Виды припоя и флюса
В процессе радиоконструирования и ремонта электроники очень важен элемент аккуратной и качественной пайки изделий и радиодеталей. От этого фактора сильно зависит долговечность изделия и его время наработки на отказ. Решающим моментом качественной пайки является выбор подходящего припоя и флюса, способных оптимальным способом произвести соединение металлических и металлизированных частей с тем условием, чтобы на место пайки внешние факторы оказывали наименьшее влияние, как например: деформация, большие токи, токи высокой частоты, внешние окислители, температура и т.д. В то же время пайка элементов не должна быть излишне перегружена припоем, так как в данном случае могут быть образованы кольцевые трещины, элементы «холодной пайки» (когда визуально припой на месте, но контактирующая область металлов отсутствует), а так же замыкания соседних дорожек или контактов. Чрезмерное применение припоя может не только вывести аппаратуру из строя, но и усугубить процесс настройки и наладки изделия.
Из определения известно, что процесс пайки представляет собой соединение двух металлизированных или металлических твердых поверхностей с помощью припоя, температура плавления которого значительно ниже величины разрушения (плавления) соединяемых изделий. Основной функцией припоя является хорошая диффузия с контактируемой металлической поверхностью или, выражаясь простым языком, расплавление припоя на металле (лужение). Кроме того, припой должен иметь оптимальную температурную вязкость, позволяющую ровным слоем распределиться ему по поверхности металлов. Данный фактор качественного лужения возможен только при отсутствии жировых отложений и окислов на спаиваемых поверхностях, удалением которых занимаются флюсы. Флюсы также могут служить катализаторами диффузии припоя для возможности его проникновения в верхний микронный слой металлов в предполагаемом месте пайки.
Припои и их разновидности
Припой состоит большей частью из олова с добавлением различных материалов. В структуру припоя могут входить следующие компоненты:
Олово (Sn) – представляет собой мягкий металл с температурой плавления + 231,9 С градусов. Олово растворяется в соляной и серной кислоте. Большая часть органических кислот на него не действуют. При воздействии комнатных температур олово не подвергается окислению, однако при ее снижении ниже +18 С и особенно ниже -50 С происходит разрушение кристаллической решетки металла, в результате чего олово приобретает серый оттенок.
Свинец (Pb) – очень популярный металл в изготовлении припоя за счет легкоплавкости. В чистом виде металл очень мягкий, легко обрабатываемый. У свинца окисляется только верхняя часть, контактируемая с воздухом. Металл легко растворяется в щелочи и кислотах, содержащих азот и органику.
Кадмий (Cd) – применяется для изготовления легкоплавких припоев в малых дозах совместно с оловом, висмутом или свинцом. В чистом виде – токсичен, температура его плавления + 321 С. Зачастую кадмий применяется в антикоррозийных целях.
Висмут (Bi) – один из самых легкоплавких металлов при использовании его в составе припоя с температурой плавления + 271 С. Висмут хорошо растворим в азотной кислоте, а так же в подогретом растворе серной кислоты.
Сурьма (Sb) – тугоплавкий металл с температурой плавления + 630,5 С. Не подвержен воздействию воздуха. Не окисляется. В припое дает эффект глянца. Металл токсичен.
Цинк (Zn) – хрупкий металл синевато-серого цвета с температурой плавления + 419 С. Быстро окисляется на воздухе. Используется в припоях аппаратуры, работающей во влажных условиях, за счет того, что покрывает под воздействием влаги пленкой окиси, защищающей места пайки. Цинк легко растворим в кислотах. Цинк вместе с медью применяется для твердых припоев, а так же кислотных флюсов.
Медь (Cu) – металл с самой высокой температурой плавления в изготовлении припоя + 1083 С. Не поддается воздействию воздуха, однако верхним слоем окисляется при попадании влаги. Медь применяется в тугоплавких припоях.
Припои разделяют на легкоплавкие и тугоплавкие.
Легкоплавкие припои нашли широкое применение при конструировании радиоаппаратуры и пайке радиоэлектронных компонентов, а так же при лужении дорожек радиомонтажных плат. Температура плавления легкоплавких припоев не выше + 450 С. В основу таких припоев обычно входит олово, свинец, кадмий, висмут или цинк. В радиоэлектронике большое применение получили припои с температурой плавления до + 145 С градусов. В процессе лужения обезжиренных и очищенных плат применяется сплав Розе или сплав Вуда. Температура плавления этих сплавов 70 – 95 градусов, поэтому они равномерно залуживают плату, опущенную в кипящую воду. В отечественной промышленности список легкоплавких материалов большей частью составляют припои оловянно-свинцовые или ПОС.
ПОС-18 – состоит из олова (17 – 18%), сурьмы (2 – 2,5%) и свинца (79 – 81%). Применяется при низких требованиях прочности пайки, в основном для лужения металлов. Температура плавления +183 +270 градусов (начало плавления / растекаемость).
 Температура плавления +183 +250 градусов.
Температура плавления +183 +250 градусов.ПОС-50 – олово 49 – 50%, сурьма 0,8%, свинец 49 – 50%. Применяется для качественного спаивания различных металлов, в том числе и в радиоэлектронике. Плавление +183 +230 градуса.
ПОС-90 – олово 89 – 90%, сурьма 0,15%, свинец 10 – 11%. Высокопрочный припой с температурой плавки +18 + 222 градуса, применяемый в лужении деталей с последующим золочением и серебрением. Не применяется в установках с повышенной рабочей температурой.
Припои ПОС-40 и ПОС-60 в радиоэлектронике наиболее популярны. Для спаивания латуни или пластин для экранирования стоит применять ПОС-30. При поверхностном лужении дорожек на платах лучше всего использовать припои с содержанием кадмия или висмута ПОСК-50 или ПОСВ-33. Припои с флюсами и без их содержания для монтажа радиодеталей выпускаются в виде проволоки с толщиной 1 мм для пайки SMD элементов до 3 мм. для радиокомпонентов в обыкновенном корпусе. Для пайки металлов из стали или пайки крупных площадей, припои идут без флюса в трубках диаметром 5 мм. В импортной промышленности так же выпускают свинцово-оловянные шарики диаметром от 0,2 до 0,8 мм., предназначенные для пайки BGA чипов.
В импортной промышленности так же выпускают свинцово-оловянные шарики диаметром от 0,2 до 0,8 мм., предназначенные для пайки BGA чипов.
Тугоплавкие припои большей частью используются в промышленной пайке твердых металлов. Их температура плавления от + 450 до + 800 С. В состав таких припоев входят медь, серебро, никель или магний. Отличительной особенностью этих припоев является их прочность. Из-за высокой температуры плавления тугоплавкие припои в бытовых условиях для радиомонтажных работ не используются. Большей частью они используются для спаивания латуни, стали, меди, бронзы, чугуна и других металлов с высокой температурой плавления. Припои марки ПМЦ (припой медно-цинковый) применяется для спаивания латуни с содержанием меди (ПМЦ-42), бронзы и меди (ПМЦ-52). Данный припой выпускается в виде слитков определенных форм.
ПМЦ-42 – состоит из меди (40 – 45%), цинка (52 – 57%). Также в его состав входят сурьма, свинец, олово и железо. Его температура плавления + 830 градусов.
ПМЦ-53 – медь 49 – 53%, цинк 44 – 49%. Температура плавления +870 градусов.
В производстве припоев особое место занимают, пожалуй, самые дорогие тугоплавкие припои, основу которых составляет медь с добавлением серебра. Маркируются они как ПСР. Припои с серебром обладают высокой прочностью. Место пайки гибко и легко обрабатываемо. Температура таких припоев от +720 до +830 градусов. Высокотемпературные припои ПСР-10 и 12 используют для спаивания сплавов латуни и меди, ПСР-25 и 45 необходимы для работы с медью, бронзой и латунью. ПСР-70 – припой с максимальным содержанием серебра применяют в пайке высокочастотных элементов: волноводов, защитных контуров и т.д.
Существуют припои, применяемые для пайки алюминия на основе олова, цинка и кадмия. Главная проблема пайки алюминия заключается в его быстром окислении на воздухе, поэтому алюминий паяют в масле с использованием ультразвуковых паяльников.
Флюсы
От правильно выбранного флюса довольно сильно зависит качество пайки, ровность шва и его аккуратность. Флюс при нагреве должен образовывать тонкую растекающуюся пленку на поверхности припоя, которая усиливает сцепление припоя с металлом. Чем меньше температура плавления флюса, тем качество пайки лучше. Так же температура его плавления должна быть ниже температурных режимов плавки припоя. Промышленность сегодня изготовляет флюсы двух типов.
Флюс при нагреве должен образовывать тонкую растекающуюся пленку на поверхности припоя, которая усиливает сцепление припоя с металлом. Чем меньше температура плавления флюса, тем качество пайки лучше. Так же температура его плавления должна быть ниже температурных режимов плавки припоя. Промышленность сегодня изготовляет флюсы двух типов.
— Химически активные флюсы, в состав которых входит, как правило, кислотосодержащие реагенты (ортофосфорная и соляная кислоты, хлористый цинк, хлористый аммоний). Данные флюсы прекрасно справляются с жирными налетами и окислами, однако, недостаточная промывка места пайки со временем приводит к «выеданию» металла и его коррозии, где остался кислотосодержащий флюс. На практике кислотосодержащие флюсы стараются в быту использовать как можно реже, особенно в радиоэлектронике, поскольку они ведут к разрушению текстолита, к тому же, при попадании на кожу человека такие флюсы вызывают ожоги, а их пары при вдыхании человеком особо токсичны. К наиболее популярным активным флюсам относится паяльная кислота, ортофосфорная кислота, хлористый цинк, бура, нашатырь, представляющий собой хлористый аммоний.
— Химически пассивные флюсы помогают удалить жировые отложения, а так же в меньшей степени удаляют окислы. Примером может быть канифоль, стеарин, воск. Сами по себе это органические вещества, не вызывающие коррозии, которые служат не только важной сост авляющей при пайке радиокомпонентов, но и выполняют защитную функцию от окисления. Новомодной тенденцией стало использование флюсов ЛТИ, для пайки легкоплавкими припоями. С их помощью можно осуществлять пайку оцинкованных контактов, свинец, очищенное железо, нержавеющую сталь и т.д. В их состав входит спирт, канифоль, малая доза кислоты, триэтаноламин. Для подобной пайки применяют ЛТИ флюс совместно с паяльной пастой. Единственный их минус заключается том, что под действием температуры в месте спайки остаются темные пятна. Пары флюса вредны для человека. Исключение только составляет флюс ЛТИ-120, который не содержит нежелательных компонентов: солянокислотного анилина и метафенилениамина.
Наименования флюсов и их применение
Канифоль сосновая – самый простой, дешевый и доступный вид флюса с низким током утечки. Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Относится к классу химически пассивных флюсов. На рынке она доступна в свободной продаже из-за популярности. Применяется практически широком спектре радиомотажных работ. Умеренно растворяется в спирте с добавлением глицерина, благодаря чему стали популярны среди радиолюбителей спирто-канифольные флюсы.
Ортофосфорная и паяльная кислота – опасные химически активные флюсы. Применяется при паке сильно окисленных металлов, низколегированных сталей, никеля, а так же их сплавов. После пайки обязательным условием является очистка места спаивания 5% раствором соды, чтобы погасить кислотную активность и выедание металла. Паяльная кислота особо эффективна при температуре 270 – 330 градусов.
Паяльная кислота ПЭТ – оптимальная температура процесса пайки с ее применением 150 – 320 градусов. Применяется при спаивании углеродистых сталей, латуни, меди, никеля.
Паяльный жир – существует в двух видах: активный и нейтральный. Применяется для окисленных деталей, состоящих из черного или цветного металла. Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
Активный паяльный жир в радиоконструировании не применяется. Нейтральный паяльный жир не содержит активных компонентов, поэтомуможет использоваться для пайки радиодеталей.
БУРА – необходима при высокотемпературной пайке высокоулеродитсых металлов: чугуна, меди, стали и т.д.
ТАГС – флюс на глицериновой основе для радиомонтажа. Из-за остаточного сопротивления нуждается в отмывке спиртом.
Флюсы ЗИЛ – хорошо подходят спаивания стали, латуни, меди легкоплавкими припоями на основе висмута.
Ф-38Н ПЭТ – сильно химически активный флюс. Применяется для пайки быстро окисляемых на воздухе металлов при температуре выше 300 градусов. Им паяют нихром, манганин, бронзу. Обязательное применение при его использовании средств индивидуальной защиты. Промывка щелочью так же обязательна
Активные флюсы ФИМ — пайка окисленного серебра, платины. Требует отмывки водном раствором с содержанием соды. В составе флюса фосфорная кислота.
ФКДТ и ФКТ ПЭТ – популярный неактивный флюс широкого применения для лужения проводов и медных контактов в РЭА.
ФТС – бесканифольный пассивный флюс без дыма. Предназначен для пайки радиодеталей.
Паяльная паста «Тиноль» — специальный химический флюс для пайки SMD радиодеталей термофеном паяльной станции.
Флюс-гель ТТ – флюс с индикатором химической активности красноватого оттенка для широкого спектра пайки. При воздействии температурой обесцвечивается, указывая на отсутствие активных компонентов. Не требует отмывки.
СТ-61 – паяльная паста пассивная. А – температура плавления +200 градусов, В – для компьютерных и мобильных радио запчастей, С – канифоль.
Импортные флюсы
IF 8001 Interflux – один из лучших флюсов для бессвинцовой пайки SMD компонентов, в том числе и работы с BGA чипами. Довольно дорогой. Не требует смывания.
IF 8300 BGA Interflux (30cc) – для пайки корпусов BGA. Представляет собой гель. Без вредного галогена.
IF 9007 Interflux BGA – паяльная безотмывочная паста для пайки свинцовым припоем. После работы оставляет едва заметный слой флюса с высоким удельным сопротивлением.
FMKANC32-005 – крем слабоактивированный безотмывочный. Показывает хорошие результаты при пайке BGA чипов и работе с инфракрасными паяльными станциями.
Классификация импортных флюсов
Нередко в маркировке импортных флюсов можно встретить маркировочные символы. Рассмотрим ниже их обозначение.
«R» — канифоль, которая идет либо в чистом виде, либо в виде раствора (спирто-канифоль). Химически пассивный флюс, поэтому перед применением требует ручной зачистки поверхности спаиваемых компонентов от окислов. После окончания работ требует отмывки спиртом или ацетоном.
«RMA» — флюс на основе канифоли с небольшим добавлением активаторов (органических кислот и их соединениями). При термической обработке кислотосодержащие активаторы испаряются. Для их применения необходима вытяжка. Оптимальная пайка достигается с использованием горячего воздуха.
«RA» — активированная канифоль. По заверению производителей из-за низкой активности кислот не оказывает коррозийных процессов на место пайки, поэтому не требует отмывки. Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
Мы бы все таки рекомендовали после работы с ним использовать слабый раствор щелочи или спирт для отмывки, если речь не идет о BGA пайке!
«SRA» — кислотные флюсы активного действия для пайки нержавеющей стали, никеля. В электронике практически не используются из-за разрушающего действия кислот. После пайки таким флюсом изделие нуждается в тщательной отмывке спиртом или ацетоном.
Так же нередко к импортным флюсам к названию добавляют надпись «no clean», которая означает, что данный флюс не требует смывки. Такие флюсы нередко применяют при пайке радиокомпонентов, где очистка после пайки деталей затруднена физически. Например, при пайке BGA микросхем.
Типы флюсов — Пайка
Типы флюсов
Категория:
Пайка
Типы флюсов
Существующая классификация флюсов основана на свойствах их твердых остатков. Имеются три основные группы: коррозионные, промежуточного типа и некоррозионные флюсы. В каждом конкретном случае из всех подходящих флюсов следует выбирать менее коррозионный.
Коррозионные флюсы состоят из неорганических кислот и солей и применяются в случаях, когда необходимо высокоактивное действие флюса. Они могут применяться в виде растворов, паст или в виде сухих солей. Эти флюсы не обугливаются и не горят и поэтому одинаково эффективны при нагреве газовой горелкой, открытым пламенем, в печах, методом сопротивления или при индукционном нагреве.
Флюсы этой группы стойки при различных температурах и в этом отношении являются более гибкими, чем другие флюсы-Поэтому при пайке припоями с высокой температурой плавления почти всегда следует применять коррозионные флюсы.
Коррозионные флюсы способны разрушать самые прочные окисные пленки при пайке черных и цветных сплавов. Промышленность выпускает флюсы в виде разбавленных и концентрированных растворов, а также в виде пасты или заполнителя для трубчатых припоев.
Коррозионные флюсы имеют один недостаток. Их остатки химически активны, и если после пайки эти остатки не удалять, они могут вызвать коррозию паяного соединения. Близлежащие поверхности также могут быть подвержены химическому воздействию брызг и паров флюса. Поэтому коррозионные флюсы не применяются при пайке замкнутых емкостей, например термостатов или сильфонов, а также при пайке электрического оборудования.
Близлежащие поверхности также могут быть подвержены химическому воздействию брызг и паров флюса. Поэтому коррозионные флюсы не применяются при пайке замкнутых емкостей, например термостатов или сильфонов, а также при пайке электрического оборудования.
Если применяются водные растворы солей, то при нагреве вода быстро испаряется и с основным металлом взаимодействует только расплавленная соль, которая образует восстановительную среду, защищающую металл от контакта с воздухом.
Состав коррозионных флюсов
Хлористый цинк. Главной составной частью большинства коррозионных флюсов является хлористый цинк. Хлористый цинк можно легко получить путем растворения избыточного количества металлического цинка в концентрированной соляной кислоте. Он также выпускается в готовом виде, что более удобно для применения. Хлористый цинк имеет температуру плавления значительно выше, чем температура солидуса большинства оловянносвинцовых припоев. Поэтому, если применять только один хлористый цинк, то в паяное соединение могут попасть нерасплавленные частицы Хлористого цинка. Эти включения вызовут коррозию и ослабление паяного соединения. Поэтому для снижения температуры плавле-ния флюса хлористый цинк смешивают с другими неорганическими хлоридами.
Эти включения вызовут коррозию и ослабление паяного соединения. Поэтому для снижения температуры плавле-ния флюса хлористый цинк смешивают с другими неорганическими хлоридами.
Хлористый аммоний. В качестве флюса может применяться вод-ньщ раствор хлористого аммония.
При испарении воды хлористый аммоний возгоняется в виде белого дыма. Флюсующее действие этой соли слабее, чем хлористого цинка, так как из-за отсутствия защитного действия расплавленной соли основной металл может снова окислиться прежде чем будет достигнута температура пайки. Смесь одной части хлористого аммония с тремя частями хлористого цинка образует флюс эвтектического состава с температурой плавления 177 °С. Эта смесь обладает хорошими восстановительными свойствами хлористого аммония и высоким защитным действием хлористого цинка и поэтому является более эффективным флюсом, чем каждый из компонентов в отдельности. Обычно применяется смесь из 1 части хлористого аммония и 9 частей хлористого цинка, при этом можно не опасаться включений флюса в паяных соединениях.
Хлористое олово. Хлористое олово образуется путем растворения олова в соляной кислоте. Промышленностью выпускается безводное и гидратированное хлористое олово. Оно является высокоэффективным флюсом и применяется в виде пасты, пудры или в плавленом виде. Хлористое олово также эффективно в смеси с хлоридами цинка и аммония.
Хлористый калий или натрий. В качестве флюса хлористый на- I трий, взятый в отдельности, неэффективен. Он применяется в смеси с хлористым цинком для снижения его температуры плавления. Флюс с низкой температурой плавления получают смешиванием девяти частей хлористого цинка с двумя частями хлористого натрия. Тройная эвтектическая смесь, плавящаяся при температуре 203°, получается смешиванием 75 частей хлористого цинка, 11 частей хлористого натрия и 14 частей хлористого калия.
Другие хлориды и фториды. Хлориды и фториды лития и алюминия редко применяются в отдельности, но они эффективны как флюсы в смеси с другими компонентами.
Соляная кислота. В чистом виде соляная кислота в качестве флюса применяется редко. Когда соляная кислота наносится на оцинкованное железо, то цинковое покрытие растворяется в кислоте с образованием хлористого цинка, который и действует в качестве флюса. Соляная кислота используется для активизации флюсов, содержащих хлористый цинк. Смеси неорганических солей и соляной кислоты являются основой флюсов для пайки нержавеющих сталей.
В чистом виде соляная кислота в качестве флюса применяется редко. Когда соляная кислота наносится на оцинкованное железо, то цинковое покрытие растворяется в кислоте с образованием хлористого цинка, который и действует в качестве флюса. Соляная кислота используется для активизации флюсов, содержащих хлористый цинк. Смеси неорганических солей и соляной кислоты являются основой флюсов для пайки нержавеющих сталей.
Фтористоводородная кислота. Фтористоводородная кислота очень активна. Ее добавляют к флюсам на основе хлористого цинка для растворения кремниевых включений на поверхности чугуна.
Ортофосфорная кислота. Ортофосфорная кислота является эф; фективным флюсом для стали, меди и латуни. Она дает стекловидный остаток, который служит защитным покрытием. Разбавленный раствор особенно эффективен для высокопрочной марганцовой бронзы.
Флюсы промежуточного типа
Эти флюсы слабее, чем флюсы на основе неорганических солей. Они состоят из слабых органических кислот и оснований и некоторых их производных, например гидрогалоидов. Эти флюсы активны при температурах пайки, но период их активности непродолжителен ввиду их быстрого разложения при нагреве. Склонность флюсов промежуточного типа испаряться, обугливаться и сгорать не позволяет использовать их при нагреве газовой горелкой и открытым пламенем. Однако они удобны при пайке малых участков быстрым нагревом, так как остатки этих флюсов относительно инертны и. легко смываются водой.
Эти флюсы активны при температурах пайки, но период их активности непродолжителен ввиду их быстрого разложения при нагреве. Склонность флюсов промежуточного типа испаряться, обугливаться и сгорать не позволяет использовать их при нагреве газовой горелкой и открытым пламенем. Однако они удобны при пайке малых участков быстрым нагревом, так как остатки этих флюсов относительно инертны и. легко смываются водой.
Флюсы промежуточного типа особенно выгодны в тех случаях, когда можно ограничиться минимальным количеством флюса и когда подводимого количества тепла достаточно для разложения или испарения коррозионных составляющих. В случаях, где нераз-ложившийся флюс может распространиться на изоляционные покрытия, или при пайке закрытых систем, где коррозионные пары могут осаждаться на ответственных деталях узла, необходимо принимать особые меры предосторожности.
Осторожность необходима также при пайке кабелей, чтобы избежать попадания коррозионных составляющих флюса между проволоками.
Некоррозионные флюсы
Канифоль. Самым некоррозионным флюсом является чистая светлая канифоль, разведенная в соответствующем органическом растворителе. Канифолевые флюсы обладают важными физическими и химическими свойствами, которые делают их особенно пригодными для применения в электропромышленности. Содержащаяся в канифоли активная составляющая, абиетиновая кислота, при температуре пайки становится умеренно активной. Как флюс канифоль оказывает, главным образом, защитное действие. Она легко плавится при 127° и сохраняет свое действие до 315°. Остатки канифолевых флюсов прочны, негигроскопичны, неэлектро-проводны и не вызывают коррозии. Эти свойства компенсируют слабое флюсующее действие канифоли. Она широко применяется в виде набивки трубчатых припоев.
Стабилизированные и активированные канифолевые флюсы. Вследствие слабого флюсующего действия канифоли разработана специальная группа более активных канифолевых флюсов, но без изменения некоррозионной природы флюсовых остатков. Так называемые стабилизированные канифолевые флюсы основаны на добавлении присадок, которые оказывают каталитическое действие, освобождая потенциальную энергию ангидридной структуры канифоли. С другой стороны, активированные канифолевые флюсы получаются при введении в канифоль небольших количеств сложных органических соединений с повышенной активностью. В патентной литературе, в качестве добавок для активированных канифолевых флюсов, применяемых в жидком виде или в виде заполнителей для трубчатых припоев, приводятся такие вещества, как гидрогалоид гидразина, гидрохлориды глутамина и дигуанида, бензойная кислота, янтарная кислота, цетилпиридиновый бромид и анилиновые соединения. Эти добавки рекомендуется вводить в количестве от 0,2 до 5%.
Так называемые стабилизированные канифолевые флюсы основаны на добавлении присадок, которые оказывают каталитическое действие, освобождая потенциальную энергию ангидридной структуры канифоли. С другой стороны, активированные канифолевые флюсы получаются при введении в канифоль небольших количеств сложных органических соединений с повышенной активностью. В патентной литературе, в качестве добавок для активированных канифолевых флюсов, применяемых в жидком виде или в виде заполнителей для трубчатых припоев, приводятся такие вещества, как гидрогалоид гидразина, гидрохлориды глутамина и дигуанида, бензойная кислота, янтарная кислота, цетилпиридиновый бромид и анилиновые соединения. Эти добавки рекомендуется вводить в количестве от 0,2 до 5%.
Применение активированных канифолевых флюсов в качестве некоррозионных основывается на теории, что при нагреве активизирующие вещества разлагаются и что остатки флюсов являются неэлектропроводными и некоррозионными. Повышение производительности требует более активных некоррозионных флюсов, но во всех случаях, где коррозионная стойкость имеет первостепенное значение, вопрос о безвредности флюсовых остатков по-прежнему остается предметом обсуждения.
Пастообразные флюсы
Иногда удобно иметь флюс в виде пасты. Флюсы-пасты легко наносятся перед пайкой на место соединений и, кроме того, не стекают с поверхности и не распространяются на другие части изделия, где флюс был бы вреден. Пасту можно изготовлять на воде, вазелине, жире или ланолине вместе с глицерином или другими гигроскопическими веществами. Если пасты содержат неорганические соли, например хлористый цинк или хлористый аммоний, то-оНи относятся к коррозионным флюсам. Для универсального применения разработаны флюсы-пасты, содержащие смолы, растворенные в бутиловом спирте и пластификаторы, например четвертичные аммониевые соли, трехфтористый бор и алюминиевый стеарат, добавляемые для повышения активности флюса. Разработаны также промышленные некоррозионные канифолевые пастообразные флюсы для электротехнических работ.
Пасты припоя с флюсом
Припой в виде пасты с флюсом представляет собой устойчивую смесь тонко размолотого металлического припоя с неорганическими или органическими химикатами, действующими как флюс и как промежуточное связующее вещество. Эти пастообразные припои не являются просто механической смесью флюса и металла. Компоненты смеси предотвращают высыхание пасты и оседание тяжелых металлических частиц. На стабильность паст определяющее влияние оказывают размеры и форма частиц металлической составляющей.
Эти пастообразные припои не являются просто механической смесью флюса и металла. Компоненты смеси предотвращают высыхание пасты и оседание тяжелых металлических частиц. На стабильность паст определяющее влияние оказывают размеры и форма частиц металлической составляющей.
Пастообразные припои особенно удобны для предварительного нанесения при нагреве в печи и радиацией, при индукционном нагреве и нагреве методом сопротивления. Разработаны методы автоматического нанесения пастообразных припоев, в том числе погружением, кисточкой или роликом и др. Промышленность выпускает коррозионные и некоррозионные пастообразные припои. При этом содержание олова в оловянносвинцовых припоях лежит в пределах 25—60%.
Реактивные флюсы
Реактивные флюсы представляют собой особую группу коррозионных флюсов, разработанных для пайки алюминия. Их действие основано на разложении флюса с образованием на поверхности алюминия металлической пленки.
Реклама:
Читать далее:
Выбор флюса
Статьи по теме:
Сварочные флюсы классификация и особенности
Содержание
1. Для чего нужен флюс при сварке
Для чего нужен флюс при сварке
2. Условия использования сварочных флюсов
3. Недостатки
4. Как работают флюсы
5. Сварочные флюсы — классификация
6. Химический состав флюсов для сварки
7. Виды флюсов для сварки по назначению
8. Назначение сварочного флюса — примеры
9. Флюсы для газовой сварки
10. Флюсы для автоматической сварки
При электродуговой или газовой сварке в условиях высоких температур значительно увеличивается химическая активность обрабатываемой зоны. Металл усиленно окисляется под воздействием атмосферного воздуха, в результате шлаки и окислы попадают в него, снижая интенсивность металлургических процессов и в итоге ухудшая качество сварного шва. Для предотвращения этих процессов необходима защитная газовая или жидкая среда, которая изолирует зону сварки. Ее и создают флюсы — неметаллические композитные порошковые компоненты.
Таким образом, назначение флюсов при сварке — изоляция сварочной ванны от атмосферного воздуха, защита наплавляемого металла от интенсивных окислительных процессов, стабильное горение сварочной дуги и получение сварного шва необходимого качества.

Для чего нужен флюс при сварке
Использование флюсов обеспечивает следующие преимущества при сварке.
- Как при электродуговой, так и при газовой сварке флюс сварочный обеспечивает более интенсивное расплавление металла — (соответственно при больших токах или высокой концентрации кислорода). Благодаря этому нет необходимости заблаговременно разделывать кромки будущего сварного шва.
- В зоне шва и на прилегающих к нему поверхностях удается избежать угара металла — его потерь на окисление и испарение.
- Горение дуги имеет более высокую стабильность, что особенно важно при сложных конфигурациях шва
- Снижаются потери энергии источника тока на нагрев металла, соответственно увеличивается его КПД.
- Оптимизируется расход присадочного материала.
- Более удобное выполнение работ для сварщика, потому что флюс экранирует некоторую часть пламени дуги.

Условия использования сварочных флюсов
Задача флюса — стабилизация металлургических процессов при сохранении необходимой производительности электродов. Для этого в процессе сварки следует соблюдать определенные условия.
- Флюс не должен вступать в химическую реакцию с металлом стержня и основным металлом.
- Зона сварной ванны должна оставаться изолированной на протяжении всего сварочного процесса.
Остатки флюса, связанные со шлаковой коркой в результате сварки, по завершении работ должны легко удаляться. При этом до 80% материла после очистки можно использовать заново.
Недостатки
Условных минусов в использовании сварочных флюсов немного.
- Высокая стоимость, которая примерно сопоставима с ценой на сварочную проволоку.
- Yевозможность сразу осмотреть сварной шов. В силу этого, особенно в конструкциях сложной формы, место сварки предварительно тщательно подготавливается.

Как работают флюсы
- Перед сваркой на места соединений наносится толстый (40-60 мм) слой флюса.
- Электрод вводится в зону сварки, происходит поджиг дуги.
- Под воздействием высоких температур (до 6000 °C) флюс с его низкой плотностью быстро плавится в газовом пузыре, изолируя сверху сварную ванну, перекрывая к ней доступ газовых, водяных паров и других химических веществ.
- Имея высокое поверхностное натяжение, таким же образом расплав флюса предотвращает интенсивное разбрызгивание металла.
- Это позволяет значительно увеличить ток дуги (до 1000-2000 Ампер) без серьезных потер материала электрода и с сохранением хорошего качества шва.
- Под воздействием флюса в зоне дуги происходит концентрация тепловой мощности — в результате плавление металла происходит быстрее.
- При этом металлом заполняются все стыки, независимо от состояния кромок.
- Изменяется материальный баланс сварного шва — 60-65% процентов в нем составляет металл свариваемых деталей, и только остальное — это металл сварочного электрода.

Сварочные флюсы — классификация
Классификация флюсов чрезвычайно широка. Их различают по внешнему виду и физическому состоянию, химическому составу, способу получения, назначению. Так, например, для наплавки или дуговой сварки, как правило, используются гранулированные или порошковые флюсы с определенными показателями электропроводности, а для газовой — газы, порошки, пасты.
По способу получения композитов
Различают флюсы плавленые и неплавленые.
Флюс сварочный плавленый широко используют не только при сварке, но при наплавке. Он демонстрирует высокую эффективность в случаях, когда поверхность металла сварного шва путем добавления дополнительных химических элементов должна получить более высокие технические характеристики — например, повышенную стойкость к коррозии или очень ровный и гладкий шов.
Наплавка под флюсом
Получают плавленые флюсы следующим способом: компоненты размалывают, смешивают, затем расплавляют в пламенных или электропечах при полном отсутствии кислорода. Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы.
Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы.
Неплавленые флюсы (керамические) для сварки изготавливаются путем перемешивания измельченных частиц шихты из ферросплавов, минералов, шлакообразующих без последующего плавления. Частицы смешиваются со стеклом и далее спекаются.
В ряду их преимуществ:
- низкий расход,
- возможность многократного использования,
- высокое качество получаемого шва.
Пример — керамический сварочный флюс марки UF (UF-01, UF-02, UF-03) который используется в энергетике и гражданском строительстве для сварки металлоконструкций из низколегированных сталей повышенной прочности.
Химический состав флюсов для сварки
Химический состав — важная составляющая в характеристике флюсов. Материал должен быть химически инертен в условиях очень высоких температур.
 Помимо этого, он должен обеспечивать эффективную диффузию отдельных элементов (например, легирующих) в металл шва.
Помимо этого, он должен обеспечивать эффективную диффузию отдельных элементов (например, легирующих) в металл шва.Наибольшую массовую долю (от 35…80% от общего объема) в сварочном флюсе обычно (но не во всех) составляет диоксид кремния (кремнезём) — кислотный оксид, бесцветный прозрачный кристаллический минерал. Кремний препятствует процессу образования углерода, тем самым снижая риски появления трещин и пор в металле шва.
Значительную часть составляет марганец. Как активный раскислитель, этот компонент флюсов для сварки снижает образование окислов в зоне сварочной ванны, вступая в реакцию вначале с кислородом в окислах железа, затем и с оксидом кремния. Результат сложной реакции — оксид марганца, нерастворяемый в стали и впоследствии легко удаляемый. Кроме того, марганец реагирует с вредной для металла шва серой — он связывается с ней в сульфид, который затем также удаляется с поверхности шва.
Также в ряду химических элементов флюсов — легирующие добавки — помимо кремния и марганца это молибден, хром, титан, вольфрам, ванадий и другие. Из задача — восстановить первичный химический состав металла, а в ряде случаев — путем легирования восполнить собой выгоревшие основные примеси стали и обеспечить металлу шва дополнительные специальные свойства. Обычно во флюсе они представлены соединениями с железом — ферросплавами (феррохром и т. д.).
Виды флюсов для сварки по назначению
От назначения сварочных флюсов напрямую зависит их выбор по химическому составу.
- Для сварки низкоуглеродистых сталей применяются флюсы с большим содержанием кремния и марганца в сочетании с проволокой из низкоуглеродистой стали без легирующих добавок. Второй вариант — малая доля марганца (или вообще его отсутствие) во флюсе, но легирующие добавки присутствуют в стали сварочного прутка.
- Для сварки низколегированных сталей используются флюсы с высокой химической инертностью, — выше, чем для низкоуглеродистых сталей. Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.
- Для сварки высоколегированных металлов применяются флюсы с минимальной химической активностью. Кремний, как и марганец, практически не используется — его заменяет флюорит (плавиковый шпат), благодаря которому образуются легко отделяемые легкоплавкие шлаки. Также в таких флюсах обычно содержатся оксид алюминия, негашеная известь.
- Для сварки активных металлов (таких, как титан) используют солевые флюсы — как правило, это хлоридные и фторидные соли щелочных металлов. Примесь кислорода в них полностью отсутствует, поскольку она снижает пластичность шва.
 Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.
Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.Назначение сварочного флюса — примеры
| Плавленые флюсы | Неплавленые флюсы | ||
| АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М, АН-60, ФЦ-9 | Механическая сварка и наплавка низколегированных и углеродистых сталей низколегированной и углеродистой сварочной проволокой | АНК-35 | Сварка низкоуглеродистых сталей низкоуглеродистой проволокой Св-08 и Св-08А |
| АН-8 | Электрошлаковая сварка углеродистых и низколегированных сталей; сварка низколегированных сталей углеродистой и низколегированной сварочной проволокой. |
АНК-46 | Сварка низкоуглеродистых и низколегированных сталей |
| АН-15М, АН-18, АН-20С, АН-20П, АН-20СМ | Дуговая автоматическая сварка и наплавка высоко- и среднелегированных сталей | АНК-30, АНК-47 | Сварка швов высокой хладостойкости |
| АН-22 | Электрошлаковая сварка и дуговая автоматическая наплавка и сварка низко- и среднелегированных сталей | АНК-45 | Сварка высоколегированных сталей |
| АН-26С, АН-26П, АН-26СП | Автоматическая и полуавтоматическая сварка нержавеющих, коррозионностойких и жаропрочных сталей | АНК-40, АНК-18, АНК-19 | Наплавка низкоуглеродистой сварочной проволокой Св-08 и Св-08А; |
| АН-17М, АН-43 и АН-47 | Дуговая сварка и наплавка углеродистых, низко- и среднелегированных сталей высокой и повышенной прочности | АНК-3 | В качестве добавки к флюсам марок АН-348А, ОСЦ-45, АН-60 для повышения стойкости швов к образованию пор |
Флюсы для газовой сварки
Для сварки алюминия и других цветных металлов, чугуна, инструментальных сталей, отдельных марок тонколистовой стали используется защитная газовая атмосфера. Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится:
Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится:
- на кромки соединяемых деталей;
- напрямую в сварную ванну;
- на присадочный пруток.
В зависимости от физического состояния материала флюсы для сварки подают в рабочую зону по-разному. Некоторую сложность вызывают порошкообразные композиты — их необходимо равномерно и точно вносить в расплав, не позволяя потоку газа раздувать порошок. Составы в виде паст подают на участок соединения. Для подачи газообразных флюсов используют расходомеры — с их помощью газ дозированно подается в рабочую зону.
Электромагнитный расходомер
Важный момент: для газовой сварки флюс по составу подбирают в зависимости от образующихся в ходе сварки оксидов. Если они кислые, флюсы должны быть щелочными (основными), напротив, если щелочные оксиды — выбирают кислые флюсы.
Флюсы, применяемые при газовой сварке наиболее широко:
- медь, латунь, бронза — для их сварки используют кислые флюсы с включением борсодержащих соединений (борная кислота и т. д.) — например, такие марки, как МБ-2 или БМ-1;
- чугун — для его сварки обычно используются флюсы с включением различных соединений щелочных металлов — натрия и калия;
- алюминий — здесь используются составы с содержанием фторидов калия, лития и натрия, а также хлориды. В этом случае наиболее широко применяется сварочный флюс марки АФ-4А.
 д.) — например, такие марки, как МБ-2 или БМ-1;
д.) — например, такие марки, как МБ-2 или БМ-1;Флюсы для газовой сварки не используются для соединения деталей из низкоуглеродистых сталей, поскольку на поверхности расплавленного металла интенсивно скапливаются легкоплавкие оксиды железа.
Флюсы для автоматической сварки
Автоматическая и полуавтоматическая сварка наиболее широко применяется при работе с большими конструкциями. Благодаря высоким токам и флюсу возможно сваривание деталей значительной толщины, при этом — без предварительной разделки кромки. Области использования — сваривание труб, изготовление резервуаров, судостроение.
Для такого способа сварки характерно автоматическое поддержание стабильно горящей электродуги, необходимого количества флюса (с отсосом нерасплавившегося), а также непрерывное обновление расплавленного электрода.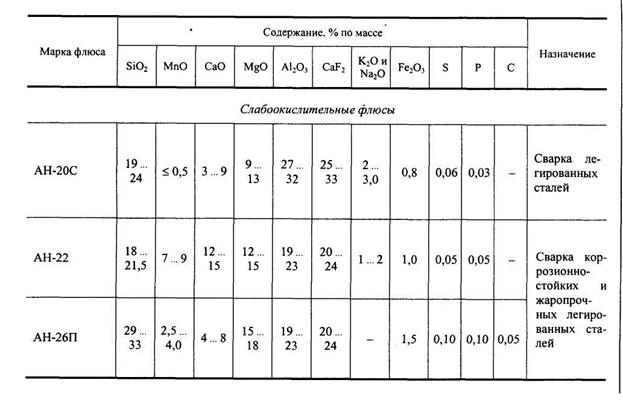 Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении.
Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении.
Выгодно купить флюс для сварки различных типов и марок вы можете в компании «Центр Метиз».
их классификация и сфера применения
Пайка и сварка являются распространёнными методами соединения металлических изделий между собой. На итоговый результат этого процесса влияют применяемый в работе инструмент, предварительная подготовка поверхностей и качество вспомогательных материалов. Для того чтобы понимать зачем нужен флюс при пайке, нужно разобраться в самом процессе таких работ.
Общие сведения о пайке
Пайка представляет собой процесс получения неразъемного соединения материалов путем введения между ними припоя, имеющего меньшую температуру плавления, чем у соединяемых материалов.
Для создания неразрывного соединения спаиваемые детали вместе с припоем соприкасаются, после чего место пайки подвергается нагреву температурой, способной расплавить припой, но не плавящей материалов заготовки. В связи с переходом в жидкое состояние, припой растекается по поверхности деталей и смачивает их, а после прекращения нагрева застывает, образуя прочное соединение.
В зависимости от спаиваемых материалов и условий их дальнейшего применения, различают пайку:
- Низкотемпературную (нагрев до 450 °C). Для этого вида применяют в основном нагрев паяльником, а в качестве припоя используют оловянно-свинцовые, галлиевые и висмутовые сплавы.
- Высокотемпературную (температура выше 450 °C), с применением, как правило, горелки и использованием медно-цинковых и медно-серебряных припоев.
В процессе пайки металлов смачивание во многом зависит от чистоты соединяемой поверхности. С поверхности материала требуется убрать все возможные загрязнения, такие как органические жиры, масла и окислы. Для очищения поверхности и улучшения растекания припоя по материалу применяют различные флюсы.
Для очищения поверхности и улучшения растекания припоя по материалу применяют различные флюсы.
Требования и характеристика флюсов
Флюсы представляют собой вещество или смесь веществ различного происхождения, предназначенные для удаления окислов металлов и других загрязнений с поверхности пайки, улучшения растекания расплавленного припоя по поверхности, а также защиты спаянной поверхности от различных воздействий окружающей среды. Вне зависимости от вида флюса, он должен иметь температуру плавления меньшую, чем у применяемого припоя, и обладать меньшим удельным весом для того, чтобы припой при растекании вытеснял флюс.
Флюсы принято разделять на несколько разновидностей в зависимости от воздействия на детали до, во время пайки и после неё:
- Активные (кислотные). Эти вещества имеют в своей основе сильные кислоты, например, соляную. Как высокоактивный химический реагент, кислотный флюс очень эффективно растворяет оксидные плёнки на поверхности заготовки, но также активно взаимодействует с самим спаиваемым металлом и требует нейтрализации. К сфере применения этого компонента относят пайку меди, чёрных металлов и серебра. Помимо высокой химической активности обладает высокой электропроводимостью, поэтому очень нежелательно применение кислотных флюсов в радиоэлектронике.
- Защитные флюсы. В категорию защитных компонентов входят инертные по отношению к металлу флюсы. Применяются исключительно для защиты предварительно очищенных под пайку поверхностей от воздействия внешней среды.
- Антикоррозийные материалы освобождают поверхности металла от коррозии и препятствуют её дальнейшему образованию. Почти всегда основным веществом этой группы флюсов является ортофосфорная, и другие виды кислот, которые не разрушают своим воздействием сам металл и паечный шов, но образуют на их поверхности защитный слой, предохраняющий от окисления.
 К сфере применения этого компонента относят пайку меди, чёрных металлов и серебра. Помимо высокой химической активности обладает высокой электропроводимостью, поэтому очень нежелательно применение кислотных флюсов в радиоэлектронике.
К сфере применения этого компонента относят пайку меди, чёрных металлов и серебра. Помимо высокой химической активности обладает высокой электропроводимостью, поэтому очень нежелательно применение кислотных флюсов в радиоэлектронике.Паяльные флюсы, согласно ГОСТу, принято разделять не только по виду воздействия на материал, но и по другим характеристикам. Вот некоторые из них:
- По температуре активности. Так как флюсы применяются вместе с припоем, то и подразделяются они по температурному интервалу, и бывают низкотемпературными и высокотемпературными.
- По природе растворителя: водные, неводные.
- В зависимости от температуры, подразделяются по активатору действия. Так, к низкотемпературным относят: канифольные, кислотные, стеариновые, анилиновые. Высокотемпературными являются галогенидные и боридно-углекислые флюсы.
- По агрегатному состоянию бывают жидкие, пастообразные, твёрдые.
- По механизму воздействия подразделяются на защитные, реактивные, химического и электрохимического действия.
 Так как флюсы применяются вместе с припоем, то и подразделяются они по температурному интервалу, и бывают низкотемпературными и высокотемпературными.
Так как флюсы применяются вместе с припоем, то и подразделяются они по температурному интервалу, и бывают низкотемпературными и высокотемпературными.Популярные материалы
В настоящее время известно очень много материалов, каждый из которых в разной степени подходит для определенных целей. Так, флюсами на основе сильнейших кислот очень хорошо зачищать поверхности перед пайкой, но в силу высокой электропроводимости и разрушающих свойств их нельзя применять для работы с радиотехническими материалами. Применение же защитных флюсов не будет так актуально в целях устранения оксидов с поверхностей спаиваемых материалов, но предотвратит их образование с предварительно очищенных металлов.
Применение же защитных флюсов не будет так актуально в целях устранения оксидов с поверхностей спаиваемых материалов, но предотвратит их образование с предварительно очищенных металлов.
Для того чтобы обеспечить хорошее качество пайки, необходимо разбираться в видах флюсов. Это гарантирует качество процесса пайки и надёжность полученного соединения. Ниже будут описаны некоторые наиболее распространённые материалы.
Канифоль и кислота
Одним из самых известных и распространённых флюсов является хвойная канифоль. Она представляет собой смесь смоляных кислот, блестит и имеет цвет от тёмно-красного до жёлтого. Различия в цвете обусловлены процентным составом кислоты: чем ее процентное содержание выше, тем темнее будет канифоль.
Хорошо растворяет окислы, частично восстанавливая их до металла с превращением в легкоплавкие смоляные соли. Считается диэлектриком, но, учитывая в составе кислоты и образование гигроскопичных соединений, настоятельно рекомендуется удаление остатков канифоли с места пайки.
Считается диэлектриком, но, учитывая в составе кислоты и образование гигроскопичных соединений, настоятельно рекомендуется удаление остатков канифоли с места пайки.
Предоставлена как в твёрдом состоянии, так и в виде пасты или жидкости. Твердый вариант неудобен при пайке, но идеально подходит для лужения жала паяльника и проводов.
Для соединения материалов лучше подходит канифоль, растворенная в спирту. Такой жидкий флюс можно как приобрести в магазине, так и сделать самостоятельно. Для этого раскрошенные кристаллы канифоли достаточно развести в спирту до нужной консистенции. Иногда в раствор добавляют глицерин. Покупной вид представлен в виде ЛТИ 120 (20% канифоли, этиловый спирт и добавочные компоненты, такие как солянокислый диэтиламин).
При пайке сильнозагрязненных и окисленных поверхностей канифоль не эффективна, лучше применять более активные флюсы.
Основным применением кислотных флюсов является очищение поверхности пайки от всех лишних загрязнений и окислов. Действие кислотного флюса довольно долгое, что предотвращает от образования новых окислов на очищенной поверхности.
Действие кислотного флюса довольно долгое, что предотвращает от образования новых окислов на очищенной поверхности.
Как правило, основным компонентом является ортофосфорная или соляная кислота. Применение подходит для очистки с поверхности остатков ржавчины и жировых загрязнений и позволяет спаивать практически любые металлы. Считается очень дешёвым и доступным флюсом, что делает ее очень заманчивой в применении.
Тем не менее, это очень опасный в обращении материал. Все работы с ним настоятельно рекомендуется проводить с применением индивидуальных средств защиты, очень желательно вне жилых помещений. Помимо этого, хорошо проводит электрический ток, а даже небольшой остаток этого флюса на поверхности пайки может в дальнейшем разъесть металлы, поэтому не подходит для пайки проводов и радиодеталей.
Паяльный жир
Как и канифоль, является доступным и дешёвым флюсом, и может быть как нейтральным, так и активным, в зависимости от компонентов. В состав входят парафин, канифоль, вазелин, возможны добавки хлоридов цинка и аммония. Хорошо зарекомендовал себя в очищении поверхностей. Это обусловлено тем, что находящиеся в составе парафины очень хорошо вытягивает всю грязь от места пайки. Флюс не дает нагара и медленно испаряется. Учитывая возможные в составе кислотные компоненты, желательно тщательно удалять его с поверхностей материалов.
В состав входят парафин, канифоль, вазелин, возможны добавки хлоридов цинка и аммония. Хорошо зарекомендовал себя в очищении поверхностей. Это обусловлено тем, что находящиеся в составе парафины очень хорошо вытягивает всю грязь от места пайки. Флюс не дает нагара и медленно испаряется. Учитывая возможные в составе кислотные компоненты, желательно тщательно удалять его с поверхностей материалов.
Высокотемпературная бура
Материал относится к высокотемпературным флюсам, диапазон его испарения лежит в интервале 700−900 °C. Представляет собой порошок, состоящий из натриевой соли борной кислоты, а для получения жидкого варианта следует развести его с борной кислотой и водой. Добавление хлористых и фтористых солей повышает и без того активные свойства буры.
Обычно применяется для сварки медных трубопроводов посредством газовой горелки или строительного фена. Расплавляясь, бура очищает поверхности соединения и растворяет все окислы. После пайки образуется соляной налет, который нужно удалить.

Минеральное масло
Флюсы на основе минеральных масел применяют в ситуациях, когда требуется перекрыть доступ воздуха к очищенным поверхностям материалов. Наиболее распространенным примером служит алюминий, который моментально образует оксидные пленки при контакте с кислородом. Являясь защитным флюсом, масла не имеют в себе других вспомогательных функций, таких как очищение поверхности, поэтому очистка производится под слоем масел механическим способом, например, лезвием ножа или скребком. После очистки производится непосредственно пайка. Удаляют минеральные масла мыльным раствором или спиртом.
Распространенные заменители
Иногда возникают ситуации, когда пайку требуется провести срочно, а подходящего флюса нет в наличии или нет возможности его приобрести. В этом случае можно применять многие подручные материалы, однако результат пайки не будет отличаться высоким качеством, а остатки некоторых веществ токсичны или трудноудаляемые. Из наиболее распространенных заменителей флюсов известны:
Из наиболее распространенных заменителей флюсов известны:
- Нашатырный спирт, лимонная и уксусная кислоты могут заменять паяльную кислоту, причем некоторые из них не требуют дополнительного разведения водой. Токсичны и активны.
- Аспирин и салициловая кислота. Наиболее известный заменитель флюса, который применяется очень давно. Тем не менее выделяемые в процессе пайки пары очень токсичны и долго выветриваются, поэтому работы с данным веществом рекомендуется проводить на открытом воздухе. Является активным веществом и требует тщательной промывки.
- Глицерин может помочь при пайке, к тому же зачастую входит в состав канифольных флюсов. Из минусов можно отметить хорошее испарение, остаточное сопротивление и очень высокую гигроскопичность, что может негативно сказаться при пайке радиодеталей.
- Оливковые и растительные масла могут заменить флюсы на основе минеральных и щелочных масел при пайке алюминия. К недостаткам можно отнести специфический запах, образующийся в процессе работы.

Зачистка поверхности
Зачастую компоненты, входящие в состав флюсов, имеют ряд нежелательных физических и химических свойств. К ним можно отнести электропроводимость, гигроскопичность, химическую активность. Учитывая это, требуется нейтрализация и качественное удаление любых остатков флюса после окончания пайки. Для этого, в зависимости от применяемого в процессе материала, применяют спирт или мыльный раствор.
Следует помнить, что на качество пайки очень сильно влияет правильный выбор флюса. За выбор компонента отвечают температура пайки, вид спаиваемых металлов и сфера их эксплуатации. Так, кислотные флюсы могут уничтожать токопроводящие дорожки с печатных плат, поэтому их применение не рекомендуется в радиомонтаже. Для качественной пайки алюминия требуется оградить очищаемую поверхность от воздуха, для чего применяются флюсы на основе минеральных масел. Многие флюсы требуют удаления своих остатков после окончания работ.
 youtube.com/embed/tJQRMjNW7KA»/>
youtube.com/embed/tJQRMjNW7KA»/>
Для чего нужен флюс при пайке: виды, свойства
Во многих отраслях промышленности для соединения твердых материалов применяется такой способ, как пайка. Качественная работа зависит от наличия инструмента, оборудования и расходных материалов, одним из которых является флюс. Те, кто в детстве посещал кружок радиолюбителя или любил паять в домашних условия, знает, что такое флюс и зачем он нужен.
Флюс представляет собой особый сплав материалов, обладающий лёгкой структурой и применяемый для соединения двух разных материалов. При этом целесообразнее использовать вещество, подходящее для конкретного материала. То есть, определённый состав для эмалированных металлов, и совершенно другой – для соединения медных предметов.
Но те, кто впервые столкнулся с процедурой, не совсем понимают, для чего нужна канифоль при пайке. Знакомые с детства янтарные кусочки являются самым распространённым флюсом. От их применения пайка получается качественнее и быстрее. Благодаря канифоли припой лучше контактирует с поверхностями обоих материалов.
Благодаря канифоли припой лучше контактирует с поверхностями обоих материалов.
Задачи флюса при пайке таковы:
- подготовить поверхности двух изделий;
- очистить поверхность от различных плёнок и жиров;
- снизить поверхностное натяжение в припое.
При использовании сплава увеличивается площадь контакта соединяемых предметов, что способствует прочному контакту. А также вещество продлевает срок службы спаянных элементов, потому что предотвращает образование новых процессов окисления в местах соединения. Вот зачем нужна канифоль и другие виды. Узнав, что это такое, следует разобраться с классификацией сплава.
Виды и характеристики
Сплавы для соединения классифицируются по тому, как воздействуют на элементы до, во время и после пайки. Та же канифоль, как и многие составы на её основе, относится к группе малоактивных флюсов. Если для чего такой флюс и нужен, то при пайке микросхем, где возможности состава полностью реализуются. Сплав хорошо удаляет тонкие оксидные плёнки с медных, латунных и других поверхностей. Но при этом не становится причиной возникновения коррозии из-за минимальной активности. При необходимости улучшить свойства канифоли вещество соединяют со скипидаром или спиртом. В итоге получают бескислотные или нейтральные виды. Такой вид часто применяется во время ремонта радиоэлектроники, а также при её производстве. В таких целях выбирается именно этот сплав, потому что флюс является диэлектриком и не образует утечек тока.
Но при этом не становится причиной возникновения коррозии из-за минимальной активности. При необходимости улучшить свойства канифоли вещество соединяют со скипидаром или спиртом. В итоге получают бескислотные или нейтральные виды. Такой вид часто применяется во время ремонта радиоэлектроники, а также при её производстве. В таких целях выбирается именно этот сплав, потому что флюс является диэлектриком и не образует утечек тока.
Если к канифоли добавляется кислота, то получается третий вид – активированный. Чаще всего в сплав входят органические кислоты и аминовые соединения в малых дозах. С его помощью удаётся соединить медные детали, а также серебряные, железные и никелевые.
Активные флюсы, в состав которых входит соляная кислота, используется для соединения изделий из железа. Но если к ней добавить хлористый цинк, то получается «флюс паяльный». Такой состав выпускается не только в промышленности, но и в домашних условиях.
Он подходит для пайки элементов из серебра, меди и железа. Но флюс категорически запрещён для использования в радиоэлектронике. Потому что сплав обладает высокой электропроводимостью и химической активностью.
Но флюс категорически запрещён для использования в радиоэлектронике. Потому что сплав обладает высокой электропроводимостью и химической активностью.
Флюсы также бывают антикоррозийными и защитными. Первый вид предназначен для удаления коррозии с поверхности элемента, а второй не допускает образования окислов на уже обработанной поверхности. Коррозийные флюсы рекомендуется применять, если поверхности обоих изделий подвержены появления ржавчины. В их состав входят такие вещества, как:
- салициловая кислота;
- технический вазелин;
- этиловый спирт;
- триэтаноамин.
Защитные флюсы – это знакомый всем вазелин, воск, сахарная пудра и оливковое масло.
Различия между сплавами
Припои и флюсы различаются также по физическому состоянию на жидкие, твёрдые и пастообразные. Благодаря такому разнообразию способы применения значительно расширяется. Например, жидкими славами обрабатывать труднодоступные места изделий, чтобы защитить от окисления. Зато количество подачи пастообразных флюсов легче проконтролировать при паянии.
Например, жидкими славами обрабатывать труднодоступные места изделий, чтобы защитить от окисления. Зато количество подачи пастообразных флюсов легче проконтролировать при паянии.
Другой фактор, по которому различают сплавы – это температура. Существуют вещества, которые проявляют активность при высокой температуре, а есть другая группа, которая плавится при минусовой температуре. Тугоплавкий состав прочнее соединяет изделия. Но есть один нюанс из-за высокой температуры плавления состав может повредить саму деталь и вывести её из строя.
Флюсы, которые плавятся при температуре от 50 до 400 градусов, относятся к группе легкоплавких. Именно их применяют в радиоэлектронике. В состав флюсов входит свинец, олово и другие элементы. У каждого вида сплавов есть своё назначение, с учётом которого и нужно выбирать флюс для определённой работы.
Так, твёрдый флюс следует использовать для пайки изделий с большим диаметром, а мягкие сплавы подходят для соединения тонких поверхностей. Если требуется ремонт металлической посуды, то лучше отдать предпочтение «паяльному флюсу» – раствору цинка с соляной кислотой.
Если требуется ремонт металлической посуды, то лучше отдать предпочтение «паяльному флюсу» – раствору цинка с соляной кислотой.
Преимущества сплавов заключается в предохранении ранее очищенных металлических поверхностей от окисления, а также соединении припоя с подготовленной поверхностью. Проверить, так ли уж необходим флюс, можно, если один раз попробовать спаять два разных изделия без вспомогательного материала.
Лучшие заменители
Применяемые в промышленности или профессиональными мастерами составы крайне редко можно обнаружить у простого обывателя в квартире. Но что делать, если возникнет необходимость в пайке. Чем заменить флюс? Одно из самых распространённых веществ – это растворённый в воде аспирин. Состав легко приготовить в домашних условиях – достаточно растолочь одну таблетку и высыпать порошок в ёмкость с водой. Полученный раствор используется как обычный жидкий флюс.
Другой заменитель – это уксусная или лимонная кислота. Эффективность флюсов, приготовленных в домашних условиях, ниже, чем оригинальных, но определённых показателей с ними добиться можно.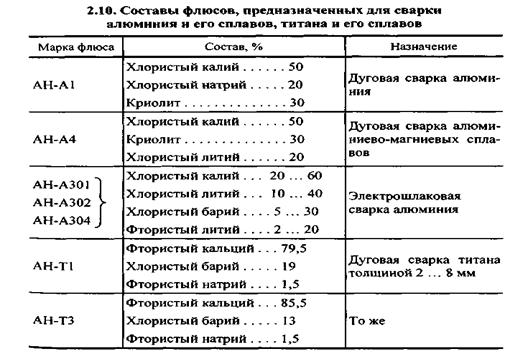
Использование концентрированной соляной кислоты – вот что улучшит показатели. Важно только аккуратно обращаться с кислотой, поскольку она опасна для здоровья. Паяемые изделия с помощью такого состава не должны быть тонкими.
Приготовить флюс в домашних условиях можно из ортофосфорной кислоты, которая продаётся в магазине и имеет неплохие показатели. Она прекрасно снимает окислы, жировые налёты и различные плёнки.
По каким характеристикам выбрать состав
Применяемые флюсы выбирают в соответствии со следующими требованиями:
- способности к растяжке;
- прочности;
- способности проводить ток и тепло.
Вещество для пайки выбирается исходя из типа соединяемого металла, температуры как самого сплава, так и достигаемой во время процедуры. Нужно учитывать ещё прочность и устойчивость элементов к коррозии. Выбирая паяльные сплавы, следует использовать те, у которых удельный вес меньше. Тогда припой вытеснит флюс на поверхность изделия при нанесении..jpg)
Если выбираются паяльные флюсы для транзисторов, то применяются сверх лёгкоплавкие составы. Максимальная температура, при которой они активизируются, составляет 150 градусов.
Какие флюсы применяют при пайке
Флюсы позволяют обеспечить удаление образуемых при нагреве окисей металлов, которые спаиваются, а кроме того, предотвращают окисление очищенных перед пайкой металлов. Благодаря флюсам обеспечивается лучшее растекание припоя во время пайки. Выбор флюса зависит от вида сплавов или металлов, а также припоя, которые используются при пайке. Также на выбор оказывает влияние тип монтажно-сборочных работ. В любом случае, условиях флюс должен плавиться при более низких температурах, чем припой.
В зависимости от оказываемого на металл действия, все флюсы входят в одну из нескольких групп: защитные, антикоррозийные, активированные, бескислотные, активные (кислотные).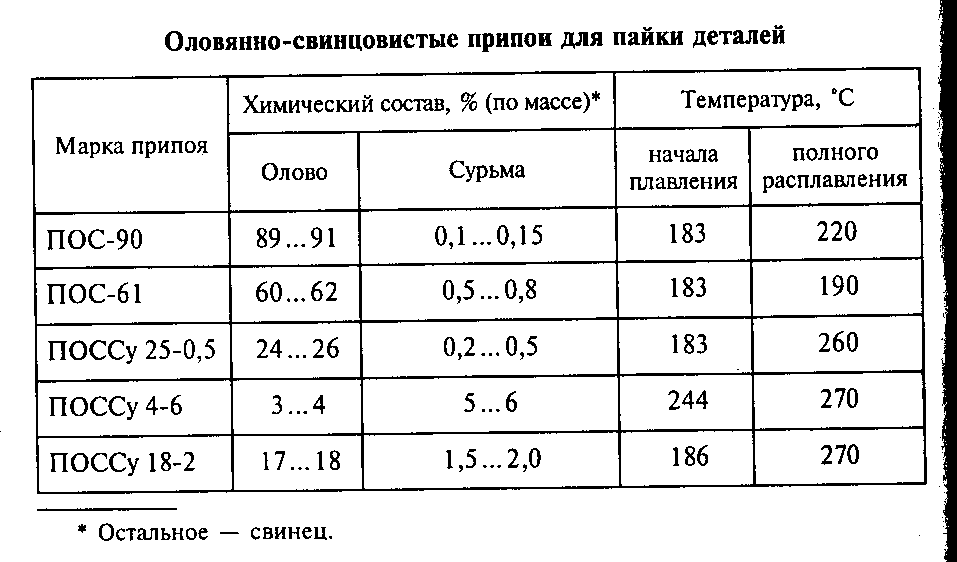
В состав активных флюсов входят фтористые и хлористые металлы, а также соляная кислота и т.п. Такие флюсы способны хорошо растворять оксидные плёнки на металлах, что позволяет гарантировать высокую механическую прочность соединения. С другой стороны, необходимо тщательно удалять остатки флюса после пайки, поскольку они способствуют активной коррозии как основного металла, так и соединения. Активные флюсы не используются при пайке электроаапаратуры, поскольку по прошествии времени из-за остатков флюсов место пайки разъедается.
В группу бескислотных флюсов входит канифоль и те флюсы, которые изготавливаются на её основе при добавлении глицерина, скипидара, спирта. Канифоль способна не только очищать поверхность от нежелательных окислов, но и предупреждает её коррозию. При температурах 150 ° С канифоль хорошо растворяет окислы меди, олова, свинца, обеспечивая чистую поверхность при пайке. Другая положительная черта канифоли — это то, что она не оказывает никакого действия на дополнительное окисление поверхности.
Для приготовления активизированных флюсов используется канифоль и некоторое количество добавок фосфорнокислого или солянокислого анилина, солянокислого диэтиламина, салициловой кислоты. Они отлично подходят для пайки большей части применяемых сплавов и металлов (сталь, в том числе нержавеющая, железо, серебро, никель, нихром, цинк, бронза, медь).
Защитные флюсы служат для защиты ранее очищенной поверхности металла от коррозии и химическим образом не воздействует на металлы. В данную группу входят неактивные материалы: сахарная пудра, оливковое масло, вазелин, воск и т.п.
Чтобы удалить остатки флюса после того, как выполнялась пайка твёрдыми припоями, достаточно воспользоваться волосяной щёткой и горячей водой.
Улеродистые стали, чугуны, медные сплавы и медь паяют с использованием буры (тетрабората натрия), температура плавления которой равняется 741 °С.
Типы флюсов
Флюсы можно классифицировать по способу изготовления, назначению, химическому составу, строению и размеру частиц.
По способу изготовления флюсы делятся на плавленые и неплавленые.Плавленые флюсыполучают путем сплавления компонентов шихты в электрических или пламенных печах.
При изготовлении неплавленых флюсовчастицы флюсовой шихты скрепляют без их сплавления. К числу неплавленых флюсов относятсякерамические и спеченные флюсы,а также флюсы-смеси. Керамические флюсы производят из смесей порошкообразных материалов, скрепляемых с помощью клеющих веществ, главным образом жидкого стекла. Спеченные флюсы изготовляют путем спекания компонентов шихты при повышенных темпера турах без их сплавления. Полученные комки затем измельчают до требуемого размера. Флюсы-смеси изготовляют механическим смешением крупинок различных материалов или флюсов. Большим недостатком механических смесей является склонность к разделению на составляющие при транспортировке и в процессе сварки вследствие разницы в плотности, форме и размере крупинок. Поэтому механические смеси не имеют постоянных составов и сварочных свойств и недостаточно надежно обеспечивают получение стабильного качества сварных швов. В зависимости от назначения и преимущественного применения различают флюсы для электродуговой и для электрошлаковой сварки, а также для механизированной сварки и на плавки углеродистых сталей, легированных сталей, цветных металлов и сплавов. Такое разделение в известной степени условно, поскольку флюсы, преимущественно применяющиеся для сварки и наплавки металлов или сплавов одной группы, могут быть с успехом использованы для сварки и наплавки металлов другой группы. Вместе с тем флюсы, предназначенные для сварки одних цветных металлов или одних марок легированных сталей, мо гут оказаться непригодными для сварки других цветных металлов или других марок легированных сталей.
Различают флюсы общего назначения и специальные.Флюсы общего назначения предназначены для механизированной дуговой сварки и наплавки углеродистых и низколегированных сталей низкоуглеродистой и легированной сварочной проволокой, специальные флюсы — для отдельных видов сварки, например, электрошлаковой или сварки высоколегированных сталей. В соответствии с EN 760 сварочные флюсы классифицируют по химическому составу. Табл.2
Одним из важных показателей оценки сварочно-технологических свойств флюса и механических характеристик металла сварного шва является индекс основности флюса В (Ьа sisety index). Определение В основано на том, что кислые оксиды (SiO2;TiO2) способствуют снижению межфазного натяжения и интенсификации реакций на границе раздела металл шлак, в результате которых из шлака в расплавленный металл переходят кислород, кремний и марганец. Чаще всего этот переход осуществляется в виде оксидов, т. е. в металле шва растет содержание неметаллических включений типа силикатов марганца. Основные оксиды (СаО, МnО и др.) подавляют этот переход за счет увеличения межфазного натяжения на границе металл-шлак.
Основность флюса в соответствии с рекомендациями МИС рассчитывают по формуле:
СаО + MgO + ВаО + К2О + Na2O + CaF2+ 0,5(MnO + FeO
0,5( Al2О3+TiO2+ ZrO2) + SiO2
Кислые флюсы (В<1,0)за счет низкого значения межфазного натяжения на границе металл-шлак обеспечивают хорошие сварочно-технологические свойства при сварке как од нопроходных, так и многопроходных швов. Однако кремний и марганцевосстановительные процессы, характерные для этих флюсов, снижают уровень механических свойств металла сварных швов.
Основные флюсы (В >1,5)подавляют переход кислорода, кремния и марганца в наплавленный металл, но из-за высокого уровня межфазного натяжения на границе металл-шлак обладают худшими, по сравнению с кислыми флюсами, сварочно-технологическими свойствами.
Нейтральные флюсы (1,0<В>1,5)в зависимости от химического состава обладают сочетанием свойств, характерных для кислых и основных флюсов. Кислые флюсы используют, как правило, для сварки неответственных конструкций, изготавливаемых из углеродистых сталей, основные флюсы используют при сварке ответственных конструкций, сталей со специальными свойствами.
Выбор флюса для пайки | Блог Simply Smarter Circuitry
Флюс предназначен для очистки металлических поверхностей перед их пайкой. Поскольку любые оксиды, которые остаются на металлической поверхности, могут привести к ухудшению паяных соединений, основная функция флюса заключается в раскислении металлических поверхностей без разложения. Флюс для припоя — жизненно важная часть электронного дизайна и ремонта. Давайте посмотрим на различные типы флюсов.
Флюс для канифоли
Канифольный флюс, что неудивительно, состоит в основном из канифоли, которую извлекают из сока сосны, и содержит активный ингредиент абиетиновую кислоту (также могут присутствовать другие кислоты).Существует три типа канифольного флюса — канифоль (R), канифоль умеренно активированная (RMA) и канифоль активированная (RA) — каждый из которых имеет разный уровень активаторов, агентов, позволяющих флюсу раскислять и очищать.
Канифольный флюс используется для очистки уже чистых поверхностей и не оставляет следов. Канифольный слабоактивированный флюс используется на более грязных поверхностях и оставляет больше остатков, чем обычный канифольный флюс; После использования канифольного флюса, вы можете очистить поверхность очистителем флюса.Флюс, активированный канифолью, лучше всего очищает, но оставляет после себя значительное количество остатков — из-за этого флюс, активированный канифолью, используется редко.
Водорастворимый флюс
Водорастворимый флюс, также называемый флюсом органической кислоты, обычно изготавливается на основе гликоля. Обратной стороной использования водорастворимого флюса является то, что он часто связывается с самой печатной платой или другими металлическими поверхностями и, как следствие, требует тщательной очистки. Кроме того, водорастворимый флюс обычно является более агрессивным окислителем, чем обычно требуется.Органический флюс более реактивен, чем флюс, активированный канифолью, и, следовательно, является более сильным очистителем. (Примечание: вы также можете найти неорганический водорастворимый флюс, который даже более мощный, чем водорастворимый флюс.)
Флюс без очистки
Флюс без очистки представляет собой смесь органических смол, за исключением канифоли, с некоторыми неорганическими веществами. Поведение и свойства флюсов без очистки могут значительно различаться в зависимости от их химического состава; например, некоторые неочищенные флюсы оставляют огромное количество остатков, что непривлекательно, хотя и не представляет угрозы для поверхности.Однако вы можете найти неочищенные флюсы, которые не оставляют следов. Основное преимущество использования флюса без очистки заключается в том, что вам не нужно очищать поверхность после пайки, потому что они не влияют на электрическую проводимость.
Типы флюсов для припоя
Припой не всегда хорошо сцепляется с компонентами, что приводит к плохому паяному соединению, перемычке контактов или отсутствию соединения вообще. Используйте флюс и подходящую температуру, чтобы решить эти проблемы.
Дмитрий Муравьев / Getty ImagesЧто такое флюс?
Когда припой плавится и образует соединение между двумя металлическими поверхностями, он образует металлургическую связь, химически реагируя с другими металлическими поверхностями.Хорошая связь требует двух вещей:
- Припой, металлургически совместимый со склеиваемыми металлами.
- Хорошие металлические поверхности без оксидов, пыли и грязи, которые мешают хорошему склеиванию.
Удалите грязь и пыль, очистив поверхности или предотвратив их при хранении. С другой стороны, оксиды нуждаются в другом подходе.
Оксиды и флюсы
Оксиды образуются почти на всех металлах, когда кислород воздуха вступает в реакцию с металлом.Окисление железа обычно называют ржавчиной. Однако окисление влияет на олово, алюминий, медь, серебро и почти на все металлы, используемые в электронике. Оксиды делают пайку более трудной или невозможной, предотвращая металлургическое соединение с припоем. Окисление происходит постоянно. Однако это происходит быстрее при более высоких температурах, например, когда паяльный флюс очищает металлические поверхности и вступает в реакцию с оксидным слоем, оставляя поверхность загрунтованной для хорошего соединения припоя.
Флюс остается на поверхности металла во время пайки, что предотвращает образование дополнительных оксидов из-за высокой температуры процесса пайки.Как и в случае с припоем, существует несколько типов флюсов, каждый из которых имеет основные применения и некоторые ограничения.
Типы флюсов
Для многих применений достаточно флюса, включенного в сердечник припоя. Однако дополнительный флюс полезен в некоторых случаях, например, при пайке и распайке на поверхности. Во всех случаях лучший флюс для использования — это наименее кислотный (наименее агрессивный) флюс, который воздействует на оксид на компонентах и приводит к хорошей связи припоя.
Флюс для канифоли
Некоторые из самых старых типов флюсов основаны на рафинированном и очищенном сосновом соке, называемом канифолью.Канифольный флюс все еще используется сегодня, но современный канифольный флюс смешивает различные флюсы для оптимизации его характеристик.
В идеале флюс легко течет в горячем состоянии, быстро удаляет оксиды и помогает удалить посторонние частицы с поверхности паяемого металла. Канифольный флюс в жидком состоянии является кислотным. Когда он остывает, он становится твердым и инертным. Поскольку канифольный флюс в твердом состоянии инертен, его можно оставить на печатной плате, не повредив схему, если только схема не нагреется до такой степени, что канифоль может стать жидкой и разъесть соединение.
Удаление остатков канифольного флюса с печатной платы — хороший способ. Кроме того, если вы собираетесь нанести конформное покрытие или если важны косметические средства для печатных плат, остатки флюса следует удалить спиртом.
Органический кислотный флюс
Одним из наиболее распространенных флюсов является флюс с водорастворимой органической кислотой. Обычные слабые кислоты используются в потоках органических кислот, включая лимонную, молочную и стеариновую кислоты. Слабые органические кислоты сочетаются с такими растворителями, как изопропиловый спирт и вода.
Флюсы с органическими кислотами сильнее флюсов для канифоли и быстрее очищают оксиды. Кроме того, водорастворимая природа флюса на основе органических кислот позволяет легко очищать печатную плату обычной водой — просто защищайте компоненты, которые не должны намокать. Поскольку остатки OA являются электропроводными и влияют на работу и характеристики цепи, удалите остатки флюса после завершения пайки.
Флюс неорганической кислоты
Флюс на основе неорганической кислоты лучше работает с более прочными металлами, такими как медь, латунь и нержавеющая сталь.Это смесь более сильных кислот, таких как соляная кислота, хлорид цинка и хлорид аммония. Флюс на основе неорганической кислоты требует полной очистки после использования для удаления коррозионных остатков с поверхностей, которые ослабляют или разрушают паяное соединение, если оставить его на месте.
Дым припоя
Дым и пары, выделяющиеся при пайке, включают несколько химических соединений кислот и их реакции с оксидными слоями. Другие соединения, такие как формальдегид, толуол, спирты и кислые пары, часто присутствуют в парах припоя.Эти пары могут привести к астме и повышенной чувствительности к парам припоя. Обеспечьте соответствующую вентиляцию и при необходимости используйте респиратор.
Риск рака и свинца из-за паров припоя низок, так как точка кипения припоя в несколько раз выше, чем температура кипения флюса и температура плавления припоя. Наибольший риск свинца — это обращение с припоем. При использовании припоя следует проявлять осторожность, уделяя особое внимание мытью рук и избегать еды, питья и курения в местах с припоем, чтобы предотвратить попадание частиц припоя в тело.
Спасибо, что сообщили нам!
Расскажите, почему!
Другой Недостаточно деталей Сложно понятьРуководство по различным типам флюсов для припоя | от Alpha Assembly Solutions Inc.
Пайка является важной частью сборки электроники, так как обеспечивает правильное соединение компонентов на печатной плате. Это требует использования подходящего припоя, который иногда можно вводить с флюсом, чтобы обеспечить хорошие соединения и избежать таких проблем, как плохие соединения и невозможность создания надежного соединения.Чтобы предотвратить проблемы со связкой, в процессе пайки используется флюс для облегчения пайки. При выборе флюса для припоя необходимо учитывать тип используемой печатной платы, тип и плотность электронных компонентов, которые необходимо паять, способность металлов к соединению при пайке и процесс пайки.
Флюс — это форма химического вещества, необходимого для пайки и сборки печатных плат, так как его функция заключается в поддержании чистоты поверхности печатной платы перед пайкой.Его основная функция — не только чистота, но и удаление любых оксидов, которые могут образоваться в процессе пайки. Оксиды, присутствующие на печатной плате, обычно являются причиной неправильно сформированных соединений, что приводит к плохому потоку электричества и неэффективной электропроводности. Используя флюс для пайки, вы деокисляете металлы для правильной пайки и смачивания.
Активаторы, содержащиеся во флюсе, способствуют смачиванию расплавленного припоя на выводах компонентов и контактных площадках для поверхностного монтажа или на свинце, удаляя оксиды и загрязнения.Существуют различные типы флюсов для припоя, разработанные в соответствии с отраслевыми стандартами J-STD-004. Канифольный флюс в основном состоит из очищенной натуральной смолы сосны и далее классифицируется по следующим категориям:
- R (канифольный флюс) — в основном изготовлен из канифоли и считается наименее активным, но практически не оставляет остатки после процесса пайки.
- Флюс RMA (умеренно активированная канифоль) — Содержит достаточное количество активаторов для очистки поверхностей с гальваническим или припоем.Выводы компонентов или терминаторы позволяют расплавленному припою эффективно смачивать эти участки.
- RA (активированный канифолью) flux — Наиболее активен, но оставляет много остатков.
Флюс для припоя также классифицируется как водорастворимый и без очистки . Последний в точности соответствует названию — не требует какой-либо очистки после пайки. Водорастворимый флюс иначе называют флюсом OA (органической кислотой), который обычно состоит из органических материалов, помимо смолы или канифоли.При использовании он дает хорошие результаты благодаря хорошей активности флюса и эффективному смачивающему действию, которое устраняет оксиды и сохраняет поверхность чистой для пайки. Однако он имеет тенденцию становиться слишком агрессивным. Таким образом, пользователи должны проявлять особую осторожность во время очистки, чтобы предотвратить загрязнение флюса.
Что такое флюс для припоя? Типы флюса для припоя? И как это использовать?
Если вы хотите получить долговечные металлические соединения, вам обязательно нужно использовать паяльный флюс. Наша цель в последующих обсуждениях — помочь вам эффективно использовать этот элемент.Мы определим это и узнаем, что вам, возможно, придется сделать, чтобы извлечь из этого максимальную пользу.
В двух словах, флюс для пайки — это химическое чистящее средство. Его добавляют в расплавленные металлы, чтобы избавиться от любых примесей, которые могут ухудшить качество конечного результата. Они текут быстрее, особенно когда они горячие, удаляют оксиды и другие инородные частицы с металлических поверхностей.
Как указано выше, это чистящее средство бывает разных оттенков и форм. Мы посвятили этот последний сегмент обсуждению его различных типов.
Как следует из названия, этот вид паяльного флюса содержит в качестве основного ингредиента неорганическую кислоту. Агент дополнительно содержит более сильные кислоты, такие как хлорид аммония, хлорид цинка и соляная кислота. Он в основном подходит для обработки более прочных металлов, таких как нержавеющая сталь, латунь и медь. Этот флюс удаляет с поверхностей все остаточные коррозионные остатки.
Флюс из органической кислоты — полная противоположность своей неорганической кислоты. Это означает, что он состоит из слабых кислот, таких как стеариновая, молочная и лимонная кислоты.Все это сочетается с водой, изопропиловым спиртом и другими растворителями. В большинстве случаев его используют вместе с обычной водой, чтобы избавиться от нежелательной грязи с поверхностей, которые не должны намокать.
Канифольный флюс — один из старейших видов флюсов. Его получают из очищенного и очищенного соснового сока. Большинство современных флюсов этих типов смешиваются для оптимизации их характеристик. Флюс находит применение в основном в цепях из-за его способности сохранять цепи неповрежденными.
Водорастворимый флюс, как следует из названия, легко смешивается с водой.Это происходит главным образом из-за того, что он содержит органические материалы помимо смолы или канифоли. Вообще говоря, этот вид флюса обладает хорошей смачивающей способностью. Это довольно эффективный способ избавления от оксидов для подготовки поверхностей к пайке.
И наконец, флюс без очистки. Это флюсы, которые не требуют дополнительной очистки по завершении процесса пайки. В этом случае они в основном используются для легких быстрых исправлений и решений. К сожалению, их воздействие длится недолго.Вам придется довольно часто использовать их повторно.
Как использовать паяльный флюс?
- Наждачная бумага
- Маленькая кисточка
- Паяльник
- Метилированный спирт
- Источник питания
- Кусок ткани
- Вода
Осторожно перед использованием флюса для пайки:
При использовании этого замечательного химического чистящего средства необходимо соблюдать ряд советов по безопасности. Ниже приведены наиболее важные из этих советов:
- Наденьте различные необходимые защитные приспособления, такие как комбинезон, фартук, маску для лица и пару перчаток.Любое прямое воздействие чистящего средства может в конечном итоге закончиться для вас катастрофой.
- Не глотайте химическое вещество. Это определенно было бы прямым билетом в могилу. Это химическое вещество достаточно сильное и мощное, чтобы причинить телесные повреждения в кратчайшие сроки.
- Закрепите свою рабочую зону и четко обозначьте «Вне пределов» или «Работа в процессе». Вы не хотите подвергать опасности жизнь прохожих и маленьких детей в непосредственной близости от вас.
- Работа в целом в быстром темпе.Как уже говорилось, эта жидкость окисляется быстрее. Любые задержки могут означать, что он испаряется и не оставляет значимых воздействий.
- Это чистящее средство бывает разных оттенков и форм. Следовательно, необходимо подобрать подходящий флюс для правильной работы, чтобы устранить любые ненужные хлопоты и неудобства.
- При использовании этого средства убедитесь, что ваша мастерская имеет соответствующую вентиляцию. Также следует дополнить это кондиционером. Это необходимо для обеспечения безопасности и пропускания воздуха в салоне.
Очистите две соединяемые поверхности
Начните с очистки двух соединяемых поверхностей. Ваша уборка должна быть всесторонней и тщательной. Чтобы эти два подвига были достижимы, вы должны использовать многостороннюю стратегию. Начните со сдувания всей грязи, пыли и мусора. Это необходимо для подготовки поверхностей к воде.
После этого окуните чистый кусок ткани в воду и отожмите всю воду. Используйте этот влажный кусок ткани, чтобы протереть две поверхности.Обязательно избавьтесь от стойких пятен, которые могут помешать окончательному результату. Оставьте сохнуть для более легкого нанесения позже.
После высыхания двух поверхностей нанесите паяльный флюс. Для этого вам понадобится небольшая кисть. В большинстве случаев эта маленькая щетка предоставляется вместе с флюсом внутри колпачка. В случае его отсутствия вы можете договориться о его приобретении отдельно.
Используйте только маленькие капли флюса за раз. Это потому, что поток обычно очень текучий.Небольшая капля быстро разлетится по всей поверхности. Вы также должны действовать быстро, чтобы предотвратить возможные переливы этого чистящего средства.
Дать поверхностям высохнуть
После того, как вы нанесли паяльный флюс на всю поверхность, дайте ему высохнуть. Не выставляйте поверхности на открытом воздухе или под прямыми солнечными лучами. Как уже говорилось, это чистящее средство очень вязкое. Само по себе для высыхания требуется меньше времени.
Ускоряя процесс, вы ограничиваете контакт между чистящим средством и целевыми поверхностями.Это может поставить под угрозу его общую эффективность и замедлить любые воздействия в целом. Поэтому вам следует поместить это средство в мастерскую и дать ему высохнуть в течение более длительного времени.
Нанесите припой на соединяемые поверхности.
После того, как поверхности будут полностью очищены и высохли, вы можете приступить к нанесению электрического припоя. Используйте паяльник, чтобы нагреть медь. Перейдите к нанесению припоя на различные поверхности, которые вы собираетесь соединить и которые вы уже очистили.
Вы увидите, что припой течет к тем частям материалов, на которые вы нанесли флюс. Не мешайте этому плавному течению. Вместо этого отрегулируйте его, чтобы гарантировать, что каждая часть рассматриваемой поверхности была соответствующим образом нацелена. Это может потребовать повторных проходов и множественных ударов.
Теперь вам нужно укрепить суставы. Для этого продолжайте наносить припой до тех пор, пока вы не будете уверены, что соединение теперь действительно прочное.Вы сможете заметить это, когда услышите шипящие звуки, исходящие из жидкого потока.
Этот звук возникает в результате испарения раствора при нагревании. Проведите визуальный осмотр стыков, чтобы определить, нужно ли увеличивать припой. Если, по вашему мнению, такая необходимость существует, подумайте о применении большего количества припоя, пока результат не станет для вас удовлетворительным.
По завершении этого упражнения можно приступать к работе. Перед тем как уйти, дайте суставам остыть.Как было сказано ранее, не пытайтесь ускорить процесс. Вы хотите, чтобы природа шла своим чередом и чтобы результаты были как можно более сильными.
Для этого рекомендуется хранить стыки в хорошо проветриваемой мастерской и вдали от прямых солнечных лучей. Не пытайтесь раздувать воздух в суставах. Упражнение может занять больше времени, но качество суставов определенно будет надежным.
Теперь, когда вы знаете все о флюсовой пасте для пайки, разве не для того, чтобы ее купить? Просмотрите список различных типов паяльного флюса, чтобы выбрать наиболее подходящий.Соблюдайте большую осторожность при использовании флюса. Помните, что эти вещества канцерогены.
| Когда эта дискуссия впервые возникла, флюсы канифоли не были такими агрессивными, как более активные водорастворимые флюсы. Мыслительный процесс звучал так: «Флюс был вашим другом», и чем агрессивнее флюс, тем легче было припаять компоненты к продуктам. Также было установлено, что эти водорастворимые флюсы можно очищать только водой.Значительная разница между существующими материалами-растворителями, используемыми для очистки канифольных флюсов, такими как трихлорэтилен (TCE), 1,1,1-трихлорэтан, хлорэтан, D-Sol, MEK (метилэтилкетон), фреоны (CFC) и HCFC, которые, кстати, оказались канцерогенными и озоноразрушающими материалами. Флюсы на основе канифоли можно было очистить только в растворителях, предназначенных для их удаления. Канифоль должна быть растворена, и активаторы должны быть удалены, особенно с помощью флюсов, активированных канифолью. Флюсы с умеренно активированной канифолью (RMA) не нужно удалять, но из-за их внешнего вида и сложности, которую они представляют при электрических испытаниях, у большинства производителей также есть процессы для их удаления с печатных плат.Обычно они не удаляют эти остатки RMA с кабельных сборок. Другой способ удалить канифольные флюсы — превратить их в канифольное мыло с помощью щелочного омылителя и смыть деионизированной водой, тогда как водорастворимые флюсы были более агрессивным материалом и теоретически их было легче удалить с помощью традиционных систем очистки воды. С появлением поверхностного монтажа в 1980-х годах зоны захвата стали более распространенными, поскольку пространства под компонентами были меньше, и способность этих растворителей проникать под эти компоненты стала уязвимой.Поверхностное натяжение очищающей среды было слишком высоким, чтобы проникнуть под компоненты, поэтому флюсы не смывались, оставляя после себя некоторые ионные остатки от галогенидных активаторов, используемых в этих флюсах. Хотя это краткая история флюсов, вопросы остаются прежними: какой флюс лучше всего подходит для вас, и можете ли вы очистить его от всего продукта. Вопрос «Насколько чисто чисто?» еще нужно ответить. Необходимо ответить на вопрос об утилизации растворителей и водного раствора.Еще нужно ответить на вопрос о дополнительной стоимости очистки. Другими словами, стоит ли все это затрат или следует изменить процесс на флюсы с низким содержанием твердых частиц и не беспокоиться о каких-либо процессах очистки. Я знаю, что существует больше проблем, чем указано, таких как совместимость остатков флюса с конформным покрытием, поведение остаточного флюса при конечном использовании продукта, необходимость обучения клиента тому, как видеть остатки и пленки на их продуктах, типы тестирование, которое необходимо провести для проверки качества продукции.Также необходимо учитывать стоимость оборудования, а не только капитальные затраты, но и стоимость материалов, площади, вентиляции, сброса сточных вод и т. Д., Которые необходимо добавить к уравнениям для определения стоимости очистки печатных плат. Я бы сказал, что лучше всего использовать флюс, который является лучшим процессом для вас и ваших клиентов, то есть продукты хорошего качества, который будет менее дорогостоящим для вас и вашего клиента и будет иметь наименьшее влияние на окружающую среду. Если есть еще вопросы, не стесняйтесь обращаться ко мне в автономном режиме, и мы сможем обсудить это дальше, поскольку эту тему очень сложно охватить в нескольких абзацах. Вице-президент, технический директор Корпорация EPTAC В корпорации EPTAC г-н Ламберт наблюдает за содержанием предлагаемых курсов, программ сертификации IPC и предоставляет клиентам консультации экспертов в области производства электроники, включая RoHS / WEEE и бессвинцовые проблемы. Лео также является генеральным председателем комитета по процессу сборки / присоединения IPC. Эти вопросы вызывают больше вопросов! Короче говоря, выбор зависит от того, насколько прочным должен быть флюс и какой вид очистки (удаление остатков флюса) можно допустить.Это, в свою очередь, зависит от конечного продукта. Игрушки, которые выбрасывают через несколько месяцев, или высоконадежная сборка (Pacemaker, Aerospace), которая в принципе должна служить вечно? По всей видимости, это разные продукты, находящиеся между этими крайностями. А как насчет печатных плат и компонентов? У них лучшая паяемость или вы должны уметь паять все, что есть в комплекте? Канифольные флюсы основаны на растворах канифоли — натурального продукта, полученного из деревьев — в органическом носителе, обычно изопропиловом спирте.Канифоль содержит небольшое количество абиатовой кислоты, которая при нагревании создает восстанавливающую среду, которая может оказывать очищающее воздействие на пятна, такие как оксид меди. Этот эффект очень ограничен, и для более сильных потускнений добавляются различные количества более сильных, так называемых активаторов, чтобы улучшить очищающие способности флюса. Эти флюсы классифицируются как R (канифоль), RMA (умеренно активированная канифоль) и RA (активированная канифолью). Для удаления остатков канифольного флюса после пайки требуется органический растворитель, такой как хлорированный или фторированный углеводород, для растворения канифоли и полярный ингредиент, такой как спирт, для растворения ионной части остатка (активатор).Канифоль не растворяется в воде, но некоторые флюсы для канифоли растворимы в воде, плюс омылитель, который превращает канифоль в растворимый мылоподобный материал. Водорастворимые флюсы — это растворы активных химикатов, обычно запатентованных формул, в растворителях — обычно неводных. Обычно эти флюсы относительно сильны и легче справляются с потускнением, чем канифольные флюсы. Остатки обычно растворимы в воде — вероятно, лучшее чистящее средство для ионных остатков — но, конечно, все компоненты узла должны быть достаточно герметичными, чтобы выдерживать погружение в воду.Как бы ни проводилась очистка, в узле не должно быть остатков ионов, которые могут быть очень опасными. Консультант VJ Electronix Гарольд Хайман занимается металлургическими аспектами электронной промышленности с 1950-х годов, а также разработкой и проектированием полупроводников для STL, Ediswan и RCA. Позже он присоединился к HTC, пионеру парофазной пайки и продолжившему опыт работы в Dynapert, GenRad, Teradyne, SRT и VJ Electronics. Поскольку остатки флюса для промывки водой должны быть удалены, обычно используются гораздо более агрессивные активаторы (как кислоты, так и, если используются галогениды), и уровень этих материалов также обычно намного выше, чем для обычного канифольного флюса. Активаторы выбираются из-за их растворимости в воде и часто гигроскопичны (впитывают воду из воздуха) по своей природе, поэтому плиты необходимо мыть в течение ограниченного времени после обработки, чтобы предотвратить повреждение швов остатками флюса. .Для сравнения, системы на основе канифоли по своей природе не гигроскопичны, а остатки имеют гораздо менее агрессивные и более низкие уровни активаторов, поэтому остатки представляют меньший риск поражения суставов и имеют гораздо более длительное окно очистки, если на самом деле они вообще требуют очистки. Дополнительные уровни активатора, присутствующие в системах водной промывки, будут иметь тенденцию делать их более подходящими для ситуаций, когда на паяемых поверхностях присутствуют чрезмерные уровни окисления или загрязнения. С другой стороны, сборки с открытыми обмотками или улавливающими карманами могут лучше обслуживаться системой на основе канифоли из-за более низкого уровня коррозии остатков, которые могут задерживаться в таких областях. Старший химик по применению Хенкель Электроникс Д-р Пул — старший химик по применению в Henkel Technologies, группе разработки материалов для сборки электроники. Он отвечает за всю сборочную продукцию Henkel, включая продукты для пайки, заполнители, защитные материалы для печатных плат и теплопроводящие клеи. Флюсы на основе канифоли широко используются в военной и космической электронике.Причины могут быть перечислены как:
Менеджер по прикладным технологиям Zestron America Г-н Тосун опубликовал множество технических статей. Как активный член организаций SMTA и IPC, г-н Тосун представил множество статей и исследований по таким темам, как «бессвинцовая очистка» и «климатическая надежность». Флюсы на основе канифоли используют натуральную канифоль в качестве активатора для очистки металлов, так что жидкий сплав может сливаться и смачиваться на контактной площадке. ROL0 (активация с низким содержанием канифоли) обычно используется в приложениях без очистки. Водорастворимый флюс. Существует два основных типа: 1. Смываемый водой и 2. Растворимый в воде. Смываемый водой флюс может содержать канифоль и, кроме того, поверхностно-активное вещество для удаления остатков флюса после оплавления. Водорастворимый обычно использует активаторы органических кислот в качестве флюса, и каждый компонент в системе флюса должен быть растворим в воде и, следовательно, очищаться только водой.Эти типы пасты обычно представляют собой высокоактивный флюс. Зачем использовать то или другое? Это зависит от того, что вы делаете. Если вам нужна высокая надежность в течение длительного времени, рекомендуется использовать водорастворимую пасту, поскольку она имеет высокий активационный флюс и после очистки на плате не останется никаких следов или загрязнений. Если вы наносите на плату конформное покрытие, вам следует либо использовать процесс очистки после пайки, химикаты или воду, либо проверить совместимость любого используемого чистого флюса с конформным покрытием.В HumiSeal мы можем предоставить услуги тестирования совместимости на отсутствие чистых остатков флюса. Менеджер в Европе HumiSeal Крис Пэйлин в настоящее время управляет продажами и поддержкой конформных покрытий HumiSeal в Европе. Он специализируется на испытаниях и надежности, технологиях пайки, установке силовых кристаллов и защитных покрытиях. * Флюсы на основе канифоли содержат канифоль и в большинстве случаев не соответствуют требованиям очистки.Остатки флюса No-Clean безвредны, инертны, негигроскопичны и не требуют удаления после оплавления. * Флюсы для водной промывки содержат агрессивные кислоты и должны быть очищены после оплавления — невыполнение очистки вызовет коррозию и рост дендритов. В целом наблюдается тенденция к переходу к процессу без очистки — это экономит $$$ и исключает дополнительный этап очистки. Помимо некоторых известных преимуществ процесса без очистки над процессом смывки водой (более длительный срок службы трафарета, повышенная устойчивость к оседанию..) канифоль в пасте, не требующей очистки, действует как нормальный барьер для окисления и помогает смягчить некоторые из более серьезных проблем: (a) Head-in-Pillow; Кроме того, с сегодняшними платами, укомплектованными компонентами с низким зазором, такими как QFN и LGA — при использовании водной промывочной пасты очистка под зазорами толщиной менее 2 мил представляет собой реальные проблемы. Технический менеджер — Европа Indium Corp. В настоящее время работает в Indium Corporation и отвечает за технологические программы и техническую поддержку клиентов в Европе. Более 15 лет опыта в SMT, энергетике, теплотехнике и полупроводниках. Степень магистра в области промышленного развития, Государственный университет Нью-Йорка в Бингемтоне. Обычно водорастворимые флюсы имеют более высокую активность, чем флюсы на основе канифоли, поэтому, если вы ищете смачивание, а также более чистый картон, то растворимый в воде может оказаться лучшим решением.В настоящее время мы не видим много флюсов, активированных канифолью (RA) или канифольных среднеактивированных (RMA) флюсов, поскольку большая часть этого бизнеса была переключена на флюсы с низким содержанием твердых частиц без очистки. Если вы хотите использовать флюс, который не обязательно очищать, то флюс с канифолью / без очистки может быть тем направлением, в котором вы хотите двигаться. Президент FCT Assembly Майк Шимека создал FCT Assembly после покупки Fine Line Stencil, Inc., и состоит из двух основных операций: изготовление трафаретов и изготовление изделий для сборки электроники, таких как паяльная паста, флюс и паяльная планка. Комментарий читателей Я думаю, что есть ошибка в том, что написано в пункте 2 в комментариях г-на Тосуна. Флюсы канифоли негигроскопичны, как писал г-н Виджай. Пьерпаоло Галли, Meta System S.p.A., Италия |
Флюсы для жидкой и пастообразной канифоли, тип R, RMA, RA
Описание флюсов для канифоли
- Тип R (канифоль): неактивированный канифольный флюс для пайки меди.Остатки не вызывают коррозии и не проводят ток.
- Тип RMA (канифоль умеренно активированная): Канифольный флюс умеренно активированный, не содержащий хлоридов. Для припоев с высоким содержанием свинца.
- Тип RA (канифоль полностью активированная): высокоактивный канифольный флюс, идеально подходящий для сплавов с высоким содержанием свинца.
Superior № 97 Жидкий канифольный флюс типа R идеально подходит для пайки печатных плат, проводов, кабелей и полупроводников общего назначения, а также для ручной пайки. № 97 полностью не содержит каких-либо активаторов и оставляет после пайки некоррозионные, непроводящие и устойчивые к грибкам остатки.№ 97 может использоваться для автоматической и ручной пайки и отвечает всем требованиям Mil-F-14256C, тип R.
Superior № 99 Жидкий канифольный флюс типа RMA идеально подходит для пайки печатных плат, проводов, кабелей и полупроводников общего назначения, а также для ручной пайки. № 99 может использоваться для автоматической и ручной пайки и отвечает всем требованиям Mil-F-14256C, тип RMA.
Superior No. 100 Жидкий канифольный флюс типа RA — идеальный активированный канифольный флюс для пайки печатных плат, проводов, кабелей и полупроводников.
Superior No. 100HT Жидкий канифольный флюс типа RA разработан с использованием специальной комбинации активатора и растворителей для работы с высокотемпературными припоями.
№ 9000 Флюс канифольной пасты типа RMA был разработан для промышленных рабочих сред. Он имеет отличную смачивающую способность и стабильную вязкость, не содержит галогенов и галогенов. № 9000 соответствует всем требованиям Mil-F-14256C, тип RMA.
№ 8600 Тип RMA — это революционный флюс из канифольной пасты, остатки которого полностью растворимы в воде.Этот универсальный флюс обладает преимуществами канифольного флюса с уникальным преимуществом водорастворимости.
Доступны дополнительные флюсы для канифоли, включая флюс для испытаний на паяемость, чтобы соответствовать спецификациям испытаний J-STD-004 для канифольных флюсов.
Для чего используется флюс | Как использовать флюс при пайке
Флюс при пайке? а то, что такое флюс при пайке, больше нужно для образования швов. Такие вопросы задают инженеры и техники или даже отделы закупок компании, особенно если вы работаете с проводами и электроникой.
Паяльные флюсы играют очень важную роль во время процесса пайки, не вызывая плохо выполненных соединений с перемычками или других связанных дефектов. Процесс очистки играет решающую роль в производительности и надежности электронных узлов.
Флюс при пайке, используемый для пайки, предназначен для удаления и других металлических примесей с поверхности пайки и подготовки чистой поверхности твердого соединения. После завершения процесса пайки может потребоваться очистка для удаления остатков флюса, которые определяют основной тип используемого флюса.
Что такое флюс для пайки и флюсы для пайки делают при пайкеВсе металлы, кроме чистого золота и платины, окисляются на воздухе при комнатной температуре. Скорость окисления может увеличиваться с увеличением влажности и температуры.
Поскольку поверхности из оксидов металлов являются препятствием для образования такой связи, они должны быть удалены с помощью флюса припоя в процессе соединения сваркой или пайкой. При пайке функция флюса состоит в том, чтобы химически реагировать с оксидами и быстро создавать новую поверхность без потускнения при температуре пайки.
Для обеспечения прочного межметаллического соединения. Основную функцию флюса для припоя можно разделить на следующие части.
- Очистка от грязи и окисления на металлической поверхности, подлежащей пайке.
- Снижение поверхностного натяжения и вязкости расплавленного припоя для улучшения смачиваемости.
- При контакте и растекании по металлическим поверхностям предотвращает повторное окисление металла при более высоких температурах.
- Позволяет расплавленной паяльной пасте образовывать прочные долговечные электрические и механические соединения
Активность флюса для припоя обычно обеспечивается за счет присутствия галогенидов (хлоридов, бромидов ) в потоке.Чем выше активность или содержание галогенидов во флюсе, тем выше производительность и эффективность удаления оксидов с поверхности пайки и выше прочность паяльных соединений.
- При использовании флюса при пайке с высокой активностью флюса нежелательные коррозионные побочные продукты останутся за платой в результате более высокой реакции, что вызовет проблемы с надежностью в полевых условиях.
- В основном необходимо учитывать два момента при выборе подходящего флюса для электронной сборки продукта: флюс должен быть неактивным при комнатной температуре до и после пайки, но активным при температуре пайки, чтобы способствовать легкому удалению налетов и оксидов. .
- На практике флюс паяльника должен быть активен немного ниже температуры пайки, чтобы поверхность пайки была готова к температуре пайки. Активный флюс, как правило, не рекомендуется из-за нежелательных проблем с надежностью продукта из-за большого количества остаточных флюсов на борту.
- Ни один чистый флюс не соответствует этим требованиям, но он относительно неактивен даже при температуре пайки и требует чистой рабочей среды и изменений в культуре, которые влияют как на пользователя, так и на поставщика.
Таким образом, выбранный паяльный флюс должен обеспечивать баланс между активностью и удобством очистки. Флюсы с низким содержанием остатков или не требующие очистки не содержат галогенидов и используют органические кислоты для усиления флюса с припоем. Для них требуются платы и компоненты с хорошей способностью к пайке, а также с необходимостью использования системы своевременной инвентаризации для обеспечения хорошей паяемости.
Кроме того, может потребоваться инертная среда, такая как азот, для предотвращения окисления паяльной поверхности во время процесса пайки.
Как использовать флюс при пайке — пошаговое руководствоРаботая с электроникой, флюс при пайке как использовать очень важно, чтобы соединения были прочными и блестящими. Перед тем, как приступить к работе, вам необходимо подготовить паяльник к требуемой температуре, а жало паяльника необходимо тщательно очистить и поставить утюг на подставку.
Когда наконечник утюга горячий, нанесите небольшое количество припоя и очистите его губкой, что называется лужением наконечника припоем. Лужение помогает уменьшить износ наконечника, защитить его от окисления, а также улучшить теплопередачу.
Шаг 1- Всегда хорошо очистить две детали, которые вы хотите припаять, стальной ватой или скотч-бритой, которые помогают удалить оксидные слои с поверхности.
Шаг 2- Нанесите флюс с припоем на обе части клеммы, которые необходимо соединить, с помощью кисти.
Шаг 3- Не сжигая флюс, нагрейте соединение припоем с помощью регулируемого контроля температуры и установите нужную температуру (400 ° C / 752 ° F).
Флюс опасен, поэтому всегда принимайте меры предосторожности и избегайте прямого контакта кожи с кожей и избегайте вдыхания паров.
Какой тип флюса используется при пайке электроникиПаяльный флюс при пайке в основном классифицируется на основе их активности и составляющих, которые определяют ее активность. знание того, для чего используется флюс, и флюс для пайки, как использовать активность флюса, является показателем его эффективности в удалении поверхностных загрязнений.Типы флюса для припоя приведены ниже: —
Флюс для канифолиФлюсы для канифоли обычно извлекаются из пней или коры сосен, поэтому это натуральный продукт. Состав канифоли варьируется от партии к партии, но общая формула — C19h29COOH. Кроме того, он подразделяется на неактивированный канифольный флюс (R), канифольный слабоактивированный (RMA) и канифольный активированный (RA).
Неактивированные канифольные флюсы (R) не активируются, поэтому лучше всего подходят для использования уже чистых поверхностей для пайки или с минимальным количеством окислов.Канифольные флюсы типа (R) используются для пайки медной проволоки, полупроводниковых плат и других работ по ручной пайке.
Канифоль умеренно активированная (RMA) мягко активируется с большей очищающей способностью по сравнению с неактивированными канифольными флюсами (R). Эти флюсы для пайки идеальны для свинца с высоким содержанием свинца и используются для пайки кабелей общего назначения, печатных плат и электронных компонентов.
Флюсы, активированные канифолью (RA), являются наиболее активными флюсами и обеспечивают самую сильную очищающую способность среди канифольных флюсов.Подходит для пайки трудноочищаемых поверхностей и лучше всего подходит для пайки электрических компонентов.
Флюс с низким содержанием остатков или без него и паяльная пастаВ современных технологиях использование флюса с низким или низким содержанием остатков при пайке исключает необходимость очистки узла печатной платы. Многие компании, особенно в Европе, считают канифольные флюсы (R и RMA) неочищенными и обычно не очищают их из-за отсутствия проблем с надежностью, когда они не очищаются (особенно если они не содержат галогенидов).После запрета на CFC флюсы No-Clean стали более распространенными во всем мире по сравнению с флюсами, которые требовали очистки.
Движущей силой использования не требующих очистки флюсов и паяльной пасты является то, что они экономят не только затраты на очистку, но также капитальные вложения и занимаемую площадь.
Органические кислотные флюсыОрганические кислотные флюсы прочнее канифольных флюсов при пайке, но слабее неорганических флюсов. Флюсы органических кислот также известны как водорастворимые флюсы, поскольку они могут растворяться в воде.Флюсы на основе органических кислот Использование флюса при пайке оправдано для смешанных сборок (тип II и III) как для военных, так и для коммерческих целей.
Поскольку они водорастворимы, для удаления остатков флюса можно использовать обычную воду, следя за тем, чтобы вся сборка полностью высохла перед подачей питания на нее.
Флюсы на основе неорганических кислотФлюсы намного более сильные, чем органические, и флюсы на основе неорганических кислот являются идеальным выбором для пайки трудно склеиваемых поверхностей.Они могут помочь удалить большое количество оксидов с сильно окисленных металлических деталей. Это неорганические кислоты и соли, такие как хлористоводородная кислота, фтористоводородная кислота, хлориды олова, фторид натрия или калия и хлориды цинка.
Неорганическое применение флюса при пайке, используемого при пайке для неэлектронных применений, таких как пайка медных труб. Основным недостатком является то, что они оставляют после себя химически активные остатки, которые могут вызвать коррозию и, следовательно, серьезные поломки в полевых условиях.для чего используется флюс?
Наконечники для пайки жидким флюсом- В качестве флюса для электрической пайки используйте флюс на канифольной основе для создания прочных соединений.
- Для сантехнических соединений рекомендуется использовать кислотный флюс при пайке труб, поскольку кислоты более склонны к удалению оксидных слоев.
- Верхняя часть припоя очень важна для поддержания чистоты при работе с электроникой.
- Всегда держите паяльник на подставке, когда он включен для безопасности и надежности оборудования.
- В целях безопасности при пайке используйте все защитные приспособления.
Теги: -флюс с припоем, что такое пайка флюсом, флюс в пайке, что такое флюс, флюс паяльника, что такое флюс припой, что такое флюс для пайки, флюс для пайки, флюс паста для пайки, флюс электрический припой, флюс для электрической пайки, пайка жидким флюсом, флюс для пайки, как использовать, как использовать флюс, как использовать флюс при пайке, для чего используется флюс.