Температура плавления припоя: особенности и виды припоев
В современном мире пайкой принято называть процесс, позволяющий получить неразъемное соединение нескольких деталей из металла, где соединительным материалом является уже расплавленный металл, который должен плавиться при более низкой температуре, чем тот металлический материал, из которого состоят эти детали.Этот промежуточный расплавленный металл получил название сплава, а сам процесс называют припоем. В зависимости от того, какова температура плавления различают и разные виды пайки: легкоплавкие и тугоплавкие. Так, легкоплавкие припои плавятся при температуре ниже четырехсот градусов, а тугоплавкие – при температуре от пятисот до 1100 градусов.
Обычно в марках припой обозначают ПОС, и это сокращение расшифровывается так: припой оловянно – свинцовый. Если рядом есть еще и какое-то число, то эта цифра обычно указывает на то, каков процент содержания олова в составе.
Классификация припоев
От температуры плавления зависит класс припоя:
- Мягкий припой достигается за счет плавления до четырехсот градусов Цельсия.

- Твердый припой достигается за счет плавления выше пятисот градусов Цельсия.
- Полутвердый припой достигается за счет плавления в диапазоне от расплавленного олова до четырехсот градусов Цельсия.

Припои классов мягкий и полутвердый прочны при растяжении от пятидесяти до семидесяти Мегапаскалей, они предназначены для спаивания токопроводящих частей машин. Они производятся при помощи паяльника или опускания частей для спаивания в жидкий припой.
Твердый припой прочен до пятисот Мегапаскалей, используется как припой категории прочности номер один для спаивания токопроводящих частей с большим нагревом и деталей с главной механической нагрузкой. Производится такой припой электродами из меди или графита. Небольшие детали спаивают автогеном.
Преимущества мягких и полутвердых припоев
Преимущественными областями применения припоев мягких и полутвердых являются следующие:
- ПОС63 – для спаивания коллекторов, секционных якорей, обмоток с изоляцией Н электрической машины.
- ПОС61; ПОССу61-0,5 и ПОС61М – необходимы для того, чтобы паять медные элементы и ее сплавы, а также серебряные и никелевые детали и токопроводящие части электрической машины, с температурой эксплуатации до ста шестидесяти градусов Цельсия.
- ПОС40 и ПОССу40-0,5 – предназначены для того, чтобы паять медные элементы и ее сплавы, а также сталь и металлы с оловянным, серебряным или никелевым покрытием, коллекторные бандажи и секционные якоря машин, которые контактируют с соленой жидкостью (например, морская вода).
- ПОССуЗО-0,5 – для того чтобы паять медные элементы и ее сплавы, а также элементы из железа и нержавеющей стали, а также спаивание кабелей, бандажей, частей приборов, которые будут работать при температуре до ста шестидесяти градусов Цельсия.
- ПОСК50-18 – для того чтобы спаивать медные элементы и ее сплавы, воспринимающие перегрев, а также спаивание деталей из алюминия и меди, керамических, стеклянных и пластиковых деталей с добавлением в них оловянных, серебряных, никелевых составляющий.
- ПОС10 и ПОССу18-0,5 – для спаивания контактных поверхностей электрических приборов, реле и иных составляющих машин.
- П0ССу95-5 и ПСрЗКд – для спаивания коллекторов, секционных якорей, бандажей и токопроводящих соединений трубопроводов и электрооборудования.
- ПОСИЗО и ПСрЗИ – предназначены для того, чтобы спаивать медные элементы и ее сплавы, детали из неметаллических материалов и стекла. Они имеют большую жидкотекучесть и дают надежное соединение частей во время спаивания.


Припои из сурьмы не предназначены для использования спаивания деталей, содержащих цинк или оцинковку.
Преимущества твердых припоев
Преимущественные области применения твердых припоев:
- ПСр72 и ПСр50 – для спаивания металлокерамических контактов и разных токопроводящих деталей, которые должны выдерживать удары и выгибание.
- ПСр45 – для того чтобы спаивать медные элементы и ее сплавы, а также части из нержавеющей стали, обмоток роторов и обмоток нагруженных электрических аппаратов. Этот припой дает большую плотность, а вместе с тем и большую прочность полученных соединений.
- ПСр25 – для спаивания медных элементов или частей из ее сплавов, деталей из нержавеющей стали. Является заменителем ПСр45 при создании простых спаек.
- ПСр71 – для спаивания тех же самых деталей, что и ПСр72, но применяется, когда нужна высокая жидкотекучесть.
- ПСр25ф; ПСр15 и ПМФ7 – для спаивания медных или из ее сплавов деталей, частей аппаратов, проводящих ток, которые не должны выдерживать выгибание и удары.
- Л63 и ЛОК59-0,1–0,3 – для спаивания медных частей или деталей из чугуна. Такое спаивание очень прочное и подходит в сложных условиях выгибаний и ударов.
- ПЖЛ500 – спаивание частей, с температурой эксплуатации до шестисот градусов Цельсия.


Четыре секрета пайки
Для того чтобы хорошо и правильно паять, одного инструмента недостаточно. Необходимо знать и некоторые секреты, которые бы позволили овладеть в совершенстве техникой пайки. Наверное, все-таки стоит раскрыть несколько таких секретов.Итак, первый секрет заключается в том, чтобы правильно применять для пайки припой и флюс. Второй важный секрет пайки — это соблюдение чистоты жала и самого паяльника и, конечно же, его нагрева. Есть много способов того, как можно очистить жало. Воспользуйтесь одним из них и тогда работы у вас будет идти просто замечательно.
Третий секрет также важен при пайке: чистота спаиваемых предметов. Четвертое правило, которое необходимо уяснить любому мастеру, прост, но необходим: правильно соединять проводки при пайке и делать хороший прогрев мест, где будет происходить спайка деталей при определенной температуре плавления.
И, конечно же, работая с таким оборудованием, всегда стоит соблюдать меры предосторожности.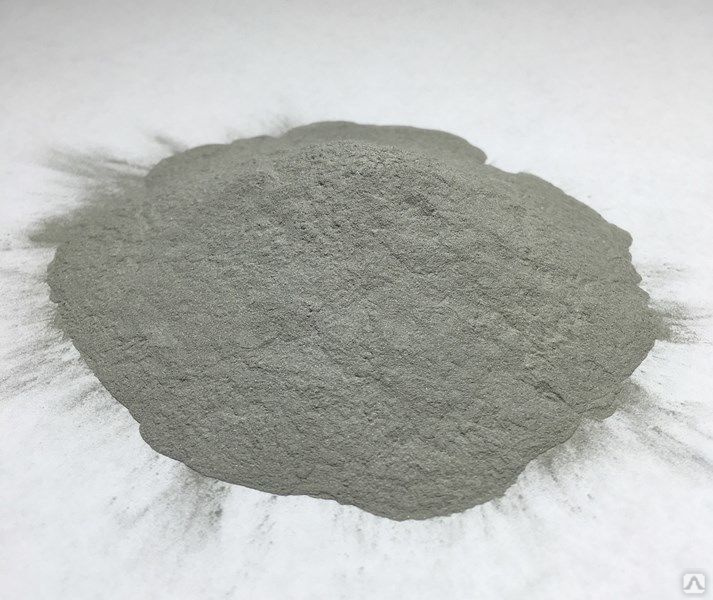 Так, необходимо припаивать не в одной точки, а стараться делать это не некотором расстоянии друг от друга. Не стоит закручивать концы деталей при температуре плавления вокруг проводника.
Так, необходимо припаивать не в одной точки, а стараться делать это не некотором расстоянии друг от друга. Не стоит закручивать концы деталей при температуре плавления вокруг проводника.
Ведь какова бы ни была температура плавления припоя, испарения все равно будет вредными и будут наносить необратимый вред организму человека. Если же вы решили паять летом, то делайте это или на открытом пространстве, или, если есть возможность, у открытого окна. Главное правило при такой пайке: хорошо проветривайте помещение. А когда работа будет закончена, то необходимо будет еще и тщательно вымыть руки, используя мыло.
Оцените статью: Поделитесь с друзьями!Тугоплавкий припой — Большая Энциклопедия Нефти и Газа, статья, страница 1
Тугоплавкий припой
Cтраница 1
Тугоплавкие припои ( табл. 34) находят широкое применение для так называемой твердой пайки при производстве различного электротехнического оборудования, автоматических устройств, аппаратов и приборов.
[1]
34) находят широкое применение для так называемой твердой пайки при производстве различного электротехнического оборудования, автоматических устройств, аппаратов и приборов.
[1]
Тугоплавкие припои обеспечивают соединение высокой прочности. [2]
Тугоплавкие припои плавятся при 550 — 950 С. Все соединения при монтаже блоков разделения воздуха, как правило, выполняют твердой пайкой. [3]
Тугоплавкие припои обеспечивают соединение высокой прочности. [4]
Тугоплавкие припои высокой прочности называют также твердыми, а легкоплавкие — мягкими. [5]
Простейшим тугоплавким припоем является чистая медь. Соединения, паянные медью, имеют высокую прочность и пластичность.
[7]
Соединения, паянные медью, имеют высокую прочность и пластичность.
[7]
Прочным и пластичным тугоплавким припоем является чистая медь, однако температура плавления ее очень высокая, поэтому ее применяют только для пайки стальных изделий. [8]
Различают легкоплавкие и тугоплавкие припои
Различают легкоплавкие и тугоплавкие припои. К легкоплавким припоям с температурой плавления до 300 С относятся оло-вянно-свинцовистые сплавы. Для понижения температуры плавления в эти сплавы вводят висмут и кадмий, а для увеличения прочности добавляют сурьму. Тугоплавкие припои содержат в своем составе медь, цинк, серебро и имеют температуру плавления выше 500 С. [10]
Из тугоплавких припоев для пайки чугунов успешно применяются серебряные припои и латуни; для увеличения прочности соединения к латуням часто добавляют небольшое количество ( 1 0 — 1 5 %) кремния, олова, никеля, марганца или железа.
Из тугоплавких припоев для пайки чугунов успешно применяют серебряные припои и латуни; для увеличения прочности соединения к латуням часто добавляют небольшое количество ( 1 0 — 1 5 %) кремния, олова, никеля, марганца или железа. [12]
Из тугоплавких припоев для пайки чугунов успешно применяют серебряные припои и латуни-для увеличения прочности соединения к латуням часто добавляют небольшое количество ( 1 0 — 1 5 %) кремния, олова, никеля, марганца или железа. [13]
К тугоплавким припоям, называемым также твердыми, относятся припои с температурой плавления выше 400 — 500 С.
К тугоплавким припоям, называемым также твердыми, относятся припои с температурой плавления выше 400 — 500 С. В табл. 53 и 54 представлены две группы таких припоев из числа принятых на приборостроительных заводах: 1) припои на медной основе; 2) серебряные припои. [15]
Страницы: 1 2 3 4
Олово, свинец, цинк и их сплавы – Осварке.Нет

Свинец – металл голубовато-серого цвета, обладает низкой температурой плавления (327°С) и высокой пластичностью. Входит в состав медных сплавов (латунь, бронза), антифрикционных сплавов (баббит) и припоев.
Цинк – серовато-белый металл с высокими литейными и антикоррозионными свойствами, температура плавления 419°С. Входит в состав медных сплавов (латунь) и твердых припоев.
По температуре расплавления припои (табл. 14) подразделяют на легкоплавкие (145-450°С), среднеплавкие (450-1100°С) и высокоплавкие (1100-1850°С). К легкоплавким относят оловянно-свинцовые (ПОС), оловянные, малосурьмянистые и сурьмянистые (ПОССу) и другие припои; медно-цинковые (латуни) относят к среднеплавким (905-985°С), а многокомпонентные на основе железа – к высокоплавким (1190-1480°С).
Оловянно-свинцовые припои широко применяют во всех отраслях промышленности. Для снижения охрупчивания олова при низких температурах в состав припоев вводят сурьму. Оловянно-свинцовые припои имеют низкую коррозионную стойкость во влажной среде. В этих условиях паяные соединения необходимо защищать лакокрасочными покрытиями.
Оловянные припои имеют высокую прочность, пластичность и коррозионную стойкость. Их применяют при пайке радиотехнической и электронной аппаратуры.
Медно-цинковые припои
14. Оловянно-свинцовые и оловянные припои
При пайке сложных изделий со швами на вертикальной стенке применяют пастообразные и порошковые припои. Легкоплавкие пастообразные припои состоят обычно из трех частей: порошкообразного припоя, флюса и загустителя.
15. Медно-цинковые припои
Тугоплавкие порошкообразные припои применяют для пайки твердосплавных пластин при производстве режущего инструмента. Состав припоя: ферромарганец (40%), ферросилиций (10%), чугунная стружка (20%), медная стружка (5%), толченое стекло (15%) – плавится при температуре 1190-1300°С.
Применение цинка. Цинк имеет хорошую коррозионную стойкость в атмосферных условиях и в пресной воде. Поэтому цинк служит для хорошей антикоррозионной защиты кровельного железа и изделий из него.
Чистый цинк (марок ЦВ0, ЦВ1) применяют в полиграфической и автомобильной промышленности; цинк марки ЦВ00 – в электротехнике для изготовления источников постоянного тока.
Для получения фасонных отливок применяют сплавы ЦАМ с алюминием (4%), медью (0,5-3,5%) и магнием (0,1%). Из сплавов ЦАМ благодаря их легкоплавкости и жидкотекучести литьем под давлением получают отливки, не требующие дополнительной обработки поверхности. Деформируемые цинковые сплавы ЦАМ9-1,5, содержащие алюминий (9-11%), медь (1-2%), магний (0,05%), применяют для получения биметаллической антифрикционной ленты со сталью и алюминием.
Из сплавов ЦАМ благодаря их легкоплавкости и жидкотекучести литьем под давлением получают отливки, не требующие дополнительной обработки поверхности. Деформируемые цинковые сплавы ЦАМ9-1,5, содержащие алюминий (9-11%), медь (1-2%), магний (0,05%), применяют для получения биметаллической антифрикционной ленты со сталью и алюминием.
Мягкие и легкоплавкие припои — Энциклопедия по машиностроению XXL
МЯГКИЕ И ЛЕГКОПЛАВКИЕ ПРИПОИСоставы и свойства наиболее употребительных мягких и легкоплавких припоев приведены в табл 9.1 и 9.2, их условные обозначения или наименования—в табл. 9.3, а некоторые назначения и особенности свойств—в табл. 9.4. [c.108]
| Таблица 9.3 УСЛОВНЫЕ ОБОЗНАЧЕНИЯ (ИЛИ НАИМЕНОВАНИЯ) НЕКОТОРЫХ МЯГКИХ И ЛЕГКОПЛАВКИХ ПРИПОЕВ |
Мягкими называют легкоплавкие припои с температурой плавления около 300°С (573°К).

ПРИПОЙ — металл для пайки, который в расплавленном состоянии заполняет зазор между соединяемыми деталями и, затвердевая, образует шов. П. имеет температуру плавления ниже температуры плавления соединяемых материалов и в расплавленном виде он должен хорошо смачивать соединяемые поверхности. По прочности различают мягкие и твердые припои по температуре плавления — легкоплавкие и тугоплавкие. П. классифицируют также по назначению и по виду металлов, составляющих их основу. [c.116]
Различают легкоплавкие (мягкие) и тугоплавкие (твердые) припои. Эта классификация основана на различии температуры плавления и механических свойств. Легкоплавкие припои имеют температуру плавления до 400° С и низкие механические свойства как правило, предел прочности не превышает 70 Мн/м (7 кгс/мм ). Тугоплавкие припои имеют температуру плавления выше 500° С и предел прочности при разрыве более 500 Мн/м
[c.253]
Тугоплавкие припои имеют температуру плавления выше 500° С и предел прочности при разрыве более 500 Мн/м
[c.253]
Твердый, обрабатываемый давлением металл. Посуда, термопары, покрытия рефлекторов. До 1800° С Мягкий, легкоплавкий, ковкий, очень пластичный металл, легко прокатывается на холоду, паяется оплавлением и с помощью легкоплавких припоев. [c.21]
Олово стойко в нейтральных растворах солей, разбавленных растворах слабых щелочей, уксусной кислоте, молоке и фруктовых соках (при комнатной температуре), а также в мягкой пресной, дистиллированной и морской воде. Наибольшее количество олова используется для защитных покрытий железа, меди и их сплавов. Например, оловом лудят медные трубы и резервуары, предназначенные для. мягкой пресной воды и воды, содержащей большое количество двуокиси углерода и кислорода. Оловянные покрытия хорошо защищают медные провода от воздействия серы, содержащейся в резине. Олово также применяется для производства припоев, баббитов, бронз и легкоплавких сплавов. [c.247]
[c.247]
Пайкой называют соединение отдельных кусков металла при помощи другого более легкоплавкого металла, называемого припоем. Припои разделяются на мягкие и твердые. [c.36]
Во многих случаях металлические части соединяют одну с другой путем введения в промежуток между ними легкоплавкого расплава, называемого припоем. Эта операция называется паянием. Припой хорошо сцепляется с металлической поверхностью, если она тщательно очищена от окислов металла, жира и грязи. При таком способе соединения металл заготовки не расплавляется, так как температура плавления соединяемых металлов выше, чем температура плавления припоя. Припои разделяются на мягкие и твердые. [c.94]
Припои—это металлы или сплавы, применяемые в качестве связующего вещества при пайке металлических частей. Припои делятся на легкоплавкие и тугоплавкие. Легкоплавкие (мягкие) имеют температуру плавления меньше 500 °С, а тугоплавкие (твердые)—выше 500 °С.
 К легкоплавким припоям относятся оловянносвинцовые сплавы в чистом виде, а также с присадками сурьмы, кадмия, сплавы олова с цинком, кадмием, висмутом, сплавы цинка с алюминием и другие сплавы. К тугоплавким припоям относятся медно-цинковые и медно-серебряные сплавы (ПСр-26, ПСр-45 и др.), сплавы алюминия с кремнием, цинком и др.
[c.199]
К легкоплавким припоям относятся оловянносвинцовые сплавы в чистом виде, а также с присадками сурьмы, кадмия, сплавы олова с цинком, кадмием, висмутом, сплавы цинка с алюминием и другие сплавы. К тугоплавким припоям относятся медно-цинковые и медно-серебряные сплавы (ПСр-26, ПСр-45 и др.), сплавы алюминия с кремнием, цинком и др.
[c.199]Наиболее распространенными в ремонтном производстве являются припои ПОС-40 и ПОС-30, применяемые при ремонте радиаторов, карбюраторов и других деталей. Температура полного расплавления мягких припоев 235—277° С, предел прочности при растяжении 2,8—3,2 кгс/мм (28—32 МПа), твердость НВ П,8—9,6. Легкоплавкие припои выпускаются в виде прутков. [c.298]
При пайке металлических деталей в качестве припоев применяются такие металлы и сплавы, которые хорошо сплавляются с материалом деталей и сравнительно с ним более легкоплавки. Тугоплавкие и высокопрочные припои называются твердыми, а легкоплавкие припои, обладающие значительно меньшей прочностью, называются мягкими. [c.466]
[c.466]
Легкоплавкие (мягкие) припои широко применяются в различных отраслях промышленности для пайки изделий, которые в условиях эксплуатации не подвергаются воздействию высоких температур и больших механических нагрузок. Они отличаются низкой температурой плавления, их основу составляют олово и свинец, содержание которых определяет различные свойства этих припоев. Так как большинство легкоплавких припоев имеют сравнительно небольшую твердость, их часто называют мягкими припоями. [c.22]
Пайку можно разделить на два основных вида с применением мягких (легкоплавких) припоев и твердых (тугоплавких) припоев. [c.138]
Различают два вида пайки мягкими припоями с температурой плавления до 300° С и твердыми припоями, температура плавления которых выше 400—500° С. Твердые припои подразделяются на тугоплавкие с температурой плавления 875—1100° С и легкоплавкие, температура плавления которых меньше 875° С. Особую группу составляют алюминиевые припои, предназначенные для пайки алюминия и его сплавов. Пайка мягкими припоями применяется почти для всех металлов. Из числа мягких припоев наиболее широко распространены оловянно-свинцовые, состояш,ие из свинца й олова, взятых в различном процентном соотношении. Для понижения температуры плавления этих сплавов иногда вводят висмут и кадмий, а для увеличения прочности шва добавляют сурьму.
[c.300]
Пайка мягкими припоями применяется почти для всех металлов. Из числа мягких припоев наиболее широко распространены оловянно-свинцовые, состояш,ие из свинца й олова, взятых в различном процентном соотношении. Для понижения температуры плавления этих сплавов иногда вводят висмут и кадмий, а для увеличения прочности шва добавляют сурьму.
[c.300]
Пайкой называют процесс соединения деталей в твердом состоянии припоем, который при температуре пайки смачивает соединяемые поверхности и связывает их после кристаллизации. Припой — это металлы или сплавы, используемые при пайке в качестве связки между соединяемыми деталями и имеющие по сравнению с основным материалом более низкую температуру плавления. Пайку производят мягкими (легкоплавкими) и твердыми припоями. Мягкие припои плавятся при температурах 200-400″С, а твердые — 800-900 С. [c.146]
Припои. Различают легкоплавкие (мягкие) припои (оловянносвинцовые, висмутовые и кадмиевые) с температурой плавления до 300° С и тугоплавкие (твердые) припои (серебряные, медно-цинковые) с температурой плавления свыше 500° С. Мягкими припоями паяют медь, медные славы, луженую сталь, луженый никель и др. Наиболее распространенными мягкими припоями являются сплавы олова и свинца (с содержанием олова от 90 до 18%) — ПОС и сплавы олова, свинца и кадмия — ПОСК, или висмута — ПОСВ. Они отличаются малой твердостью и сравнительно низкими механическими
[c.407]
Мягкими припоями паяют медь, медные славы, луженую сталь, луженый никель и др. Наиболее распространенными мягкими припоями являются сплавы олова и свинца (с содержанием олова от 90 до 18%) — ПОС и сплавы олова, свинца и кадмия — ПОСК, или висмута — ПОСВ. Они отличаются малой твердостью и сравнительно низкими механическими
[c.407]
Пайка мягкими припоями может применяться почти для всех металлов в разнообразных сочетаниях, в том числе и для таких легкоплавких, как цинк, свинец, олово и их сплавы. [c.449]
В зависимости от механических свойств и температуры плавления припои разделяются на две группы мягкие (легкоплавкие) и твердые (тугоплавкие). [c.201]
Припои подразделяются на мягкие (легкоплавкие)— температура плавления их ниже 450°С и твердые (тугоплавкие)—температура плавления выше 450 °С. [c.232]
СОСТАВЫ НЕКОТОРЫХ ЛЕГКОПЛАВКИХ И МЯГКИХ ПРИПОЕВ (% вес.) [c.108]
СВОЙСТВА ЛЕГКОПЛАВКИХ И МЯГКИХ ПРИПОЕВ [c.110]
Олово как конструкционный материал практического применения не имеет вследствие высокой себестоимости и невысокой механической прочности. Олово применяется для получения бронзы и сплавов, обладающих антифрикционными свойствами. Наибольшее применение из последних получили оловянные баббиты. В их состав входит до 90 % олова. Мягкие легкоплавкие сплавы олова и свинца используются в качестве припоев. [c.212]
Припои подразделяются на твердые (тугоплавкие и высокопрочные) и мягкие (легкоплавкие, обладающие меньшей прочностью). К мягким припоям относятся оловянно-свинцовые и висмутные сплавы. Оловянносвинцовые припои в основном применяются для создания герметичности паяного соединения и надежности электропроводности. Температура их плавления ниже 400° С. К твердым припоям (температура плавления 400—1200° С) относятся медно-цинковые и серебряные сплавы. Предел прочности мягких припоев не превышает 10 кгс/см , твердых — 50 кгс/см и выше. Основное требование к паяному соединению — расплавленный припой должен хорошо смачивать соединяемые металлы и затекать в зазоры между деталями. Поэтому особое [c.305]
Мягкие припои состоят из легкоплавких металлов — олова и свинца, к которым иногда прибавляют висмут и кадмий. Мягкие припои имеют температуру плавления от 180 до 300° С. Чистое олово в качестве припоя употребляется сравнительно редко из-за его недостаточной жидкотекучести и более высокой стоимости по сравнению со свинцовым припоем. [c.283]
Из всех антифрикционных сплавов наилучшими свойствами обладают оловянные баббиты, в состав которых входит до 90 % олова. Мягкие легкоплавкие свинцово-оловянные припои хорошо смачивают поверхность большинства металлов, обладают высокой пластичностью и сопротивлением усталости. Область их применения ограничена из-за недостаточной механической прочности самих припоев. [c.70]
К мягким припоям относятся такие, температура плавления которых не превышает 400 °С, а механические свойства, как правило, довольно низкие (Ов до 70 МПа) поэтому спаянную деталь не следует подвергать механическим нагрузкам. В качестве мягких припоев применяют сплавы легкоплавких металлов свинца, олова, висмута, кадмия, чаще всего свинца и олова. Наиболее легкоплавким сплавом в системе РЬ — 5п является эвтектический, содержащий 62% Зп и 38% РЬ, т. е. 1/3 свинца поэтому в производстве он получил название третника, а его стандартное обозначение ПОС-61 (припой оловянно-свинцовый, 61% 5п). На практике находят применение припои ПОС-90, ПОС-50, ПОС-30, ПОС-40, застывающие в ин- [c.172]
Особолегкоплавкие и легкоплавкие припои относят к припоям для низкотемпературной (мягкой) пайки, а среднеплавкие, высокоплавкие и тугоплавкие — к припоям для высокотемпературной (твердой) пайки (ГОСТ 19248-90). [c.226]
Мягкими припоями в основном являются припои оловянно-свинцовые (марка ПОС) с содержанием олова от 18 % (ПОС-18) до 90 % (ПОС-90). Удельная про водимость этих припоев составляет 9—13 % удег(ьной проводимости стандартной меди, а температурный коэффициент линейного расширения а/ — (26—27)-10 К . Существуют также мягкие припои с добавками алюминия, серебра. Еще более легкоплавки припои, в состав которых входят висмут и кадмий. Они применяются там, где требуется пониженная температура пайки механическая прочность их очень незначительна. Висмутовые припои обладают большой хрупкостью. [c.225]
Легкоплавкие припои — мягкие, обеспечивающие сравнительно невысокие прочностные свойства (свинцовооловянные П0С18, ПОСЗО, оловяносвинцовистые — ПОС40), В этих случаях применяют флюс из хлорида цинка и соляной кислоты или водный раствор ортофосфорной кислоты (40% по объему). Иногда для облегчения процесса поверхности, подлежащие пайке, предварительно о.медняют. [c.229]
В зависимости от температуры плавления припои делятся на мягкие, или легкоплавкие (температура плавления не выше 500°С), твердые, или тугоплавкие (температура плавления 600—1100°С). Различают два вида паяния мягкими припоями (мягкое паяние), осуществляе.мое при сравнительно низкой температуре, и паяние твердыми припоями (твердое паяние), осуществляемое при более высокой температуре. [c.50]
Различают мягкую пайку с помощью легкоплавких оловян-но-свинцовых припоев, температура плавления которых не превышает 400—450°С, и твердую — с помощью тугоплавких медно-цинковых, серебряных, никелевых и других припоев, имеющих температуру плавления свыше 450—500°С. Мягкие припои имеют малую прочность, обычно их предел прочности Кри растяжении 5—7 кгс1лш [c.252]
Он пригоден гл. обр. для мягкого паяния тяжелых металлов оловянным припоем или еще более легкоплавкими припоями при не очень больших толщинах спаиваемых предметов. Для работы же с более тугоплавкими сортами оловянных припоев он уже непригоден и д. б. заменен паяльным пламенем, получаемым от сгорания газообразных вешеств. Передача тепла при применении паяльного пламени производится уже не при помощи хорошо проводящих тепло металлов, а через газы, к-рые, как известно, являются гораздо худшими проводниками тепла. Передача тепла к месту пайки требует в данном случае значительного времени, что в связи с более высокой степенью проводимости спаиваемого металла ведет к сильному подогреву не только места пайки, но и соседних с ним частей последнее может вызвать нежелательные изменения в свойствах материала. Степень нагрева соседних с местом пайки частей зависит не только от сообщаемой этому месту Р, но и от рода паяльного пламени. Чем выше °пл. припоя, тем горячее д. б. пламя, чтобы соседние с местом пайки части нагрелись возможно меньше. Пламя сравнительно слабой интенсивности дают паяльные лампы. Они работают на каком-либо жидком горючем (спирт, бензин, бензол или керосин), и конструкция их зависит от рода последнего. Лампа, сконструированная для определенного горючего, б. ч. непригодна для какого-либо другого, например спиртовую лампу нельзя использовать для бензина вследствие возможного в этом случае взрыва. Во всех остальных отношениях работа лампой не представляет никаких опасностей, если только она надежно изготовлена и если выполняют все установленные для этой лампы правила употребления. Работа этих ламп базируется на превращении горючего в газ, которюй через сопло выходит наружу, смешивается с «воздухом и образует широкое, заостренное пламя не очень высок, интенсивности. Паяльные лампы пригодны для мягкого паяния в тех случаях, когда паяльник оказьтается недостаточным, а также для мягкого паяния алюминия и для твердого паяния тяжелых металлов. Для твердого паяния алюминия такие лампы, наоборот, непригодны, так как пламя для этого слишком широко и недостаточной Р. На фиг. 7 представлена небольшая паяльная лампа. Для получения горячего пламени требуется прежде всего основательное смешение горючего с воздухом или чистьпуг кислородом. При применении какого-либо газа в качестве горючего, т. е. когда отпадает надобность в обращении жидкого горючего в газ, подобная операпия не представляет затруднений. Простейшей горелкой, пригодной в данном случае, является горелка Бунзена (см. Бунзена горелка). [c.351]
Около 50% паяных швов, полученных методом абразивной пайки, разрушились от коррозии по шву. Образцы, паянные припоем ПОС-61 по Ni—Р атою, полностью выдержали испытания по данной программе, практически не изменив своей прочности. Таким образом, испытания, близкие к реальным условиям эксплуатации, подтвердили преимущества пайки изделий из алюминиевых сплавов мягкими припоями по Ni— Р подслою. С технологической точки зрения такая пайка легче абразивной, ультр.азвуковой или шаберной. Из всех известных способов пайки алюминия и его сплавов легкоплавкими припоями пайка по Ni— Р подслою является наиболее надежной. [c.254]
Вследствие небольшого значения, которое для вакуумной техники имеют как сами мягкие припои, так и техника их применения, они описаны кратко. Можно воспользоваться очень обширной литературой в этой области техяикя, например [Л. 20, 24, 43, 63, 74, 75, 78, 86, 88, 104, 108, 109, 1 19, 134, 142, 149], а также стандартами DIN 1707 ( SN 1018—19Щ), DIN В1730 и DIN Е17аа. Некоторые легкоплавкие припои описаны также в табл. 9-3-9. [c.529]
По типу применяемых припоев различают мягкую и твердую пайку. При мягкой пайке используют сравнительно легкоплавкие припои с температурой плавления не более 450° С. В этом случае обычно применяют электрические паяльники. При твердой пайке применяют более тугоплавкие припои с температурой плавления более 450° С. К ним относятся медно-цинковые, оловянно-кремнистые, серебряные и медно-фосфористые припои, а также обычные виды латуни и медь. Пайку твердыми припоями производят, как правило, сварочными горелками. Пайка твердыми припоями может осуществляться в горнах, печах и специальных установках, предназначенных для цанки. [c.7]
R качестве мягких припоев применяют сплавы легкоплавких металлов свинца, олова, висмута, кадмия, чаще всего сплавы свинца и олова. Наиболее легкоплавким сплавом в системе РЬ—So является эвтектический, содержащий 62% Sn и 38% РЬ (рис. 456) (приблизительно % Sn и 7з РЬ). В производстве его часто называют третником. Температура плавления сплава 183°С. Стандартное обозначение сплава ПОС-61 (припой оловянносвинцовый, 617о Sn). Припои ПОС-40 и ПОС-30 содержат, следовательно, 40 и 30% Sn и имеют, как это можно определить по диаграмме, приведенной на рис. 456, более высокую температуру плавления. [c.623]
Припоями называются присадочные материалы используемые при соединении (пайке) деталей, находящихся в твердом состоянии путем их расплавления. Припои бывают легкоплавкие (мягкие), если они расплавляются при К400° С, и тугоплавкие (твердые), если они расплавляются при >500° С. [c.188]
Распространённым способом пайки мягкими припоями является пайка погружением в металлические ванны с расплавленным припоем. Электрическая пайка для мягких припоев имеет ограниченное применение (известно использование угольной дуги косвенного действия — дуговой горелки вместо газовой). Пайка сопротивлением и индукционная (токами высокой частоты) применяется очень редко. Иногда (например, для свинцовых труб и кабельных оболочек) производится пайка растиранием. Место пайки обливается расплавленным припоем, который формуется в полурас-плавленном состоянии растиранием концами или паклей. При мягкой пайке алюминия растирание в несколько иной форме применяется для разрушения плёнки окиси алюминия, которую не могут растворить флюсы при низких температурах мягкой пайки. На нагретое до температуры пайки место наносится припой и растирается проволочной щёткой или скребком до облуживания поверхности, после чего добавляется необходимое количество припоя (технически чистый цинк или различные легкоплавкие сплавы цинка, олова, иногда с добавкой алюминия). Для массового производства однотипных изделий часто применяется пайка нагревом изделий вместе с припоем, до некоторой степени аналогичная твёрдой пайке в печах. При этом способе изделия с припоем нагреваются до плавления припоя, затекающего в соединение и осуществляющего пайку. Процесс очень производителен и легко может быть механизирован, например, передвижением изделий ленточным транспортёром, проходящим через нагревательную печь. [c.450]
В зависимости от требуемой прочности соединения паяемых изделий и предельно допустимых рабочих температур различают мягкие (легкоплавкие), полутвердые и твердые (тугоплавкие) припои. [c.54]
Мягкие припои имеют температуру плавления 220—280°,С и представляют собой сплавы свинца с оловом прочность паяного ими шва низкая (СТв = 5ч-7 кПмм , или 49—68,5 Мн м ). Наиболее легкоплавкий сплав — свинец с оловом, так называемый третник . Особенно прочно паяются сплавы меди, с которыми олово припоя образует твердый раствор, обеспечивающий непрерывный переход от припоя к основному металлу. [c.462]
Сплавы на основе свинца и олова. Легкоплавкие оловянные, свинцовые и оловянно-свинцово-сурмянистыс сплавы иногда применяют для изготовления деталей, не несущих больших нагрузок, но отличающихся высокой точностью размеров (шрифты в полиграфической промышленности, детали механизмов счетных машин и цифровых барабанов). Обычно эти сплавы содержат 4—18% Sb и 1—33% РЬ. Они легко поддаются пайке мягким припоем. [c.30]
Основа большинства мягких припоев —олово и свинец. Известны низкотемпературные припои на основе висмута, индия и других легкоплавких металлов с температурой плавления 47—170° С. Чистое олово часто используют в качестве припоя и для облуживания металлических поверхностей. Это объясняется хорошей смачивающей способностью, высокой пластичностью, нетоксичностью и достаточной коррозионной стойкостью олова во многих средах. [c.395]
Руководство по материалам электротехники для всех. Часть 3
Продолжение руководства по материалам электротехники. В этой части заканчиваем разбирать проводники: Углерод, Нихромы, термостабильные сплавы, припои — олово, прозрачные проводники.Добро пожаловать под кат (ТРАФИК)
Хочу сказать спасибо всем за дельные комментарии к предыдущим частям, мой список TODO растет. Если тенденция сохранится, то итоговую версию руководства в формате pdf я опубликую не в 11 части, как планировал, а отдельно 12й частью вместе со списком доработок и улучшений. Оставляйте пожелания в комментариях какие места требуют более подробного обьяснения.
Эта часть посвящена «так себе проводникам» — материалам которые проводят ток, но делают это весьма паршиво, и с этим мирятся только благодаря каким-то особым свойствам материала, которого нет у других проводников.
Углерод
С — углерод. Не совсем металл, но тоже проводник. Графит, угольная пыль — не такие хорошие проводники как металлы, но зато очень дешевые, не подвержены коррозии.
Примеры применения
Компонент резисторов. В виде пленок, в виде объемных брусков в диэлектрической оболочке.
Добавка в полимеры для придания электропроводности. Для защиты от образования статического электричества достаточно ввести в состав полимера мелкодисперсный графит, и пластик из диэлектрика становится очень плохим проводником, достаточным, что бы статический заряд с него стекал. При работе с изделиями из такого пластика они не будут прилипать и искрить, что важно при пожароопасности или работе с электроникой.
Токопроводящий лак на базе суспензии графита.
На базе полимеров, заполненных мелкодисперсным графитом, основаны различные нагреватели — пленочные электронагреватели теплых полов, греющие кабели для систем водоснабжения, нагреватели для одежды и т.д. Высокий коэффициент расширения полимеров при нагреве приводит к отрицательной обратной связи, что делает такие нагреватели саморегулирующимися и потому безопасными. При пропускании тока через такой полимер, он нагревается, от нагрева расширяется, контакт между частичками углерода в матрице из полимера ухудшается, от этого увеличивается сопротивление — уменьшается протекаемый ток, уменьшается нагрев. В итоге, устанавливается некоторая температура полимера, стабильно поддерживающаяся этим механизмом обратной связи без каких либо внешних устройств.
Нагреватель от печки лазерного принтера. Основа — фарфор, проводники — серебро. Нагреватель — углеродная композиция, покрыта для защиты слоем глазури.
Аналогично устроены полимерные самовосстанавливающиеся предохранители. Если ток через такой предохранитель превысит номинальный, от нагрева полимер в составе расширяется, и резко увеличившееся сопротивление прерывает ток через предохранитель до некоторого небольшого значения. Такие предохранители обеспечивают медленную защиту, но не требуют замены предохранителя после каждой аварии.
Угольный сварочный электрод — используется для сварки, когда от электрода требуется только поддерживать дугу не плавясь. Уголь значительно дешевле вольфрама, но менее прочен и постепенно сгорает на воздухе.
Электроды от дуговой лампы, использовавшейся для киносъемок. Марка электродов КСБ — Уголь КиноСьемочный Белопламенный неомедненный.
Медно-графитовые материалы. Получают спеканием порошка меди и графита в разных пропорциях. В зависимости от состава могут быть от чёрных как уголь до темно красных с медным блеском. Используется как материал скользящих контактов — щеток электрических приборов. Такие щетки обеспечивают низкое сопротивление вращению — хорошо скользят по контактам коллектора. Кроме того их твёрдость заметно ниже твёрдости металла коллектора, так что в процессе работы истираются и подлежат замене дешевые щетки а не дорогой ротор.
Изношенные щетки от двигателя стиральной машины. Плохой контакт щеток с коллектором — причина повышенного искрения.
Источники
Если вдруг понадобился срочно угольный электрод, например сварить термопару, самый доступный способ — вытащить центральный электрод из солевой батарейки (маркировка которой начинается с R а не LR, щелочные («алкалиновые») не подойдут). Угольный стержень из батарейки содержит в себе следы электролита, поэтому перед применением не лишнем будет промыть и прокипятить его в воде для удаления остатков электролита.
Нихромы
Для изготовления нагревателей, мощных сопротивлений требуются сплавы со следующими требованиями:
- Относительно высокое удельное сопротивление — иначе нагреватель придется делать длинным и тонким, что отрицательно скажется на долговечности.
- Устойчивость к окислению на воздухе. Если в колбу лампы накаливания попадет воздух, то спираль очень быстро сгорит. При высоких температурах скорости химических реакций растут, и кислород воздуха начинает окислять даже стойкие при комнатной температуре металлы.
- Иметь приемлемые механические характеристики. Низкая пластичность и повышенная хрупкость негативно скажется на надежности изделия.
Нагреватели обычно изготавливают из следующих сплавов:
Нихром (55-78% никеля, 15-23% хрома) рабочая температура до 1100 °C хотя нихромы — это целый класс сплавов с небольшой разницей в составе.
Фехраль, название образовано от состава FeCrAl (12-27% Cr, 3.5-5.5% Al, 1% Si, 0.7% Mn, остальное Fe) рабочая температура до 1350 °C (Иногда называют канталом — kanthal, это не марка сплава, а торговая марка, которая стала нарицательной, как например «термос»).
Добавка хрома обеспечивает образование защитной пленки на поверхности сплава, благодаря чему нагреватели из нихрома могут длительное время работать на воздухе с высокой температурой поверхности.
Фехраль после нагрева становится ломким. Нихром после нагрева еще можно как-то гнуть. При этом фехраль дешевле нихрома, в рознице не так заметно, но ощутимо в оптовых партиях.
Нихромовая спиралька с фитилем внутри — испаритель электронной сигареты. Нихромовой струной, подогреваемой электрическим током, режут пенополистирол. Также из нихрома изготавливают термосьемники изоляции — на сегодняшний день самый надежный способ снять изоляцию с провода и не повредить токопроводящую жилу.
На удивление, достаточно трудно купить нихром в виде проволоки в небольших количествах, местные продавцы о количествах менее килограмма даже слышать не хотят. Так что, если понадобится изготовить нагревательный элемент — то проще перемотать нихром с какогонибудь неисправного тепловентилятора.
Концы нагревательных элементов обычно приваривают к тоководам или зажимают механически — винтом или опрессовкой.
Сплавы для изготовления термостабильных сопротивлений
У всех материалов есть ТКС — температурный коэффициент сопротивления, мера того, насколько изменяется сопротивление с изменением температуры. Он может быть положительным — как у металлов, с ростом температуры сопротивление растет, может быть отрицательным, как у полупроводников, с ростом температуры сопротивление падает. При изготовлении точных измерительных приборов необходимо иметь сопротивления с минимальным дрейфом номинала в зависимости от температуры. Для этого изобрели сплавы с минимальным ТКС:
Константан (59% Cu, 39-41% Ni, 1-2% Mn)
Манганин (85% Cu, 11.5-13.5% Mn, 2.5-3.5% Ni)
Таблица, с указанием температурного коэффициента (обозначается как α) для различных
металлов:
| Материал | Температурный коэффициент α |
|---|---|
| Кремний | -0,075 |
| Германий | -0,048 |
| Манганин | 0,00002 |
| Константан | 0,00005 |
| Нихром | 0,0004 |
| Ртуть | 0,0009 |
| Сталь 0,5% С | 0,003 |
| Цинк | 0,0037 |
| Титан | 0,0038 |
| Серебро | 0,0038 |
| Медь | 0,00386 |
| Свинец | 0,0039 |
| Платина | 0,003927 |
| Золото | 0,004 |
| Алюминий | 0,00429 |
| Олово | 0,0045 |
| Вольфрам | 0,0045 |
| Никель | 0,006 |
| Железо | 0,00651 |
Если упростить, то коэффициент α говорит, во сколько раз изменится сопротивление проводника при изменении температуры на один градус Цельсия.
Припои
Пайка — это процесс соединения двух деталей при помощи припоя, материала с температурой плавления меньшей, чем у соединяемых деталей. Например, соединение двух медных проводников при помощи олова. Именно использование припоя — основное отличие от сварки, когда детали соединяются расплавом из самих себя, например стальной крюк к стальной двери приваривается при помощи стального плавящегося сварочного электрода.
Припои чаще классифицируют на две группы — тугоплавкие (температура плавления 400°С и более) и легкоплавкие. Или, иногда, на твёрдые и мягкие. Учитывая, что мягкие припои обычно легкоплавкие, то часто твёрдые припои синоним тугоплавких, а мягкие припои — легкоплавких.
В электронной технике припои используют для создания надежного электрического контакта. Основные припои в электронной технике — мягкие, на базе олова и оловянно-свинцовых сплавов. Все остальные экзотические припои рассматриваться не будут.
Олово
Sn — Олово. Основной компонент мягких припоев. Олово — относительно легкоплавкий металл, что позволяет использовать его для соединения проводников. В чистом виде не используется (см. факты). Из-за дороговизны олова (а также других причин, см. ниже), его в припоях разбавляют свинцом. Припой из 61% олова и 39% свинца образует эвтектику, такой смесью, ПОС-61 (Припой Оловянно-Свинцовый — 61% олова) паяют радиодетали на платах, провода. В менее ответственных узлах (шасси, теплоотводы, экраны и т.п.) олово в припоях разбавляют сильнее, до 30% олова, 70% свинца.
Электронные устройства долгое время паяли оловянно-свинцовыми припоями. Затем набежали экологи и заявили, что свинец — металл тяжелый, токсичный, и проблемы бы не было, если бы все эти ваши айфоны, компьютеры и прочие гаджеты не оказывались на свалке, откуда свинец попадает в окружающую среду. Поэтому придумали серию бессвинцовых припоев, когда олово разбавлено висмутом, или вовсе используется в чистом виде, стабилизированное добавками, например, серебра. Но эти припои дороже, хуже по характеристикам, более тугоплавкие. Поэтому оловянно-свинцовые припои надолго останутся в ответственных изделиях военного, космического, медицинского применения.
Кроме того, бессвинцовые припои склонны к образованию «усов». Оловянные усы — длинные тонкие кристаллы, вырастающие из оловянного припоя — причина отказов и сбоев аппаратуры. К сожалению, присадки в припои не позволяют на 100% прекратить рост «усов», поэтому оловянно-свинцовые припои, как проверенные временем, используются в критичных системах — космос, медицина, военка, атомные применения. Подробнее про усы.
Факты об олове
- Чистое олово подвержено «оловяной чуме», когда при температурах ниже 13,2 °C олово меняет свою кристаллическую решетку, превращаясь из блестящего металла в серый порошок (как при нагревании алмаз превращается в графит). Согласно байкам, оловянная чума — одна из причин поражения Наполеоновской армии в условиях суровых российских городов (представьте, как на морозе ваши пуговицы, ложки, вилки, кружки превращаются в серый порошок). И вполне состоявшийся факт, что оловянная чума стала одной из причин которая погубила экспедицию Скотта — консервные банки, емкости с топливом были пропаяны оловом и на морозе просто развалились. Небольшая добавка висмута практически устраняет оловянную чуму.
- Олово проводит электрический ток в 7 раз хуже меди.
- Олово используется как защитное покрытие консервных банок — луженая жесть при контакте с пищей не делает её опасной. (но так как олово правее железа в ряду напряженности металлов, лужение не защищает железо от коррозии гальванически, как цинк, который левее железа в ряду напряженности. Как работает гальваническая защита можно прочитать по ссылке).
- До широкого распространения алюминия, фольгу делали из олова, её называли «станиоль» (от stannum — латинское навание олова).
- Не пытайтесь отремонтировать ювелирные украшения при помощи мягких оловянных и оловянно-свинцовых припоев. Прочность соединения будет неприемлемой, а наличие легкоплавкого припоя на поверхности осложнит нормальную пайку твёрдыми припоями.
Легкоплавкие припои
На базе сплавов с содержанием олова были разработаны легкоплавкие припои. И даже очень легкоплавкие припои, которые плавятся в горячей воде. Хороший список сплавов есть в Википедии.
Катушки и прутки оловянно-свинцовых припоев. Проволока из припоя содержит центральный канал с флюсом, облегчающим процесс пайки.
Основные припои для радиоаппаратуры
- ПОС-61 — 61% олова, остальное — свинец. Температура плавления (ликвидус) 183 °C. Есть множество сходных по составу и по свойствам импортных припоев, в которых пропорции компонентов отличаются на пару процентов, например Sn60Pb40 или Sn63Pb37.
- ПОС-40 — 40% олова. Остальное — свинец. Температура плавления (ликвидус) 238 °C Менее прочный, более тугоплавкий, неэвтектический (плавится не сразу, есть диапазон температур при котором припой больше походит на кашу). Но благодаря тому, что чуть ли не в два раза дешевле (олово дорогое), применяется для неответственных соединений — пайка экранов, шин. Аналогичны припои ПОС-33 (температура плавления 247С), ПОС-25 (температура плавления 260С), ПОС-15 (температура плавления 280С).
- Бессвинцовые припои. Для пайки медных водопроводных труб горелкой чаще всего используют мягкий припой с 3% меди (Sn97Cu3). Он не содержит свинца, потому пригоден для питьевой воды. По экологическим причинам современную электронику на заводах паяют в основном бессвинцовыми припоями. Хорошая статья.
Замыкают список совсем легкоплавкие припои:
- Сплав Розе: 25% Sn, 25% Pb, 50% Bi. Температура плавления +94 °C.
- Сплав Вуда: 12,5% Sn, 25% Pb, 50% Bi, 12.5% Cd Температура плавления +68,5 °C.
Применяются для лужения печатных плат любителями, так как плавятся в горячей воде, и можно резиновым шпателем под слоем кипящей воды быстро покрыть припоем медную фольгу печатной платы. В технике их используют для пайки деталей, не выдерживающих нагрева до обычной температуры припоев, или в тех случаях, когда зачем-то нужен очень легкоплавкий металл (например, для датчика температуры).
Если спаять подпружиненные контакты легкоплавким припоем, то получится простой и надежный термопредохранитель, при превышении температуры припой плавится и контакты разрывают цепь. Правда, предохранитель получится одноразовым. Во многих советских телевизорах в блоке строчной развертки была защита из обычной стальной спиральной пружинки, припаянной на легкоплавкий припой. При перегреве, в том числе от большого тока через пружинку, она отпаивалась и отрывалась. Предохранители такого типа очень хороши как защита от пожара.
Прочие проводники
Термопарные сплавы
Для изготовления термопар используют сплавы стойкие к высоким температурам, но при этом обладающие высокой ТермоЭДС. Подробнее про термопары можно прочитать в соответствующей литературе.
Сплавы:
- Хромель (90% Ni, 10% Cr)
- Копель (43% Ni, 2-3% Fe, 53% Cu)
- Алюмель (93-96% Ni, 1,8-2,5% Al, 1,8-2,2% Mn, 0,8-1,2% Si)
- Платина (100% Pt)
- Платина-родий (10-30% Rh)
- Медь (100% Cu)
- Константан (59% Cu, 39-41% Ni, 1-2% Mn)
Соединяя два проводника из двух разных металлов получают термопары, например термопара типа K (ТХА — Термопара Хромель-Алюмель). Самые распространенные пары: хромель-алюмель, хромель-копель, медь-константан (для низких температур), платина-платинородий (для точных измерений и для высоких температур).
Оксид Индия-Олова
Оксид Индия — Oлова (Indium tin oxide или сокращённо ITO) — полупроводник, но обладает невысоким сопротивлением, а самое главное, пленка из оксида индия-олова прозрачна.
Это свойство используется при производстве ЖК дисплеев, сетка электродов на поверхности стекла нанесена именно из оксида индия-олова. Также резистивные touch панели имеют прозрачное проводящее покрытие.
Пленка ITO едва видна в отражении, чтобы хоть как то она была заметна пришлось разобрать ЖК дисплей:
Стекла от ЖК индикатора электронных часов. Индикатор подключался к электронной схеме через токопроводящую резинку, гребенка контактов видна в нижней части стекла.
На просвет проводящая пленка не видна
На удивление, сопротивление пленки довольно низкое.
На этом мы закончили проводники. В следующей части начнем обзор диэлектриков
Ссылки на части руководства:
1: Проводники: Серебро, Медь, Алюминий.
2: Проводники: Железо, Золото, Никель, Вольфрам, Ртуть.
3: Проводники: Углерод, нихромы, термостабильные сплавы, припои, прозрачные проводники.
4: Неорганические диэлектрики: Фарфор, стекло, слюда, керамики, асбест, элегаз и вода.
5: Органические полусинтетические диэлектрики: Бумага, щелк, парафин, масло и дерево.
6: Синтетические диэлектрики на базе фенолформальдегидных смол: карболит (бакелит), гетинакс, текстолит.
7: Диэлектрики: Стеклотекстолит (FR-4), лакоткань, резина и эбонит.
8: Пластики: полиэтилен, полипропилен и полистирол.
9: Пластики: политетрафторэтилен, поливинилхлорид, полиэтилентерефталат и силиконы.
10: Пластики: полиамиды, полиимиды, полиметилметакрилат и поликарбонат. История использования пластиков.
11: Изоляционные ленты и трубки.
12: Финальная
Припой для пайки: классификация, свойства, критерии выбора
Электрическое соединение радиоэлементов производится посредством пайки, которая позволяет отремонтировать многие бытовые приборы и устройства. В некоторых ситуациях пайка соединяет те элементы, которые нельзя соединить даже сваркой. Современные технологии и приспособления для пайки позволяют охватывать достаточно широкий диапазон материалов. Но удовлетворить всем условиям работы одна соединительная среда не может, поэтому на практике применяются различные припои для пайки.
Что такое припой?
Припой представляет собой смесь легкоплавких металлов, которые способны обеспечить хороший контакт между двумя поверхностями, получаемый в результате пайки. При нагревании припой переходит из твердого в жидкое состояние, которое обеспечивает растекание по периметру припаиваемой детали или в месте их контакта. При этом происходит фиксация на молекулярном уровне за счет высокой степени адгезии.
По составу припои могут включать самые различные компоненты, предоставляющие им необходимые эксплуатационные свойства. Однако преимущественное большинство состоит из смеси свинца и олова, первый из которых обеспечивает твердость и тугоплавкость, а второй легкость и снижает температуру плавления. Также в составе могут быть и другие компоненты: серебро, никель, цинк, медь, кобольд, висмут, сурьма и другие.
Из-за многокомпонентности состава процесс расплавления также проходит несколько этапов: сначала разрежаются наиболее легкоплавкие составляющие, тугоплавкие в этот момент остаются в виде кристаллов. Затем плавятся и они, смесь становится однородной и обеспечивает максимальное заполнение и контакт. Однако вместе с припоем используются флюсы, обеспечивающие лучшее заполнение и защиту от окисления.
Классификация
Все критерии классификации припоев представляют собой довольно обширную сферу, которая под силу, пожалуй, лишь узкопрофильным специалистам. Поэтому для упрощения подборки конкретные марки ее изготавливают для конкретных целей – паять алюминий, ювелирные изделия, медную проволоку, радиокомпоненты и т.д. Главное, на что вам следует обратить внимание – это температурный параметр. Так как, к примеру, пайку микросхемы нельзя выполнять той же маркой ПОС, что и соединение жил кабеля, так как чувствительный компонент может сгореть и выйти со строя.
Припои для пайки классифицируются по следующим критериям:
- по способу подачи флюса – безфлюсовые и самофлюсующиеся, для первых флюс подается отдельно, вторые содержат его в своем составе;
- по основному паяльному элементу – оловянные припои, никелевые, кобальтовые, марганцевые, титановые, серебряные, циркониевые, ванадиевые, смешанные и т.д.
- по способу получения – бывают готовые или формируемые непосредственно во время пайки;
- по растворимости компонентов – встречаются полностью расплавляемые и частично;
- по форме выпуска – оловянная проволока, пруток, чушки, лист, гранулы, паста;
- по температуре плавления – существуют те, которые переходят в жидкое состояние при низкой и при высокой температуре.
При выборе оловянно-свинцового припоя наиболее важным критерием является последний, поэтому на нем мы и остановимся более детально.
Легкоплавкие (мягкие).
К легкоплавким припоям относятся такие составы, которые переходят в жидкое состояние при температуре от 145 до 400°С. Но, при этом они обеспечивают относительно небольшую прочность, для легкоплавких сплавов сопротивление на разрыв составляет не более 7кг/мм2. Наиболее распространенные – оловянно-свинцовые. Чаще всего мягкие припои используются в радиоэлектронике для печатных плат или деталей.
Тугоплавкие (твердые).
Твердые припои обладают значительно большей механической прочностью, но их температура плавления составляет более 400°С, что является неприемлемым для большинства радиодеталей, так как они могут пострадать даже от касания разогретым жалом паяльника. Двумя наиболее крупными группами в этой категории являются медные и серебряные составы. Медные сплавы, как правило, соединяются с цинком, но они слишком хрупкие, поэтому подходят для твердых сплавов, испытывающих только статическую нагрузку. Серебряные припои являются универсальными и могут использоваться для пайки любых точек соединения, однако стоимость этих марок также довольно высокая.
Паяльные пасты.
Паяльные пасты также представляют собой компонент для пайки радиодеталей, но применяются они для мелких элементов из легкоплавкого металла. Состав пасты содержит измельченные кусочки припоя в растворе жидкого флюса. Их используют в тех платах или устройствах, где воздействие высокой температуры может нанести вред оборудованию. Пасты, как правило, паяются феном без электрического паяльника, или могут просто наноситься в качестве проводящего клеевого состава.
Нанесение смеси для пайки в точку крепления выводов наносится порционно и может выполняться при помощи специального трафарета, шприца или каплеструйным картриджем.
Рис 3. Нанесение паяльной пасты принтером, шприцом, трафаретомОднако применение пасты для пайки обуславливает целый ряд требований, которые должны соблюдаться:
- перед началом вскрытия емкости обязательно выдерживается в комнатной температуре хотя бы 2 часа, использовать средства принудительного нагрева припоя для этого запрещено;
- после вскрытия смесь обязательно перемешивается до получения однородного вещества, так как в ходе хранения флюс может отделяться от припоя;
- перед нанесением поверхность должна очищаться от возможных примесей и загрязнителей, при длительной пайке процедура повторяется каждые 45 минут;
- монтаж электронных компонентов в нанесенную пасту должен производиться за 60 минут, иначе она начнет утрачивать свойства;
- после пайки остатки и излишки пасты отмывают, существуют те, которые отмываются обычной водой, другим требуется растворитель, некоторые могут не смываться.
Крайне негативно на функциональных характеристиках такого припоя сказывается помещение в среду с высокой или низкой температурой, а также воздействие влаги.
Бессвинцовые припои.
Изначально, причиной создания припоя без содержания свинца была потребность исключить вредное влияние на окружающую среду и человеческий организм. Такие припои массово используются для пайки алюминия или стали в пищевой промышленности, для труб подачи питьевой воды, лабораторного оборудования и инструментов.
Всего выделяют три наиболее распространенные группы бессвинцовых припоев:
- олово с медью – применяется для высокотемпературной пайки, относится к тугоплавким припоям, хорошо подходит для работы по медным изделиям;
- олово с серебром – подходят для низкотемпературной пайки, обеспечивают лучший контакт, чем у свинцовых припоев, но они имеют высокую цену.
- олово и с медью, и с серебром – также является мягким вариантом, который обладает меньшей стоимостью, чем предыдущий, и практически ничем не уступает ему в качестве соединений.
- олово с висмутом и серебром – может применяться для пайки меди при низких температурах;
- олово с цинком и висмутом – более дешевый вариант предыдущего, но имеет ряд сложностей в применении.
Основные свойства припоев
При выборе конкретной марки припоя для пайки медных проводов или алюминиевых сплавов необходимо руководствоваться их техническими характеристиками.
Однако для всех составов можно выделить перечень основных свойств:
- смачиваемость – показывает, насколько хорошо припой обволакивает и прилипает к паяемым деталям;
- прочность – определяет способность выносить механические усилия и нагрузки, для этот в состав могут добавлять бор, железо, никель цинк или кобальт;
- пластичность – способность к деформации, достигается за счет присадок из марганца, висмута, лития и т.д.;
- устойчивость к высоким температурам – важна для пайки твердыми сплавами, которые находятся в котельных, печах, трубопроводах, нагревательных приборах, свойство достигается путем добавления вольфрама, циркония, ванадия, гафния, ниобия и т.д.
- устойчивость к коррозионному разрушению – повышается путем легирования медью или никелем.
Критерии выбора
Выбирая какой-либо состав для лужения медных деталей или пайки проводов важно учитывать ряд факторов, который повлияет и на качество работы, и на полученный результат.
Среди таких критериев, в первую очередь, обращают внимание на:
- типы соединяемых элементов, из какого материала изготовлены, их толщина и параметры соединяемых поверхностей;
- способ пайки, для которого подбирается припой – медным жалом классического паяльника, феном, паяльной станцией и т.д.;
- допустимый температурный режим – температура плавления припоя должна быть меньше температуры плавления соединяемых элементов;
- наличие механического воздействия – определяется статическая или динамическая, возможно, вибрационная;
- устойчивость к агрессивной среде – для преждевременного разрушения припоя его тип должен предусматривать устойчивость к влаге, температуре, газам, пыли и прочим факторам, воздействующим на него в процессе эксплуатации.
Самые используемые марки
Наиболее популярными видами являются припои ПОС, в их основе свинец и олово, маркирующиеся ПОС-40, 60, 80 и т.д., здесь числовое обозначение указывает на процентное содержание олова. Выпускаются, как правило, в форме паяльной проволоки, в зависимости от процентного соотношения основных компонентов могут относиться как к легкоплавким, так и к тугоплавким маркам.
Применяются для пайки меди, алюминия, латуни, бронз и других металлов:
- ПОС-90 – хорошо подходит для пищевой индустрии;
- ПОС-40 – используют для труб и деталей из латуни, железа и т.д.;
- ПОС-30 – в кабельных соединениях;
- ПОС-61 – для работы с радиодеталями.
Из серебросодержащих марок часто встречаются припои ПСр- 15, 25,45, 65, 70, число после буквенного обозначения указывает на процент серебра. Этот тип охватывает как пайку меди в высокоточных приборах, так и медицинскую сферу.
Сплав Розе также называемый ПОСВ-50, один из припоев с самой низкой температурой плавления – от 90 до 100°С. Применяется в ювелирном деле, в пайке печатных плат, для плавких вставок и т.д.
Рис. 5. Сплав РозеВидео в развитие темы
Литература.
При написании статьи использовалась следующая техническая литература:
- ГОСТ 17325-79. ПАЙКА И ЛУЖЕНИЕ. Основные термины и определения.
- ГОСТ 21930-76. Припои оловянно-свинцовые в чушках. Технические условия.
- Гуляев А. П. Металловедение. М.: «Металлургия» 1986 г. 544 с.
Как отличаются припои по температуре плавления
Основным материалом, применяемым при пайке, является специальный сплав, называемый припоем. К одной из важнейших его характеристик относится температура плавления.
Существует множество разнообразных сплавов, используемых в качестве припоев при выполнении паяных соединений металлических изделий. Они имеют различия по химическому составу и по физико-механическим свойствам.
Классификация
В соответствии с государственным стандартом, существует следующее классификационное деление припоев по температуре их плавления:
- низкотемпературные, их также называют мягкими. Температура плавления этих паяльных сплавов не превышает 450 ℃. В свою очередь, данная категория делится на две подкатегории. Паяльные сплавы, плавящиеся при температуре до 145 ℃ называются особолегкоплавкими, плавящиеся в диапазоне от 145 до 450 ℃ относятся к легкоплавким;
- высокотемпературные или твёрдые. К ним относятся припои с температурой плавления, превышающей 450 ℃. Этот класс сплавов включает в себя три подкатегории. Среднеплавкими считаются те, которые расплавляются при температуре до 1100 ℃, имеющие точку плавления от 1100 до 1850 ℃ называют высокоплавкими. Присадочные материалы, использующиеся при пайке, которые занимают ещё более высокотемпературные позиции, относятся к тугоплавким.
Таблица 1. Температура плавления припоев:
| Марка припоя | Температура плавления, С° |
|---|---|
| Сплав Вуда | 66-70 |
| Сплав Розе | 90-98 |
| Припой ПОИН 52 | 120 |
| Припой ПОСК 50-18 | 142-145 |
| Припой ПОСВи 36-4 | 150-170 |
| Припой ПОС-90 | 183-220 |
| Припой ПОССу 18-0,5 | 183-277 |
| Припой ПОССу 50-0,5 | 183-216 |
| Припой ПОС-63 | 183 |
| Припой ПОССу 25-0,5 | 183-266 |
| Припой ПОС-40 | 183-238 |
| Припой ПОС-30 | 183-238 |
| Припой ПОССу 30-0,5 | 183-245 |
| Припой ПОССу 40-0,5 | 183-235 |
| Припой ПОССу 61-0,5 | 183-189 |
| Припой ПОС-61 | 183-190 |
| Припой ПОССу-15-05 | 184-275 |
| Припой ПОССу-15-2 | 184-275 |
| Припой ПОССу-40-2 | 185-229 |
| Припой ПОССу 25-2 | 185-260 |
| Припой ПОССу-30-2 | 185-250 |
| Припой ПОССу-18-2 | 186-270 |
| Припой ПОС-60 | 190 |
| Припой ЦОП-30 | 200-315 |
| Припой АВИА-1 | 200 |
| Припой П200А | 220-225 |
| Припой ПОЦ-10 | 220-225 |
| Припой ПОС-50 | 222 |
| Припой ПОВи 0.5 | 224-232 |
| Припой ПОМ-1 | 230-240 |
| Припой ПОМ-3 | 230-250 |
| Припой ПОСу 95-5 (бессвинцовый) | 234-240 |
| Припой ПОССу-95-5 | 234-240 |
| Припой ПОССу-4-4 | 239-265 |
| Припой ПОССу-8-3 | 240-290 |
| Припой ПОС-18 | 243-277 |
| Припой ПОССу-4-6 | 244-270 |
| Припой П250А | 250-300 |
| Припой АВИА-2 | 250 |
| Припой ПОС-35 | 256 |
| Припой ПОС-25 | 260 |
| Припой ПОС-4 | 266 |
| Припой ПОССу-10-2 | 268-285 |
| Припой ПОС-10 | 268-299 |
| Припой ПОС-20 | 268-299 |
| Припой ПОССу-5-1 | 275-308 |
| Припой марки А | 300-320 |
| Припой 34А | 530-550 |
| Припой 35А | 545 |
| Припой П-81 | 630-660 |
| Припой П-14К | 640-680 |
| Припой П-14 | 640-680 |
| Припой ПМФОЦр 6-4-0,03 | 640-680 |
| Припой ПМФ-7 | 714-850 |
| Припой ПМФ-9 | 750-800 |
| Припой П-47 | 760-810 |
| Припой ПМЦ-36 | 800-825 |
| Припой Алармет 211 | 800-890 |
| Припой П 21 | 800-830 |
| Припой Л63 | 850-910 |
| Припой таблетированный Л63 | 850-900 |
| Припой ПМЦ-54 | 876-880 |
| Припой ВПР-28 | 880-980 |
| Припой П100М | 900-950 |
| Припой ЛО 60-1 | 900 |
| Припой П100 | 900-950 |
| Припой ЛОК 59-1-0,3 | 900 |
| Припой МНМц 68-4-2 | 915-970 |
| Припой ЛНМц 49-9-0,2 | 920 |
| Припой МНМц 9-23,5 | 925-950 |
| Припой ЛК 62-0,5 | 960-1020 |
| Припой ВПР-16 | 960-970 |
| Припой ВПР-4 | 1000-1050 |
| Припой ВПР-1 | 1080-1120 |
| Припой ВПР-11-40Н | 1100-1120 |
Основная суть процесса пайки заключается в смачивании расплавленным присадочным материалом поверхностей соединяемых деталей, которые сами при этом не расплавляются. Исходя из этого, температура плавления припоев должна быть ниже, чем соответствующая характеристика спаиваемых металлов.
Состав паяльных сплавов
Физико-механические свойства плавящихся присадочных материалов, в частности, температура их плавления, определяются содержанием компонентов, входящих в их состав.
Обычно такие сплавы состоят из нескольких химических элементов, но название композиций определяется по тому элементу, который является основным и превосходит все остальные по содержанию. Например, припои на основе олова называют оловянными.
Существует большое семейство припоев, содержащих значительные удельные доли свинца и олова. Такие паяльные сплавы принято называть оловянно-свинцовыми.
Для них принято буквенное обозначение ПОС, после которого следует цифра, показывающая процентное содержание олова в составе этого припоя.
Таблица 2. Химический состав припоев:
Марка припоя | Химический состав, % | |||||
Олово | Сурьма | Медь | Цинк | Свинец | Алюминий | |
ПОС-40 | 39…41 | _ | _ | — | Остальное | — |
ПОССу40-0,5 | 39…41 | 0,05.-0,5 | — | — | — | — |
ПОССу40-2 | 39…41 | 1.5…2 | — | — | — | — |
ПОССуЗО-О.5 | 29 31 | 0,05-0,5 | — | — | —»— | — |
ПОССуЗО-2 | 29…31 | 1,5-2 | — | — | —»— | — |
А | 38,6…42,1 | — | 1,5-2 | 56…59 | — | — |
ЦО-12 | 12 | — | — | 83 | — | — |
ЦА-15 | — | — | — | 85 | — | 15 |
Компоненты, входящие в состав припоя, оказывают воздействие на физические качества сплава, образуя нечто новое, не присущее каждому из компонентов в отдельности.
При этом наибольшее влияние на результирующие свойства припоя (такие, как температура его плавления) оказывает элемент, имеющий наибольший удельный вес в сплаве.
Так, паяльные сплавы на основе такого легкоплавкого металла, как олово, относятся к низкотемпературным или мягким. Этим подчёркивается связь температуры плавления металла с его механической твёрдостью.
То есть, металлы, которые плавятся при более низкой температуре, являются более мягкими.
Существует множество припоев, которые создаются на основе меди, алюминия, цинка, серебра, золота, платины. Высокотемпературная пайка осуществляется сплавами, в состав которых входят титан, цирконий, молибден и другие металлы.
Выбор припойного материала
Одним из главных критериев выбора сплава для создания паяного соединения металлических деталей является температура его плавления.
То есть, присадочный материал должен расплавляться раньше, чем основной. Но это не единственное условие выбора.
Жидкий расплав должен хорошо смачивать поверхность основного металла. Кроме этого, к паяному соединению предъявляются определённые прочностные требования.
Правильный подбор присадочного материала для пайки позволяет приблизить прочность соединения к прочности основного металла.
Именно по этой причине при пайке какого-либо металлического изделия стараются использовать присадку на основе такого же металла, как металл изделия.
При этом более низкая температура плавления припоя обеспечивается дополнительными компонентами, входящими в его состав.
Правда, следует заметить, что сравнять эти характеристики при пайке не удаётся никогда. То есть, при механических испытаниях на разрушение излом всегда будет происходить в месте соединения.
В некоторых специфических видах пайки прочность соединения играет не главную роль. Например, при пайке ювелирных изделий основной является эстетическая часть работы. Поэтому изделия из золота, серебра и платины паяются только припоями на основе одноимённых металлов, причём той же пробы.
Разогрев
В зависимости от температуры плавления используемого присадочного материала, применяются различные методы нагрева при пайке. В случае с мягкими материалами, содержащими олово, цинк, свинец, основным инструментом при пайке может служить обычный паяльник.
В качестве примера можно привести сборку и ремонт электронных схем, содержащих компоненты, критичные к перегреву. В этой ситуации обычно используются свинцово-оловянные материалы, имеющие невысокую температуру плавления и электрические паяльники небольшой мощности.
Механическая прочность соединений играет здесь второстепенную роль, главным является обеспечение надёжного электрического контакта.
Когда речь идёт о пайке высокотемпературными материалами, паяльник оказывается бессильным. В этих случаях нагрев осуществляется посредством газовых горелок и специальных установок, использующих токи высокой частоты.
Это относится к промышленной пайке в условиях производственных цехов и использованию твёрдых припоев.
В отдельных случаях, когда спаиваемые детали очень массивны, и при использовании обычных средств нагрева достичь плавления не удаётся, применяются специальные печи, куда заготовки помещают целиком. Только таким способом обеспечивают надежную пайку.
Получение и механические свойства огнеупорных композитов TiN-Al2O3
[1] К. Ниихара. Новая концепция конструкции конструкционных керамик-керамических нанокомпозитов. Варенье. Ceram. Soc. 99 (1991) 974-982.
[2] Ю.Г. Гогоци, Ф. Порз, В.П. Ярошенко. Механические свойства и окислительное поведение композитов Al2O3-AlN-TiN. Варенье. Ceram. Soc. 75 (1992) 2251-2259.
DOI: 10.1111 / j.1151-2916.1992.tb04492.x
[3] Дж.Мукерджи, С. Бисвас. Синтез, свойства и окисление композитов оксид алюминия-нитрид титана. Варенье. Ceram. Soc. (1990) 142-145.
[4] Дж.Г. Ли, Л. Гао, Дж. К. Го. Механические свойства и электропроводность нанокомпозитов TiN-Al2O3. Варенье. Ceram. Soc. 23 (2003) 69-74.
[5] Z.С. Рак, Я. Чеховски. Производство и свойства порошковых композитов Al2O3-TiN. Варенье. Ceram. Soc. 18 (1998) 373-380.
[6] Э.Лаарц, М. Карлссон, Б. Вивьен, М. Джонссон, М. Нигрен, Л. Бергстрем, Коллоидная обработка композитов на основе Al2O3, армированных частицами, нитевидными кристаллами и наночастицами TiN и TiC. J. Eur. Ceram. Soc. 21 (2001) 1027-1035.
DOI: 10.1016 / s0955-2219 (00) 00302-2
[7] Дж.Г. Ли, Л. Гао, Дж. К. Го, Д.С.Янь, Новый метод получения электропроводящих нанокомпозитов нитрид титана-оксид алюминия. Варенье. Ceram. Soc. 85 (2002) 724-726.
DOI: 10.1111 / j.1151-2916.2002.tb00162.x
[8] О.Манфреди, В. Вут, И. Болингер. Характеристика физико-химических свойств алюминиевого шлака. J. Мин. Встретились. Мат. С. 49 (1997) 48-51.
DOI: 10.1007 / s11837-997-0012-9
[9] ЧАС.Йошимура, А. Абреу, А. Молисани, А. де Камарго, Дж. Портела, Н. Нарита. Оценка отходов алюминиевого шлака как сырья для огнеупоров. Ceram. Int. 34 (2008) 581-591.
DOI: 10.1016 / j.ceramint.2006.12.007
[10] ЧАС.Лю Т., Минь X., Х.П. Джи и др. Анализ фазового состава TiN-Al2O3, синтезированного из алюминийсодержащего дросса и рутила методом алюмотермического восстановления-нитридирования. Огнеупоры. 47 (2013) 101-103.
Наноразмерный ограничитель оптических импульсов с использованием тугоплавких металлических квантовых ям
Abstract
В последние несколько десятилетий мы стали свидетелями быстрого развития высокоинтенсивных лазеров с ультракороткими импульсами, позволяющих проводить более глубокие лабораторные исследования нелинейной оптики, физики плазмы, квантовой науки и технологий, чем ранее возможно.Естественно, что с их все более широким использованием риск случайного повреждения оптических систем обнаружения соразмерно возрастает. Таким образом, были предложены различные оптические ограничивающие механизмы и устройства. Однако, ограниченные слабой оптической нелинейностью природных материалов, современные оптические ограничители полагаются на объемные жидкие или твердые среды, работающие в режиме пропускания. С такими конструкциями усложняется миниатюризация устройства при сохранении превосходной интегрируемости и управляемости. Здесь мы демонстрируем ограничитель импульсов отраженной моды (менее 100 нм) с использованием наноразмерных тугоплавких пленок из Al 2 O 3 / TiN / Al 2 O 3 металлических квантовых ям (МКЯ), которые обеспечивают большие и сверхбыстрые оптические нелинейности керровского типа из-за квантово-размерного эффекта МКЯ.Функциональные мультислои, состоящие из этих МКЯ, могут найти важные приложения в нанофотонике, нелинейной оптике и метаоптике.
ВВЕДЕНИЕ
Оптический ограничитель позволяет линейное пропускание / отражение ниже определенной интенсивности или пороговой мощности падающего света; выше этого порога устройство поддерживает передаваемую / отраженную оптическую мощность ниже заданного настраиваемого значения ( 1 , 2 ). Таким образом, использование соответствующего ограничителя перед оптическим датчиком не только защищает датчик, но и расширяет его рабочий диапазон до условий, более суровых, чем считалось ранее возможным.В отличие от сложных, активно управляемых систем оптического ограничения, пассивные оптические ограничители имеют быстрое время отклика и широко используются для ограничения коротких оптических импульсов ( 1 ). В этих пассивных оптических ограничителях используются материалы, которые обладают одним из следующих нелинейно-оптических свойств: нелинейное преломление (самофокусировка или дефокусировка) ( 1 — 3 ), нелинейное поглощение (обратное насыщаемое поглощение или многофотонное поглощение) ( 2 , 4 — 9 ) или нелинейное рассеяние (микропузырьки или микроплазма) ( 10 — 12 ).Поскольку большинство этих нелинейных процессов основано на оптическом эффекте Керра, который дает сверхбыстрое время отклика (порядка одного электронного орбитального периода, приблизительно 10 −16 с) ( 13 ), необычные нелинейные материалы типа Керра стали важнейшим элементом новых пассивных оптических ограничителей для защиты от ультракоротких оптических импульсов.
Керровская нелинейность материала представляет собой поправку третьего порядка к его линейному оптическому отклику и поэтому чрезвычайно мала ( 13 ).Следовательно, чтобы обеспечить большую длину взаимодействия для накопления достаточной нелинейности, пассивные оптические ограничители типа Керра обычно изготавливаются с использованием твердых или жидких сред на макроуровне, показанных на рис. 1 (A и B). Необходимость дополнительной промежуточной фокальной плоскости ( 3 ) и сложность изготовления неоднородно распределенных нелинейных сред ( 6 ) этих устройств ограничения объема стали разочаровывающими недостатками обычных оптических ограничителей. С этой целью могут быть полезны оптически резонансные структуры; например, был продемонстрирован появляющийся оптический ограничитель отражения, основанный на резонансном пропускании ( 14 ), который ограничивает передачу высокой интенсивности за счет усиления отражения (рис.1С). Тем не менее, этот оптический ограничитель по-прежнему работает в режиме пропускания и имеет толщину (от 5 до 6 мкм), чтобы поддерживать высококачественный узкополосный режим резонатора. Если возможно, эти недостатки можно было бы преодолеть с помощью наноразмерного оптического ограничителя с режимом отражения, такого как показанный на рис. 1D. Однако нет сообщений о материале или системе материалов, которые могут обеспечить достаточно сильную керровскую нелинейность в наномасштабе, чтобы обеспечить такой эффект ограничения импульсов в режиме отражения.
Инжир.1 Сравнение традиционного объемного режима пропускания и предлагаемых ограничителей импульсов наноразмерного режима отражения.( A и B ) Традиционные конфигурации (не в масштабе), широко используемые для оптического ограничения, основанные на керровской самодефокусировке (A) и нелинейном поглощении керровского типа (например, TPA) (B). Первое достигается путем введения объемной среды Керра за фокальной плоскостью для ускорения расходимости падающего гауссова пучка с высокой интенсивностью, так что только часть пучка может проходить через заранее заданную апертуру.Последнее осуществляется путем помещения объемной среды Керра перед фокальной плоскостью для поглощения высокоинтенсивной части падающего луча. Обратите внимание, что неоднородно распределенная объемная среда Керра, как показано на (B), желательна для максимизации нелинейного поглощения. ( C ) Недавно появившийся оптический ограничитель отражения (не в масштабе). Чтобы ограничить передачу высокой интенсивности, вместо увеличения поглощения (B), отражение ограничителя отражающего импульса будет усилено из-за нерезонанса выше пороговой интенсивности.( D ) Схематическое изображение наноразмерного оптического ограничителя отражения (не в масштабе). Пленка оптического ограничителя с глубиной субволновой длины может быть интегрирована на поверхность существующего оптического компонента.
Недавно в сверхтонких пленках Au (толщиной ~ 3 нм) была получена гигантская керровская нелинейность, на несколько порядков больше, чем у традиционных нелинейных материалов ( 15 ). Эта сильная керровская нелинейность объясняется большим межподзонным дипольным моментом и высокой концентрацией свободных электронов в металле; эти эффекты хорошо описываются моделью металлической квантовой ямы (МКЯ) ( 15 , 16 ).Однако Au не является прочным материалом для сверхлегкой нелинейной оптики, и, как следствие, усиленная керровская нелинейность в Au MQW не может использоваться для ограничителей высокоинтенсивных ультракоротких импульсов.
РЕЗУЛЬТАТЫ
Здесь мы демонстрируем наноразмерный оптический ограничитель керровского типа (менее 100 нм) для фемтосекундных импульсов (см. Текст S1 и рис. S1; см. Материалы и методы) на основе прочной системы материалов MQW. Он полностью состоит из тугоплавких материалов ( 17 , 18 ) TiN и Al 2 O 3 и, таким образом, идеально подходит для высокоинтенсивных нелинейно-оптических приложений.Тугоплавкий оптический ограничитель MQW был выращен эпитаксиально на сапфировой подложке (см. Текст S2 и рис. S2; см. Материалы и методы) с точностью до атомного уровня. МКЯ образована сэндвич-структурой Al 2 O 3 / TiN / Al 2 O 3 , в которой свободные электроны в металлической яме (TiN) квантуются между соседними диэлектрическими барьерами (Al 2 O 3 ) ( 19 ). В результате зона электронной проводимости ограниченной нанопленки TiN разбивается на подзоны, как и в случае МКЯ Au.Расчетная электронная зонная диаграмма одиночного блока МКЯ (2-нм TiN), основанная на квантовой электростатической модели для квантово-размерных металлов ( 15 , 16 ), показана на рис. 2А вместе с дисперсией поддиапазоны (см. текст S3). Показано, что первые пять подзон находятся ниже уровня Ферми, и, таким образом, существует множество электронных переходов. Как будет показано ниже, эти переходы вносят вклад в эффект ограничения импульса за счет керровской нелинейности межподзонной системы МКЯ, а также различных процессов многофотонного поглощения.Следовательно, именно обильные электронные подзоны обеспечивают беспрецедентное ограничение импульсов наноразмерных тугоплавких тонких пленок.
Рис. 2 Множественные электронные подзоны в квантово-размерных пленках TiN обеспечивают чрезвычайно высокие коэффициенты Керра.( A ) Диаграмма зоны проводимости TiN MQW (слева) и соответствующая электронная дисперсия поддиапазонов (справа). Уровень Ферми E F (~ 4.6 эВ) показан пунктирной линией.Красными стрелками показаны однофотонные межподзонные переходы между подзонами ∣2⟩ и ∣3⟩. ( B ) Зависимость нелинейной оптической постоянной от длины волны n 2 пленки TiN толщиной 2 нм, измеренная методом z-сканирования с использованием лазерных импульсов, падающих под углом 45 ° p ( Ширина импульса 100 фс, частота следования 1 кГц; Astrella, Coherent) с интенсивностью ~ 70 ГВт / см 2 . Обратите внимание, что минус «-» используется в воображаемой части n 2 .Красная стрелка соответствует расчетной длине волны перехода, показанной на (A), а сплошные линии — сплайновые кривые. Колебания в нескольких измерениях в разных местах обозначены полосами погрешностей (SD). На вставке показано типичное поперечное сечение тонкой пленки TiN MQW, полученное методом просвечивающей электронной микроскопии (ПЭМ).
Образцы МКЯ демонстрируют металлическое высокое отражение при низкой интенсивности освещения из-за плазмонного эффекта TiN ( 17 ). Чтобы исследовать собственный нелинейный коэффициент n 2 , для измерения z-сканирования использовались образцы с одним блоком MQW ( 20 ) (см. Текст S4 и рис.S3), а результат представлен на рис. 2B. Наблюдается разрешенный резонансный пик, который связан с однофотонным переходом (керровская нелинейность) между подзонами ∣2⟩ и 3⟩, что согласуется с рассчитанной электронной зонной структурой (рис. 2A). Амплитуда n 2 на несколько порядков больше, чем у традиционных нелинейных материалов ( 13 ), что является прямым доказательством наличия электронных подзон, возникающих в результате квантового размерного эффекта в МКЯ ( 15 , 21 ).Такой высокий n 2 делает эти устройства подходящими для нелинейных оптических приложений, включая оптический ограничитель. При этом знак действительной части n 2 положительный, а знак ее мнимой части отрицательный. В результате МКЯ оказалась бы диэлектриком при сильном освещении. По этой причине предлагаемый оптический ограничитель на основе этой системы МКЯ работает в режиме отражения, т. Е. Допускает линейное отражение падающего света с интенсивностью ниже предельного порога, а выше предельного порога сохраняет отраженную оптическую мощность ниже определенное настраиваемое значение.Насколько нам известно, это первый оптический ограничитель режима отражения; это усовершенствование дает новую степень свободы для оптимальной конструкции системы оптического ограничения.
В отличие от обычных оптических ограничителей, наноразмерная тонкая пленка МКЯ для ограничителя фемтосекундных импульсов работает в режиме отражения, схематически показанном на рис. 3А. Как следствие, его можно интегрировать на поверхность существующего оптического компонента до субволнового масштаба, что значительно упрощает конфигурацию оптического ограничения.Первоначально мы проектируем толщину квантовой ямы так, чтобы в желаемом рабочем диапазоне частот имелся один или несколько межподзонных переходов. Кроме того, чтобы гарантировать достаточную длину взаимодействия, чтобы отклик Керра поддерживал разумный эффект ограничения импульсов, для улучшения его характеристик необходим пакет квантовых ям, образующих эффективный метаматериал ( 22 ). Обратите внимание, что барьерный слой не может быть слишком тонким, чтобы избежать нежелательного туннельного эффекта между квантовыми ямами. Здесь образец, состоящий из 7-элементной МКЯ, был изготовлен и использован в экспериментах по ограничению импульсов в качестве демонстрационного примера; дополнительно учитывается качество образца и сложность изготовления.Отметим, что периодичность 7 для множественных пленок МКЯ естественным образом проявляется как метаматериалы ( 23 ). Как обсуждается ниже, заметное уменьшение мнимой части показателя преломления ( 14 ) имеет решающее значение как для улучшения характеристик ограничения импульсов, так и для обеспечения термостойкости устройства из-за большой отрицательной мнимой части n 2 в метаматериалах типа Керра ( 22 ) (см. Результат z-сканирования для 7-элементной выборки МКЯ на рис.S3). Отметим также, что способность к эпитаксиальному росту тугоплавкого плазмонного металла TiN на сапфировых подложках ( 24 ) позволяет создавать гетероструктуры с МКЯ с точностью до атомного уровня (см. Рис. 3B и вставки на рис. 3C), что дополнительно увеличивает их термическую стойкость и таким образом превосходит систему MQW на основе Au ( 15 , 16 ). На рисунке 3C показана зависящая от интенсивности отраженная мощность на длине волны 1997 нм (см. Зависимость ограничения импульса от длины волны в тексте S5 и на рис.S4) для образцов с одной единицей и 7 единиц MQW соответственно. В соответствии с последствиями оптического ограничения, ниже определенного порога интенсивности наблюдается почти линейное отражение, а выше его отраженная мощность насыщается до определенного значения для 7-элементной выборки МКЯ, в то время как единичная выборка показывает слабую эффект ограничения импульсов в диапазоне интенсивности из-за ограниченной толщины и длины взаимодействия. Эта беспрецедентная настраиваемость, достигаемая исключительно за счет наложения MQW, делает наноразмерные ограничители импульсов универсальными, что является ключевым элементом в конструкции компактных оптических и фотонных систем.
Рис. 3 Экспериментальная демонстрация наноразмерного ограничителя фемтосекундных импульсов в режиме отражения с использованием МКЯ на основе TiN.( A ) Экспериментальная конфигурация ограничителя импульсов в режиме отражения (не в масштабе). Аттенюатор используется для изменения падающей мощности для получения кривых ограничения импульсов. ( B ) Типичное поперечное сечение TEM тонкой пленки MQW из 7 единиц. Слой поверх МКЯ является защитным слоем, используемым только для подготовки поперечного сечения ПЭМ в процессе резки сфокусированным ионным пучком.( C ) Зависимость от интенсивности измеренной отраженной мощности для образцов с одной единицей и 7 единиц МКЯ на длине волны 1997 нм (ширина импульса 100 фс, частота повторения 1 кГц, радиус луча 130 мкм, 45 ° падения и поляризации p ). Пунктирными линиями показаны соответствующие линейные кривые отражения. Начало предельной интенсивности I на определено в основном тексте. На вставках показано увеличенное поперечное сечение ПЭМ 7-элементной тонкой пленки MQW (слева) и темнопольное изображение ПЭМ высокого разрешения (справа), демонстрирующее высокое качество выращенного многослойного материала.
По аналогии с обычным ограничителем импульсов, работающим в режиме передачи ( 3 ), можно определить несколько параметров для предлагаемого ограничителя импульсов в режиме отражения (см. Рис. 3C). В произвольном порядке это линейная отражательная способность, интенсивность начала ограничения, динамический диапазон (DR) и отражательная способность непосредственно перед максимальной безопасным ограничением интенсивности (SLI; см. Текст S6). Желательно, чтобы линейная отражательная способность R lin была как можно более высокой. Идеально настраиваемая интенсивность начала предельной I на определяется как падающая интенсивность, при которой отражательная способность R падает до R лин /2.DR — третий параметр, определяемый как ( I SLI — I на ) / I на , где I SLI — SLI образцов MQW, максимальное значение которого в в этом случае было определено экспериментально 400 ГВт / см 2 (см. текст S6 и рис. S5 и S6). Чем больше DR, тем больший рабочий диапазон интенсивности поддерживает ограничитель импульсов. Наконец, желательно, чтобы коэффициент отражения перед SLI был как можно более низким, R SLI .Зависимость этих параметров от длины волны приведена в таблице 1. Следует подчеркнуть, что с помощью инженерии с использованием метаматериалов (см. Текст S7 и рис. S7) толщина наноразмерных пленок МКЯ обеспечивает необычайную настраиваемость импульса. -предельные характеристики по сравнению с объемными оптическими ограничителями.
Таблица 1 Зависимость рабочих параметров наноразмерного тонкопленочного ограничителя импульсов от длины волны с 7 единицами МКЯ.n 2 , полученный методом z-сканирования с использованием лазерного импульса средней интенсивности, демонстрирует большую керровскую нелинейность, обеспечиваемую MQW.Однако n 2 зависит от оптической интенсивности, особенно при высокой интенсивности освещения, когда активирован эффект оптического ограничения. Следовательно, для исследования нелинейностей высокой интенсивности, отражательной способности и пропускания для лазерных импульсов 1997 нм (ширина импульса 100 фс, частота повторения 1 кГц и радиус луча 130 мкм) с различной интенсивностью вплоть до SLI (400 ГВт / см 2 ) (см. текст S8 и рис. S8), а затем использовались для получения зависимой от интенсивности оптической постоянной n I [ n I = n 0 + n 2 (I) I ] для данной интенсивности I .Результаты для образца с 7 единицами MQW приведены на рис. 4A. Как видно, действительная часть n I , Re ( n I ) быстро увеличивается и насыщается перед переходом в диапазон высокой интенсивности, а затем падает, в то время как ее мнимая часть Im ( n I ) уменьшается почти до 0 по мере увеличения интенсивности, затем медленно увеличивается до небольшого значения при высокой интенсивности. Как заметное увеличение Re ( n I ), так и уменьшение Im ( n I ) быстро превращают МКЯ из металла в диэлектрик, обеспечивая эффект ограничения импульсов, а также поддерживая образцы МКЯ при высокой интенсивности с низкой скоростью поглощения [малый Im ( n I )].Получены максимальные изменения ~ 65 и ~ 100% соответственно в действительной и мнимой частях n I , что снова свидетельствует о больших керровских нелинейностях в МКЯ. Кроме того, переход металл / диэлектрик (интенсивность около 4 ГВт / см 2 ), как и ожидалось, отчетливо виден на фиг. 4A.
Рис. 4 Физика оптических керровских нелинейностей МКЯ.( A и B ) Показатель преломления, зависящий от интенсивности n I , извлеченный из экспериментально измеренных коэффициентов отражения и пропускания [«exp» в (A)] и аппроксимированных однофотонным поглощением (1PA ) и модели насыщения двухфотонного поглощения (TPA) [«вписываются» в (B)].На вставке (B) показаны диаграммы, представляющие процессы Kerr, 1PA и TPA, соответственно. Используемый образец имеет 7 единиц MQW, и данные получены на длине волны 1997 нм.
Как упоминалось выше, сильный керровский отклик МКЯ возникает из-за однофотонного перехода между подзонами ∣2⟩ и 3⟩. Кроме того, он будет насыщаться из-за сопутствующих процессов однофотонного поглощения (1PA) и двухфотонного поглощения (TPA), которые можно описать с помощью модели насыщения поглощения ( 25 ).1PA связан с межподзонным переходом от поддиапазонов 2⟩ к ∣3⟩ (см. Вставку на рис. 4B), и он будет насыщаться выше определенной интенсивности. Весь процесс насыщения 1PA может быть смоделирован ( 13 , 25 ) зависимым от интенсивности коэффициентом поглощения α I = α 0 / (1 + I / I sat, 1PA ) , где λ, α 0 и I sat, 1PA — соответственно длина волны падающего света, постоянная коэффициента 1PA и интенсивность насыщения 1PA.Аналогичным образом, TPA от поддиапазонов 5⟩ до ∣6⟩ (см. Вставку на рис. 4B) также может быть смоделирован ( 25 ) через зависящий от интенсивности коэффициент поглощения β I = β 0 / (1 + ( I / I sat, TPA ) 2 ), где β 0 и I sat, TPA — соответственно постоянная коэффициента TPA и интенсивность насыщения. Следовательно, мнимая часть n I во всем диапазоне интенсивностей хорошо описывается соотношением Im ( n I ) = λ (α I + β I I ) / (4π), как показано на рис.4B (см. Текст S9).
Благодаря как 1PA, так и TPA, свободные электроны над морем Ферми постоянно продвигаются. Эти продвинутые горячие электроны над морем Ферми могут быть описаны моделью Друде и, таким образом, вызывают отрицательное изменение ∆ n I ( 26 , 27 ) в действительной части n I (т.е. ∆ n I ∝ — N hot , где N hot — плотность горячих электронов), потянув вниз действительную часть n I при высокой интенсивности.Комбинируя модели насыщения 1PA и TPA и модель Друде, реальная часть n I хорошо подогнана (рис. 4B, подробности см. В тексте S9).
ОБСУЖДЕНИЕ
Тонкая пленка MQW с ограничением импульсов в нанометровом масштабе, продемонстрированная в спектральном диапазоне от 1,8 до 2 мкм, легко доступна с помощью оптической системы, снабженной компактными и эффективными мощными диодными лазерами, излучающими на длинах волн от 1,8 до 2,3 мкм. для их широкого спектра применений ( 28 ).Мы полагаем, что из-за множественных межподзонных переходов и их широкополосного эффекта Керра в системах МКЯ ( 15 ) он будет иметь аналогичные характеристики ограничения импульсов в ближнем инфракрасном (ближнем ИК) диапазоне длин волн от 1 до 1,8 мкм через соответствующие межподзонные переходы.
ЗАКЛЮЧЕНИЕ
В заключение, мы продемонстрировали наноразмерную фемтосекундную тонкую пленку с ограничением импульсов в режиме отражения, изготовленную из тугоплавких материалов. Это обеспечивается большой и сверхбыстрой оптической керровской нелинейностью встроенных МКЯ.Эти беспрецедентные керровские нелинейности, зависящие от интенсивности, объясняются обилием электронных подзон в МКЯ, обеспечивая новый механизм для создания необычных оптических нелинейностей и новых приложений. Дальнейшие усилия по настройке нетривиального оптического ограничения, например рабочего диапазона длин волн и рабочего диапазона интенсивности, могут быть предприняты с тонкой пленкой, состоящей из одиночных МКЯ или связанных МКЯ разной толщины ( 29 , 30 ). Дальнейшая функционализация и интеграция наноразмерной тонкой пленки МКЯ с ограничением импульсов позволят найти множество приложений в нелинейной оптике и интегральной фотонике.
МАТЕРИАЛЫ И МЕТОДЫ
Рост образцов
МКЯ из тугоплавких материалов (TiN и Al 2 O 3 ) были выращены методом магнетронного распыления (AJA International) на сапфировых подложках ( 31 ). Температуру реактивного роста TiN устанавливали равной 350 ° C с газовым соотношением N 2 / Ar 7: 3. Al 2 O 3 был нанесен распылением в той же камере, что и выращивание TiN. Условия осаждения представлены следующим образом: Использовалась мишень Al 2 O 3 ; температура для роста Al 2 O 3 была установлена на уровне 350 ° C, как и для роста TiN; мощность роста 150 Вт с 5 sccm Ar при давлении 5 мТл; а скорость роста около 0.4 нм / мин.
Определение длительности лазерного импульса
Лазерная система Coherent Astrella использовалась для генерации импульсов длительностью 50 фс с центральной длиной волны 792 нм, которые направлялись для накачки оптического параметрического усилителя (TOPAS-Prime, Light Convesion) для генерации сверхбыстрых перестраиваемых импульсов. импульсы ближнего ИК-диапазона. Световой луч с желаемой длиной волны ближнего ИК-диапазона был выбран в качестве выходного сигнала для следующих экспериментов по определению характеристик и ограничению импульсов. Длительность импульса выделенного несфокусированного пучка ближнего ИК-диапазона измерялась самодельным однократным автокоррелятором ( 32 ).Он проецировался на пространственный режим генерации второй гармоники (ГВГ) между двумя скрещенными лучами ближнего ИК-диапазона, который измерялся линейной камерой. Измеренная длительность импульса несфокусированного луча ближнего ИК-диапазона составляет около 87 фс. В следующих экспериментах по z-сканированию и ограничению импульсов использовалась фокусная линза, поэтому расчетная длительность импульса составляла от 90 до 100 фс.
Это статья в открытом доступе, распространяемая в соответствии с условиями лицензии Creative Commons Attribution, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии правильного цитирования оригинальной работы.
СПРАВОЧНИКИ И ПРИМЕЧАНИЯ
- ↵
- ↵
- ↵
- ↵
- ↵
- ↵
- ↵ 9005 ed25 25 900 3, 2008).
- ↵
- ↵
- ↵
- ↵
- ↵
В. Ли, У. Гулер, Н. Кинси, Г.В. Найк, А. Болтасева, Дж. Гуан, В.М. Шалаев, А.В. Кильдишев, Огнеупорные плазмоники с титаном нитрид: широкополосный поглотитель из метаматериала.26, 7959–7965 (2014).
- ↵
- ↵
- ↵
- ↵
- ↵
- ↵
- ↵
- ↵
- ↵
- ↵
М. Т. Келемен Ха, Дж. Дж., М. Билли , Дж. Вагнер, Диодные лазерные матрицы для диапазона длин волн от 1,8 до 2,3 мкм, в журнале Proceedings of SPIE OPTO: Integrated Optoelectronic Devices (SPIE, 2009), vol. 7230, стр. 9.
- ↵
- ↵
- ↵
- ↵
E.Розенчер, Б. Винтер, Optoelectronics (Cambridge Univ. Press, 2002).
Благодарности: Финансирование: Мы признательны за финансовую поддержку NSF – Division of Materials Research (грант № 1610538) и программе DARPA DSO-NLM (грант № HR00111820038). Ю.Л. и W.X. благодарю за поддержку программы DARPA YFA (грант № D15AP000107). S.L. выражает признательность за финансовую поддержку Международной программы стипендий по обмену постдокторантами (№20170010). Вклад авторов: H.Q. и З.Л. задумал идею. S.L. и H.Q. выполнен теоретический расчет и численное моделирование. H.Q. выполнили рост образца. H.Q., Y.L. и C.-F.C. проводил эксперименты. ТУАЛЕТ. провели характеризацию лазерной системы. S.L., HQ, S.E.B. и Z.L. написал рукопись. Все авторы проанализировали данные и отредактировали рукопись. З.Л. руководил исследованием. Конкурирующие интересы: Авторы заявляют, что у них нет конкурирующих интересов. Доступность данных и материалов: Все данные, необходимые для оценки выводов в статье, представлены в документе и / или дополнительных материалах. Дополнительные данные, относящиеся к этой работе, могут быть запрошены у авторов.
- Copyright © 2020 Авторы, некоторые права защищены; эксклюзивный лицензиат Американской ассоциации содействия развитию науки. Нет претензий к оригинальным работам правительства США. Распространяется по лицензии Creative Commons Attribution License 4.0 (CC BY).
Патент США на использование спеченного огнеупорного материала на основе оксида олова для производства горловин стекловаренной печи Патент (Патент № 6,880,365, выдан 19 апреля 2005 г.)
Изобретение касается использования спеченных огнеупорных материалов на основе оксида олова для изготовления горловин стекловаренной печи и горловин, изготовленных таким образом.
Спеченный оксид олова используется в качестве электродов в печах для плавления некоторых видов стекла. Нагревательные электроды из молибдена обычно используются в электрических печах для плавления стекла, особенно щелочно-известкового стекла. Этот материал обеспечивает очень высокую плотность тока. Однако молибден нельзя использовать для изготовления свинцового (хрустального) стекла, поскольку он снижает содержание свинца. Поэтому используются электроды из оксида олова, которые хорошо известны своей электропроводностью.
В настоящее время электроды являются единственными частями промышленных стекловаренных печей, в которых могут встречаться изделия на основе спеченного оксида олова.
Каждая зона стекловаренной печи выполняет определенную функцию и поэтому имеет определенные ограничения.
Горловина представляет собой замкнутый канал, через который проходит расплавленное стекло из плавильной ванны, после чего оно направляется в очистительную ванну, а затем в питатели. Температура расплавленного стекла падает по мере того, как оно движется по этому пути; например, температура в горловине составляет от 1350 ° C до 1500 ° C, в то время как стекло, проходящее через питатели, обычно имеет температуру от 1100 ° C.до 1350 ° C.
Горловина — это область с очень слабой теплоизоляцией, которая очень сильно корродирована и эродирована расплавленным стеклом. Он сильно эродирован, потому что все расплавленное стекло должно проходить через его ограниченное поперечное сечение. Например, в печи с площадью поверхности приблизительно 100 м 2 стекло должно течь со скоростью, соответствующей 400 метрическим тоннам в день, через поперечное сечение приблизительно 0,8 м 2 . Поскольку он подвержен таким уровням коррозии и эрозии, горловина изнашивается быстрее, чем большинство других зон печи.Часто именно износ горловины определяет окончание срока службы печи.
В настоящее время в основном используются два типа материалов, которые выдерживают нагрузки, которым подвергаются горловины стекловаренных печей.
Наиболее широко используемым материалом является электрошлаковый продукт оксид алюминия-диоксида циркония-диоксида кремния (AZS), содержащий примерно 41% диоксида циркония. Одним из примеров является продукт ER-1711, произведенный и проданный Заявителем (химический анализ: Al 2 O 3 : 45.5 мас.%, ZrO 2 : 41 мас.%, SiO 2 : 12 мас.%, Na 2 O: 1 мас.%, Остаток: 0,5 мас.%). Этот продукт широко используется, но его износостойкость в настоящее время недостаточна, чтобы соответствовать изменениям, которые в настоящее время требуются стеклодувами, а именно более высокой скорости вытяжки и, что наиболее важно, увеличению срока службы печи.
В настоящее время продукты, содержащие оксид хрома, представляют собой альтернативу электрошлаковым продуктам AZS.
Иногда встречаются продукты глинозем-хром-диоксид циркония-кремнезем (ACZS).Одним из примеров является продукт ER-2161, произведенный и проданный Заявителем (химический анализ: Al 2 O 3 : 31,5 мас.%, Cr 2 O 3 : 26 мас.%, ZrO 2 : 26 мас.%, SiO 2 : 13 мас.%, остаток; 3,5 мас.%). Его коррозионная стойкость лучше, чем у электрошлаковых продуктов AZS, но все же недостаточна, особенно по сравнению с спеченными продуктами, содержащими больше оксида хрома.
Примером этого типа продукта является продукт C-1221, производимый и продаваемый CORHART REFRACTORIES Co.и по существу состоит из 94 мас.% оксида хрома и 4 мас.% оксида титана.
Этот тип продукта обладает высокой устойчивостью к коррозии, вызванной расплавленным стеклом, но имеет главный недостаток, заключающийся в окрашивании стекла за счет выделения оксида хрома в расплавленное стекло. Это неприемлемая проблема при производстве щелочно-известкового стекла, в котором содержание оксида хрома должно быть менее 5 частей на миллион. Например, измерения проводились в печи для производства щелочно-известкового стекла с горловиной из оксида хрома.Измеренное содержание оксида хрома в стекле, выходящем из печи, составило 45 частей на миллион, что совершенно неприемлемо для щелочно-известкового стекла.
Стекла, наиболее подверженные этой проблеме окрашивания, — это щелочно-известковые стаканы для роскошных декантеров и сосудов для питья, а также фторированное полупрозрачное стекло, свинцовое (хрустальное) стекло, твердое боросиликатное стекло и тонированное боросиликатное стекло.
Обратите внимание, что недостаточно сделать материал, пригодный для изготовления горловины стекловаренной печи, чтобы он обладал превосходной стойкостью к коррозии расплавленным стеклом.Он также должен иметь теплопроводность, соответствующую низкой теплоизоляции горловины. Например, материалы с очень высоким содержанием диоксида циркония, хотя и обладают большей устойчивостью к коррозии расплавленным стеклом, чем материалы AZS, имеют плохую теплопроводность, что делает их непригодными для изготовления горловин. Коррозия становится менее серьезной при понижении температуры. Таким образом, для применения в горловине требуется минимально возможная температура на границе раздела стекло / огнеупор.Поэтому используемый огнеупор должен хорошо проводить тепло, чтобы внешнее охлаждение было эффективным.
Следовательно, существует потребность в горловине стекловаренной печи, имеющей повышенную стойкость к износу расплавленным стеклом.
В основе изобретения лежит открытие того, что спеченный оксид олова очень хорошо ведет себя в горловине стекловаренной печи. В частности, этот материал обладает отличным сочетанием коррозионной стойкости и теплопроводности.
Таким образом, изобретение касается использования блоков на основе спеченного оксида олова для изготовления горловины стекловаренной печи.
Под спеченным оксидом олова подразумевается материал, состоящий по меньшей мере на 95 мас.%, А предпочтительно, по меньшей мере, 98 мас.% SnO 2 .
Остальные второстепенные компоненты могут включать один или несколько из следующих компонентов: оксид меди (CuO), оксид марганца (MnO 2 ) и оксид сурьмы (Sb 2 O 3 ). Следует избегать оксида хрома, поскольку он вызывает окрашивание расплавленного стекла.
Следующее описание и неограничивающий пример дополнительно поясняют изобретение.
РИС. 1 представляет собой схематический вид горловины обычной стекловаренной печи.
РИС. 2 — схематический вид другого традиционного горловины стекловаренной печи.
РИС. 3 — схематический вид, показывающий вариант осуществления изобретения.
РИС. 1 показано обычное горло стекловаренной печи, состоящее из больших монолитных блоков 1 , 2 , 3 и 4 , в настоящее время изготовленных из электрошлакового материала AZS или материала на основе оксида хрома.Расплавленное стекло, выходящее из плавильной ванны (не показана), входит в горловину в точке 5 и выходит из нее в точке 6 . Система охлаждения обдувает блоки 2 и 3 , как показано стрелкой 7 .
РИС. 2 показывает вариант фиг. 1, в котором охлаждение продувкой воздухом заменено использованием охлаждающей рубашки 8 , через которую циркулирует вода.
Изобретение заменяет спеченные блоки на основе оксида олова на блоки из AZS, ACZS или оксида хрома.
В варианте осуществления изобретения, показанном на фиг. 3, по меньшей мере, один из монолитных блоков с 1 по 4 заменен сборкой меньших блоков на основе спеченного оксида олова. Как показано здесь в качестве примера, блок 1 заменен тремя блоками 1 a , 1 b и 1 c.
Испытания, описанные ниже, были использованы для проверки материала в условиях применения.
Коррозия стеклом оценивалась с помощью испытания, состоящего из вращающихся образцов диаметром 22 мм и длиной 100 мм, погруженных в ванну с расплавленным стеклом. Стекло представляло собой известково-щелочное стекло, нагретое до 1450 ° C, и испытание продолжалось 90 часов. В конце этого периода объем коррозии оценивался для каждого образца. Корродированный объем образца материала предшествующего уровня техники (ER-1711) был выбран в качестве эталона. Индекс коррозии Ic определяется как отношение этого корродированного объема к объему любого другого образца, умноженное на 100.Таким образом, значения индекса коррозии более 100 указывают на меньший износ от коррозии, чем выбранный эталон.
Тот же тест можно использовать для оценки индекса коррозии под водой. Для этого учитывается только корродированный объем части образца, полностью погруженной в ванну с расплавленным стеклом. Фактически, так называемая область «линии потока», которая соответствует границе раздела трех материалов (огнеупор / расплавленное стекло / воздух), на которой износ наиболее заметен, игнорируется. Индекс коррозии, полученный таким образом, лучше соответствует применению в горловине, поскольку в этой зоне весь материал находится в контакте с расплавленным стеклом, и эффект «линии флюса», который хорошо известен в плавильной ванне, не встречается.
Индекс отделения камней соответствует склонности материала к распаду на фрагменты (камни), которые захватываются расплавленным стеклом и не «перевариваются» стеклом. Это явление является причиной недопустимых дефектов стекла. Индекс отслаивания камней получают из Т-теста, описанного A. Auerbach, Vortrag в Fachausschuss 2 der DGG, Франкфурт, октябрь 1972 г. Испытания проводились со щелочно-известковым стеклом и свинцовым стеклом при температуре 1 450 ° С.на 90 часов. Индекс отделения камня варьировался от 0 до 5. Лучшие материалы имеют индекс от 0 до 1.
Индекс пузырьков соответствует склонности материала к образованию пузырьков при контакте с расплавленным стеклом. Как и отделение камней, это явление приводит к недопустимым дефектам, и его следует избегать. Индекс пузырьков определяется методом, описанным А. Ауэрбахом в «Протоколах симпозиума по производству стекла», Мадрид, 11–14 сентября 1973 г., страницы 259–312. Испытание проводилось на известково-щелочном стекле, нагретом до 1100 ° C.и длилось 1 час. Индекс пузырьков варьировался от 0 до 10. Значения от 0 до 1 соответствуют очень низкому уровню пузырьков и являются весьма удовлетворительными.
Продукт Т-1186 от CORHART REFRACTORIES Co. был использован в качестве примера материала на основе оксида олова. Его средний химический анализ показал содержание оксида олова 98,5% с 1% Sb 2 O 3 и приблизительно 0,3% CuO. Оксиды сурьмы и меди являются единственными преднамеренными добавками и хорошо известны в продуктах на основе оксида олова.Оксид меди может быть частично или полностью заменен оксидом марганца. Другие присутствующие вещества были примесями, внесенными в сырье. Оксидов, таких как оксид хрома, следует особенно избегать из-за проблемы окрашивания, упомянутой выше.
Изделие Т-1186 сравнивалось с изделиями ER-1711 и C-1221.
В таблице 1 ниже представлены результаты испытаний и некоторые характеристики материалов.
Обратите внимание, что материал на основе оксида олова имеет 1.В 5 раз выше коррозионной стойкости электрошлакового материала AZS. Материал оксида олова все еще менее устойчив к коррозии, чем материал хрома, но не имеет неприемлемого недостатка окрашивания стекла.
Также важно отметить, что показатели отделения камня и образования пузырей остаются такими же хорошими, как и у материалов, используемых в настоящее время.
С другой стороны, как ранее упоминалось в связи с материалами с очень высоким содержанием диоксида циркония, Ограничения изоляции горловины означают, что хорошие показатели коррозии не всегда гарантируют хорошее поведение при применении в горловине. Следовательно, необходимо классифицировать результаты индекса коррозии как функцию теплопроводности материалов.
У оксида олова очень высокая теплопроводность.Это в 2,5 раза больше, чем у электрошлакового AZS и в 3,7 раза больше, чем у хромового материала. Это означает, что внешнее охлаждение материала будет намного более эффективным и что при той же толщине огнеупора температура на границе раздела стекло / огнеупор будет ниже, что соразмерно снижает коррозию расплавленным стеклом. Это свойство является экономически выгодным, поскольку в большинстве горловин используется либо охлаждение с помощью водяной рубашки, расположенной непосредственно на потолке горловины, либо охлаждение продувкой воздухом.
Таким образом, комбинация индекса коррозии и теплопроводности указывает на превосходное поведение блоков оксида олова в горловине.
Высокая стоимость продуктов на основе оксида олова по сравнению с продуктами, используемыми в настоящее время, и потенциальные проблемы с осуществимостью изготовления больших компонентов могут привести к незначительным изменениям в конструкции горловины.
Соответственно, для снижения стоимости может быть предусмотрена сборка из спеченного оксида олова / электрошлакового сплава AZS.Часть, наиболее подверженная коррозии и эрозии расплавленным стеклом (блок 1 на фиг. 1), будет из оксида олова, а остальная часть горловины будет из электрошлакового AZS. Этот тип композитной сборки может быть предусмотрен при условии, что коэффициенты расширения используемых материалов аналогичны.
Кроме того, чтобы избежать увеличения количества соединений и, следовательно, количества участков, где коррозия более распространена, можно использовать композитные спеченные блоки, каждый из которых имеет зону AZS и одну или несколько зон оксида олова.
Кроме того, чтобы улучшить возможность промышленного производства компонентов, можно предусмотреть замену больших блоков сборкой из нескольких меньших блоков, как схематично показано на фиг. 3 .
Само собой разумеется, что описанные варианты осуществления представлены только в качестве примера и открыты для модификации без отклонения от объема изобретения, в частности, путем замены технических эквивалентов.
Самодельный огнеупор из силиката натрия «Рожденный в огне, чтобы выжить в огне»
Этот сайт содержит партнерские ссылки.Таким образом, я буду зарабатывать на соответствующих покупках без каких-либо дополнительных затрат для вас. Это помогает мне поддерживать этот сайт, так что спасибо за вашу поддержку.
Описывается приготовление силиката натрия своими руками и огнеупорные покрытия, наполнители и изделия, которые могут быть изготовлены из силиката натрия для небольших проектов.
Миниатюрная огнеупорная колосниковая решетка, сделанная своими руками из гранатовых отходов гидроабразивной резки, соединенных силикатом натрия своими руками. Это была моя первая огнеупорная колосниковая решетка, сделанная своими руками, которая могла выдерживать экстремальные температуры, которые я создаю в своих маленьких прототипных печах.Введение в огнеупоры своими руками
Не всех это заинтересует, но вот такого мастера, как я, волнует.
«Поскольку я с нетерпением ищу в своем огне, чтобы найти практически невидимый объект, который я тщательно создал. Я рад и рад узнать, что он пережил разрушительные последствия пожара. Я полон трепета, когда удаляю компонент из раскаленных углей своими щипцами для огня и наблюдаю, как полупрозрачный светящийся объект медленно возвращается в обычное царство, чтобы раскрыть свой новый цвет, ощущение, твердость и огнестойкость.”
Я слышал, как приглашенный гончар из Западной Австралии по радио ABC описывал такое чувство, когда он открывает свою огромную топку на дровах на своей ферме, чтобы показать свои гигантские керамические произведения искусства. В моем маленьком масштабе я чувствую себя немного похожим на волшебника Гэндальфа, когда он бросает магическое кольцо Бильбо Бэггинса (которое было оставлено Фродо) в угли, чтобы показать надпись, которая показывает, что это кольцо;
«Тот, кто правит ими всеми, одно кольцо, чтобы найти их,
Джон Рональд Руэл Толкин
Одно кольцо, чтобы собрать их всех и связать их в темноте.”
«Это самое волшебное, когда ты не совсем знаешь, чего ожидать, поэтому в незнании есть некоторая абстрактная ценность»
Все маленькие хитрости и безделушки с огнеупорами своими руками на этой странице используют силикат натрия (жидкое стекло) при их приготовлении. Его предшественники, песок и гидроксид натрия, дешевы и широко распространены. Это очень полезное промышленное вещество, и оно имеет бесконечное применение для такого мастера, как я ( «и, вероятно, вы, если дошли до этого, не кивнув головы», ).Он используется в тысячах предметов повседневного обихода вокруг нас, и мы блаженно не знаем об этом ( использует силикат натрия).
Я обнаружил, что его можно смешивать с материалами и металлами для создания функциональных огнеупорных покрытий, наполнителей и предметов для моих изобретений и прототипов. Обычно другие компоненты покрываются, заделываются и склеиваются, а другие тугоплавкие минералы и оксиды могут использоваться для изготовления новой вещи, более устойчивой к нагреванию.
«Это похоже на чепуху? Что ж, надеюсь, все станет ясно, если вы будете читать дальше.”
В своих лучших применениях я использую концентрированный силикат натрия и использую только крошечную его часть в смеси. То же самое и с водой в смеси.
Заманчиво использовать больше силиката натрия (и воды), чтобы облегчить смешивание и формование. Однако это ловушка для новичков, и зачастую лучше меньше, да лучше!
Примечание. В ходе своих недавних поисков я обнаружил, что включение высокой доли мелкой минеральной пыли в силикатную смесь предотвращает или снижает вспучивание.«Набухание означает набухание при быстром нагревании … теперь это хорошее слово для Scrabble или стола для завтрака, если у вас все еще есть стол для еды».
Я считаю, что наименьшая практическая доля силиката натрия (или максимальное количество тугоплавкого минерала), которое может расплавить заполнитель во время обжига, дает лучший продукт. Это означает, что он будет менее склонен к чрезмерному размягчению или «стеклованию» и вспучиванию во время обжига или использования огнеупора в печи (пример этого можно увидеть на фотографии ниже, где показан образец «T13»).Это связано с тем, что содержание натрия в силикате действует как флюс, снижая температуру плавления всего, с чем он смешивается. Это флюсование необходимо ограничить, чтобы сделать огнеупор работоспособным при высоких температурах. См. Смешивание огнеупоров для получения более подробной информации.
Добавление тугоплавких минералов с очень высокой температурой плавления, таких как оксид алюминия, может частично уравновесить это чрезмерное флюсование. Это также означает, что вам нужно формовать из сухих рассыпчатых сырых огнеупорных смесей, которые должны быть упакованы в форму со значительной силой утрамбовки и сильным сопротивлением со стороны формы.Это гарантирует, что компонент можно будет безопасно извлечь из формы (при необходимости) без поломки и получить плотный прочный продукт после обжига.
«Рискуя походить на старую женщину Homosapien, я скажу, что кровотечение очевидное; всегда делайте небольшой тестовый диск со своей волшебной смесью, прежде чем делать большой ».
Силикат натрия своими руками
Силикат натрия очень дешев, когда его покупают тонны, но он не доступен в небольших количествах в концентрированной форме для таких мастеров, как я.Следовательно, я делаю это для себя. Его можно сделать из чистого кварцитового песка (SiO2), но его тоже нелегко получить в небольших количествах (пожалуйста, дайте мне знать, если вы найдете дешевый запас), и последующая реакция с гидроксидом натрия при высокой температуре очень опасна и не Желательно или приветствовать на своей кухне силикат натрия из песка.
Менее опасный (но все же опасный) метод — начать с силикагеля (наполнитель для кошачьих туалетов) и прореагировать на него с небольшим количеством воды и порошком гидроксида натрия (очиститель канализации).Эти реагенты дешевы и легко доступны. Реакция довольно простая, но продолжительная. Однако к любому использованию гидроксида натрия (в домашних условиях или в лаборатории) следует подходить с большой осторожностью и адекватной защитой; себя, особенно глаза, других людей, особенно маленьких силикат натрия из силикагеля.
Приготовление концентрата исходного раствора силиката натрия
ed для изготовления огнеупоров своими рукамиМой метод получения концентрированного силиката натрия немного отличается от других.Моя цель — использовать как можно меньше воды, чтобы готовый раствор был концентрированным (густым и вязким без остатков кристаллов силикагеля или твердой нерастворимой пены). Для этого мне нужно было использовать немного больше воды и гидроксида натрия. Я использую:
Вода 570г. Это должна быть чистая вода, не обязательно дистиллированная.
Натрия гидроксид 210г . Вам понадобится свежая банка с чистым гидроксидом натрия (США). В противном случае во многих супермаркетах можно приобрести средство для очистки канализационной соды.Однако это должен быть 100% чистый гидроксид натрия, иначе поищите другой очиститель канализации. Тем не менее, я использую свежую банку, так как содержимое «несвежей» или открытой банки поглотит углекислый газ из воздуха и будет содержать карбонат натрия, который портит конечный продукт.
«Не волнуйтесь, у этой каустической соды еще много хороших применений для мастеров-мастеров. Например, его можно использовать в качестве подготовки для сушки фруктов своими руками (особенно для пищевых продуктов, как в ссылке для США). Ужасно звучит? Однако фруктовые кислоты быстро нейтрализуют щелочь.Поверьте, я химик на пенсии, который дожил до того, чтобы рассказать эту историю ».
Силикагель 300г. Силикагель можно купить дешево в виде большого мешка кристаллов наполнителя для кошачьих туалетов, которые представляют собой чистый силикагель. «Если у вас нет кошки, я уверен, что вы найдете ей другое применение в качестве товарища по мастеру». Если в вашем силикагеле есть цветные индикаторные кристаллы или отдушка, это не имеет значения для приготовления силиката натрия.
Количества не обязательно должны быть точными, я называю это ведерной химией.Хорошо то, что его будет так много, что у вас будет большой запас его для многих проектов, и он будет храниться неопределенно долго в запечатанной пластиковой бутылке.
Осторожно 1: Используйте защитный экран или очки и резиновые перчатки, так как гидроксид натрия опасен для глаз и раздражает кожу. (Качественные резиновые перчатки многоразового использования также будут очень полезны при работе с перечисленными ниже приложениями). В качестве меры предосторожности я предпочитаю иметь под рукой большое пластиковое ведро с чистой водой для экстренной стирки, а также 2-литровую миску для мороженого с 1 литром воды с ~ 2 столовыми ложками уксуса.Слабая уксусная кислота (уксус) в нем быстро и безвредно нейтрализует любой гидроксид, который может попасть на вашу кожу.
Внимание 2: Конечный продукт, жидкий концентрированный силикат натрия, будет достаточно щелочным, и когда вы его готовите или используете, вы должны быть готовы быстро смыть его с кожи водой и раствором уксуса.
«Ощущение скользкости на коже — это щелочь, которая вступает в реакцию с маслами, защищающими кожу, и превращает их в мыло! Поэтому быстро смойте его и подкислите в воде с уксусом, чтобы остановить эту реакцию.Адекватная уборка — это когда исчезнет скользкость ».
Моти Старший
Для реакции силиката натрия мне нравится использовать очень большую кастрюлю из нержавеющей стали (намного больше, чем в приведенном выше видео), чтобы в ней было больше металла для охлаждения и больший объем, чтобы сдерживать кипение и вспенивание. Это может быть дешевая кастрюля из нержавеющей стали. Химикаты не повредят горшок и безопасно смываются без остатка холодной водой. (Реакция может даже немного очистить емкость, поскольку щелочь используется в качестве промышленной жидкости для травления нержавеющей стали.)
При растворении гидроксида натрия в воде выделяется много тепла. При растворении силикагеля в гидроксиде натрия вначале также выделяется много тепла, поэтому добавляйте его медленно по мере рассеивания тепла. И наоборот, чтобы закончить растворение силикагеля, всю партию нужно нагреть в течение некоторого времени.
Мой распорядок следующий:
- Добавьте воды в кастрюлю.
- Осторожно добавьте гидроксид натрия и аккуратно перемешайте ложкой из нержавеющей стали с длинной ручкой, чтобы кристаллы растворились.Если раствор закипает, замедлите перемешивание. Когда гидроксид натрия растворится, раствор будет очень горячим.
- Затем медленно добавьте немного силикагеля в горячий раствор и перемешайте. Сначала кристаллы будут плавать сверху, и тепло от реакции вызовет вспенивание. Когда пена утихнет, добавьте еще кристаллов и повторяйте, пока не добавятся все кристаллы.
- К этому времени тепло от реакции будет исчерпано, и для завершения реакции потребуется тепло от варочной панели.Если некоторые кристаллы не растворяются, их можно отфильтровать при охлаждении раствора.
- Хранить в герметичной пластиковой бутылке с соответствующей этикеткой безопасности в безопасном месте.
Я смешиваю самодельный огнеупорный концентрат силиката натрия с различными минералами, металлами и оксидами металлов, чтобы получить полезный диапазон самодельных огнеупорных компонентов с низкой и высокой прочностью и стойкостью к истиранию.
Огнеупор; Окрашивает, наполнители, клеи и «следы магии — огнеупорный материал», который помогает всему этому держаться вместе в адском огне.«Магический огнеупорный материал», который может вам понадобиться, перечислены ниже:
Количество по рецепту, выраженное в граммах, является приблизительным и не критичным, в скобках также указаны эквиваленты чайных ложек (чайные ложки). Штукатурки лучше всего наносить в виде нескольких тонких слоев, так как это позволяет избежать «потеков» и слоев переменной толщины, которые не затвердевают должным образом.
A. Простая силикатная штукатурка на тонкой основе . Рецепт приготовления; 100 г концентрата силиката натрия своими руками + 10 г порошка детского талька (2 чайные ложки) + 9 г оксида железа (2 чайные ложки) + 40 г воды). Это основа всех моих рендеров / наполнителей. Он образует плотное, темное (с высокой излучательной способностью) гладкое термостойкое покрытие для печного металла с более высокой термостойкостью, чем концентрат силиката натрия (без добавления тугоплавких оксидов). Чтобы он стал сухим на ощупь, необходимо медленное отверждение при нагревании примерно до 50 ° C, а затем продолжительное нагревание до 100 ° C для обезвоживания большей части воды.Затем следует медленный постепенный нагрев до 250 ° C для удаления последней химически связанной воды перед окончательным высокотемпературным обжигом до ~ 500 + C, на котором покрытие будет преобразовано в стекло или неорганический полимер.
Любая очистка просыпанной штукатурки или поверхностей, которые должны быть очищены от штукатурки, должна быть очищена после первоначальной сушки при 50 ° C, так как последующие этапы отверждения / обжига сделают очистку все более трудной. Очистить можно водой, тряпкой или бумагой, а на ранней стадии также можно использовать скребок для посуды.В противном случае для очистки потребуются очень тонкие абразивные материалы.
Примечание: Плотно прилегающие поверхности, загрязненные огнеупором и впоследствии обожженные вместе, могут соединиться вместе, так что их будет трудно разделить. Это хорошо, если вы хотите получить такой эффект, но плохо, если нужно разделить части. Кисти и инструменты можно просто намочить, а затем промыть водой для очистки.
Ультратонкое самодельное огнеупорное покрытие A-render (силикат натрия, детский тальк и оксид железа) нанесено и обожжено на половине тест-полоски из фольги из нержавеющей стали.Царапины были нанесены наждачной бумагой из оксида алюминия средней зернистости после обжига. После обжига снимается с трудом. Это хороший пример тонкого «грунтовочного» покрытия в качестве основы для более толстых слоев.B. Штукатурка на основе силиката алюминия. Это делает; более толстое, текстурированное и более теплостойкое покрытие, чем A-render. Он по-прежнему будет темным с высоким коэффициентом излучения, но после полного отверждения будет иметь поверхность, напоминающую мелкую абразивную наждачную бумагу. Используйте такое же тепловое отверждение, как описано для Render-A.Рецепт приготовления; 100 г концентрата силиката натрия своими руками + 10 г порошка детского талька (2 чайные ложки) + 9 г оксида железа (2 чайные ложки) + 20 г оксида алюминия + 40 г воды).
В качестве альтернативы можно использовать render-A и окунуть зубную щетку в небольшое количество порошка оксида алюминия для достижения желаемой текстуры / толщины на обрабатываемой поверхности. Это позволяет избежать использования двух или более различных штукатурок и позволяет изменять пропорцию оксида алюминия для любого конкретного применения.
Примечание. Включение в штукатурку зерен оксида алюминия дает дополнительное преимущество, поскольку действует как режущий агент, когда интенсивная чистка кистью используется для нанесения первой базовой штукатурки на «новую поверхность».Он оставляет крошечные царапины и медленно удаляет следы загрязнений, которые делают поверхность гидрофобной.
Сверхлегкая палатка-печь, обильно покрытая огнеупорной штукатуркой, сделанной своими руками, для защиты металла от воздействия окисления при высоких температурах.B-штукатурка состоит из силиката натрия, детской присыпки, оксида железа и оксида алюминия и наносится несколькими тонкими слоями. Финишный слой — это штукатурка А без оксида алюминия, обеспечивающая гладкость поверхности. Share Сверхлегкая титановая воздуходувка с кольцом C-Ring, оснащенная проводом перемычки горелки, стенкой крыла и вторым проводом перемычки котла с заземляющими штырями. Эта печь сделана из тонкой титановой фольги, покрытой защитной огнеупорной штукатуркой B-render, изготовленной из силиката натрия, детской присыпки, оксида железа и оксида алюминия.«По иронии судьбы, вероятно, это были масла моей кожи, которые загрязнили металл во время работы с ним, и именно щелочной силикат удалит его с помощью шлифовки с помощью крупы и старой зубной щетки».
Моти Старший
Цвет штукатурки из оксида железа. Тот же самый B-рендер использовался на печах на двух фотографиях выше. Более темный цвет только что обработанной фотографии C-образной плиты выше изменится на красно-коричневый после нескольких часов работы при высоких температурах (500 + C). Цвет штукатурки тентовой печи изменился на красно-коричневый после длительной высокотемпературной работы рядом с передней частью варочной панели, где сжигание газа в основном завершено. Задняя часть варочной панели менее красная, так как она находится над вытяжным каналом, который не так сильно нагревается.
Для палатки-печи черный цвет лучше всего подходит из-за высокого коэффициента излучения лучистого тепла для отдыхающих в небольшой палатке. Следовательно, было бы заманчиво думать, что черный оксид железа (который менее окислен) даст лучший цвет рендеринга, чем красный оксид железа (который полностью окислен)
Тем не менее, я не проверял это, но я думаю, что оба оксида станут красными в конечном полностью окисленном состоянии после выживания в адском огне. Если кто-нибудь пробовал черный оксид железа, дайте мне знать, как он проходит.Как бы то ни было, суть в том, что красный цвет очень излучает излучение и намного лучше, чем чистый металл. Кроме того, в качестве бонуса инфракрасные термометры работают более точно.
Вспененная штукатурка А или В. Во избежание вспенивания штукатурка требует медленного отверждения, поэтапно примерно до 250 C. Напротив, если штукатурку медленно сушат до 50 C, затем до 100 C, а затем следует быстрый нагрев до 250 C, это приведет к последнему вода гидратации для образования пузырьков пара и пены в отверждающемся силикатном полимере и превращения штукатурки в вспененную пену.
(фото пенопласта)
Штукатурка A и B как пено-наполнитель. Я в основном использую C-render как расширяющийся наполнитель. Он не прочен и не устойчив к истиранию, но на него можно наносить последующие слои невспененной штукатурки A или B, чтобы сделать его более прочным и устойчивым к истиранию. Более глубокие трещины или пустоты в компоненте будут выделять язычки пены, но их можно легко отшлифовать, а в острых внутренних углах можно оставить небольшой слой пены в них, готовый к нанесению плотного перекрытия.
Вспененная штукатурка B в качестве очистителя / грунтовки для металла. Для того, чтобы штукатурки из силиката натрия хорошо сцеплялись с металлическими поверхностями, они должны быть тщательно очищены и не содержать масел (особенно от кожи мастеров), режущих составов, воска и т. Д. Даже после очистки поверхность предпочтительно протравить, чтобы обеспечить фиксацию силикатного полимера. привязать к.
Простая очистка деталей ручной работы практически невозможна. Горение при 500 C с помощью горелки для бутана с фиксацией — это один быстрый и дешевый способ очистки поверхности от мелких деталей.Тем не менее, я обнаружил, что для более крупных предметов вспененная штукатурка B особенно полезна в качестве грунтовки поверхности. Могут быть комбинированные действия:
- Щелочной «обезжиривающий» химический состав силиката,
- Абразивное действие крупинок оксида алюминия,
- Комбинация крупинок и энергичной чистки жесткой щеткой, например старой зубной щеткой.
Поверхность меняется с гидрофобной (водоотталкивающей) на гидрофильную по мере очистки поверхности.
Последующий обжиг при высокой температуре действует на; очистить и прогрунтовать металлическую поверхность. Вспенивание этой штукатурки позволяет легко удалить этот слой чистой наждачной бумагой и чистыми резиновыми перчатками. Поверхность будет «загрунтована» для нанесения первого слоя перманентной штукатурки. Если для этой очистки / грунтовки используется плотная штукатурка B или C, потребуется много усилий, чтобы отшлифовать очищающее покрытие.
Примеры создания огнеупоров своими руками. Легкая матрица из вспененного алюминия / силиката натрия.«Я знаю это по опыту, так как иногда мне нужно выполнить обратную сварку« печи с окончательным покрытием », и требуется значительное усилие с помощью инструмента Dremel и шлифовального конуса, чтобы очистить крошечное пятно штукатурки, чтобы сварка стала возможной.Пенопласт, напротив, легко исчезает, как «твердое безе».
Я
Это очень интересное приложение C-render, которое можно использовать для заполнения больших пустот, отверстий или промежутков между термостойкими объектами.
Совершенно случайно, когда я «покрасил» алюминиевую фольгу с двух сторон А-рендером. Я сложил его, свернул спиралью и засунул в пустоту между двумя трубками из нержавеющей стали.Когда я утрамбовал его в пустоте, чтобы он плотно прилегал, он начал самопроизвольно нагреваться, дымиться, пениться, расширяться и «блокироваться».
Он образует прекрасную плотную термостойкую заливку между такими предметами, как концентрические трубы, и может быть отвержден при температуре ~ 100 C. Силикатный ил и загрязнения могут быть легко удалены на этой стадии. Затем его можно нагреть до ~ 500 + C для окончательного отверждения. Я часто использую для этого пропановое пламя, потому что это очень быстро.
Инжектор микромасла, заполненный алюминиевой фольгой / силикатом натрия DIY. Показан химический состав реакции, который объясняет наблюдение горючего газа (водорода), выходящего из огнеупорного материала по мере его самопроизвольного отверждения.«Недавно я использовал эту технику, чтобы сделать несколько экспериментальных микромасляных инжекторов для моей последней гибридной печи.Я очень спешил, поэтому нагрел объемный алюминиево-силикатный стык пропановой горелкой и заметил, что пламя вырывается из отверждающей матрицы. Да, во время отверждения он выделяет газообразный водород. Я не хочу портить вам удовольствие, но будьте осторожны с самопроизвольным нагревом, если будете делать эту матрицу в любом количестве, и будьте осторожны с открытым огнем ».
Моти Старший
Воздушные сопла на фотографии ниже были «потеряны» в раскаленных углях моей кухонной дровяной печи в течение дня или более регулярного использования.
Наклонная форсунка для самодельного огнеупора с откидной микро заслонкой обесцвечивается, но остается эффективной после того, как ее оставили в угольном слое горячего дровяного обогревателя (случайно) в течение нескольких дней. Наклонная форсунка для самодельного огнеупора с откидной микро заслонкой обесцвечивается, но остается эффективной после того, как ее оставили в угольном слое горячего дровяного обогревателя (случайно) в течение нескольких дней. Огнеупорный редукционный узел для тонкой подачи воздуха своими руками, в котором три концентрических трубки скреплены вместе матрицей из алюминиевой фольги / силиката натрия и матрицей из вермикулита / силиката натрия.Огнеупорная насадка своими руками из алюминиевой фольги и силиката натрия. Поверхность покрыта штукатуркой из оксида алюминия и силиката натрия.«Да, я забыл, что они были в огне, проходя короткое легкое лечение при температуре ~ 300 ° C. Они сидели на небольшой огнеупорной подставке вдали от раскаленных углей, и я просто насыпал на них еще дров. и они были извлечены только когда просеивали золу от огня некоторое время спустя (для моего мусорного ведра для компоста и сада), когда я вспомнил свою ошибку! Что немаловажно, они выжили и были очень хорошо вылечены.”
Me
Этот материал можно резать «тонким» отрезным кругом из оксида алюминия и шлифовать наждачной бумагой из оксида алюминия. Он плохо шлифуется, так как металлический алюминий, оставшийся в матрице, забивает поры точильного камня. Срезанная поверхность этой матрицы может быть покрыта слоем штукатурки A или B, чтобы заполнить любые пустоты и изолировать металлический алюминий.
Песок «камень»
Это простой и очень дешевый состав, но он недостаточно прочен и его можно испортить истиранием.Слабость этой смеси, вероятно, связана с загрязнением карбонатами (ракушками) и может намного лучше работать с чистым кварцитовым песком неморского происхождения.
Самодельная огнеупорная формовка из песка и силиката натрия. Я использую его в качестве термостойкой подставки на дровяной печи для сушки небольших огнеупорных компонентов перед обработкой при более высоких температурах. Его можно использовать в топке как пьедестал для высокотемпературных обжигов компонентов. Я также использую его для разогрева закваски для выпечки хлеба, так как он защищает банку от прямого контакта с дровяной плитой.Оксид алюминия «камень»
Это очень простой, прочный и твердый самодельный огнеупор, который может выдерживать любую температуру, которую может создать мастер с древесным или угольным топливом в доме или на заднем дворе без использования чистого кислорода. Основным компонентом является «пескоструйная» крошка из оксида алюминия, которую обычно можно приобрести в магазинах автомобильных аксессуаров, таких как Super cheap auto .
Полученный огнеупор; выглядит, ощущается и ведет себя как традиционный «масляный камень» из оксида алюминия.Следы, оставшиеся от заточки ножа, видны по краю круглого диска на фото ниже.
«Камень» из оксида алюминия, изготовленный из «пескоструйной дроби» оксида алюминия и силиката натрия.Этот огнеупор своими руками прочный, твердый, абразивный и очень термостойкий. «Он просто смеется над температурой, которую простые смертные, подобные нам, могут создать без чистого кислорода. И да, я использовал его как камень для заточки ножей ». Гранат «Камень»«Как обсуждается ниже, из этой смеси можно получить прочную штукатурку с горячей поверхностью в небольших печах, где более мягкий изолированный огнеупор материала активной зоны печи не является достаточно прочным или устойчивым к истиранию в тех местах, где топливные стержни загружаются и встряхиваются на месте с энтузиазмом. помощники в кемпинге! »
Я
Этот огнеупор похож на оксид алюминия, за исключением того, что он сделан из большого количества гранатовых отходов из резервуара для шлама, который находится под машиной для гидроабразивной резки. Это также очень простой, прочный и твердый самодельный огнеупор, который может выдерживать любую температуру, которая может возникнуть при использовании древесного топлива в доме или на заднем дворе.Он также отлично подходит для заточки ножей.
Испытание огнеупорной формовки из граната и силиката натрия своими руками. Гранат получается из отработанного ила, находящегося под машиной для гидроабразивной резки, поэтому он должен был включать в себя ряд металлических частиц, в основном черных металлов и их оксидов, которые объясняли бы красноватый цвет. Тем не менее, он образовал очень твердый, стабильный огнеупор с характеристиками, аналогичными тому, который изготовлен из оксида алюминия, и такой же термостойкий. Перлит, глина и наполнитель силиката натрияЭтот очень легкий огнеупорный материал, сделанный из перлита, представляет собой очень интересный материал, поскольку он настолько легкий, что похож на минеральный эквивалент «шоколадных потрескиваний» от нездоровой еды на детских вечеринках.(Рисовые пузыри, какао, сахар и кофа.
«Почти идеальная конструкция пищевой пирамиды для борьбы с ожирением, только без соли».
Моти Старший
Испытательный диск размягчился и «застеклился» на части поверхности в условиях очень горячего обжига. Он пережил разрушительное воздействие очень горячих древесных углей, и его плотность составляет всего 0,3 г / куб.
Следовательно, после некоторой корректировки рецептуры и нанесения сильной «горячей штукатурки» на внутренние поверхности, чтобы остановить размягчение, «остекление» и истирание, он мог бы иметь очень хорошие огнеупорные / изоляционные свойства для легких самодельных печей / обогревателей.Он может быть сформирован in situ в тонком корпусе из нержавеющей стали или титана для обеспечения механической защиты снаружи.
Этот огнеупорный диск из перлита, глины и силиката натрия, сделанный своими руками, пережил свое рождение в огне. Он имеет плотность ~ 0,3 г / куб.см и должен быть хорошим огнеупорным изолятором для разработки сверхлегких печей. «Каждый раз, когда я беру в руки этот похожий на камень объект, я не могу совместить его размер с его небольшим весом».Перлит, песок, высокотемпературный раствор и силикат натрия. Эта огнеупорная смесь имеет низкую плотность и имеет теплоизоляцию за счет включения перлита в заполнитель. Смесь также включает песок и высокотемпературный строительный раствор Lanko 156, который можно приобрести в компании Bunnings. В качестве альтернативы в США эквивалентом может быть огнеупорный раствор Dry Mix 211.
Этот огнеупорный диск из перлита, глины и силиката натрия, сделанный своими руками, пережил свое рождение в огне. Он имеет плотность ~ 0,3 г / куб.см и должен быть хорошим огнеупорным изолятором для разработки сверхлегких печей. «Каждый раз, когда я беру в руки этот похожий на камень объект, я не могу совместить его размер с его небольшим весом». Вермикулит-глинисто-силикатный заполнительЕще одна легкая и теплоизоляционная огнеупорная смесь. При приготовлении смеси используется вермикулит (вместо перлита) и глина для кошачьих туалетов (я думаю, есть глины лучше для этой цели), силикат натрия и вода.
После обжига на поверхность необходимо нанести огнеупорный слой штукатурки, чтобы сделать ее более устойчивой к истиранию.В образце (фото ниже) я просверлил в нем большое отверстие после отверждения при высокой температуре.
Легкий огнеупорный материал своими руками из вермикулита, глины для кошачьих туалетов и силиката натрия. Отверстие легко прорезалось через блок после термообработки. Режущее действие было захватывающим, поскольку режущий инструмент, казалось, был окружен мелкой стружкой, которая аккуратно и без усилий протерла чисто вырезанное отверстие в блоке. Полосы на блоке возникли в результате тестирования различных огнеупорных покрытий на поверхности, чтобы обеспечить прочное покрытие поверхности.Внутри отверстие серого цвета. Здесь я обработал или оштукатурил его штукатуркой B с очень высоким содержанием оксида алюминия, чтобы придать ему высокую стойкость к истиранию, которая требовалась бы в отверстии для подачи топлива в печь, где палки будут подаваться в печь. «Так же, как облицовывать его фанерой из масляного камня. Эти комбинации огнеупоров открывают множество творческих возможностей! »«Было неожиданно легко обрабатывать любой вращающийся кусок трубы (без зубьев). Сразу же в моем воображении я мог вообразить, что могу сделать простой большой блок из этого материала и проделать в нем стратегические отверстия, чтобы создать небольшой, сложный и легкий корпус горелки нагревателя ракетной массы без необходимости создания сложной формы и всего остального внутри. -out-Thinking »и проблемы, позволяющие уменьшить размер, который влечет за собой это формование.Эта сложность описана в моем экспериментальном посте о горелке для палочек ».
Я
Примечание: На данном этапе стоит отметить, что эквивалентный легкий перлитный огнеупор плохо обрабатывался.Я думаю, это различие может заключаться в том, что чешуйки вермикулита ламинируются, прилегая друг к другу, образуя большие плотные «пластинчатые связи», которые не разрушаются во время резки. Напротив, зерна или шарики перлита связываются в «точках контакта поцелуев» и сопротивляются резанию до тех пор, пока они в конечном итоге не оторвутся от матрицы. Обработанная стружка из вермикулита просто легко вытекала в виде гладкого «муравейника» из порошка, тогда как эквивалентный перлитовый агрегат имел гранулированную стружку, которая повреждала поверхность среза при выходе из отверстия.Описывая механическую обработку как резку, я думаю, что правильнее думать о ней как о трении, а стружка действует как мелкий абразив по отношению к основному материалу. Благодаря этому инструменты не обязательно должны быть особо твердыми, острыми или дорогими, и они могут работать на малых скоростях с помощью простого сверла.
Вермикулит, огнеупорный цемент Lanco 156 и силикатный заполнитель.«Это означает, что нестандартные расточные инструменты различных размеров могут быть легко изготовлены в скромной мастерской мастеров».
Я
Эта смесь не содержит глины.
Огнеупорная насадка своими руками из огнеупорного вермикулита Lanco 156 и силиката натрия (без глины). Сопла изначально изготавливались как одно целое и после обжига разрезались на две части с помощью угловой шлифовальной машины с тонким режущим диском. Затем я заполняю небольшие полости вспененной штукатуркой B и зачищаю их мелкой наждачной бумагой. Только вермикулит и силикатЭто простейшая вермикулитово-силикатная смесь, которая кажется достаточно эффективной.
Сопла из вермикулита и силиката натрия. Изначально огнеупорные форсунки своими руками были изготовлены как одно целое и после обжига были разрезаны на части с помощью угловой шлифовальной машины с тонким режущим диском. Затем я заполняю небольшие полости вспененной штукатуркой B и зачищаю их мелкой наждачной бумагой. Крабовая нора-курган «Камень»Эта тестовая огнеупорная смесь была рождена разочарованием в использовании глины с моей фермы, местных земляных работ или глины для кошачьего туалета из зоомагазина. Ни один из них не сделал стабильного огнеупора.Так что я попробовал несколько «курганов крабовых нор» просто для удовольствия. Когда я смешал его с очень небольшим количеством силиката натрия, получился устойчивый огнеупор, очень прочный и твердый, как твердая порода. «Так, может быть, эти надоедливые раки все-таки были частью разумного замысла».
Моя первая стабильная огнеупорная форма, сделанная своими руками из надоедливых «насыпей крабовых ям» и силиката натрия. Он дешевый, плотный, прочный и очень огнестойкий. «Какой ресурс для людей всего мира, у которых почти ничего нет!»Вы уже догадались, что у меня есть склонность к любопытству и склонность к естественному нетерпению.Я сделал небольшой образец диска из оставшейся «огнеупорной смеси для дыр для крабов» и нетерпеливо обжигал его, не удаляя полностью последнюю химически связанную воду, и в результате получилась «слегка вздутая» (вспучивающаяся) тестовая шайба из огнеупора. Я полагаю, что огнеупорная смесь, которая немного расширяется по мере того, как она окончательно застывает, может быть полезным вариантом во многих ситуациях, поскольку наиболее распространенный опыт заключается в том, что огнеупоры немного сжимаются, когда они застывают и обжигаются. «Итак, нетерпение — это еще не все плохо, особенно когда оно сочетается с любопытством!»
Небольшой тестовый диск из «насыпи крабовой норы» и самодельного огнеупора из силиката натрия.Он не был полностью высушен перед обжигом и, следовательно, «слегка вздулся» во время обжига. Несмотря на вздутие, это очень твердый и прочный огнеупорный материал, сделанный своими руками, который просто посмеется над любым огнем, в который его положат. Такое расширение во время отверждения может быть хорошим атрибутом в некоторых областях применения. Твердость демонстрируется слабой маркировкой «T6», которую можно было нанести шлифовальным камнем в инструменте Dremel. Его также можно использовать для заточки ножей. «Я сделал камень с помощью надоедливых крабов!» Фетровое покрытие из циркониевого волокнаЭто тонкий изолирующий огнеупорный материал, изготовленный из тонкого фетра из диоксида циркония, который можно ламинировать, склеивать и герметизировать с помощью силиката натрия А-штукатурки.Я предполагаю, что такой материал можно было бы использовать для сверхлегких стояков тепла в ракетных печах. Наружная сторона покрыта слоями штукатурки B, а внутренняя часть имеет дополнительную экспериментальную штукатурку из красной глины с силикатом натрия.
Многослойный войлок из циркониевого волокна, склеенный и покрытый силикатом натрия, детским тальком и огнеупорным материалом A-render на основе оксида железа. Наружная сторона покрыта слоями штукатурки B, а внутренняя часть имеет дополнительную экспериментальную штукатурку из красной глины с силикатом натрия.Это образует секцию сверхлегкого теплового стояка для сверхлегкого «микро» нагревателя массы ракеты.См. Другое использование силиката натрия в качестве ускорителя цементного раствора.
Дополнение 1
Почвенная яма в сравнении с почвой в крабовой яме в качестве огнеупорной матрицы своими руками.
В вышеупомянутом посте я «хвалю» каменный огнеупор, который можно сделать из моей местной почвы крабовой норы в качестве огнеупорной матрицы. У меня не было разумной причины, почему это должно быть так, особенно когда другие местные глины были неэффективны.
Я искал сыпучий источник огнеупорной матрицы для постройки садовой плиты / коптильни, и после особенно засушливого лета активность крабов была очень низкой, а насыпи для сбора урожая были очень малы.
Выполняя какую-то реальную работу, я работал на своей ферме («Я думаю, что это родина докторов наук по сельскому хозяйству»). Я систематически собирал недра в ведро, потому что, если вы этого не сделаете, они «просто нарушат физические законы сохранения материи», таинственным образом заблудятся и куда-то уйдут, а для засыпки вокруг столба останется мало.«Осталась лишняя земля, — подумал я. « Будет ли эта недра похожа на материал« крабовой ямы »?»
Я сделал несколько тестовых дисков с грунтом из ямки и после ямы, используя соотношение 100 г сухой измельченной почвы и 30 г силиката натрия. Я пропустил добавление дополнительных 6 г воды для этих смесей. Это означало, что смешивание было трудным и медленным, но текстура была более плотной и лучше подходила для формования. Получились следующие тестовые шайбы. Это положило начало совершенно новой теме улучшенного смешивания огнеупоров .
Испытательные шайбы из самодельной огнеупорной смеси, изготовленной из силиката натрия и либо грунта из крабовой ямы, либо грунта после ямы после сушки и обжига при температуре выше 1000 ° C (слева, грунт крабовой ямы T6 и справа, грунт после ямы T6P) одинаково твердый, прочный и термостойкий, и одного очень много, если вы кандидат наук по совместительству ».Обе контрольные шайбы были прочными, твердыми (эквивалентная твердости оксида алюминия), без трещин и очень термостойкими. Почву Posthole было очень легко собрать.Я пришел к выводу, что эти две почвы эквивалентны огнеупорной матрице при условии, что они были измельчены до мелкого порошка (и просеяны через проволочную сетку) перед смешиванием.
«Я также пришел к выводу, что раки не добавляли какой-то магический фактор в смесь, как я предлагал (выше) как часть их вклада в« разумный замысел ». На самом деле, сбор почвы с подходящей глубины, вероятно, был решающим фактором успеха, независимо от того, делал ли я мой почтовый шнек или раковые раки.”
Ода Ужасному вирусу;
Этот вирус испортил мои запланированные морские круизы,
И мои акции нанесли серьезный ущерб,
С ростом осведомленности о BLM и чувством справедливости,
Из этого беспорядка наше мышление может улучшиться.
Дополнение 2
Бумажная глина как альтернатива Огнеупорный материал своими руками
Эти комментарии не совсем подходят для этого поста, потому что смесь не содержит силиката. Однако как альтернатива простой керамике для мастеров она настолько интересна, что заслуживает особого упоминания.Руди прочитал этот пост и любезно прислал мне копию текста интересной статьи о том, что я назову керамической глиной , глиной .
Я сделал небольшой тестовый образец из бумажной глины, с ним было легко работать, и он легко пережил свое рождение в огне и при погружении в ведро с водой на красном жаре.
«Когда дело доходит до изготовления функциональных трехмерных предметов из керамической бумажной глины, это намного проще, чем любой из моих силикатных составов, перечисленных выше.Следовательно, я настоятельно рекомендую этот пост любому увлеченному мастеру по керамике вроде меня ».
Я
Дополнение 3
Использование бумаги в качестве альтернативы силикату натрия Огнеупоры для самостоятельного изготовления
Я сделал еще один пост, в котором рассматривается использование бумаги для изготовления огнеупорной керамики с силикатом натрия e .
Специальный номер
ote:Для меня изготовление огнеупоров «рожденных в огне, чтобы выжить в огне» — это всего лишь небольшой шаг на пути к моей страсти — создавать крошечные раскаленные докрасна печки-палатки, которые согревают несколько палочек во время зимнего кемпинга. в крохотной палатке.Если вам интересно, пожалуйста, посмотрите мою последнюю KISS Stove . Обязательно посетите этот пост, если вы очарованы кустарными палочками как источником мощного чистого тепла для приготовления пищи и комфорта в крошечной палатке. Эта крошечная газовая плита вырабатывает собственный газ из крошечной руки, полной действительно возобновляемых топливных стержней, в крошечной печи «квазигазификатор» . Он даже вполне благополучно горит влажными топливными палочками. «Те же принципы горячего / чистого сжигания палочек могут помочь вам« зажечь »ваши любимые керамические творения.”
Прочие должности по теме
Посмотреть сообщение
Если вы еще один любитель этого замечательного, универсального и обильного элемента кремния (Si), вас может заинтересовать мой пост о силиконовом каучуке для сверхлегкого альпинистского снаряжения для всевозможных трюков.
Тим
Celldex Therapeutics представляет положительные данные исследования CDX-0159 фазы 1b хронической индуцибельной крапивницы на EAACI 2021 | 2021-07-09 | Пресс-релизы
— Частота полного ответа 95% после однократной дозы CDX-0159 —
— Быстрые, глубокие и надежные ответы предлагают пациентам возможность быстрого, длительного и значимого облегчения —
— Средняя продолжительность ответа 77+ дней при холодовой крапивнице и 57+ дней при симптоматическом дермографизме —
— Истощение триптазы сыворотки и тучных клеток кожи отражает клиническую активность —
— Благоприятный профиль безопасности —
— Компания проведет телеконференцию в понедельник, 12 июля, в 8:15.м. ET —
ХЭМПТОН, Нью-Джерси, 9 июля 2021 г. (ГЛОБАЛЬНАЯ ИНФОРМАЦИЯ) — Celldex Therapeutics, Inc. (NASDAQ: CLDX) объявила сегодня обновленные данные из продолжающегося открытого клинического испытания CDX-0159 фазы 1b на пациентах, принимающих антигистаминные препараты, компании CloseCurlyQuote. рефрактерная холодовая крапивница и симптоматический дермографизм, две наиболее распространенные формы хронической индуцибельной крапивницы. Эти заболевания, которые часто бывают тяжелыми и изнуряющими, могут значительно повлиять на пациентов & CloseCurlyQuote; жизни.CDX-0159 представляет собой гуманизированное моноклональное антитело, которое специфически связывает рецепторную тирозинкиназу KIT с высокой специфичностью и сильно ингибирует ее активность.
Все 19 из 19 (100%) пациентов, получивших однократную полную дозу CDX-0159, испытали клинический ответ на провокационное тестирование. 18 из 19 (95%) испытали полный ответ, а 1/19 (5%) испытали заметный частичный ответ. Ответы были быстрыми, глубокими и стойкими и коррелировали с истощением тучных клеток кожи. CDX-0159 обычно хорошо переносился.Эти данные были представлены доктором Маркусом Маурером, профессором дерматологии и аллергии в Charité — Universitätsmedizin, в Берлине во время последнего обсуждения на плакате (# 1046) в рамках ежегодного конгресса Европейской академии аллергии и клинической иммунологии (EAACI). 2021.
«Достижение 95% полного ответа, быстрое начало и длительная стойкость после однократной дозы является беспрецедентным для этой популяции пациентов и ясно демонстрирует, что CDX-0159 может стать важным новым вариантом лечения для пациентов, страдающих хронической индуцибельной болезнью. крапивница, & CloseCurlyDoubleQuote; прокомментировал Энтони С.Маруччи, президент и главный исполнительный директор Celldex Therapeutics. «Мы считаем, что эти впечатляющие ранние данные показывают, что CDX-0159 безопасно истощает тучные клетки, что указывает на его способность влиять на другие заболевания с вовлечением тучных клеток. Мы продолжаем добиваться отличных успехов в программе разработки CDX-0159 при крапивнице и ожидаем, что к концу этого года мы перейдем к узловатой пруриго, а в будущем появятся дополнительные признаки вовлечения тучных клеток. & CloseCurlyDoubleQuote;
«Эти результаты на ранней стадии ошеломляют и представляют собой большой прорыв для пациентов с индуцибельной крапивницей, у которых текущие методы лечения не смогли обеспечить облегчение часто тяжелых симптомов, & CloseCurlyDoubleQuote; сказал Маркус Маурер, М.D., профессор дерматологии и аллергии в Charité — Universitätsmedizin в Берлине, который проводит исследование. «В то время как люди с индуцибельной крапивницей делают все возможное, чтобы избежать провоцирующих факторов болезней в своей повседневной жизни, многие считают, что это невозможно, и страдают от сильного зуда и жгучей крапивницы, которые ухудшают все аспекты их жизни — их работу, концентрацию сон и их социальное поведение. CDX-0159 явно принес реальную пользу этим пациентам и значительно улучшил их жизнь.Этот новый механизм истощения тучных клеток особенно интересен, потому что он может дать представление об участии тучных клеток во многих заболеваниях, где их роль еще не до конца понятна научному сообществу. & CloseCurlyDoubleQuote;
Сводка данных продолжающегося испытания CDX-0159 фазы 1b:
На момент отсечения данных 11 июня 2021 года 20 пациентов получили однократную внутривенную инфузию CDX-0159 в дозе 3 мг / кг, в том числе 11 пациентов с холодовой крапивницей и 9 пациентов с симптоматическим дермографизмом.Пациенты имели высокую активность заболевания по результатам тестирования порога провокации. У пациентов с холодовой крапивницей и симптоматическим дермографизмом пороговые значения исходной критической температуры составляли 18,9 ° C / 66 ° F (диапазон: 5–27 ° C / 41–80,6 ° F) и FricTest & circledR; пороговые значения составляли 3,8 (диапазон: 3-4) из 4. Результаты по безопасности представлены для всех 20 пациентов; Результаты активности представлены для 19 пациентов, получивших полную дозу CDX-0159. По состоянию на 11 июня 2021 г. 14 из 19 пациентов завершили 12-недельный период наблюдения в исследовании, а 5 продолжали (диапазон 2-8 недель).
- Все 19/19 (100%) пациентов испытали клинический ответ, оцененный с помощью тестирования порога провокации; 18 из 19 (95%) испытали полный ответ, а 1/19 (5%) испытали частичный ответ.
- 10/10 (100%) пациентов с холодовой крапивницей испытали полный ответ.
- 8/9 (89%) пациентов с симптоматическим дермографизмом испытали полный ответ, а 1/9 (11%) — частичный ответ.
- У всех 3 пациентов (1 холодовая крапивница; 2 симптоматический дермографизм) наблюдались равноправные ответы, получавшие ранее Xolair & circledR; (омализумаб), в том числе двое из них были рефрактерными к Xolair.
- Наблюдалось быстрое начало реакции после дозирования и устойчивый срок действия.
- У большинства пациентов с холодовой крапивницей и симптоматическим дермографизмом полный ответ наблюдался к 1-й и 4-й неделям соответственно.
- Средняя продолжительность ответа для пациентов составила 77+ дней при холодовой крапивнице и 57+ дней при симптоматическом дермографизме.
- Повышение активности заболевания, о котором сообщали врач и пациент и глобальная оценка тяжести заболевания CloseCurlyQuote, соответствовали полным ответам, измеренным с помощью провокационного тестирования.
- Однократная доза CDX-0159 3 мг / кг привела к быстрому, заметному и стойкому подавлению сывороточной триптазы и истощению тучных клеток кожи (истощение 87%), как было измерено с помощью биопсии.
- Кинетика триптазы сыворотки и истощение тучных клеток кожи отражала клиническую активность.
- Это подтвердило, что уровень триптазы в сыворотке является надежным фармакодинамическим биомаркером для оценки нагрузки тучными клетками и клинической активности при индуцибельной крапивнице и, возможно, при других заболеваниях с вовлечением тучных клеток.
- CDX-0159 в целом хорошо переносился. Наиболее частыми побочными эффектами были изменение цвета волос, легкие реакции на инфузию и временные изменения вкусовых ощущений.
- Изменения цвета волос (обычно небольшие участки осветления цвета волос) и расстройства вкуса (обычно частичные изменения способности ощущать вкус соли) согласуются с ингибированием передачи сигналов KIT в других типах клеток и, как ожидается, будут полностью обратимыми.
- Как сообщалось ранее, у пациента с обмороком в анамнезе наблюдалась однократная тяжелая инфузионная реакция в виде кратковременной потери сознания.Пациент быстро поправился. Важно отметить, что никаких доказательств активации тучных клеток, измеренных с помощью мониторинга триптазы в сыворотке, не наблюдалось.
- Не было доказательств клинически значимого снижения гематологических параметров — важный вывод для ингибитора KIT.
- У одного пациента с симптоматическим дермографизмом, включенного в исследование, также был диагноз узловатой почесухи. После однократного приема CDX-0159 у этого пациента наблюдался как полный ответ симптоматического дермографизма, так и заметное улучшение узловатой почесухи.Celldex планирует начать исследование узловатой почесухи в четвертом квартале 2021 года.
Исследование фазы 1b представляет собой открытое клиническое испытание, предназначенное для оценки безопасности однократной дозы CDX-0159 у пациентов с холодовой крапивницей или симптоматическим дермографизмом, резистентных к антигистаминным препаратам. В исследование недавно были внесены поправки, в которые была добавлена группа пациентов с холинергической крапивницей. Симптомы у пациентов вызываются с помощью провокационного тестирования, которое напоминает триггерные ситуации из реальной жизни.Вторичные и исследовательские цели включают фармакокинетические и фармакодинамические оценки, в том числе отклонения от исходных пороговых значений провокации, измерение уровней триптазы и фактора стволовых клеток, результаты клинической деятельности (влияние на симптомы крапивницы, контроль заболевания, клинический ответ), оценки качества жизни и измерение тканей тучные клетки через биопсию кожи. CDX-0159 вводится внутривенно (3,0 мг / кг) в качестве дополнения к лечению h2-антигистаминными препаратами, и пациенты наблюдаются в течение 12 недель после введения дозы.Для получения дополнительной информации об этом испытании (NCT04548869) посетите сайт www.clinicaltrials.gov.
Плакат, представленный на EAACI, можно увидеть на странице «Публикации» веб-сайта Celldex.
Как было объявлено здесь ранее, в дополнение к предварительно записанному постерному обсуждению на EAACI, которое было опубликовано сегодня, в понедельник, 12 июля 2021 г., в 12: 30-13: 30, также состоятся вопросы и ответы с председателем заседания. вечера CET (6: 30-7: 30 утра по восточному времени).
Планируется, что препарат CDX-0159 для подкожного введения поступит в клинику в третьем квартале 2021 года.Компания планирует начать исследование узловатой почесухи в четвертом квартале 2021 года. Celldex продолжает курс на начало исследования фазы 2 как спонтанной, так и индуцибельной крапивницы в первой половине 2022 года. Планируется представить первые результаты холинергической когорты. на научном конгрессе в первом квартале 2022 года. Результаты лечения хронической спонтанной крапивницы в рамках исследования фазы 1b планируется представить на научном конгрессе в начале лета 2022 года. Компания планирует расширить разработку до четвертого показания к концу 2022 года. .
Интернет-трансляция и конференц-связь
Компания проведет конференц-звонок / веб-трансляцию вместе с доктором Маркусом Маурером для обсуждения результатов в 8:15 по восточноевропейскому времени в понедельник, 12 июля. Мероприятие будет транслироваться в прямом эфире, и к нему можно будет получить доступ, перейдя в раздел «События и презентации. »в разделе« Инвесторам и СМИ »веб-сайта Celldex Therapeutics www.celldex.com. Вызов также можно получить, набрав (866) 743-9666 (в США) или (760) 298-5103 (за пределами США).Идентификатор конференции — 4493642. Повтор звонка будет заархивирован на веб-сайте Компании или доступен по телефону (855) 859-2056 (в США) или (404) 537-3406 (за пределами США). ID конференции 4493642.
О хронической индуцибельной крапивнице
Хроническая индуцибельная крапивница — это формы крапивницы, с которой связан триггер, обычно приводящий к волдырям (крапивнице) или ангионевротическому отеку. Примерно 0,5% всего населения страдает хронической индуцибельной крапивницей.Celldex изучает три наиболее распространенные формы: вызванный холодом, дермографизм (вызванный царапинами) и холинергический (вызванный физическими упражнениями / потоотделением). Люди, страдающие холодовой крапивницей, испытывают такие симптомы, как зуд, жгучие волдыри и ангионевротический отек, когда их кожа подвергается воздействию температур ниже температуры кожи. Симптоматический дермографизм характеризуется развитием волдырей и высыпаний в ответ на поглаживание, расчесывание или трение кожи и обычно происходит в течение нескольких минут после раздражающего раздражителя.Холинергическая крапивница вызывается реакцией потоотделения организма на активное или пассивное согревание и характеризуется небольшими (1–4 мм) волдырями, окруженными ярко-красными вспышками. Общие триггеры включают упражнения, горячие ванны / душ, лихорадку, окклюзионные повязки, употребление острой пищи и эмоциональный стресс. При этих заболеваниях активация тучных клеток, приводящая к высвобождению растворимых медиаторов, считается движущим механизмом, приводящим к волдырям и другим симптомам. В настоящее время нет одобренных методов лечения хронической индуцибельной крапивницы, кроме антигистаминных препаратов, и пациенты пытаются управлять симптомами, связанными с их заболеванием, избегая триггеров.
О CDX-0159
CDX-0159 представляет собой гуманизированное моноклональное антитело, которое специфически связывает рецепторную тирозинкиназу KIT с высокой специфичностью и сильно ингибирует ее активность. KIT экспрессируется во множестве клеток, включая тучные клетки, которые опосредуют воспалительные реакции, такие как гиперчувствительность и аллергические реакции. Передача сигналов KIT контролирует дифференцировку, набор тканей, выживание и активность тучных клеток. При некоторых воспалительных заболеваниях, таких как хроническая крапивница, активация тучных клеток играет центральную роль в возникновении и прогрессировании заболевания.
О компании Celldex Therapeutics, Inc.
Celldex — это компания, занимающаяся биотехнологиями клинической стадии, занимающаяся разработкой моноклональных и биспецифических антител для лечения тяжелых заболеваний, для которых доступные методы лечения неадекватны. Наш ассортимент включает терапевтические препараты на основе антител, которые обладают способностью воздействовать на иммунную систему человека и / или напрямую влиять на важнейшие пути, чтобы улучшить жизнь пациентов с воспалительными заболеваниями и многими формами рака. Посетите www.celldex.com.
Заявление о перспективах
Этот релиз содержит «прогнозные заявления», сделанные в соответствии с положениями о безопасной гавани Закона о реформе судебных разбирательств по частным ценным бумагам 1995 года. Этим заявлениям обычно предшествуют такие слова, как «полагает», «ожидает», «ожидает», «намеревается». , «будет», «может», «должен» или подобные выражения. Эти прогнозные заявления отражают текущие знания, предположения, суждения и ожидания руководства в отношении будущих результатов деятельности или событий.Хотя руководство считает, что ожидания, отраженные в таких заявлениях, являются разумными, они не дают уверенности в том, что такие ожидания окажутся верными или что эти цели будут достигнуты, и вы должны знать, что фактические результаты могут существенно отличаться от тех, которые содержатся в прогнозе. -смотрят заявления. Заявления о перспективах подвержены ряду рисков и неопределенностей, включая, помимо прочего, нашу способность успешно завершить исследования и дальнейшую разработку и коммерциализацию препаратов-кандидатов Компании, включая CDX-0159, в текущих или будущих показаниях; неопределенности, присущие клиническим испытаниям и набору пациентов для клинических испытаний; наш ограниченный опыт проведения программ через клинические испытания фазы 3; наша способность управлять и успешно завершать многочисленные клинические испытания, а также исследования и разработки для наших многочисленных продуктов на разных этапах разработки; влияние вспышки COVID-19 на наш бизнес и результаты деятельности; наличие, стоимость, доставка и качество клинических материалов, произведенных на нашем собственном производственном предприятии или предоставленных контрактными производителями, которые могут быть нашим единственным источником поставок; сроки, стоимость и неопределенность получения разрешений регулирующих органов; несостоятельность рынка для дальнейшего развития программ Компании; наша способность защитить интеллектуальную собственность Компании; потеря каких-либо руководителей, ключевого персонала или консультантов; соревнование; изменения в нормативно-правовой базе или введение нормативных актов, влияющих на продукцию Компании; наша способность продолжать получать капитал для удовлетворения наших долгосрочных потребностей в ликвидности на приемлемых условиях или вообще, включая дополнительный капитал, который будет необходим для завершения клинических испытаний, которые мы инициировали или планируем начать; и другие факторы, перечисленные в разделе «Факторы риска» в нашем годовом отчете по форме 10-K и ежеквартальных отчетах по форме 10-Q.
Все прогнозные заявления полностью оговорены данным предупреждением. Предупреждаем, что не следует чрезмерно полагаться на какие-либо прогнозные заявления, которые действительны только на дату этого релиза. У нас нет обязательств и прямо отказываемся от каких-либо обязательств по обновлению, пересмотру или исправлению любых прогнозных заявлений, будь то в результате новой информации, будущих событий или иным образом.
Контактное лицо компании
Сара Кавано
Старший вице-президент по корпоративным связям и администрированию
(508) 864-8337
scavanaugh @ celldex.com
Патрик Тилл
Старший директор по связям с инвесторами и корпоративным коммуникациям
(484) 788-8560
[email protected]
Korab Resources Ltd — это диверсифицированная международная горнодобывающая и геологоразведочная компания, зарегистрированная на Австралийской фондовой бирже (код ASX — KOR), с проектами разработки карбоната, фосфата и серебра / золота в Австралии и за рубежом.Кораб также исследует кобальт, медь, никель, золото, цинк и литий на Северной территории и в Западной Австралии. ПРОЕКТЫ РАЗВИТИЯ Geolsec (Phosphate) Бобриково (Золото и Серебро) | Korab Resources поощряет общение между Компанией, ее акционерами и другими инвесторами.Вы можете написать в Компанию по электронной почте: [email protected] Для справки укажите свое имя и номер телефона. ОТЧЕТЫ И УВЕДОМЛЕНИЯ KORAB НА TWITTER Подписаться на @KorabResources ИНФОРМАЦИЯ ПОДПИСАТЬСЯ НА ОБНОВЛЕНИЯ ИНФОРМАЦИИ Вы можете выбрать получение сообщений от Компании в электронном виде, войдя в свою долю в Реестре акций.Вы также сможете изменить свой почтовый адрес и другие данные. Для входа вам понадобится ваш HIN / SRN и почтовый индекс. JOBS @ KORAB РАЗВЕДКА ПРОЕКТОВ Mt Elephant Project |
Огнеупорные материалы — продукция высочайшего качества
Назначение огнеупорного материала — выдерживать высокие температуры, необходимые в печах, печах, мусоросжигательных установках, электростанциях и т. Д., Без загрязнения других материалов и сохранять тепло там, где это необходимо. Плотные огнеупоры тяжелые, с низкой пористостью, но с высокой механической прочностью. Изоляционные огнеупоры имеют более высокую пористость, что делает их менее плотными и с низкой теплопроводностью. Это увеличивает эффективность и снижает количество энергии, необходимой для текущего процесса.Самая распространенная форма плотных огнеупоров — огнеупорных кирпичей . Изготовленные из гидратированных силикатов алюминия с небольшим количеством других элементов, они универсальны и относительно дешевы.Огнеупорные кирпичи с более высоким содержанием глинозема способны работать при более высоких температурах. Огнеупоры с содержанием оксида алюминия 99% известны как корунд и используются в процессах при температуре выше 1500 ° C, таких как разливка стали, производство стекла, плавление золы, сжигание и формы для литья суперсплавов.
Силикат циркония является основным ингредиентом циркониевого огнеупора , который чрезвычайно прочен до температур выше 1750 ° C. Они используются для строительства печей и обжиговых печей, для изготовления тиглей в металлургической промышленности, потому что они не вступают в реакцию с жидкими металлами, и в стекловаренных печах, потому что они не смачиваются расплавленным стеклом.
Монолитные огнеупоры поставляются в бесформенной форме для заливки, утрамбовки или торкретирования на месте. Литейные огнеупоры также известны как огнеупорные бетоны и содержат цемент с высоким содержанием глинозема. Они используются в черной металлургии в печных вагонах, котлах и для покрытия пола, дверей, стен и других поверхностей, где происходят высокотемпературные процессы. Изоляционные бетоны содержат легкие заполнители, такие как вермикулит. Они слабее стандартных бетонов. Пластиковые огнеупоры поставляются в виде глиняных блоков, которые можно разрезать по размеру и утрамбовывать. Они предназначены для ремонта кирпичной или монолитной футеровки, а также используются в ковшах и желобах.
Изоляционный огнеупорный кирпич изготавливается из шамота с добавлением глинозема из-за его огнеупорных свойств и органического наполнителя, который выгорает во время обжига, оставляя легкий и пористый кирпич. Кирпичи сортируются в соответствии с уровнем температуры, который они могут выдерживать, и используются, в частности, для футеровки печей и обжиговых печей или в качестве вторичной изоляции, футеровки дымоходов, в котлованах и реакторных камерах.
Огнеупорное керамическое волокно , также известное как алюмосиликатная вата, представляет собой разновидность высокотемпературной изоляционной ваты. Из волокна расплавленного диоксида алюминия и диоксида кремния изготавливают одеяла, бумагу, веревку, картон и блочные модули.