродвигателя, как и в любом проводе, движущемся в магнитном поле, наводится электродвижущая сила индукции, которая согласно правилу Ленца противодействует основной эдс, питающей электродвигатель. Величина эдс индукции прямо пропорциональна числу оборотов якоря; следовательно, чем быстрее вращается якорь, тем больше про-тивоэдс, и из сети для питания якоря потребляется меньший ток.
Вопрос. Почему во время грозы антенну радиоприемника «заземляют»?
Ответ. При заземленной антенне грозовые электрические разряды, принятые на антенну, отводятся в землю, минуя приемник.
Вопрос. Почему при включении электрического нагревательного прибора накал электрических лампочек уменьшается?
Ответ. При включении в сеть нагревательного прибора увеличивается ток в подводящих проводах, а следовательно, падает и напряжение в них.
Вопрос. К некоторым опорам контактной сети электрифицированной дороги подвешены грузы, состоящие из отдельных элементов, число которых меняют. Для чего необходим груз?
Ответ. Груз обеспечивает постоянное натяжение контактных проводов. Величину груза меняют в зависимости от температуры, так как длина проводов с изменением температуры становится неодинаковой.
Холодная сварка, холодная пайка прочее
Что такое файл cookie?
Cookie – это маленький текстовый файл, который сохраняется на вашем компьютере/мобильном устройстве, когда вы посещаете веб-сайт. Этот текстовый файл может сохранять информацию, которая может считываться веб-сайтом, когда вы снова посетите его позднее. Некоторые файлы cookie необходимы, чтобы веб-сайт мог функционировать безупречно. Другие файлы cookie полезны для посетителей: они надежно и безопасно сохраняют имя пользователя, как, например, языковые настройки. Файлы cookie служат для того, чтобы вам не нужно было каждый раз вводить одинаковую информацию, когда вы повторно посещаете какой-то веб-сайт.
Для чего мы используем файлы cookie?
Мы используем файлы cookie, чтобы предложить вам оптимальный доступ к нашему веб-сайту. Благодаря использованию файлов cookie мы можем позаботиться о том, чтобы вам показывалась та же информация, когда вы посетите наш веб-сайт повторно. Файлы cookie могут также использоваться для оптимизации работы веб-сайта. Они облегчают просмотр веб-сайта.
Чтобы защитить ваши личные данные, а также предотвратить потерю информации или противоправное поведение, используются соответствующие организационные и технические мероприятия.
Почему мы используем файлы cookie сторонних поставщиков?
Мы используем файлы cookie сторонних поставщиков, чтобы анализировать в сборных формулярах статистическую информацию с использованием инструментов анализа, напр., Google Analytics. Для этого используются как постоянные, так и временные файлы cookie. Постоянные cookie сохраняются на вашем компьютере или мобтильном устройстве на срок не больше 24 месяцев.
Как я могу отключить файлы cookie?
Вы можете очень просто отключить все файлы cookie в настройках своего веб-браузера. Для этого просто нажмите «Справка» и поищите «Блокирование файлов cookie». Помните о следующем: если вы отключите файлы cookie, тот веб-сайт будет показываться только частично или не будет показываться вообще.
Экстремальная пайка: без паяльника и электричества
Приветствую, мозгодрузья! В мире техники и электроники иногда случаются ситуации, когда под рукой нет ни паяльника, ни электричества, а пайка спасла бы положение. Поэтому знакомимся с моими вариантами экстремальной пайки!
Шаг 1: Смотрим видео
Шаг 2: Техника безопасности
В этом обзоре описываются работы с открытым пламенем и нагретыми предметами, поэтому соблюдайте технику безопасности, держите наготове мозгоогнетушитель, и будьте осторожны, сохраняйте здравый рассудок.
Шаг 3: Источник тепла
Основной шаг этого мозгоруководства – найти источник тепла. Вариантов много, главное чтобы была возможность нагреть небольшой кусок металла до температуры плавления припоя: от 200 до 370 градусов Цельсия. Распространенный вариант это обычная зажигалка, подходят также свечи, масляные лампы, туристические горелки и даже костры.
Шаг 4: Пайка проводов
Самый простой вариант экстремальной пайки – пайка проводов, для которой их просто плотно скручивают, нагревают без образования нагара и спаивают припоем, так же держа их в пламени. Главное хорошо нагреть провода, иначе это будет холодная пайка, менее качественная.
Шаг 5: Самодельное жало «паяльника»
Пайка платы проводится подобием паяльника, так как ее нельзя нагревать открытым пламенем, поэтому из подвернувшегося под руку куска толстой проволоки сооружается жало «паяльника». Для этого сгодятся:
- стальная проволока
- гвозди
- отвертка
- болты
- мультитул
- арматура
Чем толще жало «паяльника», тем больше тепла он примет, тем легче будет проходить мозгопайка. При этом для небольших источников огня все же лучше использовать тонкие жала, а для больших, соответственно, большие.
Шаг 6: Пайка от небольших источников огня
Самый подходящий вариант для малых источников пламени это стальная проволока диаметром около 1.5мм. Это проволока достаточно тонкая, быстро нагревается, но при этом хорошо «паяет».
Итак, из проволоки сооружается «жало» — загибается кончик, образуя петельку, а затем сама петелька отгибается на 90 градусов. Так «жало» быстро нагревается и пайка проходит довольно удобно.
Интересный вариант это накрутить «жало» на длинную зажигалку, то есть совместить нагреваемый участок и пламя. В любом случае «жало» нагревается от 10 до 20 секунд, быстро происходит сама пайка, а после остывания повторяется нагрев и т.д.
Шаг 7: Пайка от большого пламени
При пайке от костра, камина и т.п. «жало» из проволоки монтируют на дополнительную арматуру, каминные щипцы или тому подобное приспособление, то есть создается безопасное расстояние до большого огня. При этом соблюдается ТБ при работе с огнем!
Нагрев «жала» в открытом огне происходит быстро, но его труднее контролировать. Поэтому «жало» лучше соорудить из толстой проволоки, более толстой, чем для малого источника огня. Такое жало будет аккумулировать больше тепла, что хорошо отразиться на пайке.
Сам процесс пайки такой же, как и от малого источника огня: нагрев самого «жала», далее нагрев «жалом» места пайки и мозгоприпоя, и снова нагрев «жала».
Шаг 8: Ознакомление окончено!
Это все что я хотел сказать по поводу экстремальной пайки, добавлю, что в любом подобном случае необходим припой, но это не габаритная вещь и ее можно возить с собой. Надеюсь, что вам не придется паять в походных условиях, но все же вы теперь знаете как!
( Специально для МозгоЧинов #How-to-Solder-Without-Electricity-or-a-Soldering-I
Как работает холодное тепло | HowStuffWorks
Один из лучших способов понять, как работает инструмент для холодного нагрева, — это изучить, чем он отличается от традиционного паяльника. Электрические паяльники обычно имеют нагревательный элемент сопротивления , аналогичный тому, что вы найдете в фене или тостере. Электрический ток проходит через нагревательный блок, а электрическое сопротивление вызывает нагрев блока.
Нагревателю требуется время, чтобы нагреть биту достаточно, чтобы ее можно было использовать.Также может потребоваться некоторое время, чтобы кусочек снова остыл. Отчасти это связано с природой самого тепла. Тепло — это, по сути, изменение энергии внутри объекта. Нагревательный элемент нагревает биту, передавая в нее энергию. При этом молекулы биты начинают двигаться все быстрее и быстрее. Когда бит остывает, он передает тепло воздуху вокруг него, и его молекулы снова замедляются.
Время, необходимое для остывания долота, также связано с его излучательной способностью .Излучательная способность — это мера того, насколько эффективно вещество может передавать тепло своему окружению. Материалы, используемые в наконечниках для паяльника, такие как медь, хром и никель, имеют относительно низкий коэффициент излучения. Другими словами, они не очень эффективно выпускают тепло в воздух вокруг и охлаждают себя в процессе.
Инструмент холодного нагрева отличается. Вместо того, чтобы вставлять его в розетку, ждать, пока он нагреется, и ждать, пока он снова остынет, вы просто включаете его, касаетесь припоя и вперед.Для стороннего наблюдателя это невероятная особенность Cold Heat.
Но инструменты, которые делают то же самое, существуют уже довольно давно. Они называются инструментами для пайки сопротивлением , и вы даже можете узнать о планах сделать свои собственные в Интернете. Инструмент сопротивления использует два зонда, которые могут выглядеть как стержни, плоскогубцы или пинцет. Эти щупы пропускают ток через припой. Зонды и припой очень быстро нагреваются из-за сопротивления проходящему через них току.Удаление припоя разрывает цепь, и наконечники быстро остывают.
Инструмент «Холодное тепло» может показаться волшебным — в некоторых ярких объяснениях того, как он работает, есть даже магия, — но все заслуги должны быть отданы электрическому сопротивлению. Инструмент использует те же принципы, что и инструмент для пайки сопротивлением, но в значительно менее дорогом корпусе. Далее мы рассмотрим это более подробно.
Что такое соединение холодной пайки?
A Холодное паяное соединение возникает, когда припой не может полностью расплавиться для образования надлежащего соединения.Холодное паяное соединение или неправильно сформированное соединение может стать причиной проблем с надежностью электронного узла. Холодные паяные соединения увеличивают электрическое сопротивление паяных соединений и, следовательно, снижают надежность паяных соединений.
Холодные паяные соединения могут быть вызваны рядом факторов. К ним относятся:
- Неправильное плавление или оплавление или смачивание припоя на стыках
- Нарушения, такие как вибрации во время охлаждения припоя
- Слишком высокая температура процесса вызывает преждевременное разрушение флюса
- Слишком низкая температура процесса при паяное соединение — может привести к неполному смачиванию
- Несоответствующая геометрия компонентов
Холодные паяные соединения можно обнаружить визуально или с помощью увеличительного стекла.В первую очередь, холодное паяное соединение может выглядеть тусклым, беловатым, выпуклым или деформированным, что сильно отличается от правильного паяного соединения.
Другой способ обнаружения холодного паяного соединения — использование мультиметра. Поскольку одним из эффектов холодного паяного соединения является повышение сопротивления. Для этого можно использовать мультиметр — его можно использовать для проверки увеличения электрического сопротивления или проверки целостности цепи.
Однако обнаружение холодных паяных соединений становится более сложной задачей, когда используется процесс бессвинцовой пайки.Поэтому лучше избегать возникновения этих холодных паяных соединений.
Вот несколько вещей, которые вы можете сделать, чтобы избежать холодных паяных соединений:
- Используйте соответствующий профиль оплавления в соответствии со спецификацией производителей припоя
- Пиковая температура должна быть установлена как минимум на 15 ° C выше температура плавления припоя более 45 секунд.
- Постарайтесь определить любые источники вибрации, которые могут вызвать неравномерное распределение припоя.
- Используйте паяльную пасту хорошего качества — для проверки наличия загрязнений необходимо провести анализ сплава
Холодное паяное соединение — Полное руководство по пайке
Холодная пайка — обычная проблема для электроники.Хотя это не так распространено среди самых известных брендов, оно довольно распространено среди паршивых и негарантированных брендов электроники.
Холодное паяное соединение — ОбзорПрежде чем мы продолжим объяснение, что такое холодное паяное соединение , мы рассмотрим, что такое пайка. В процессе пайки электроника на печатной плате соединяется с помощью проводящего сплава, который расплавляется и наклеивается между двумя разъемами.
Этот процесс осуществляется с помощью сплава свинца и олова, который доступен в сыром виде в виде проволоки или прутка.Сплав нагревают с помощью паяльника, который представляет собой инструмент в форме ручки, который также можно использовать для подачи расплавленного сплава. Паяльник имеет точность паяльника, что позволяет электрикам подключать мельчайшие электрические разъемы.
Холодная пайка означает использование не полностью расплавленных припоев для выполнения соединений. Они обычно бугристые и имеют грубую поверхность. Такие холодные припои долго не работают. В комках со временем появляются трещины, которые, по иронии судьбы, могут разъединить электрическое соединение, несмотря на его большой размер.
Холодная пайка — обычная проблема для менее известной электроники или электроники других производителей. Также наблюдается увеличение количества относительных новых технологических итераций, таких как гибкие печатные платы. Использование нестандартных паяльных материалов, таких как паяльник или проволока, — еще одна распространенная причина холодных паяных соединений.
Обнаружение и испытание холодных паяных соединенийБольшинство проектов в области электроники и электротехники поручаются внештатным электрикам. Такие электрики тоже берутся за объемные работы.
Кроме того, показатели качества у некоторых менее известных брендов тоже не такие строгие; следовательно, холодная пайка — обычная проблема для такой электроники.
Естественно, соблюдение строгих сроков без опасений по поводу последствий со стороны клиента не оставляет инженерам-электронщикам иного выбора, кроме как завершить свою работу без особой аккуратности.
Часто такие попытки наверстать отставание в работе могут приводить ко многим проблемам. Многие печатные платы плохо припаяны и приводят к поломке компонентов.В худшем случае это может даже привести к выходу из строя печатной платы.
Это когда остается только один вариант, это может привести к неадекватному склеиванию, а также может подготовить почву для переделки. Следовательно, холодная пайка является редкостью, поскольку она обеспечивает удобство.
Само собой разумеется, что такая практика может привести к потере бизнеса; клиенты не будут передавать свои потребности в ремонте компонентов на аутсорсинг. Кроме того, это также может привести к потере заработной платы; количество дефектных товаров также приведет к удержанию выплат.
Следовательно, совершенно необходимо убедиться, что вы выполняете процесс точного тестирования, даже если вы выполняете холодную пайку.
Ниже приведены некоторые стандартные тесты для проверки проводимости холодных паяных соединений.
1- Визуальные испытания для проверки работы холодных паяных соединенийЭто самый простой и практичный способ проверки работоспособности холодного паяного соединения. Простой визуальный осмотр может помочь понять, является ли паяное соединение холодным или нет.Неровная, неровная или просто не геометрическая пайка или нанесенная посторонняя пайка рассматривается как соединение холодной пайки.
Визуальный осмотр соединений холодной пайки может показаться очень простой задачей; однако, возможно, придется использовать наглядные пособия, такие как увеличительное стекло и фонарик, чтобы проверить, хорошо ли стыки соединяют оба края.
Если вы видите свет, проходящий через соединения, это означает, что паяное соединение плохо закреплено. Еще нужно обратить внимание на грубые блоки паяных соединений; такие стыки указывают на недостаточный нагрев паяльного сплава.Это может легко привести к растрескиванию и отсоединению после нагрева печатной платы во время ее использования в электронном устройстве.
Более того, незакрепленные соединения по крайней мере частично отсоединятся от основания при наклоне печатной платы. Еще одна вещь, которая встречается довольно редко, — это проверить, не переходит ли стык на другой, закрытый сам по себе. Это неизбежно приведет к короткому замыканию и отказу печатной платы.
2- Проверка соединений холодной пайки мультиметромЭтот метод можно использовать для проверки обрабатываемости холодного соединения двумя следующими способами.
- 2а Тестирование мультиметром с сопротивлением
В этом методе можно использовать мультиметр, переключив его на сопротивление 1000 Ом. Вы можете начать с тестирования мультиметра, соединив две клеммы между собой. Вы должны найти значение «0 Ом», чтобы убедиться, что оно работает.
Позже подключите одну клемму к одному разъему, а другую клемму к другому разъему. Здесь тоже должно быть значение «ноль»; что-либо большее означает неудачный холодный стык.
- 2b- Проверка целостности мультиметром
В этом тесте вы должны переключить мультиметр в режим проверки целостности цепи. Еще раз протестируйте устройство, соединив две клеммы; успешная проверка целостности издает звуковой сигнал. Теперь подключите две клеммы мультиметра к двум концам холодного паяного соединения ; звуковой сигнал будет указывать на его работу, а отсутствие звука означает переделку.
С помощью этих двух основных методов тестирования вы можете быть уверены, что паяные соединения будут работать, несмотря на холодную пайку.
Ремонт стыков холодной пайкойПосле того, как вы установили, что так много холодных стыков имеют проблемы с проводимостью электричества, есть два способа исправить эти проблемы. Ниже приведены распространенные типы проблем, связанных с холодным паянием, и способы их решения.
- Распределенные соединения холодной пайки
Это распространенный тип холодного паяного соединения, который возникает, если печатная плата или паяльник перемещается во время приклеивания расплавленного припоя.
Распределенное соединение холодной пайки выглядит вогнутым и имеет наклонный штифт. Он также выглядит матовым и кристаллическим. Некоторые люди отличают распределенные паяные соединения от холодных припоев, поскольку металл перед пайкой хорошо нагревается.
- Решение распределенных стыков холодной пайки
Во-первых, чтобы избежать этой проблемы, вам необходимо иметь неподвижный стол, устойчиво закрепленный на земле. Вы также можете использовать настенные тиски для пайки; он будет работать в условиях ограниченного пространства и будет предлагать очень безопасную структуру.
2- Обычные соединения холодной пайкиКак указано выше, найти соединение холодной пайкой очень просто. Помимо спешки с соответствующим нагревом, это также может быть вызвано загрязнением жала паяльника. Еще одна частая причина — недостаточный нагрев паяльника.
- Решение проблемы стыков холодной пайки
Единственный способ решить проблему — очистить жало паяльника перед его использованием.Также храните устройство в герметичной коробке, не допускающей попадания частиц пыли.
Кроме того, вы должны видеть, что паяльник действительно хорошо нагревается, чтобы можно было нагреть припой.
Выбор припоя SN96, который представляет собой бессвинцовый припой, может оказаться целесообразным, поскольку он имеет более низкую температуру плавления и время пластического перехода.
- Основные проблемы соединений холодной пайки
Как указывалось выше, проверка сопротивления соединений холодной пайки является правильным способом проверки их проводимости.Стоит упомянуть причину сопротивления холодных паяных соединений.
Если сопротивление слишком велико, возможно, это означает неполное сгорание сплава. Это может привести к немедленному повреждению электроники или в конечном итоге сказаться на ее сроке службы.
Неполные цепи и перегретые цепи и, как следствие, повышенное энергопотребление — общие проблемы с повышенным сопротивлением холодных паяных соединений.
Основные приемы пайки, необходимые для практикиКак мы уже говорили, холодная пайка — это не то, чего мы желаем; в конце концов, это дороже, чем горячая пайка, поскольку заставляет нас использовать больше, чем требуется.Вот некоторые приемлемые методы, которые мы можем принять во внимание.
- Инвестируйте в правильные продукты: — Выбор правильного набора паяльных элементов, а именно железа и сплава, — лучший способ обеспечить ровные и проводящие паяные соединения.
- Используйте как можно меньшее, но достаточное количество припоя
- Храните паяльник и проволоку или пруток в непыльной и влажной среде, предпочтительно в герметичном ящике.
- Дайте паяльнику достаточно нагреться: — Это сделает паяные соединения менее корявыми и неровными, а также менее используемыми.
- Если у вас часто возникают проблемы с холодной пайкой, используйте проволоку или пруток для бессвинцовой пайки
- Выберите паяльник, который быстро нагревает проволоку или стержень
- Работа на устойчивом рабочем столе во время пайки
Пайка — это способ выполнения электрических соединений.Однако поспешная пайка, использование неподходящих материалов, размещение инструментов в грязной среде или пайка на неустойчивом рабочем столе могут привести к холодной пайке.
Это может в дальнейшем привести к разрушению соединений, что приведет к их неисправности, перегреву или чрезмерному потреблению электроэнергии. С помощью советов, упомянутых выше в статье, вы можете убедиться, что каждое из паяных соединений работает оптимально.
Также читайте: —
Паяльник с холодным нагревом нагревается и нагревается.
Каждый настоящий компьютерный фанат, стоящий на своем весе в припое и флюсе, вспенился изо рта во время нового рекламного ролика по телевизору.Он предназначен для устройства под названием Cold Heat: паяльника, который, как сообщается, остается холодным на ощупь — до тех пор, пока он не коснется металла, который вы хотите соединить горячим припоем. Когда вы закончите, он остынет за секунды. Обещание меньшего количества ожогов паяльником? Пришлось сразу попробовать.
Технология холодного тепла была создана адвокатом / изобретателем Григоре Аксинте, иммигрировавшим в Соединенные Штаты из Румынии в 1991 году. Он намеревался создать идеальное двухточечное отопительное устройство, которое направляет энергию только туда и тогда, когда это необходимо.
Паяльный инструмент холодным нагревом работает без проводов и работает от батареи (для этого требуется 4 батарейки AA). Говорят, что новый набор батарей обеспечивает до 700 паяных соединений. Единственный элемент управления портативного устройства — выключатель; белый светодиод сообщает вам, когда питание включено, и становится красным, когда холодный нагрев слишком горячий, чтобы его можно было коснуться. Он поставляется с двумя коническими насадками, но конические и стамежевые насадки доступны в качестве дополнений.
Секрет этой технологии в наконечнике. В Cold Heat используется запатентованный резистивный композитный материал Athalite, способный достигать температуры 800 градусов по Фаренгейту за секунды, а затем снова охладиться до комнатной температуры за секунды.
Утверждается, что аталит также очень пластичен и его можно фрезеровать в различных форм-факторах, а это означает, что возможно изготовление множества различных продуктов, а не только паяльников. Компания работает с некоторыми известными розничными продавцами и производителями (такими как Radio Shack, Amazon и Coleman) над разработкой новых продуктов, которые могут выиграть от Cold Heat.
Но вернемся к паяльнику. Работает именно так, как и было обещано. Я включил его, и паяльник оставался холодным на ощупь, пока я не поднес его к металлическому контакту на печатной плате.Тогда вы почувствовали и почувствовали запах нагревающегося утюга.
Пришло время проверить, сколько времени нужно, чтобы наконечник остыл до комнатной температуры. Это могло быть самой сложной частью. Должен ли я попытаться положить пальцы на металлический кончик, как только это будет сделано, или подождать несколько секунд, чтобы уменьшить мои шансы на ожог третьей степени?
Нет проблем. Как только я поднял утюг с паяного соединения, я поднес пальцы к наконечнику. Через две секунды я не почувствовал тепла и схватился за кончик. Было приятно и прохладно на ощупь.Как приятно, когда что-то работает именно так, как описано.
Паяные соединения, которые я сделал, показались мне очень хорошими. Я также попросил эксперта, друга-аудиофила, Робина Вятта, попробовать Cold Heat. (На самом деле он уже заказал один — это мощный рекламный ролик.)
Мы перешли с наконечника долота, который я использовал, на заостренный конический (оба являются дополнениями, доступными за дополнительные 10 долларов США). Робин смог припаять очень маленькие зажимы к очень тонким проводам фонокорректора. Cold Heat справился с этой задачей.
Единственный раз, когда он почувствовал, что ему нужно вернуться к своему верному, старомодному, всегда горячему паяльнику, был тогда, когда он работал в очень узком пространстве. В этом случае длинная морда обычного паяльника облегчила работу. Но в целом использование устройства Cold Heat было успешным.
Цена этой новой технологии? Паяльный инструмент Cold Heat с двумя наконечниками имеет рекомендованную розничную цену 19,95 доллара. Батарейки дополнительные. Помимо рекламного ролика, вы можете найти их по всей стране в Pep Boys, Auto Zone, Auto Nation, Fry’s Electronics и Radio Shack.В Интернете он доступен на сайтах Cold Heat, Amazon и ThinkGeek.com.
Холодная пайка — это беспорядок! — Промышленный блог ACS
Что такое соединения холодной пайки и почему вам это нужно?
Будьте осторожны, холодная пайка — плохая пайка! А плохая пайка часто приводит к плохому соединению. Плохие или неплотные соединения часто приводят к отказу промышленного электронного оборудования — беспорядку! Кому это нужно ?!
Итак, что же такое холодная пайка? То, что вы могли подумать — создание паяного соединения без должного нагрева .Это означает, что припой не будет течь, чтобы заполнить все пространства, которые могут образовывать механическое соединение, но не обеспечивает надлежащего соединения с необходимым проводом.
Хорошее паяное соединение будет выглядеть вогнутым и блестящим. Плохое (холодное) соединение может быть выпуклым, пузырчатым и / или ямчатым. Связь будет слабой, и со временем в стыке могут образоваться трещины. В большинстве случаев, когда мы видим соединения холодной пайки, они, как правило, являются результатом предыдущего плохого ремонта, а не от производителя.
Хотя их вообще не должно происходить, холодные паяные соединения можно отремонтировать! Отремонтировать соединения холодной пайкой можно с помощью предварительно нагретого паяльника с достаточной мощностью, чтобы при повторном нагреве соединения припой тек.Холодные стыки или соединения часто содержат слишком много припоя. Во время повторного нагрева излишки припоя можно удалить кончиком горячего утюга.
Следующим в списке знаний является серия Power — другая крайность: перегретое паяное соединение.
Об авторе: ACS — это независимый промышленный центр по ремонту электроники, предоставляющий услуги по ремонту приводов всех типов и большинства производителей, включая ремонт сервоприводов, приводов переменного / постоянного тока, частотно-регулируемых приводов, серводвигателей, энкодеров, ремонта печатных плат, мониторов сенсорные экраны, ПЛК, испытательное оборудование, световые завесы и многое другое.Наша служба поддержки клиентов готова ответить на ваши вопросы и помочь решить проблемы, связанные с ремонтом промышленной электроники. Устаревшее оборудование можно отремонтировать! Сервис RUSH доступен. Вы можете связаться с ACS по телефону 800-605-6419.
Что такое паяльник с холодным нагревом?
Паяльник Cold Heat — это инструмент, который, кажется, нарушает правила пайки . Как и другие паяльники , в нем плавится припой — сплав, который размягчается при низкой температуре и затвердевает при охлаждении.Но в то время как большинство паяльников подключаются к розетке, в инструменте Cold Heat используются батарейки.
Щелкните, чтобы увидеть полный ответ
Тогда что такое холодная пайка ювелирных изделий?
Как спаять Золото и серебро без нагрева. Опытные ювелиров и производители знают, что типичный « холодная пайка » более точно описывается как «резистивная пайка ». Инструменты для холодной пайки , такие как популярная ручка ColdHeat Soldering Pen, имеют разъемный наконечник, через каждую точку которого проходит электрический ток.
Также как перестать паять в холодном состоянии? Холодные соединения часто имеют избыток припоя , который можно удалить с помощью паяльного жала . Вы можете предотвратить холодную пайку стыков , предоставив вашему паяльнику достаточную мощность и время для разогрева. Перегрев стыка возникает из-за того, что припой не течет, а остатки пригоревшего флюса могут очень затруднить ремонт.
Впоследствии еще можно спросить, а как же выглядит холодный припой?
« Холодное соединение » — это соединение, в котором припой не расплавился полностью.Часто для него характерна шероховатая или неровная поверхность. Избыток припоя обычно можно удалить кончиком утюга. Профилактика: правильно нагретый паяльник с достаточной мощностью поможет предотвратить холодных стыков.
Есть ли холодный припой?
A Холодная пайка Нагрев Паяльник — это инструмент, который, кажется, нарушает правила пайки . Как и другие паяльные аппараты , он расплавляет припой — сплав, который размягчается при низкой температуре и затвердевает при охлаждении.Но в то время как большинство паяльных утюгов подключаются к розетке, инструмент Cold Heat использует батарейки.
Соединения холодной пайки
Внешний видПаяные соединения без постоянного металлического соединения между припоем и одной из контактных площадок (или обеими).
Соединения холодной пайки на CMC
Описание:Холодная пайка на КМЦ. На микрофотографии отчетливо видна трещина между областью контакта компонента и припоя.Этот дефект сложно обнаружить снаружи. Причин такого дефекта очень много. При переделке компонент следует заменить. Соблюдайте параметры припоя! (температура наконечника припоя = 360 ° C).
Причины / Устранение:
- Длительное механическое / термическое напряжение, в результате чего образование трещины вдоль интерметаллической зоны
- Плохая смачиваемость компонента
- Загрязнение соединяемых поверхностей жиром или посторонними веществами
Источник: Microsection
Соединения холодной пайки на СОТ 23
Описание:Холодная пайка компонента SOT23.(Правильно). На всех паяных соединениях видны плохие галтели припоя. Кроме того, на двух контактных площадках слева видны следы отвода припоя. Кроме того, этот компонент характеризуется значительным смещением. Во время доработки этот компонент необходимо полностью вынуть из сборки.
Соблюдайте меры предосторожности при работе с электростатическим разрядом!
Причины / Устранение:
- Плохая смачиваемость компонента
- неподходящий параметр пайки: температура пайки, время пайки
- Загрязнение припоя (сплава)
Источник: SEM
Холодные паяные соединения на пассивных элементах
Описание:Холодная пайка на резисторе (THD, справа).Дефект хорошо виден на шве между штифтом и ушком припоя. Это может быть вызвано не только производственными дефектами, но и более поздним механическим воздействием. При доработке необходимо убедиться, что смачивание завершено, а кромка припоя хорошо вставлена в сквозное отверстие.
Причины / Устранение:
- механическое напряжение
- плохой припой в сквозном отверстии / смачивание
- Загрязнение стыкуемых поверхностей
Источник: визуальный, оптический контроль — общий вид Описание:
Трещины в паяном соединении, параллельном выводу, сложно обнаружить снаружи.Микрошлиф выявляет этот дефект. Во многих случаях вокруг кромки паяного соединения образуются микротрещины, которые можно обнаружить снаружи.
Причины / Устранение:
- механическая нагрузка или повреждение паяного соединения
- длинных выводов были отрезаны после пайки — механическая нагрузка
- термическое напряжение паяного соединения из-за резких перепадов температуры вызвало дефект
Источник: Microsection
Соединения холодной пайки по TO220
Описание:Холодная пайка на TO220.Этот дефект возникает из-за чрезмерного механического напряжения. На всех трех паяных соединениях есть трещины. Нет контакта между свинцом и припоем. Этот дефект трудно обнаружить, потому что снаружи он не виден или почти не виден. При доработке необходимо убедиться, что смачивание завершено и галтели припоя хорошо выполнены.
Причины / Устранение:
- механическое напряжение
- вибрация и неподходящая геометрия детали вызвали повреждение шарниров
Источник: визуальный, оптический контроль — общий вид .