Проблемы с паяльником, почему они возникают и как их решать?
Смотрите также обзоры и статьи:
Как избежать проблем при использовании паяльника?Вот купили вы новый паяльник, включили в розетку, а он начал дымить и вообще плохо пахнуть? Вы давно пользуетесь этим устройством и в какой-то момент он начал плохо паять: не плавит припой, не цепляет его на жало и вообще ведет себя плохо или электропаяльник стал просто плохо греться? Это вообще нормально? Что делать, когда возникают подобные ситуации и стоит ли с этим вообще что-то делать?
Почему дымиться, если новый ?
Ситуация: актуальный вопрос, который чаще всего интересует начинающих радиолюбителей. Вы — радиолюбитель-новичок и после долгих раздумий решили купить новый паяльник, пришли домой, распаковали его и в предвкушении включаете в электрическую розетку 220 В. Он начинает разогреваться и в какой-то момент времени начинает дымить. А попутно от него еще и идет довольно неприятный запах гари.
Продали брак? Неисправен и при первом же включении начинает гореть?
Ответ: на самом деле с паяльным инструментом ничего страшного не происходит. Просто производитель наносит специальное масло, которое предотвращает образованию коррозии на металлических частях. Благодаря этому, обеспечивается длительное хранение на складе. Не страшна высокая влажность, низкие или высокие температуры и прочие неблагоприятные погодные условия.
При первом включении любые паяльники будут дымить, потому что необходимо некоторое время для того, чтобы это масло выгорело. Когда оно испарится, инструмент будет готов к работе.
Почему олово не прилипает к жалу?
Ситуация: вы довольно долго часто паяете, по работе или дома занимаетесь ралиолюбительством, но в какой-то момент времени олово стало плохо приставать к жалу, а потом и вовсе перестало прилипать к нему. В чем же проблема и как ее решить?
Ответ: с такой ситуацией неоднократно сталкиваются многие радиолюбители.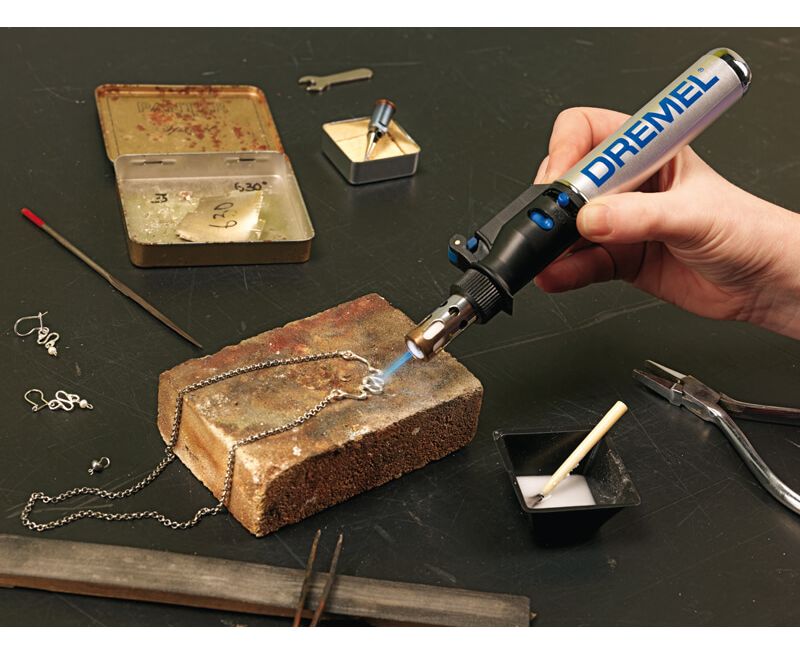 Даже современные необгораемые жала могут со временем обгореть. Не говоря уже о старых медных жалах, которые используются в советских моделях. И так, разберемся с данным вопросом:
Даже современные необгораемые жала могут со временем обгореть. Не говоря уже о старых медных жалах, которые используются в советских моделях. И так, разберемся с данным вопросом:
- Если вы используете старый экземпляр с медным жалом, и к нему перестал прилипать припой, его необходимо зачистить напильником или наждачной бумагой. После этого паяльное оборудование включается в сеть, и когда жало нагреется до температуры плавления канифоли, собственно в нее он и опускается. Это позволяет эффективно убрать оксидную пленку с поверхности. Когда канифоль начнет испаряться, с легким дымком, настало время нанести на него припой. Теперь он уже начнет липнуть. Когда припой покроет все жало — уберите излишки с помощью целлюлозной губки. После этого жало можно снова обмокнуть в канифоль и снова нанести припой. Операцию можно повторить несколько раз для закрепления эффекта.
- Если у вас современный паяльник с необгораемым жалом — рекомендуем купить новое, по цене расходные материалы всегда выйдут дешевле.

- Для того, чтобы жало прослужило долго, особенно необгораемое, его необходимо периодически обслуживать в канифоли или припое, и всегда оставлять на жале немного олова. Точнее — оно должно быть покрыто тонким слоем. Соблюдая эти простые правила, вы сможете значительно продлить срок службы. Ну и конечно не стоит его перегревать. Это касается и паяльников, подключающихся через разъем в простенькой контактной или ремонтной термовоздушной паяльной станции с феном.

Почему не греется?
Ситуация: плохо греется, долго или не нагревается до необходимой для пайки температуры.
Решение: С вероятностью в 99% у вашего верного помошника испортился такой аксессуар для пайки как нагревательный элемент. Что в таком случае необходимо сделать? Да просто заменить его. В современных устройствах сделать это довольно просто — разбираете, удаляете старый тэн для паяльника, неисправный и просто заменяете его на новый. Современные керамические нагревательные элементы не подлежат ремонту.
У вас старинный, древний советский электропапаяльник у которого в качестве тэна выступает нихромовая нить, как в термофене паяльной станции, намотанная на медный стержень; если нить рвется или перегорает, ее необходимо заменить и перемотать. При этом, если нить становиться короче ее сопротивление, а соответственно и мощность падает. Тогда не остается выхода как выбрать и купить другой паяльник.
Также недостаточный нагрев может возникнуть из-за плохого контакта между жалом и нагревательным элементом. Данная проблема решается очень просто — проверьте контакт, подтяните винтики отверткой, закрепите их, в общем, все части должны плотно прилегать друг к другу.
Почему не работает ?
Ситуация: просто не работает.
Решение: Для начала прозвоните провод цифровым мультиметром в редиме прозвонки цепи, возможно электрический кабель перегнулся и переломился, или же он может быть оборван. Ну и не помешает проверить тэн, который так же может со временем выйти их строя. Ну и конечно банальная, мало вероятная, но теоретически возможная ситуация — в доме или квартире нет света. Опять же поможет мультиметр в режиме вольтметра, для домашнего применения, самый простенький измерительный прибор можно купить буквально за копейки, но поверьте нашему опыту, если не нарушать условия эксплуатации, инструмент прослужит Вам не один год.
Ну, вот и все, самые распространённые проблемы, которые могут возникнуть с вашим паяльным инструментом. В чем причина и как с этим бороться вы теперь знаете, так что столкнувшись с подобными ситуациями вы не растеряетесь.
Поделиться в соцсетях
что делать, почему паяльник не берет и не плавит олово при пайке
 Можно потратить массу времени, усилий и нервов, но так и не добиться нужного результата, не говоря уже о том, чтобы выполнить качественную пайку. При возникновении такой ситуации не стоит думать, что вам попался бракованный инструмент. Если выполнить лужение паяльника, то он будет исправно вам служить, не доставляя неприятных моментов в процессе пайки.
Можно потратить массу времени, усилий и нервов, но так и не добиться нужного результата, не говоря уже о том, чтобы выполнить качественную пайку. При возникновении такой ситуации не стоит думать, что вам попался бракованный инструмент. Если выполнить лужение паяльника, то он будет исправно вам служить, не доставляя неприятных моментов в процессе пайки.Основные причины
При пайке чаще всего используется припой из свинца и олова. Он имеется температуру плавления 240-300°C. Хорошо плавящийся припой не скатывается с рабочей поверхности паяльника, им легко работать.
Случается так, что олово не прилипает к паяльнику, и сколько бы вы ни старались, жало электроприбора не берет на себя этот материал, необходимый для пайки.
Причин, по которым олово не пристает к паяльнику, может быть несколько.
- Если в процессе пайки рабочая поверхность сильно разогревается, то припой или флюс сгорают на нем, оставляя после себя загрязнения. При повторном использовании электроинструмента он уже не плавит припой, так как шарик олова просто не липнет к жалу электроинструмента.
- Рабочая поверхность у паяльника медная, во время нагрева она окисляется, образуя оксидную пленку. Если периодически не приводить инструмент в порядок или использовать его на слишком высоких диапазонах температур, то припой не держится.
Это две основные причины, и если вы их устраните, ваш паяльник сможет вновь нормально работать.
Устранение проблемы
 На самом деле, чтобы делать пайку, необходимо уметь правильно им пользоваться.
На самом деле, чтобы делать пайку, необходимо уметь правильно им пользоваться.Новый пальник, а точнее – его жало перед началом работы потребуется облудить.
Процесс выполняется в следующей последовательности.
- Жало паяльника зачищают механическим путем, для этого применяют обычный наждак или крупнозернистую наждачную бумагу. Зачищать поверхность жала нужно капитально, но аккуратно, важно не оставлять после чистки глубоких царапин, так как в них будет появляться оксидная пленка при разогреве меди. Работу выполняют на холодном электроинструменте без подключения его к электросети.
- Следующим этапом потребуется покрыть жало паяльника тонким слоем флюса. Флюс в жидком состоянии наносят обычной кисточкой, а если применяется канифоль, тогда в нее утопляют жало, разогревая его. Важно не разогреть жало до погружения его в канифоль, так как при нагреве на открытом воздухе у меди снова образуется пленка оксида меди, которая вновь воспрепятствует прилипанию припоя.
- Далее, паяльник разогревают до необходимой температуры и подносят к припою. Теперь конец жала надо потереть о припой. Сделать это будет проще, если олово растереть по поверхности из жаростойкого материала. Обычно для растирания пользуются деревянной березовой или дубовой щепкой. В этом процессе главное – это не перегреть жало паяльника, так как перегрев является еще одной причиной, по которой к жалу не липнет припой.
Если все этапы выполнить правильно, то после лужения ваш паяльник станет хорошо набирать на жало олово, а припой не будет собираться каплями или комками.
Напротив, он будет равномерно покрывать наконечник жала и в процессе пайки хорошо отходить от него.
 Существуют паяльники, у которых жало покрыто небольшим слоем никеля.
Существуют паяльники, у которых жало покрыто небольшим слоем никеля.Новый инструмент работает исправно и не требует лужения, но спустя время припой перестает держаться на жале или собирается комками.
Такая ситуация чаще всего возникает, если жало паяльника загрязнено, тогда достаточно вычистить жало и устранить старый нагар. Но бывает и так, что местами слой никеля повреждается, и тогда придется выполнить процесс лужения, убирая оставшийся никель. Чтобы ваш паяльник служил исправно, важно содержать его в рабочем состоянии, своевременно удаляя нагар. Для этого паяльник немного нагревают и протирают его плотной тканью, смоченной в воде. Залудить никелированный паяльник после удаления нагара можно следующим образом:
- разогретое жало помещают в банку, где рядом с канифолью лежит немного олова, при этом канифоль окружает олово;
- паяльник расплавляет вокруг припоя канифоль, в это время припой тонет в канифоли;
- проходя под слоем канифоли, нужно попасть к припою – состав сразу же окутает жало паяльника.

После такой процедуры паяльник вновь станет работать, исправно набирая припой.
Во избежание появления нагара рекомендуется покупать паяльник с регулируемой температурной шкалой или пользоваться диммером для регуляции мощности напряжения.
Рекомендации
Обычный паяльник рассчитан на то, чтобы нагревать жало до 350-400°С, тогда как у обычного припоя марки 60/40 рабочий диапазон температур составляет не более 300°С. По этой причине важно правильно выбирать температуру нагрева паяльника, чтобы избежать появление нагара. Чтобы паяльник служил долго, требуется внимательно относиться к его состоянию. Нельзя допускать загрязнений, но и при чистке нужно стараться не оставлять на поверхности жала глубокие борозды царапин.
Процесс паяния чаще всего выполняют припоем, который на 40% состоит из свинца и на 60% из олова. Следует знать, что с таким составом работают при разогреве жала не выше 180°С. Если не соблюдать такой температурный режим, припой будет сгорать, спайки у вас не получится. Чтобы спаять две детали, их нужно предварительно зачистить от окислительной пленки. В области пайки для лучшего сцепления детали прогревают более высокой температурой, чем температура плавки припоя.
Чтобы исключить появления оксидной пленки, используют флюс.

Когда под жалом паяльника припой начал расплавляться, следует набирать его нетолстым слоем и выполнять паяльные работы. После пайки жало протирают о влажную ткань, удаляя нагар. Такое очищение нужно делать постоянно и взять это себе за правило.
Во время работы держать электроинструмент нужно таким образом, чтобы получилась наибольшая площадь контакта его с деталью. В этом случае площадь прогрева у детали возрастает, а значит, спаечный шов будет крепче. Если прогрева деталей не будет, спайка может не образоваться. Так бывает, когда работу выполняют, используя только самый кончик жала паяльника.
Что делать, если припой не прилипает, смотрите далее.
 youtube.com/embed/tbkZNFMrQRI?modestbranding=1&iv_load_policy=3&rel=0″/>
youtube.com/embed/tbkZNFMrQRI?modestbranding=1&iv_load_policy=3&rel=0″/>
Почему паяльник не плавит олово
Не прилипает к паяльнику припой? Это проблема не только новичков, но и специалистов с опытом. Единственного универсального преодоления этого препятствия в работе нет. Причины такого неудобства, как и способы его устранения могут быть различными. Ограничимся кратким их перечислением. А попавший в подобную ситуацию мастер уже самостоятельно подберет способ, подходящий к его случаю.
Возможные причины отсутствия прилипания припоя:
- грязное жало паяльника;
- грязная канифоль;
- перегрев или недостаточный прогрев рабочей части паяльника;
- плохое качество припоя;
- отсутствие флюса при пайке;
- неправильно подобран флюс и припой;
- пайка на улице, на сквозняке;
- отсутствие прогрева металлического изделия перед пайкой;
- случайное касание горячим жалом какого-либо пластика;
- нагар и химические окислы на поверхности жала;
- недостаточная концентрация самостоятельно приготовленных жидких флюсов;
- малая мощность паяльника.

Для механической зачистки медного жала подойдет любое народное средство:
- нож, скальпель;
- напильник, надфиль;
- наждачная бумага, полировальная шкурка;
- металлическая щетка;
- швейная игла;
- насадка для бормашины.
Для очистки от нагара подойдут:
Списки не полные, можно экспериментировать.
Чтобы хорошо залудилось медное жало надо удалить окислы с его поверхности. Этот химический способ очистки хорошо выполняется со средством «Оксидал». Разогретое жало просто помещается в него и меняет свой вид буквально на глазах. После чистки паяльник протирается влажной губкой или поролоном.
Полезной является легкая проковка съемного медного жала. Металл будет плотнее, что замедлит и уменьшит процесс его обгорания.
Жало рабочего паяльника не обязательно изготавливается медным. Все чаще производители предлагают варианты паяльников, в которых используется необгораемое «вечное» жало. Его чистка от грязи, излишков припоя и нагара исключает классические варианты с применением напильника и наждачной бумаги. Чистка возможна двумя способами:
Чистка возможна двумя способами:
- специальной губкой, именно для этого и предназначенной;
- латунной стружкой – жало становится идеальным после нескольких маканий в емкость с ней.
Экономный вариант предусматривает замену специальной губки на посудную из целлюлозы, а стружки латуни – на густую и плотную кухонную металлическую (в идеале – медную) мочалку.
Для регулировки мощности и, соответственно, температуры рабочей части жала паяльник подключается через лабораторный автотрансформатор. Без него можно поэкспериментировать со сменными жалами разной длины. Чем оно длиннее, тем ниже температура на его конце. И наоборот.
Иногда избежать проблем с прилипанием припоя помогает активатор для жала. Эта смесь без свинца и галогенов по своим заявленным характеристикам защищает и продлевает жизнь жалу, а также восстанавливает его смачиваемость материалом припоя. Обратите внимание – активатор не гарантирует очистки жала, а защищает его поверхность от образования вредных окислов и нагара.
Если производитель решил сэкономить и умышленно завысил процентную долю свинца – имеем более тугоплавкий припой с низкой текучестью, а возможно и не пригодный для пайки.
Устранив препятствие и окончив пайку не забудьте, что жало паяльника после работы обязательно должно быть очищено и залужено. Чистый и ухоженный, всегда готовый к применению инструмент – лицо мастера.
Есть такой сплав — баббит. Он изготавливается на основе олова и свинца с добавлением некоторых других веществ, в зависимости от необходимых качеств баббита. Его используют в разных отраслях машиностроения. при этом большую процентную часть составляющих в сплаве имеет именно свинец. а так как само олово очень дорогой металл, недобросовестные производители частенько в припой добавляют больше свинца или того же баббита.
чтобы не выбрасывать этот некачественный припой, купите чистого олова, и смешайте всё вместе, расплавив в консервной банке на плите. Потом аккуратно разлейте по подходящим профилям,- вот вам и припой с более лучшим свойством.
В качестве профиля можно использовать обыкновенный металлический уголок. Наливая расплавленный припой в угол стыка полок уголка тонким слоем.
Наверняка Вы и без меня знаете что припои делятся на две группы (вида, типа), это тугоплавкие припои и лёгкоплавкие.
Температура плавления лёгкоплавких припоев 300-а, (450-т максимум) градусов Цельсия, не выше.
Для сравнения, припой тугоплавкий температура плавления от 450-и и до 800-т градусов.
Один из вариантов, у Вас тугоплавкий припой, и температура на которую разогревается «жало» паяльника для него не достаточная, Вы давите на паяльник, пытаясь сделать так что бы припой к нему «прилип» в итоге не расплавленный припой начинает крошиться.
То есть тут срабатывают два момента, давление на паяльник и не достаточная температура при которой конкретный припой плавится.
Выход из ситуации покупка лёгкоплавкого припоя.
Возможно припой какой-то «левы» (подделка), бывает и такое, покупали одно, продали другое, пробуйте купить припой в другом месте.
Может быть проблемы с самим паяльником, он вышел, или выходит из строя.
Не прилипает олово
20 авг 2012 16:54
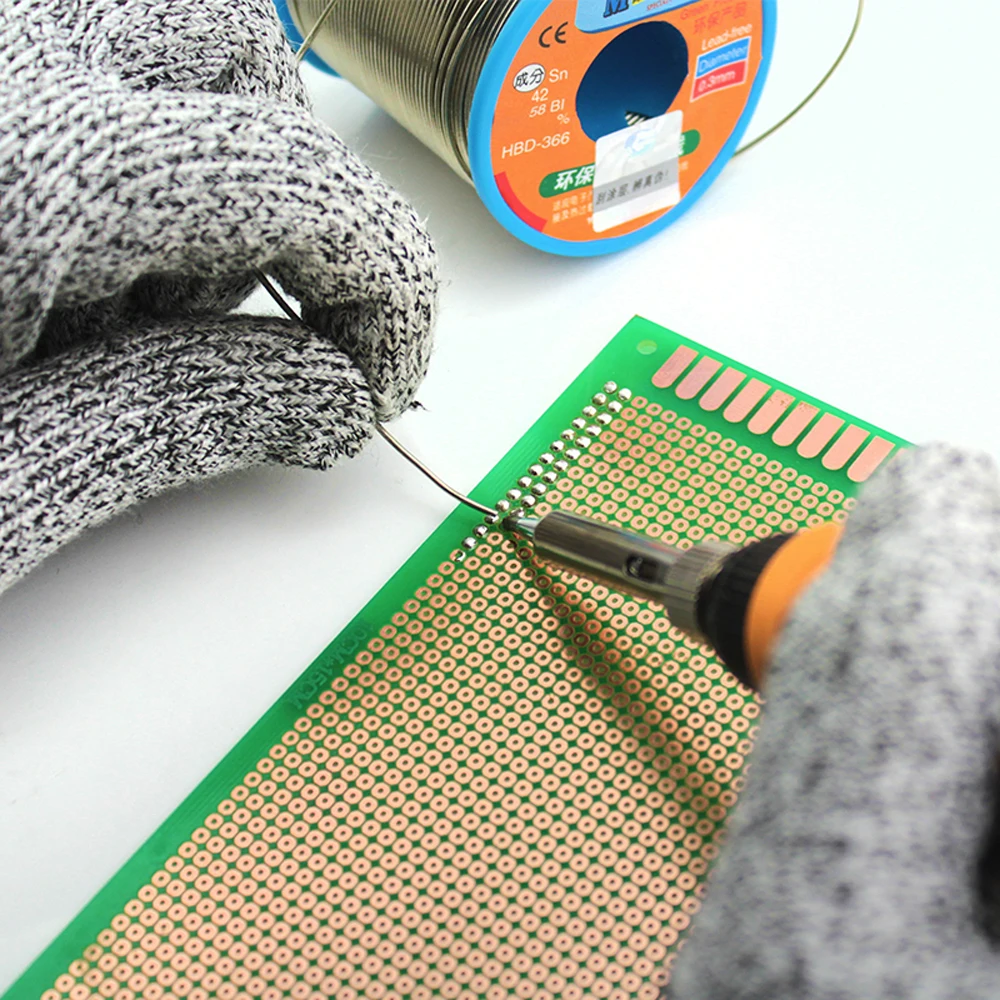
Спецы по пайке! Хэлпу прошу! Думал пропаять скрутки в коробке. Купил паяло, канифоль, припой. Зачистил провода в коробке и на облуживание потратил. полдня. И Даже облудить не получилось, не то что пропаять. Не скажу что спец великий по пайке, но опыт работы с паяльником имею, в том числе и скрутки приходилось паять, с таким не сталкивался. А тут никак: олово не липнет даже на жало паяльника (40Вт) — плавит нормально. Облудил как надо.
Пробовал уже сразу на покрытый канифолью провод припой наносить — тот же результат. Сгонял, купил пузырек — «кислота паяльная» и тоже самое.
Вот фото: обычный паяльник (Китай если че), обычная канифоль, ну и припой. Может припой левый какой, а?
Други, выручайте советом!
4 секрета пайки | ldsound.ru
Бывает так: вроде бы детали спаяны хорошо, припоя на них предостаточно, а стоит слегка потянуть пинцетом вывод какой-либо детали — и пайка разваливается. Прочная и красивая пайка — своего рода искусство, которое дается не сразу. Здесь есть свои тонкости и секреты пайки.
Во-первых, жало паяльника на конце должно быть всегда облужено. Если же оно покрыто окалиной, припой будет плавиться, но к жалу не прилипнет. Паять таким паяльником нельзя. Чтобы облудить жало, надо зачистить его напильником или наждачной бумагой. Лучше перед этим слегка расклепать жало на наковальне или стальной плите легкими ударами молотка. Образовавшийся “наклеп” увеличивает прочность жала и замедляет образование раковин. Включите нагрев паяльника и периодически дотрагивайтесь до куска канифоли. Когда канифоль начнет плавиться, она покроет жало сплошным слоем. Подождите немного, чтобы паяльник нагрелся еще сильнее, и дотроньтесь до кусочка припоя. Если температура жала достаточна, припой расплавится и покроет жало тонким слоем. Периодически повторяйте эту операцию по мере износа конца жала.
Во-вторых, качество пайки сильно зависит от температуры жала. Недостаточно горячий паяльник превращает припой в кашицу, которая не дает прочного соединения, а с перегретого паяльника припой скатывается. Признаком достаточного нагрева паяльника являются вскипание канифоли и обильное выделение пара при соприкосновении ее с паяльником. Нормально нагретое жало хорошо плавит припой и почти не покрывается окалиной.
В-третьих, размеры и форма жала паяльника, а также температура его нагрева должны соответствовать размерам спаиваемых деталей и температуре плавления припоя. Поскольку в практике радиолюбителя встречается большое разнообразие паяльных работ, желательно использовать несколько типов (хотя бы два) паяльников с жалами различной формы и размеров.
Для пайки крупных деталей лучше использовать паяльник мощностью 60-100 Вт. Малогабаритные детали и интегральные микросхемы хорошо паяются 25-ваттным низковольтным паяльником (5-12 В), питаемым через понижающий трансформатор.
Нагреватели всех паяльников рассчитаны на нагрев до номинальной температуры при пониженном напряжении сети. При нормальном напряжении и длительной работе паяльники перегреваются, поэтому их желательно включать через устройства, позволяющие регулировать температуру жала (например, лабораторный автотрансформатор — ЛАТР).
В-четвертых, для пайки радиодеталей применяйте легкоплавкий припой ПОС-61 (температура плавления 190°С) или, в крайнем случае — ПОС-40 (Шл=235°С). В качестве флюса (вещества, которое защищает поверхность металла и припоя от окисления и обеспечивает смачиваемость места пайки) используется твердая канифоль или раствор канифоли в спирте. Ни в коем случае нельзя применять кислотный флюс (хлористый цинк), так как он разъедает выводы деталей.
Прежде чем припаивать вывод детали, его нужно облудить. Делают это так. Вывод зачищают надфилем, наждачной бумагой или ножом и, положив зачищенный вывод на кусочек канифоли, прикладывают к нему горячий паяльник. Канифоль плавится и покрывает вывод. После этого на жало паяльника набирают капельку припоя, кладут вывод детали на дощечку и проводят паяльником по выводу, поворачивая деталь. Вывод покрывается тонким слоем припоя. Облуживание следует производить быстро, чтобы не перегреть деталь. Особенно осторожно облуживайте выводы полупроводниковых приборов и конденсаторов, так как эти элементы боятся перегрева. Лучше всего вывод возле корпуса придерживать пинцетом или плоскогубцами, которые играют роль теплоотвода.
Чтобы припаять вывод одной детали к другой, их плотно прижимают друг к другу, берут жалом паяльника капельку припоя, опускают жало в канифоль и тут же прикладывают к месту пайки. Прогрев место пайки, равномерно распределяют по нему припой. При нормальном нагреве паяльника припой сам растекается по выводам. Количество припоя должно быть минимальным, тогда пайка получается аккуратной. Продолжительность пайки — не более 3 с. Теперь нужно убрать паяльник и до полного застывания припоя (около 10 с) детали нельзя шевелить.
Помните, что пайка обеспечивает хороший электрический контакт, но механическая прочность места пайки невысока. Поэтому, если прибор будет подвергаться ударам, вибрации или другим механическим воздействиям, то перед пайкой выводы деталей следует механически соединить (скрутить) между собой, как показано на рисунке.
Что делать если паяльник не плавит припой
Почему к жалу паяльника не липнет припой
Во время пайки как у специалистов, так и у новичков может возникать ситуация, когда к жалу паяльника не прилипает олово. Подобная проблема мешает проводить любые дальнейшие процедуры по спаиванию деталей и требует немедленного устранения. Причина может крыться как в самом припое, так и в жале, условиях работы, недостаточной подготовке и многих других вещах. Для того чтобы разобраться во всем этом, нужен опыт.
Основные причины
Наиболее распространенным видом припоя является оловянно-свинцовый. Температура плавления такого сплава составляет около 270 градусов Цельсия. Если паяльник разогревается до 300 градусов, этого вполне должно хватать для работы, но если жало перегревается, и его температура значительно превосходит точку плавления припоя, то на поверхности остается нагар от расходных материалов. Он не только портит внешний вид инструмента, но и мешает дальнейшей работе.
Загрязнение и окисление не даёт припою прилипать к жалу паяльника
Жала паяльников чаще всего делают из меди. При сильном перегреве этот металл больше подвержен окислению, что приводит к появлению на его поверхности пленки окислов. Тонкий слой оксида меди может быть незаметен глазу, но именно из-за его присутствия к жалу паяльника не липнет припой. Если рассматривать непосредственные причины, которые приводят к тому, что расплавленный припой не остается на жале, а просто стекает с него, то их всего три:
- загрязнение поверхности жала, которое происходит от нагара и по другим причинам;
- образования окисла, что даже при визуально чистой поверхности не дает возможности расплавленному материалу сцепиться с ней;
- высокая температура жала, которая не позволяет припою оставаться в нужном рабочем состоянии.
Как правильно подготовить инструменты к работе
Если олово не держится на жале паяльника, вполне возможно, что подготовительные операции прошли неправильно, или же они не проводились вовсе. В первую очередь при подготовке инструмент нужно залудить. Без этой процедуры даже при отсутствии окисла и загрязнения к металлу все равно не будет прилипать припой во время пайки. Лужение заключается в покрытии поверхности жала оловом. Такую же процедуру нужно провести и со спаиваемыми деталями, это улучшит качество соединения. Проходит процесс предельно просто: нужно окунуть горячее жало в олово, которое покроет его поверхность.
Если же на наконечнике имеется нагар или окислительная пленка, их нужно удалить перед лужением. Такая же процедура рекомендуется и для новых инструментов. Очистка поверхности происходит механическим способом, для которого подойдет наждачная бумага или мелкозернистый напильник. Очищать поверхность нужно тщательно, не оставляя глубоких царапин и борозд на поверхности металла. При наличии углублений и царапин именно в них будет образовываться окислительная пленка и скапливаться грязь, которые потом трудно вычистить.
Важно! Чистить паяльник нужно только после его остывания. Этот процесс лучше делать перед пайкой, а не после нее
Очистка жала паяльника от загрязнения
Когда поверхность очищена от всех налетов, на нее нужно нанести флюс. Если есть жидкая канифоль, ее наносят и на холодную поверхность с помощью кисточки или других вспомогательных предметов. При наличии флюса в твердом состоянии – жало погружают в него в момент, когда оно прогреется и достигнет нужной температуры.
Важно! Лучше сразу опустить жало в канифоль, чтобы по мере разогрева оно погружалось в ее поверхность. Это сократит вероятность окисления
Могут возникать ситуации, когда наконечник не лудится. Это очень схоже с проблемой, когда к жалу паяльника не липнет припой. Если температура жала становится значительно выше температуры плавления припоя, он просто не налипает на поверхность металла, а стекает с нее, так как находится в жидком состоянии. Ничего другого, кроме снижения температуры, здесь не поможет. Чистота поверхности и отсутствие окислительной пленки не сыграют роли, если под воздействием высокой температуры жала материал расплавляется и стекает. Если же температура будет продолжать расти, он попросту начнет испаряться.
Оптимальный вариант – когда температура жала немного выше температуры плавления или равна ей. Это обеспечивает возможность сохранить переходное состояние между твердым и жидким, которое и требуется для пайки. После перегрева жало нужно снова очищать механическим путем.
Если все сделано правильно, то припой без проблем прилипает к поверхности. Оптимальная температура позволяет ему быть в нужном состоянии, избегая комочков и жидких капель.
После очистки жало паяльника рекомендуется залудить
В случае никелевого покрытия
Владельцы инструментов с никелевым покрытием также задаются вопросом, почему припой не прилипает к жалу паяльника. Считается, что его лудить не нужно, тем более, счищать покрытие напильником или наждачной бумагой. Но со временем, после определенного срока эксплуатации, становится заметно, что и на него материал перестает липнуть. Очистка покрытия происходит в слегка разогретом состоянии. Нужно постараться стереть влажной тряпкой весь нагар. После этого порядок действий таков:
- опустить жало в канифоль, на которой будет лежать кусок припоя;
- для твердой канифоли по мере прогревания жало нужно вдавливать в материал, расплавляя область вокруг припоя, чтобы тот утонул и расплавился;
- сквозь канифоль прикоснуться жалом к припою, чтобы тот покрыл рабочую часть инструмента.
Заключение
Лучшим решением для тех случаев, когда припой не прилипает к жалу, является контроль температуры. Нельзя допускать перегрева паяльника. Своевременная очистка и правильное выполнение всех предварительных работ помогут никогда не задаваться вопросом, почему к жалу паяльника не липнет припой.
Что делать, если к жалу не прилипает припой
Начинающие радиолюбители частенько сталкиваются с трудностью, когда припой не прилипает к паяльнику. Не хочет, и все тут. В таких условиях пайка становится не просто пыткой, а настоящим истязанием нервов.
Сколько сил и терпения уходит, чтобы поймать жалом этот верткий шарик расплавленного припоя. А ведь его потом необходимо донести до детали. А если жало инструмента не плоское? Как быть тогда? А всего-то и нужно тщательно подготовить его к работе.
Основные причины
Оловянно-свинцовый (самый распространенный) припой плавится при температуре 250-300 ℃, и такой температуры вполне достаточно для работы.Если в какой-то момент жало разогреется сильнее, то и припой и флюс, находящиеся на нем, могут просто сгореть, оставляя неприглядные следы своего присутствия.
Вдобавок медь, из которой изготовлено жало, от перегрева начнет окисляться и на поверхности появится тончайшая пленка оксида меди. Из-за нее и не прилипает припой, да и оставшийся на жале «шлак» совсем не прибавит «липучести».
Итак, основных причин того, что припой не прилипает или не держится, две. Первая – загрязнение жала, вторая – окисление. Если их устранить, то работа пойдет, как по маслу.
Правильная подготовка к работе
Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал.Лужением называется покрытие поверхности тонким слоем олова.
Кстати, точно также готовят к пайке детали. Как же облудить паяльник? Да очень просто. Только залудить надо не весь инструмент, а лишь его жало.
Сначала необходимо очистить его механическим способом. Для этого подойдет напильник или наждачная бумага. Чистить нужно тщательно, не оставляя бороздок и царапин, в которых могла бы остаться окисная пленка. Конечно, паяльник при этом должен быть холодным.
После тщательной очистки, надо покрыть рабочую поверхность слоем флюса. Если используется жидкий состав, то он сразу же после очистки наносится кисточкой, если используется твердая канифоль, то паяльник необходимо погружать в нее по мере нагрева жала.
Не надо ждать, когда паяльник нагреется, потому что на воздухе неизбежно образуется оксидная пленка, которая опять помешает припою прилипать. Перегрев –причина того, что медный наконечник не лудится.
После того, как паяльник разогреется до нужной температуры, жалом надо прикоснуться к припою и потереть. Можно растереть припой при помощи щепки из твердого дерева – березы или дуба. При этом нельзя допускать перегрева паяльника.
К правильно облуженному паяльнику припой отлично прилипает и не лежит на нем комками или каплями. Он равномерно покрывает медный наконечник и спокойно покидает его, когда нужно.
В случае никелевого покрытия
Часто для пайки используются паяльники с так называемым «вечным жалом», покрытым тонким слоем никеля. Почему-то считается, что оно не лудится. В самом деле, кому придет в голову счищать наждачкой никелевое покрытие?
Тем не менее, приходит время и становится заметно, что припой-то не держится! В лучшем случае прилипает маленькими каплями. И что же делать? Ответ тот же – лудить!
Причина часто заключается в том, что жало грязное. Для начала все же стоит убедиться, что никелевое покрытие не повреждено.После этого нужно убрать нагар. Сделать это можно на слегка нагретом паяльнике влажной тряпкой, сложенной в несколько слоев.
Дальнейшие действия такие:
- сразу после удаления нагара жало необходимо опустить в баночку с канифолью, в которой предварительно поместили кусочек припоя;
- паяльником необходимо расплавлять канифоль вокруг припоя, чтобы тот утонул;
- под слоем жидкой горячей канифоли прикоснуться к припою. Он тут же покроет всю рабочую поверхность жала.
Лучшим способом избежать ситуации, когда припой не прилипает, является недопустимость перегрева жала.
Профилактика всегда была самым действенным средством. Если нет возможности приобрести инструмент с регулировкой температуры, можно приобрести диммируемый регулятор напряжения или изготовить его самостоятельно. Если следить за температурой нагрева, то лудить паяльник придется гораздо реже.
Почему олово не прилипает к паяльнику и что делать?
Нередко у тех, кто не имеет большого опыта работы с паяльником, возникает ситуация, когда не получается захватить припой на так называемое жало этого электроинструмента. Можно потратить массу времени, усилий и нервов, но так и не добиться нужного результата, не говоря уже о том, чтобы выполнить качественную пайку. При возникновении такой ситуации не стоит думать, что вам попался бракованный инструмент. Если выполнить лужение паяльника, то он будет исправно вам служить, не доставляя неприятных моментов в процессе пайки.
Основные причины
При пайке чаще всего используется припой из свинца и олова. Он имеется температуру плавления 240-300°C. Хорошо плавящийся припой не скатывается с рабочей поверхности паяльника, им легко работать.
Случается так, что олово не прилипает к паяльнику, и сколько бы вы ни старались, жало электроприбора не берет на себя этот материал, необходимый для пайки.
Причин, по которым олово не пристает к паяльнику, может быть несколько.
- Если в процессе пайки рабочая поверхность сильно разогревается, то припой или флюс сгорают на нем, оставляя после себя загрязнения. При повторном использовании электроинструмента он уже не плавит припой, так как шарик олова просто не липнет к жалу электроинструмента.
- Рабочая поверхность у паяльника медная, во время нагрева она окисляется, образуя оксидную пленку. Если периодически не приводить инструмент в порядок или использовать его на слишком высоких диапазонах температур, то припой не держится.
Это две основные причины, и если вы их устраните, ваш паяльник сможет вновь нормально работать.
Устранение проблемы
Работа с паяльником только на первый взгляд кажется простой. На самом деле, чтобы делать пайку, необходимо уметь правильно им пользоваться.
Новый пальник, а точнее – его жало перед началом работы потребуется облудить.
Процесс выполняется в следующей последовательности.
- Жало паяльника зачищают механическим путем, для этого применяют обычный наждак или крупнозернистую наждачную бумагу. Зачищать поверхность жала нужно капитально, но аккуратно, важно не оставлять после чистки глубоких царапин, так как в них будет появляться оксидная пленка при разогреве меди. Работу выполняют на холодном электроинструменте без подключения его к электросети.
- Следующим этапом потребуется покрыть жало паяльника тонким слоем флюса. Флюс в жидком состоянии наносят обычной кисточкой, а если применяется канифоль, тогда в нее утопляют жало, разогревая его. Важно не разогреть жало до погружения его в канифоль, так как при нагреве на открытом воздухе у меди снова образуется пленка оксида меди, которая вновь воспрепятствует прилипанию припоя.
- Далее, паяльник разогревают до необходимой температуры и подносят к припою. Теперь конец жала надо потереть о припой. Сделать это будет проще, если олово растереть по поверхности из жаростойкого материала. Обычно для растирания пользуются деревянной березовой или дубовой щепкой. В этом процессе главное – это не перегреть жало паяльника, так как перегрев является еще одной причиной, по которой к жалу не липнет припой.
Если все этапы выполнить правильно, то после лужения ваш паяльник станет хорошо набирать на жало олово, а припой не будет собираться каплями или комками.
Напротив, он будет равномерно покрывать наконечник жала и в процессе пайки хорошо отходить от него. Существуют паяльники, у которых жало покрыто небольшим слоем никеля.
Новый инструмент работает исправно и не требует лужения, но спустя время припой перестает держаться на жале или собирается комками.
Такая ситуация чаще всего возникает, если жало паяльника загрязнено, тогда достаточно вычистить жало и устранить старый нагар. Но бывает и так, что местами слой никеля повреждается, и тогда придется выполнить процесс лужения, убирая оставшийся никель. Чтобы ваш паяльник служил исправно, важно содержать его в рабочем состоянии, своевременно удаляя нагар. Для этого паяльник немного нагревают и протирают его плотной тканью, смоченной в воде. Залудить никелированный паяльник после удаления нагара можно следующим образом:
- разогретое жало помещают в банку, где рядом с канифолью лежит немного олова, при этом канифоль окружает олово;
- паяльник расплавляет вокруг припоя канифоль, в это время припой тонет в канифоли;
- проходя под слоем канифоли, нужно попасть к припою – состав сразу же окутает жало паяльника.
После такой процедуры паяльник вновь станет работать, исправно набирая припой.
Во избежание появления нагара рекомендуется покупать паяльник с регулируемой температурной шкалой или пользоваться диммером для регуляции мощности напряжения.
Рекомендации
Обычный паяльник рассчитан на то, чтобы нагревать жало до 350-400°С, тогда как у обычного припоя марки 60/40 рабочий диапазон температур составляет не более 300°С. По этой причине важно правильно выбирать температуру нагрева паяльника, чтобы избежать появление нагара. Чтобы паяльник служил долго, требуется внимательно относиться к его состоянию. Нельзя допускать загрязнений, но и при чистке нужно стараться не оставлять на поверхности жала глубокие борозды царапин.
Процесс паяния чаще всего выполняют припоем, который на 40% состоит из свинца и на 60% из олова. Следует знать, что с таким составом работают при разогреве жала не выше 180°С. Если не соблюдать такой температурный режим, припой будет сгорать, спайки у вас не получится. Чтобы спаять две детали, их нужно предварительно зачистить от окислительной пленки. В области пайки для лучшего сцепления детали прогревают более высокой температурой, чем температура плавки припоя.
Чтобы исключить появления оксидной пленки, используют флюс.
Когда под жалом паяльника припой начал расплавляться, следует набирать его нетолстым слоем и выполнять паяльные работы. После пайки жало протирают о влажную ткань, удаляя нагар. Такое очищение нужно делать постоянно и взять это себе за правило.
Во время работы держать электроинструмент нужно таким образом, чтобы получилась наибольшая площадь контакта его с деталью. В этом случае площадь прогрева у детали возрастает, а значит, спаечный шов будет крепче. Если прогрева деталей не будет, спайка может не образоваться. Так бывает, когда работу выполняют, используя только самый кончик жала паяльника.
Что делать, если припой не прилипает, смотрите далее.
Проблемы с паяльником, почему они возникают и как их решать?
Разбираем какие проблемы могут быть с паяльником
Почему дымиться, если новый ?
Ситуация: актуальный вопрос, который чаще всего интересует начинающих радиолюбителей. Если Вы новичок и после долгих раздумий решили приобрести понравившийся инструмент для долгожданной пайки, распаковали его и в предвкушении включаете электрический паяльник в 220 В, а он начинает разогреваться и в какой-то момент времени начинает дымить. А попутно от него еще и идет довольно неприятный запах гари. И в какой-то момент он начал плохо паять: не плавит припой, не цепляет его на жало и вообще ведет себя плохо. Это вообще нормально? Что делать, когда возникают подобные ситуации и стоит ли с этим вообще что-то делать?
Продали брак? Неисправен и при первом же включении начинает гореть?
Ответ: на самом деле ничего страшного не происходит. Просто производитель наносит специальное масло, которое предотвращает образованию коррозии на металлических частях. Благодаря этому, обеспечивается длительное хранение на складе. Не страшна высокая влажность, низкие или высокие температуры и прочие неблагоприятные погодные условия.
При первом включении любые паяльники будут дымить, потому что необходимо некоторое время для того, чтобы это масло выгорело. Когда оно испарится, инструмент будет готов к работе.
Почему припой не прилипает ?
Ситуация: вы довольно долго часто паяете, по работе или дома возитесь с электронными схемами, но в какой-то момент времени олово стало плохо приставать к жалу, а потом и вовсе перестало прилипать к нему. В чем же проблема и как ее решить?
Ответ: с такой ситуацией неоднократно сталкиваются многие радиолюбители. Даже современные необгораемые жала могут со временем обгореть. Не говоря уже о старых медных, которые используются в советских паяльниках. И так, разберемся с данным вопросом:
- Если вы используете старый паяльник с медным сменным жалом, и к нему перестал липнуть расходник, его необходимо зачистить напильником или наждачной бумагой. После этого включается в сеть, и когда нагреется до температуры плавления сосновой канифоли, собственно в нее оно и опускается. Это позволяет эффективно убрать оксидную пленку с поверхности. Когда начнется испарение, с легким дымком, настало время нанести на него припой. Теперь он уже станет хорошо держаться. Когда покроется все жало — уберите излишки с помощью целлюлозной губки. После этого процедуру повторить. Операцию можно повторить несколько раз для закрепления эффекта.
- Если у вас современная модель с необгораемым жалом, пришедшим в негодность — рекомендуем заменить. Ну а если не получиться, а запаять нужно срочно — его необходимо залудить так же, как и в предыдущем примере. Хотя стоит отметить, что производитель не рекомендует точить жало, так как при заточке вы повредите специальный необгораемый слой. Но как аварийную меру и его можно заточить и облудить аналогично медному Вот только период эксплуатации довольно быстро сократится.
- Для того, чтобы жало прослужило долго, особенно с покрытием, его необходимо периодически обслуживать способом, указанным выше и всегда оставлять на кончике немного олова. Точнее — оно должно быть покрыто тонким слоем. Соблюдая эти простые правила, вы сможете значительно продлить срок службы. Ну и конечно не стоит устройство перегревать.
Почему не греется?
Ситуация: плохо греется, долго или не нагревается до необходимой для пайки температуры.
- С вероятностью в 99% у вашего верного помощника испортился такой аксессуар для пайки как нагревательный элемент. Что в таком случае необходимо сделать? Да просто заменить его. Современный паяльник позволяет сделать это довольно просто — разбираете, удаляете старый тэн, купить новый в Украине не проблема и просто заменяете его. Современные керамические нагреватели не подлежат ремонту.
- У вас старинный, древний советский паяльник, у которого в качестве тэна выступает нихромовая нить, намотанная на медный стержень; если проволока рвется или перегорает, возникает смысл заменить и перемотать. При этом, если спираль становиться короче, ее сопротивление, а соответственно и мощность падает. И вообще не факт, что стоит тратить на это усилия.
- Также недостаточный нагрев может возникнуть из-за плохого контакта между жалом и нагревательным элементом. Данная проблема решается очень просто — проверьте контакт, подтяните винтики отверткой, закрепите их, в общем, все части должны плотно прилегать друг к другу.
Почему не работает ?
Ситуация: тупо не греет и вообще не подает признаки жизни.
Решение: Для начала прозвоните провод, возможно электрический кабель перегнулся и переломился, или же он может быть оборван. Ну и не помешает проверить тэн, который так же может со временем выйти их строя.
Конечно банальная, мало вероятная, но теоретически возможная ситуация – в доме или квартире нет света и на тэн не подается напряжение. Опять же поможет мультиметр для домашнего применения, самый простенький стоит буквально как килограмм мяса, но поверьте нашему опыту, если не нарушать условия эксплуатации, даже дешевый цифровой тестер прослужит Вам не один год.
Ну, вот и все, самые распространённые проблемы, которые могут возникнуть с вашим паяльным инструментом. В чем причина и как с этим бороться вы теперь знаете, так что столкнувшись с подобными ситуациями вы не растеряетесь.
Почему припой не липнет к паяльнику
Не прилипает к паяльнику припой? Это проблема не только новичков, но и специалистов с опытом. Единственного универсального преодоления этого препятствия в работе нет. Причины такого неудобства, как и способы его устранения могут быть различными. Ограничимся кратким их перечислением. А попавший в подобную ситуацию мастер уже самостоятельно подберет способ, подходящий к его случаю.
Возможные причины отсутствия прилипания припоя:
- грязное жало паяльника;
- грязная канифоль;
- перегрев или недостаточный прогрев рабочей части паяльника;
- плохое качество припоя;
- отсутствие флюса при пайке;
- неправильно подобран флюс и припой;
- пайка на улице, на сквозняке;
- отсутствие прогрева металлического изделия перед пайкой;
- случайное касание горячим жалом какого-либо пластика;
- нагар и химические окислы на поверхности жала;
- недостаточная концентрация самостоятельно приготовленных жидких флюсов;
- малая мощность паяльника.
Для механической зачистки медного жала подойдет любое народное средство:
- нож, скальпель;
- напильник, надфиль;
- наждачная бумага, полировальная шкурка;
- металлическая щетка;
- швейная игла;
- насадка для бормашины.
Для очистки от нагара подойдут:
Списки не полные, можно экспериментировать.
Чтобы хорошо залудилось медное жало надо удалить окислы с его поверхности. Этот химический способ очистки хорошо выполняется со средством «Оксидал». Разогретое жало просто помещается в него и меняет свой вид буквально на глазах. После чистки паяльник протирается влажной губкой или поролоном.
Полезной является легкая проковка съемного медного жала. Металл будет плотнее, что замедлит и уменьшит процесс его обгорания.
Жало рабочего паяльника не обязательно изготавливается медным. Все чаще производители предлагают варианты паяльников, в которых используется необгораемое «вечное» жало. Его чистка от грязи, излишков припоя и нагара исключает классические варианты с применением напильника и наждачной бумаги. Чистка возможна двумя способами:
- специальной губкой, именно для этого и предназначенной;
- латунной стружкой – жало становится идеальным после нескольких маканий в емкость с ней.
Экономный вариант предусматривает замену специальной губки на посудную из целлюлозы, а стружки латуни – на густую и плотную кухонную металлическую (в идеале – медную) мочалку.
Для регулировки мощности и, соответственно, температуры рабочей части жала паяльник подключается через лабораторный автотрансформатор. Без него можно поэкспериментировать со сменными жалами разной длины. Чем оно длиннее, тем ниже температура на его конце. И наоборот.
Иногда избежать проблем с прилипанием припоя помогает активатор для жала. Эта смесь без свинца и галогенов по своим заявленным характеристикам защищает и продлевает жизнь жалу, а также восстанавливает его смачиваемость материалом припоя. Обратите внимание – активатор не гарантирует очистки жала, а защищает его поверхность от образования вредных окислов и нагара.
Если производитель решил сэкономить и умышленно завысил процентную долю свинца – имеем более тугоплавкий припой с низкой текучестью, а возможно и не пригодный для пайки.
Устранив препятствие и окончив пайку не забудьте, что жало паяльника после работы обязательно должно быть очищено и залужено. Чистый и ухоженный, всегда готовый к применению инструмент – лицо мастера.
Теперь олово хорошо прилипает к паяльнику и легко плавится | Сварка и Пайка
Если олово не прилипает к жалу паяльника, то многие почему-то начинают думать, что им попался некачественный или бракованный инструмент. На самом же деле проблема кроется в других причинах.
Часто это либо неподходящий припой, который предназначен для высокотемпературной пайки, либо же отсутствие лужения жала. Также причиной могут быть и ошибки самого пайщика при выполнении работ.
Например, когда паяльник оставляется без присмотра и сильно перегревается. В результате этого флюс выгорает, а медь начинает быстро окисляться. На жале паяльника образуется нагар, к которому припой никогда не прилипнет.
Советы при работе с паяльником
Благодаря этим советам исчезнут основные проблемы в пайке:
- Никогда не следует перегревать паяльник и оставлять его включённым в сеть без работы;
- Всегда нужно смачивать жало паяльника канифолью. Слой канифоли не дает меди окислиться, а жалу выгореть;
- После пайки рекомендуется вытирать жало паяльника о деревянный брусок. Так можно легко избавиться от следов флюса с припоем, а также от образовавшегося нагара в процессе пайки.
Таким образом, придерживаясь всех вышеперечисленных советов, можно избавить себя от многих проблем при работе с электрическим паяльником . Ну а если жало уже успело обгореть на воздухе и покрыться оксидной пленкой, то ничего другого не остается, как заново осуществить лужение паяльника.
Правильное лужение жала паяльника
Итак, лужение паяльника, это покрытие медного жала тончайшим слоем олова. Лудить нужно не только жало паяльника, но и сами детали перед пайкой. Процесс этот несложный и делается он всего лишь за несколько шагов.
В первую очередь нужно механическим путем удалить нагар с жала паяльника, чтобы добраться до медной поверхности. Для этого можно использовать мелкозернистую наждачную бумагу или тоненький напильник. Важно при зачистке жала оставлять ровную и гладкую поверхность, без слишком глубоких борозд и царапин.
После механической очистки нужно обязательно нанести на поверхность жала канифоль. Если используется твёрдая сосновая канифоль, то жало нужно разогревать в ней, а не дожидаться пока паяльник прогреется. В том случае если для лужения жала паяльника используется жидкий флюс , то его следует наносить с помощью небольшой кисточки.
Погрузив жало паяльника в канифоль и дождавшись пока она расплавится, нужно прикоснуться к припою. Как правило, если поверхность жала хорошо зачищена и обильно смазана канифолью, олово тут же расплавится, растечётся и хорошо прилипнет к поверхности. Можно слегка растереть припой о дощечку или металлическую поверхность.
Если паяльник облужен правильно, то припой не стекает и не держится на поверхности жала каплями. При поднесении наконечника к заготовке олово хорошо отделяется и не стекает брызгами вниз.
Вам также может понравиться:
|
главная основы элементы примеры расчетов любительская технология общая схемотехника радиоприем конструкции для дома и быта связная аппаратура телевидение справочные данные измерения обзор радиолюбительских схем в журналах обратная связь реклама
|
что такое электрический ток подготовка рабочего места техника безопасности немного о пайке
ЧЕТЫРЕ СЕКРЕТА ПАЙКИ «Неужели даже в таком деле, как пайка
деталей, есть секреты?» — спросите вы. Чего
проще — нагреть паяльник, взять припой и
кислоту, и паяй себе на здоровье.
Четвертый
секрет — правильное соединение
проводов при пайке и хороший прогрев места
спайки деталей. Если надо спаять концы двух
залуженных проводников, плотно прижмите их
друг к другу и к месту касания приложите
паяльник с каплей припоя на конце жала. Как
только место спайки прогреется, припой
растечется и заполнит промежутки между
проводниками. Плавным движением паяльника
распределите припой равномерно по всему
месту спайки. Продолжительность пайки не
должна превышать 5 с, после чего паяльник
удаляют — припой быстро затвердеет и прочно
скрепит детали. Но пайка будет прочной
только в том случае, если после удаления
паяльника проводники не сдвинутся в
течение 10 с. ПОС-90 - температура плавления 222 градусов Цельсия, прочность при растяжении 4,3 кГ х мм. кв., используется для пайки деталей или узлов с последующим серебрением или золочением. Состав: Олово — 90 %, Сурьма - 0,15%, Свинец — остальное. ПОС-60 — температура плавления 190 градусов Цельсия, прочность при растяжении 4,1 кГ х мм.кв., используется для пайки высоко ответственных соединений, в том числе и в радиотехнике. Состав: Олово — 60%, Сурьма — 0,8%, Свинец - остальное. ПОС-50 — температура плавления — 222 градуса Цельсия, прочность на разрыв — 3,6 кГ х мм. кв., используется для пайки ответственных деталей, когда допустим более высокий нагрев. Состав: Олово — 50%, Сурьма — 0,8%, Свинец — остальное. ПОС-40 — температура плавления — 235 градусов Цельсия, прочность на разрыв — 3,2 кГ х мм. кв., используется для пайки менее ответственных токопроводящих деталей. Состав: Олово — 40%, Сурьма — 2%, Свинец — остальное. ПОС-30 — температура плавления — 256 градусов Цельсия, прочность на разрыв — 3,3 кГ х мм. кв., используется для лужения и пайки менее ответственных и механических деталей из меди, ее сплавов и стали. Состав: Олово — 30%, Сурьма — 2%, Свинец — остальное. ПОС-18 — температура плавления — 277 градусов Цельсия, прочность на разрыв — 2,8 кГ х мм. кв., используется для пайки при пониженных требованиях к прочности шва, а также для лужения перед пайкой. Состав: Олово — 18%, Сурьма — 2,5%, Свинец — остальное. ПОС-4-6
— температура
плавления — 265 градусов Цельсия, прочность на разрыв — 5,8 кГ х мм.
кв., используется для пайки с погружением в ванну с расплавленным
припоем. Состав: Олово 4%, Сурьма — 6%, Свинец — остальное. |
Новое жало паяльника становится черным, припой не прилипает
Как указано в комментариях и другом ответе, вам нужно очистить наконечник.
Есть два варианта чистки, в зависимости от того, что у вас есть или что прилагается к утюгу.
- Губка из прессованной целлюлозы, смоченная водой. Вы хотите, чтобы он был влажным, но не насквозь мокрым. Если он намокнет, он просто охладит кончик и не поможет его очистить. Если он высохнет, губка пригорит, и на кончик будет больше мусора.
Изображение отсюда
- A Губка для чистки латунной проволоки. Это , а не , как стальная вата. Стальная вата — это абразив, который повредит наконечник (как и наждачная бумага). Наконечники внутри сделаны из меди, которая отлично подходит для теплопередачи, но будет повреждена / растворена оловом в припое. Чтобы жало работало, на него нанесено покрытие из железа, которое выдержит процесс пайки и является ключом к обеспечению возможности использования жала.Это покрытие тонкое, и его можно легко повредить абразивными материалами или царапинами. Губки из латунной проволоки не абразивные, они похожи на чистящие салфетки, которые люди иногда используют для мытья посуды. Выглядят они так:
Изображение отсюда
В обоих случаях вам нужно сделать то же самое, просто провести кончиком по губке несколько раз (может потребоваться всего пара, может потребоваться дюжина, в зависимости от того, сколько грота там) на каком-то носителе. темп (действительно, как мытье посуды).Вы должны увидеть, как кончик станет блестящим и серебристым. Как только это произойдет, нанесите немного припоя, а затем снова протрите губкой. Наконец, нанесите еще немного припоя (залудите наконечник), когда он не используется.
Так почему же это произошло так быстро? Я могу придумать несколько причин:
На наконечнике было какое-то покрытие, чтобы защитить его от долгого хранения на полке. Не уверен, будет ли это сделано — если бы это было лужением, этого должно быть достаточно, но никогда не знаешь.
Если это не терморегулируемый утюг, то кто знает, при какой температуре находится наконечник — в идеале она должна быть около 360-380 ° C, но неконтролируемые могут быть где угодно, даже до 450 + ° C. .Более высокая температура заставит насадку окисляться от вещей в воздухе намного быстрее. Надеюсь, вы сможете очистить его губкой. После очистки всегда оставляйте его
Помощь в пайке для начинающих — шарики припоя / не разжижаются и жала паяльника чернеют
Очень расстроен !! Недавно увлекся электроникой и просмотрел много видео о пайке и правильной технике. Начал с утюга из этого комплекта:
https: // www.amazon.ca/gp/product/B0009Z3JJA/ref=ppx_yo_dt_b_asin_title_o02_s00?ie=UTF8&psc=1
Это не переменная температура, просто подключите и используйте. Так что я дождался, пока он нагреется, залудил наконечник припоем и использовал, как я видел во всех просмотренных видео, чистя его влажной губкой после каждых нескольких припоев. Я подумал, что, может быть, я оставил утюг включенным слишком долго, так как наконечник почернел, и припой не расплавился при контакте с наконечником железа. Я счищаю его на влажной губке, и он начинает выглядеть лучше, но я все еще не могу его покрыть лаком.Итак, я следую инструкциям в этом видео:
Я покупаю этот флюс: https://www.amazon.ca/gp/product/B01EYJJEEK/ref=ppx_yo_dt_b_asin_title_o01_s00?ie=UTF8&psc=1
Нагрейте мой утюг и погрузите его во флюс, но припой все равно не прилипнет к наконечнику, он просто как бы клубится, если я поднесу его к краю покрытой части утюга (край, противоположный кончик). Я думаю, хорошо, может быть, он перегорел или что-то в этом роде, потому что я слишком долго оставил его включенным, также он был частью комплекта за 20 долларов, так что, возможно, это был просто кусок дерьма.
Итак, я покупаю этого парня здесь:
Переменный нагрев, я проверял руководство, в котором говорится, что нужно нагревать его чуть выше 4-го уровня примерно до 700 градусов для бессвинцового припоя. Нагреваю там, где велит, и жду, банит, и все хорошо и красиво. Я начинаю использовать его, на этот раз очищая между каждым припоем, потому что я стараюсь быть очень хорошим, чтобы не испортить его, но после 28 пайков он перестает работать
Я не могу залудить его, даже пытаясь окунуть во флюс.Припой совсем не разжижается.
Станция поставляется с двумя наконечниками, левый — тот, который я использовал, но он больше не работает, справа — то, как он выглядел раньше: https://i.imgur.com/0o1Z2Vz.png
Это наконечник моего первого утюга, который перестал работать:
View post on imgur.com https://i.imgur.com/tGIWY87.pngПять причин, по которым ваш припой не прилипает — Welding Mastermind
Пайка — это процесс, который позволяет соединить или сплавить два металлических объекта вместе с помощью тепла, горячего утюга и металлического сплава, изготовленного из свинца и олова. как припой.Этот метод обычно используется в инженерных и электронных профессиях для создания и ремонта изделий. К сожалению, этот процесс и продуктивность работы могут быть серьезно затруднены, если вы обнаружите, что припой не прилипает.
Существует пять основных причин, по которым припой может не прилипать к металлу. Как правило, проблемы связаны с недостатком тепла, грязным оборудованием или материалом продукта, что в конечном итоге может быть связано с плохой техникой. К счастью, эти проблемы можно легко и быстро исправить, выполнив несколько простых шагов.
В этой статье не только подробно обсуждаются пять основных причин, по которым припой может не прилипать к материалу, но также будут предложены решения или альтернативы, чтобы эти проблемы не снижали производительность. Вы можете быстро вернуться к своему проекту. Также будут обсуждены другие потенциальные проблемы пайки и основные части оборудования, необходимые для простой пайки.
5 основных причин, по которым ваш припой не прилипает
Нет ничего более неприятного в процессе пайки, чем расплавить припой над проектом и обнаружить, что он не сплавляется и не прилипает.
Пайка — это обычно простой процесс, который дает максимальные результаты, аналогичные сварке, без почти такого же объема работы. К сожалению, этот процесс может стать трудоемким и расточительным, если припой снова и снова не прилипает.
Прежде чем безуспешно пытаться снова, прочтите эти 5 основных причин, по которым ваш припой может не прилипать, чтобы определить, применимы ли они к вашей ситуации.
Паяльное жало окислилось
Паяльник играет первостепенную роль в процессе пайки, и если он неисправен, припой может даже не расплавиться, не говоря уже о прилипании.Если наконечник припоя окислился, это предотвратит прилипание чего-либо.
IssueЕсли вы заметили, что кончик вашего паяльника черный, значит, он окислился и не сможет нормально работать с этой техникой. Окисление паяльного жала обычно происходит, когда паяльник остается включенным, а жало остается открытым в течение длительного периода времени.
РазрешениеЧтобы решить эту проблему, вам нужно очистить жало паяльника.Сначала включите утюг на обычный рабочий диапазон около 300 ° C. Как только он достаточно нагреется, вам нужно нанести на наконечник припой цвета флюса и подождать, пока тепло активирует флюс. Это вызовет химическую реакцию, которая удалит любое легкое окисление с помощью латунной ваты или специальных чистящих средств, нанесенных на наконечник.
ПредотвращениеРекомендуется всякий раз, когда вы кладете паяльник вниз, покрывать жало небольшим количеством припоя, чтобы исключить его воздействие на воздух во время работы.Также полезно удерживать припой на наконечнике во время нагрева паяльника, чтобы обеспечить покрытие. Он достигает рабочих температур и имеет минимальное воздействие на воздух при высоких температурах.
Грязные или окисленные детали
Наконечник паяльника — не единственное, что необходимо очищать и не подвергать окислению. Ваши рабочие материалы тоже должны быть.
IssueЕсли металл, с которым вы работаете, загрязнен или покрыт окисью, припой не прилипнет к нему должным образом.В своих попытках прилипнуть к металлу, он будет прилипать к тому, чем он покрыт, предотвращая прилипание припоя к самому металлу.
РазрешениеЕсли вы пытаетесь припаять старый кусок металла, скорее всего, сначала потребуется его основательная очистка. Использование сильного флюса должно достаточно очистить металл для пайки. Медные детали, как правило, быстро окисляются на воздухе, поэтому их можно легко очистить розовыми ластиками, чтобы слегка отшлифовать их перед пайкой.
ПрофилактикаПравильное хранение рабочих материалов поможет гарантировать, что они чистые и не будут быстро окисляться. Для старых материалов это может быть неизбежно. Тем не менее, материалы, такие как медь, можно хранить в рабочих условиях, если они не подвергаются воздействию открытого воздуха в течение продолжительных периодов времени. Чистая медь имеет свойство окисляться за одну-две недели постоянного воздействия. Если вы не хотите постоянно чистить свои материалы, возможно, избегайте таких материалов, как медь, которые, как правило, требуют более частого ухода.
Паяльник недостаточно горячий
Если припой недостаточно горячий, он не расплавится и не пристанет к желаемому металлу. Эта проблема обычно возникает из-за того, что паяльник настроен на неправильную температуру или мощность самого паяльника слишком мала для используемого размера припоя.
IssueМаленькие паяльные чипы лучше всего сочетать с паяльником на 25 Вт, тогда как для обычных материалов, таких как провода или разъемы 16 калибра или больше, потребуется утюг на 25–30 Вт.
РазрешениеЕсли вы заметили, что припой не прилипает, проверьте материал припоя и сравните его с мощностью вашего паяльника. Вы можете обнаружить, что утюг не подходит для работы с точки зрения мощности и его нужно заменить на другой.
ПрофилактикаПомните о проекте, который вы пытаетесь осуществить, и о том, какие материалы необходимы для его успеха. Прежде чем покупать паяльные провода большего размера, убедитесь, что у вас есть паяльник, который нагревается до температуры, достаточной для расплавления припоя и его прилипания к металлу.
Металл недостаточно горячий
Пайка чувствительна к температуре. Металл должен быть достаточно горячим, чтобы расплавить металл. В противном случае он не будет прилипать должным образом.
IssueДля пайки вам нужно приложить жало паяльника к расплаву, а затем использовать это тепло, чтобы расплавить припой сверху. Если температура поверхности металла недостаточно высока, припой не будет плавиться должным образом и не прилипнет к металлу. Само утюг может быть достаточно горячим, чтобы расплавить припой, но если металл недостаточно горячий, припой не прилипнет.
РазрешениеПрижмите паяльник к металлу в течение длительного времени, пока он не нагреется до температуры, достаточной для расплавления припоя и его прилипания к металлу. Вы также можете использовать пропановую горелку для нагрева металла снаружи, с которым вы работаете, в зависимости от его размера и типа металла.
ПредотвращениеПрежде чем даже пытаться добавить припой к металлу, убедитесь, что вы правильно его нагрели. Маленькие металлические детали потребуют паяльника меньшей мощности и нагреваются всего за несколько секунд, в то время как для больших деталей потребуется больше времени.
В конечном итоге количество времени, необходимое для нагрева металла, будет зависеть от размера, температуры и мощности железа.
Плохая техника
Если вы хотите паять эффективно, не позволяйте припою оседать на паяльнике, а затем переносить его на стык. Если вы сделаете это, вы сожжете флюс из припоя и не сможете эффективно прикрепить его к металлам.
IssueФлюс помогает удалить окисление с металлов, которое часто происходит при температурах пайки.Как было показано в предыдущих выпусках, пайка невозможна при окислении оборудования или материалов, поэтому очень важно не выгорать флюс при пайке.
РазрешениеЕсли вы постоянно оставляете припой на паяльнике, прежде чем приклеить его к стыку, остановитесь. Единственное реальное решение этой проблемы — изучить правильные методы пайки и практиковать их. Со временем вы поймете, чего не следует делать, и у вас снизится вероятность выпадения припоя из-за плохой техники.
ПрофилактикаНе торопитесь. Перед пайкой убедитесь, что все ваше оборудование и металл достаточно нагреты, и не допускайте попадания припоя на утюг. Пока вы следуете правильной технике, все должно идти гладко.
Другие распространенные проблемы с пайкой
Отказ припоя при пайке — одна из наиболее распространенных проблем при пайке, но есть и другие потенциальные проблемы, с которыми вы можете столкнуться. Большинство этих проблем можно быстро и легко исправить, как и проблемы, упомянутые выше.
Нарушенное соединение
Произошло ли это из-за пайки человеком или из-за механической ошибки, соединение будет нарушено, если его сдвинуть до того, как припой полностью затвердеет. Это может привести к неидеальному внешнему виду, обычно с волнистым рисунком, и нарушению соединения.
Чтобы исправить это, повторно нагрейте припой и дайте ему полностью затвердеть, и обязательно полностью стабилизируйте рабочую станцию в будущем.
Недопаянное соединение
После пайки вы можете обнаружить, что соединение нестабильно и имеет слабую фиксацию.Обычно это означает, что соединение не было припаяно, и для его полной фиксации требуется больше припоя. Опять же, это простое решение. Обязательно нагрейте соединение и уже имеющийся припой, прежде чем добавлять сверху новый припой.
Холодное паяное соединение
Если вы заметили, что соединение имеет шероховатый и неровный вид, который очень похож на поврежденный, но вы знаете, что не было лишних движений, то, скорее всего, это был холодный паяный соединение.
Это означает, что либо от железа, либо от металла было недостаточно тепла, и припой не расплавился полностью.Если оставить этот стык незафиксированным, он будет очень подвержен растрескиванию или разрушению.
Решение этой проблемы такое же, как и исправление поврежденного сустава. Вы всегда должны проверять и обеспечивать функционирование вашего утюга при соответствующих температурах, прежде чем использовать его для пайки в будущем.
Паяльная перемычка
Эта проблема особенно неприятна, если вы паяете что-нибудь электрическое, например печатную плату. Плата припоя соединит два соединения и нарушит функциональность всей платы.
Обычно это происходит, когда для создания соединения используется слишком много припоя. Чтобы решить эту проблему, удалите излишки припоя. Это можно сделать с помощью фитиля для припоя, присоски для припоя или наконечника из горячего железа, в зависимости от вашего оборудования.
Перегретое соединение
В отличие от холодного паяного соединения, когда припой недостаточно нагрет, возникает перегретый припой, когда температура слишком высока или припой слишком нагревается.
Недостаточно очищенное паяльное жало или паяльная поверхность также могут вызывать эту проблему.Перегрев припоя вызовет подгорание флюса, придавая стыку грязный, опаленный вид.
Эту проблему немного сложнее исправить, поскольку вы хотите удалить остатки пригоревшего флюса, а не припаять их. Чтобы удалить остатки, используйте нож или изопропиловый спирт с зубной щеткой, чтобы аккуратно соскрести и очистить остатки.
Необработанные выводы
После нанесения оптимального количества припоя вы поднимите и создадите вывод или небольшой стержень, выступающий из соединения.При работе с печатными платами эти выводы никогда не должны пересекаться или соединяться.
Если они это сделают, это поставит под угрозу соединение и функциональность всей платы. Слишком длинные отведения также увеличивают риск сгибания или вывиха всего сустава. Чтобы этого не произошло, важно обрезать выводы так, чтобы они находились чуть выше паяного соединения.
Недостаточное смачивание
Опять же, эта проблема касается в основном электрической пайки на плате. Недостаточное смачивание может происходить на многих уровнях в процессе пайки.
Возможно, вы недостаточно смачиваете паяльную площадку, штырь и поверхность для поверхностного монтажа. Все эти проблемы обычно можно решить повторным нагревом поверхности и соответствующим добавлением припоя.
Оборудование, необходимое для эффективной пайки
Еще одним элементом, который может повлиять на отсутствие прилипания припоя, является ваше оборудование. Чтобы обеспечить полноценную и простую пайку, вот некоторые стандартные элементы оборудования, которые вам следует иметь перед началом работы.
Хотя на самом деле все, что вам действительно нужно, это паяльник и немного припоя, эти инструменты, улучшающие ваши паяльные способности, помогут вам обслуживать ваше оборудование и упростят общий процесс.
Кусачки для проволоки
Этот инструмент отлично подходит для отрезания полос припоя или снятия изоляции с концов проводов перед пайкой. К тому же это очень дешевый инструмент. Самые простые из предлагаемых вариантов помогут вам или, в качестве альтернативы, вы можете приобрести устройство для зачистки проводов.
Присоска для припоя
Пайка не всегда идет по плану, особенно если вы все еще не разбираетесь в технике, поэтому присоски для припоя пригодятся при любых возможных ошибках. Просто нагрейте и разжижите припой, затем используйте присоску для припоя, чтобы отсосать его от стыка для нового начала.
Паяльная подставка
Паяльники при типичном использовании нагреваются до 300–400 градусов Цельсия, а это слишком высокая температура, что может представлять угрозу безопасности. Для спокойствия, когда вы используете паяльник и хотите предотвратить ожоги или материальный ущерб, купите паяльную подставку.
Это еще одна дешевая покупка, необходимая для пайки, особенно когда вы постоянно кладете утюг, чтобы маневрировать.
Стальная вата и / или влажная губка
Во избежание проблем с окислением жала паяльника важно иметь под рукой стальную вату или влажную губку при пайке.Вы можете использовать их для чистки утюга, но при необходимости также можно использовать стальную вату для чистки металлических поверхностей.
Латунные губки также являются вариантом, поскольку обычная влажная губка часто снижает температуру жала паяльника, а также сокращает срок службы жала.
Flux
Ваш процесс пайки значительно упростится, если у вас будет олово флюса на вашей рабочей станции. Это химическое чистящее средство отлично подходит для подготовки металлических поверхностей к пайке.Флюс эффективно удалит любое присутствующее окисление или примеси, которые могли вызвать проблемы в дальнейшем.
Googles
Безопасность очень важна при работе с паяльным оборудованием, и одна из самых простых мер безопасности — носить защитные очки. Защитные очки — недорогая покупка, они защитят ваши глаза от случайных брызг припоя.
При пайке выделяются пары, которые могут быть потенциально опасными для ваших глаз и даже легких. Убедитесь, что вы паяете только в хорошо вентилируемых помещениях, а если они недостаточно вентилируются, купите вытяжку.
Заключительные мысли
Пайка может оказаться деликатным процессом со многими проблемами, если человек не использует надлежащие методы. Как мы уже упоминали, существует ряд распространенных проблем, связанных с пайкой, но, к счастью, большинство из них можно предотвратить или легко исправить.
Чаще всего, если вы испытываете одну из проблем, упомянутых здесь, проблему можно решить, повторно нагревая соединение и либо удалив припой и начав сначала, либо добавив припой для усиления соединения.
Когда дело доходит до пайки, оборудование и техническое обслуживание так же важны, как и техника. Возможно, вы сможете идеально припаять соединение, но если ваше оборудование, металл или плата, которые вы паяете, загрязнены или окислены, соединение будет повреждено.
Профилактика — это самый простой шаг к тому, чтобы ни одна из упомянутых здесь проблем не решилась. Очистив оборудование и защитив кончик паяльника, вы сможете беспроблемно справиться с любой процедурой пайки.
Если вас интересуют регулярные обновления и дополнительные советы по сварке, вы можете подписаться на мою рассылку здесь.
И так как меня часто спрашивают, какого сварщика я рекомендую, вы можете найти мой список с разбивкой по бюджету здесь.
Видео о том, как паять: почему иногда бывает сложно паять? : 4 шага (с изображениями)
Это еще одна инструкция «Как паять», но она также пытается понять , почему пайка иногда не проходит легко. На следующих страницах также есть множество изображений, показывающих хорошую технику, хорошие и плохие суставы, а также некоторые инструменты, которые вы можете не найти в вашем местном RadioShack.Если вы когда-нибудь задумывались, какую мощность получить утюг, на 3-м шаге есть видео, показывающее, как некоторые утюги разной мощности справляются с парой задач пайки.
Вот мой список основных причин, по которым пайка не работает (с нетерпением жду вашего мнения по этому поводу):
1. Жало паяльника окислилось (стало черным), и припой не прилипает к нему. Это случается, когда острие остается открытым — обнаженный наконечник быстро окисляется при высоких температурах. Лучший совет по предотвращению этого — наносить припой на наконечник каждый раз, когда вы кладете утюг.Weller (производитель высококачественного железа) на самом деле рекомендует прижимать припой к новому наконечнику при первом включении, чтобы припой расплавился и покрывал наконечник в тот самый момент, когда он достаточно нагрелся. Одно из лучших руководств, подчеркивающих уход за наконечниками: Weller HowTo
2. Плохая техника: нанести припой на железо, дать ему немного постоять, а затем попытаться перенести его на соединение. Если оставить припой на железе, флюс быстро выкипит (пары от флюса, а не от свинца).А без флюса пайка становится практически невозможной. Флюс удаляет окисление с металлов, и это очень важно, потому что припой не прилипает к окисленным металлам, а металлы окисляются очень быстро при температурах пайки.
3. Недостаточно тепла: Утюг мощностью 15 Вт подходит для небольших микросхем, но любые более крупные разъемы или провода больше 16 калибра вызовут проблемы. 25–30 Вт, вероятно, подойдет для большинства хобби. Есть ли риск получить утюг на 100Вт? Мощность не зависит от температуры, верно? … зависит от железа. Смотрите видео на следующей странице.
4. Грязные или окисленные детали: Чистая медь окисляется относительно быстро (поэтому большинство компонентов покрыты оловом / свинцом), поэтому более старые детали или чистая медь, подвергавшаяся воздействию всего в течение недели или двух, может потребовать легкой шлифовки. (розовые ластики отлично подходят) или более сильный флюс.
Бесстыдный штекер: это руководство является исключением из более крупного руководства с большим количеством изображений, которые можно найти здесь: www.CuriousInventor.com/HowToSolder.Также есть руководство по демонтажу, обзор холодного термоупора и советы по выбору типов припоя / флюса. И, конечно же, магазин для покупок 🙂
Спасибо за исправления / отзывы.
Как лужить паяльник: рекомендации и советы
У большинства паяльников есть медный наконечник. Как простой и полезный инструмент, его применяют не только специалисты, но и мастера, которым иногда приходится работать с электроникой. Например, если вам нужно соединить два провода или отремонтировать бытовую технику.Однако далеко не все начинающие пользователи запоминают самое главное — лужение паяльником жало .Почему олово жало паяльника?
В процессе пайки необходимо взять припой (сплав свинца и олова) с нагретым наконечником, который переносится на стык. Но если его не залудить, то эта процедура становится невозможной. Припой не прилипает к паяльнику, соответственно невозможно взять нужное количество сплава и перенести на место пайки.
Почему это происходит? Когда происходит контакт нагретого наконечника с припоем, этот припой плавится и прилипает к поверхности. На нем также есть слой олова — это называется «луженый паяльник». Но если кончик испачкался канифолью, флюсом или пластиком, это взаимодействие перестает работать. Припой просто плавится, образуются капельки металла, но этот наконечник не прилипает как положено.
Правильно луженый паяльник — это инструмент, когда рабочая часть покрыта тонким слоем припоя.Олово легко прилипает к такой поверхности и легко переносится на проводник, печатные платы, электрические компоненты и т. Д.
Материалы для лужения паяльника
Чтобы правильно залудить паяльник с медным наконечником, понадобятся такие материалы и инструменты:
- канифоль сосновая; Припой
- ; Наждачная бумага
- ;
- губка любая;
Результат будет намного лучше, если вы будете следовать моим рекомендациям — опыт 10 лет — это то, что я могу предложить на данный момент:
- Не используйте смолу с истекшим сроком годности.Потемневшую и загрязненную смолу посторонними веществами лучше не брать. Как правило, канифоль стандартная годна к употреблению в течение двух лет после ее изготовления;
- Припой рекомендуется покупать тот, который имеет самый светлый оттенок. Это означает, что в сплаве больше олова и, соответственно, меньше свинца. Такой припой лучше плавится и с ним легче обращаться начинающему пользователю;
- Наждачную бумагу следует брать так, чтобы на медном наконечнике не осталось глубоких борозд. По той же причине никогда не используйте точильные камни для лужения наконечников.Отличные результаты дает использование наждачной бумаги с зернистостью Р150;
- Губка для мытья посуды должна иметь твердую подушку, так как эта сторона используется в работе. Вы можете заменить его практически любыми материалами. Также есть специальные губки для чистки жала паяльника;
- Огнеупорные жала паяльника требуют деликатного отношения. Никогда не чистите их наждачной бумагой, так как их защитный слой довольно тонкий. А повреждение приведет к преждевременному выгоранию и износу наконечника.Такие наконечники необходимо периодически протирать специальной губкой (проверьте принадлежности для пайки) или влажным куском ткани;
- Вместо специальной губки вполне подойдет губка для мытья посуды. Естественно, губку нужно смочить водой. Можно смочить губку глицерином (продается во всех аптеках), тогда губка не высохнет, всегда остается влажной и готовой к работе;
- Чтобы очистить негорючий наконечник, вам понадобится специальный очиститель для наконечника. Он напоминает мочалку из латунной стружки в форме шара.Время от времени человек должен погружать наконечник в этот сетчатый шар. В этом случае излишки припоя и оксидов от наконечника остаются внутри шара;
Как залудить медное жало паяльника?
Следующим способом можно лужить паяльники только с медным наконечником. Если отшлифовать керамический наконечник наждачной бумагой, то он безвозвратно потеряет свои свойства, и от дорогой насадки придется только выбросить.
Если застывшее олово остается на рабочей поверхности жала, то его можно удалить, как я рекомендую ниже.Паяльник нужно сначала нагреть. Затем наконечник опускается в канифоль. Очищается на многожильном медном проводе, пропитанном флюсом.
Далее рабочую часть инструмента необходимо очистить от нагара наждачной бумагой. Медь — довольно мягкий металл, поэтому не шлифуйте слишком много.
Сразу после очистки всего инструмента паяльник включается и прогревается до рабочей температуры. Поскольку медь окисляется очень быстро, во время нагрева рекомендуется опустить наконечник в канифоль.Такое действие ограничит доступ кислорода, и поверхность не покроется оксидом в считанные секунды. При высоких температурах этот процесс значительно ускоряется.
Когда паяльник должным образом прогрет, его вынимают из канифоли и подводят к припою. После сбора достаточного количества сплава (олово должно идеально прилегать к очищаемой поверхности) медный наконечник нужно снова на несколько раз погрузить в канифоль. Из-за большого поверхностного натяжения олово будет равномерно диспергироваться по рабочей поверхности паяльника.
Улучшить результат можно, используя картон, предварительно пропитанный канифолью. Если по такой поверхности переместить наконечник с припоем, олово распределится лучше и ляжет более тонким слоем.
Далее необходимо очистить паяльник от излишков расплавленного металла. Нужно несколько раз залудить кончик влажной губкой. На этом этапе вы должны быть осторожны, чтобы снова не использовать грязный инструмент. Сразу после очистки наконечник опускается в канифоль для защиты нанесенного покрытия.
Результатом вышеописанной процедуры должен быть идеально залуженный паяльник с тончайшим слоем олова на рабочей поверхности жала. Если все сделать правильно, то последующий процесс пайки будет несложным даже для начинающего пользователя.
Самый быстрый способ лужения жала паяльника
Рекомендую взять наждачную бумагу и нанести ее на самый кончик паяльника. Теперь вам нужно точить одним и тем же движением, время от времени проверяя кончик, пока он не станет плоским, гладким и блестящим.
Погрузите нагретый наконечник в канифоль и сразу в припой (в банку). На жало почти не будет налипшего припоя, поэтому сразу после этой процедуры я прикладываю жало к небольшой плате, желательно натурального происхождения (не ДСП). Лучше ели или кедра (дегтя).
Затем повторяйте процесс (канифоль → припой → плата), пока участок наконечника желтого цвета, подготовленный наждачной бумагой с голубоватым переливом нагретой меди, не станет серебристым и блестящим от припоя, равномерно покрывающего его.Этот процесс называется «лужением» жала паяльника.
Рекомендации по лужению жала паяльника
Чтобы ускорить процесс пайки металлических деталей, необходимо придерживаться некоторых правил и следовать советам экспертов по пайке. Главное — рабочее место: оно должно быть обеспечено безопасной розеткой. Необходимые материалы нужно расположить таким образом, чтобы было удобно выполнять все действия. Также следует позаботиться о правильном освещении на рабочем месте.
Половина успеха пайки зависит от того, как залудить жало паяльника , поэтому обратите внимание на этот процесс и не торопитесь во время процесса.
Но этот процесс можно значительно ускорить с помощью паяльной пасты или другого химического состава (флюса), который можно купить в специализированных или строительных магазинах.
С помощью инструментов можно работать не только с мягкими металлами, но и с железом, сталью или цинком. Если паяльником пользоваться регулярно, то жало всегда будет в рабочем состоянии, можно аккуратно постучать по основанию молотком после его снятия. Утюг должен иметь съемный наконечник. Вы можете сделать процесс пайки более удобным и точным.
Заключительные мысли
Лужить жало паяльника очень просто, если вы делаете это по расписанию. Редкое лужение не поможет дольше прослужить вашему устройству. Поэтому я бы порекомендовал лужить, как только вы начнете замечать худшее состояние жала паяльника. Обязательно используйте подходящие материалы для этого процесса, чтобы уберечь устройство от повреждений.
Привет! Меня зовут Том, я автор блога. Мое хобби — электронные схемы и паяльники.
Можно ли ремонтировать металл с помощью паяльной станции?
Полезность вашего паяльника во многом зависит от того, какую работу вы хотите выполнить, и от типа металла, который вы используете. Нельзя использовать любой металл с паяльником. Состав разных металлов будет влиять на то, насколько легко их можно паять, и какой паяльник вам понадобится. Многие начинающие пользователи ошибаются, полагая, что любой паяльник может починить любой металл. Любой, кто пытался и не смог паять твердые металлы обычным электрическим паяльником, поймет, насколько это неправда.Припой не схватывается, и вы в конечном итоге наливаете расплавленный припой на металл, который пытаетесь склеить.
Какие металлы работают?
Итак, какие металлы подходят для пайки? Есть множество факторов, влияющих на паяемость металла. Припои можно разделить на мягкие и твердые, в зависимости от того, имеют ли металлы высокую или низкую температуру плавления. Металл с низкой температурой плавления считается мягким, а металл с высокой температурой плавления — твердым. В паяльниках используются мягкие металлы, потому что они не выделяют достаточно тепла для эффективного плавления более твердых металлов.
Типы припоя
Припои обычно изготавливаются из более чем одного материала в зависимости от того, какой тип пайки вы выполняете. Раньше самым распространенным припоем был свинец с очень низкой температурой плавления. Плюс свинцовых припоев в том, что их легко плавить и связывать. Обратной стороной свинца (и любого сплава мягких металлов) является то, что они не так прочны, поэтому для получения более прочной связи припои часто также содержат олово. Олово прочное, и хотя у него немного более высокая температура плавления, оно дает более прочные связи.Комбинация мягкого металлического сплава и олова варьируется от припоя к припою. Для облегчения текучести будет присутствовать более высокий процент сплава. Для более прочных связей используется более высокий процент олова.
Одна проблема со свинцовым припоем заключается в том, что он не идеален для пайки предметов, которые будут изнашиваться (например, ювелирных изделий), а обращение со свинцом опасно для здоровья. В настоящее время большинство свинцовых припоев прекращается по причинам, связанным со здоровьем, и заменяется припоями на основе других мягких металлических сплавов. Бессвинцовые припои сейчас распространены гораздо шире, но в целом они одинаково эффективны.
Какое железо самое лучшее?
В зависимости от того, какой металл и какой вид ремонта вы планируете провести, вам нужно будет убедиться, что у вас есть лучший утюг для работы. Ознакомьтесь с нашим руководством, если вы хотите узнать больше о различиях между ними:
shedheads.net/best-soldering-station
Как фактор потока:
Еще один важный компонент припоя — флюс. Флюс действует как катализатор, позволяя теплу от паяльника расплавить припой и создать химическую связь между металлом припоя и материалом, который вы паяете.Флюс улучшает текучесть и сцепление пайки, облегчая пайку некоторых металлов. Канифольный флюс и кислотный флюс являются наиболее распространенными типами. Кислотный флюс лучше всего подходит для сантехники, но может вызвать коррозию электроники. Таким образом, в электрической пайке обычно используется канифольный флюс.
С технической точки зрения все металлы можно паять. Но вообще говоря, очень твердые металлы просто не связываются. Благодаря низкой температуре плавления медь, олово, цинк, латунь, серебро и висмут являются хорошими и распространенными металлами для пайки. И наоборот, твердые металлы, такие как железо, нержавеющая сталь, сталь и алюминий, не будут склеивать без высокоспециализированного оборудования.Для пайки этих металлов требуются специальные припои и флюсы, а процесс может быть гораздо более опасным и требовать опыта. В большинстве случаев для склеивания этих металлов требуются горелки, которые производят гораздо более высокий и постоянный нагрев металлов для склеивания, и обычный паяльник не подойдет.
Короче говоря, паяльники лучше всего работают с мягкими металлами, такими как цинк, серебро, медь и висмут. Для твердых металлов, таких как сталь, алюминий и железо, требуется специальное оборудование, потому что они не соединятся, если вы попытаетесь паять их с помощью обычного паяльника.
Привет читателям ShedHeads! Меня зовут Джеймс Кеннеди, и мне, безусловно, нравилось писать о моем любимом снаряжении для активного отдыха на протяжении многих лет. Хотя я веду этот блог только с 2017 года, я всю жизнь увлекался отдыхом. И хотя мне, безусловно, нравится делиться своим мнением со всеми вами, мне еще больше нравится, когда я слышу ваши отзывы! Если вы хотите связаться со мной по поводу того, что я написал, свяжитесь со мной на Facebook или на нашей странице контактов вверху!
Последние сообщения Джеймса Кеннеди (посмотреть все)Solder Melt — обзор
Flux, defluxing и поверхностные токи утечки
Теперь, когда коммерческая пайка должна быть бессвинцовой, создание хорошего паяного соединения намного сложнее, чем раньше, поэтому флюс доступен в дозаторах, похожих на большой фломастер для очистки сомнительных площадок перед пайкой вручную.Подобно мощному флюсу, необходимому для бессвинцовой сантехники, некоторые из этих флюсов отлично подходят для очистки деталей даже без дополнительного нагрева, что делает их полезными, когда деталь NOS выглядит так, как будто ее может быть трудно паять.
В отличие от припоя с флюсовой сердцевиной, эти незакрепленные флюсы продолжают очищать / разъедать клемму и ее паяное соединение, и их необходимо смыть после пайки, чтобы избежать последующего разрушения соединения. В отношении очень небольшого количества незакрепленных флюсов специально указано, что очистка после пайки не требуется, но безопаснее всего предположить, что все они требуют промывки / удаления.Промыть незакрепленную печатную плату на производственной линии не проблема, но промыть клеммы трансформатора, закопанные глубоко в шасси, намного сложнее. Однако, если клеммы трансформатора в качестве примера очищаются сильным флюсом снаружи корпуса, а остатки тщательно смываются, вероятность возникновения проблем снижается.
Припой для электроники имеет флюсовую сердцевину, и когда припой нагревается, сердечники из флюса нагреваются и закипают, если бы они не стеснялись обволакивающим припоем. Когда припой плавится, ограничение на перегретый флюс внезапно исчезает, вызывая небольшой взрыв, который разбрызгивает флюс, содержащий микроскопические капли припоя, на окружающую область.Толстопленочные резисторы состоят из изолирующего связующего, содержащего проводящие частицы, поэтому конечный результат такой же; Остатки флюса от порошкового припоя обладают слабой проводимостью.
Остаток флюса вызывает поверхностные токи утечки, поэтому большинство оснований клапанов имеют выступы между штифтами, чтобы предотвратить припаивание жидкого флюса из соединения к остатку флюса соседнего штифта и образования непрерывного пути утечки. Несмотря на эти конструктивные меры предосторожности, флюс лучше всего удалять после пайки, чтобы минимизировать пути утечки, и это важно в схемах с высоким сопротивлением, таких как конденсаторные микрофоны.
Defluxer обычно поставляется в виде аэрозольного баллончика с коротким соплом, оканчивающимся жесткой щеткой. Намочив очищаемую деталь, щетка позволяет прочно стереть флюс. Флюс жесткий, поэтому любое химическое вещество, которое может его растворить, должно быть сильным — дефлюксер легко растворяет краску. С другой стороны, это химический очиститель последней инстанции, который может вернуть самые ужасные беспорядки в новый вид.
Плоская чистая поверхность новой печатной платы способствует смачиванию и течению жидкого флюса, что делает печатные платы особенно уязвимыми для поверхностных токов утечки, поэтому после пайки их необходимо тщательно удалить.Это означает использование большого количества дефлегатора и интенсивную очистку (особенно в узких зазорах между штырями активных устройств), затем мгновенное разбавление и диспергирование растворенного флюса изопропиловым спиртом перед немедленной сушкой предварительно нагретым феном. Скорость процесса важна для устранения всех следов флюса. Весь процесс, вероятно, придется повторить, прежде чем плата станет чистой. Из-за того, что вокруг плещется такое количество жидкости, неизбежно, что часть ее попадет на компонентную сторону платы, и ее также необходимо будет смыть изопропиловым спиртом, а затем высушить предварительно нагретым феном.Защитите рабочую поверхность кухонным полотенцем или салфеткой из слоновой кости, чтобы впитать всю незакрепленную жидкость. Помните, что конденсаторы из полистирола с осевыми выводами могут быть повреждены изопропиловым спиртом, не говоря уже о дефлюксаторе — установите их после основной дефлегмации.
Причина, по которой изопропиловый спирт следует немедленно испарять феном, заключается в том, что он в противном случае поглощает воду из воздуха, оставляя на доске следы от приливов и отливов. Не поддавайтесь соблазну использовать термофен вместо фена — фен с высокой скоростью потока и низкой температурой специально разработан для эффективного испарения жидкостей, не вызывая тепловых повреждений.