Вопросы и ответы по электрическим паяльникам
Из чего состоит и как работает электрический паяльник?
Инструмент, независимо от модели, имеет источник нагрева и рабочую часть в виде металлического наконечника. При включении устройства в электросеть и – у некоторых моделей – нажатии на пусковую кнопку начинается процесс нагрева – металлический наконечник накаляется. Рабочая температура может достигать 300 – 450 °С. Для пайки раскаленную рабочую часть с припоем подносят в место соединения элементов. Наконечник расплавляет припой, который затем застывает, стыкуя компоненты. Совместно с паяльником используются дополнительные материалы: канифоль (для улучшения процесса лужения) и флюс (для обезжиривания поверхности). Одни инструменты работают в режиме постоянного нагрева, другие – импульсного, то есть нагрев осуществляется только во время нажатия и удержания пусковой кнопки.
У всех ли моделей одинаковый принцип нагрева?
Нет, в этом плане паяльники различаются. Модели с нихромовой
Модели с нихромовой
Что такое паяльная станция?
Устройство состоит из контрольно-управляющего модуля, который питается от электросети. К нему подключается сам паяльник. В отличие от обычных инструментов для пайки, станция рассчитана на максимально точную установку температуры нагрева и поддерживает данное значение автоматически.
Что собой представляют устройства импульсного типа и в чем их особенность?
Инструмент устроен по принципу электрической схемы, в которую входит частотный преобразователь и высокочастотный трансформатор. Особенность работы заключается в том, что сначала частота напряжения повышается до 18 – 40 кГц, затем понижается до рабочего значения. На токосъемниках вторичной обмотки трансформатора крепится жало, через которое проходят большие токи – за счет этого осуществляется его быстрый нагрев. В отличие от паяльников постоянного нагрева, в моделях импульсного типа нагрев осуществляется только при нажатии на пусковую кнопку и прекращается при ее отпускании.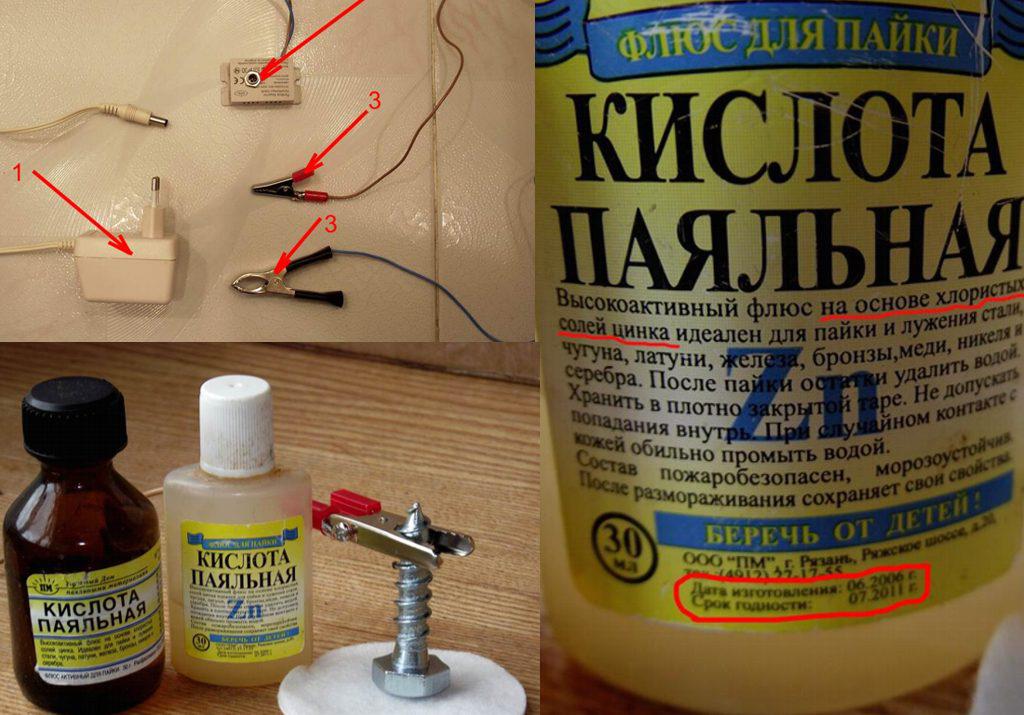
Что такое термостабилизация и что она дает?
Это поддержание постоянной температуры нагрева во время пайки. Термостабилизация предусмотрена, как правило, в паяльных станциях. Хотя сейчас встречаются и стержневые паяльники с такой возможностью. Установив необходимое значение температуры с помощью тумблера или кнопок, можно заниматься пайкой, не отвлекаясь на регулировку. Система будет поддерживать заданное температурное значение автоматически. Это повышает удобство работы и качество выполняемых соединений. Несомненно, наличие данной возможности сказывается и на стоимости паяльника. Но если речь идет о профессиональной сфере использования, затраты на дополнительные функции себя быстро окупают.
В чем особенность аналоговых станций?
В данных устройствах используется так называемый аналоговый способ поддержания температуры нагрева. Он заключается в следующем. В наконечник инструмента вблизи точки нагрева встраивается аналоговый датчик – термопара или терморезистор, который снимает температурные показания. Пользователь устанавливает нужное значение температуры. Затем за счет аналогового компаратора и петли обратной связи осуществляется сравнение фактической температуры с установленным значением. Аналоговый способ более дешевый, чем цифровой, но при этом не менее надежный. Кроме того, аналоговые паяльные станции очень компактны, просты в управлении и могут иметь несколько работающих каналов, например, паяльник и фен. Такие устройства используются как любителями, так и мастерами.
Как подобрать инструмент по мощности?
Принципу «чем мощнее, тем лучше» при выборе паяльника лучше не следовать.
В некоторых случаях возникает необходимость пайки мелких и крупных деталей. Соответственно, требуемое значение по мощности находится в широком диапазоне. При такой потребности может быть два варианта: купить два паяльника разной мощности или взять один с возможностью регулировки этого параметра. Например, у модели СВЕТОЗАР SV-55307-70 мощность регулируется в пределах от 30 до 70 Вт.
Выбираю между нихромовым и керамическим паяльником. Какой лучше?
Если вы ищете недорогой инструмент для периодических работ, можно взять нихромовую модель. Ее отличает доступная стоимость и неприхотливость в эксплуатации. Но нихромовая спираль, которая служит нагревательным элементом, со временем перегорает, поэтому долговечным такой паяльник не назовешь. Если паять приходится очень часто, по нескольку часов в день, лучше выбрать модель с керамическим нагревателем. Ресурс этого элемента дольше, чем у нихромового, так как он не подвержен выгоранию. Однако при работе нужно соблюдать определенные правила: инструмент должен избегать падений и ударов. Если сравнивать нихромовый и керамический паяльник по скорости нагрева, то последний быстрее достигает рабочей температуры, что также очень важно для профессиональной сферы.
Но нихромовая спираль, которая служит нагревательным элементом, со временем перегорает, поэтому долговечным такой паяльник не назовешь. Если паять приходится очень часто, по нескольку часов в день, лучше выбрать модель с керамическим нагревателем. Ресурс этого элемента дольше, чем у нихромового, так как он не подвержен выгоранию. Однако при работе нужно соблюдать определенные правила: инструмент должен избегать падений и ударов. Если сравнивать нихромовый и керамический паяльник по скорости нагрева, то последний быстрее достигает рабочей температуры, что также очень важно для профессиональной сферы.
Нужно паять микросхемы. Какой инструмент выбрать?
Советуем обратить внимание на паяльники невысокой мощности. К примеру, СВЕТОЗАР SV-55300-30 имеет мощность 30 Вт и нагревается до температуры в 380 °С. Время нагрева составляет всего 4 минуты. Конусовидный наконечник Long Life является несгораемым, поэтому не деформируется и не теряет своей формы даже после длительного использования.
Какие паяльные станции бывают?
Наиболее распространены цифровые модели, имеющие встроенный понижающий трансформатор. Пайка проходит на низковольтном токе, что исключает появление статического напряжения на электрокомпонентах. По типу нагрева различают станции инфракрасные и термовоздушные. Первые работают по принципу инфракрасного излучения – волны осуществляют нагрев материала на расстоянии от 10 до 60 мм от наконечника. Во вторых пайка выполняется за счет направленной горячей струи воздуха; для точечного воздействия предусматривается специальная насадка на рабочую часть. Кстати, в некоторых современных станциях совмещены эти два способа нагрева – присутствует обычный и термовоздушный паяльник.
Нужен беспроводной инструмент для нечастых работ в гараже и на даче. Посоветуйте не очень дорогую модель.
Обратите внимание на беспроводной паяльник на батарейках 6 Вт ЗУБР. Работает на обычных алкалиновых элементах питания – нужны три батарейки типа АА напряжением 4,5 Вт. Это компактный, мобильный, удобный в работе с мелкими элементами инструмент. Идеально подходит для пайки, когда она не занимает больше 5 – 10 минут. Быстро нагревается, максимальная температура достигает 450 °С. Рукоять выполнена из пластика, имеет эргономичную форму и удобно лежит в руке. Защита от случайного включения предотвращает нагрев наконечника при непреднамеренном нажатии кнопки. Для транспортировки предусмотрен защитный колпачок, который закрывает рабочую часть и предотвращает ее повреждение.
Модель с какой рукояткой лучше выбрать – деревянной или пластиковой?
Традиционно паяльники выполнялись с деревянной рукоятью.
Ищу недорогой керамический паяльник для работы с конденсаторами на материнской плате. У вас есть такой?
Советуем присмотреться к паяльнику с деревянной ручкой 40 Вт SPARTA. Он имеет невысокую мощность – всего 40 Вт. Подходит для пайки и лужения, может использоваться при работе с радиоэлектронной аппаратурой, компьютерами, электропроводкой. Керамический нагревательный элемент быстро достигает рабочей температуры. Модель имеет простую конструкцию, оснащена удобной деревянной рукояткой. Жало выполнено в форме конуса, поэтому подходит для работ с мелкими элементами на платах.
Керамический нагревательный элемент быстро достигает рабочей температуры. Модель имеет простую конструкцию, оснащена удобной деревянной рукояткой. Жало выполнено в форме конуса, поэтому подходит для работ с мелкими элементами на платах.
Выбираю пистолет между моделями СВЕТОЗАР SV-55307-70 и Sturm SI2321C. Какой из них лучше?
Во-первых, определитесь, для каких целей вам нужен инструмент. Модель СВЕТОЗАР SV-55307-70 имеет мощность в 70 Вт, поэтому подходит для работы с радиотехническими изделиями и тонкими проводами. У паяльника Sturm SI2321C значение мощности достигает 200 Вт – можно использовать его для пайки твердых материалов: чугуна, стали, стекла. Во-вторых, решите, какое жало необходимо для работы. Первая модель имеет наконечник типа Long Life с защитным покрытием и в форме конуса, поэтому отлично подходит для кропотливых работ. У второго устройства более широкий наконечник, закрепленный в держателях – он подлежит замене при ослаблении крепления; может использоваться в ремонтных и электромонтажных работах. Если важна регулировка мощности нагрева, то следует выбрать паяльник СВЕТОЗАР SV-55307-70. Данный параметр можно менять в пределах от 30 до 70 Вт, а значит, удастся подобрать оптимальный режим для работы с разными элементами.
Если важна регулировка мощности нагрева, то следует выбрать паяльник СВЕТОЗАР SV-55307-70. Данный параметр можно менять в пределах от 30 до 70 Вт, а значит, удастся подобрать оптимальный режим для работы с разными элементами.
Хочу купить профессиональную цифровую паяльную станцию для ремонта сотовых телефонов. Что посоветуете?
Присмотритесь к модели СВЕТОЗАР SV-55335. Ее мощность составляет 48 Вт, а максимальное значение рабочей температуры достигает 400 °С. Интенсивность нагрева легко регулировать с помощью клавиш с шагом в 1 или 10 °С, что обеспечивает точность установки данного режима. Можно выбрать одно из фиксированных значений: 200, 300, 400 °С. Для контроля рабочих параметров на корпусе станции расположен ЖК-дисплей. В устройстве используется керамический нагревательный элемент – это делает станцию долговечной и позволяет использовать для ежедневных работ.
Модель комплектуется подставкой с полкой для очистки наконечника от припоя. Предусмотрен держатель для паяльника с регулировкой наклона, чтобы можно было удобно расположить инструмент на рабочем месте.
Ищу недорогую станцию начального уровня. Какую модель выбрать?
Советуем устройство СВЕТОЗАР SV-55331 мощностью в 48 Вт. Работает от электросети с напряжением в 220 В и выдает напряжение на выходе в 24 В, что позволяет избежать статического напряжения при пайке. Рабочий инструмент оснащен медным конусообразным жалом диаметром 1,5 мм. Паяльник отличается хорошей теплоотдачей, диапазон рабочих температур составляет 150 – 450 °С. Регулировка данного параметра осуществляется с помощью механического тумблера. Установленное значение поддерживается автоматически. На корпусе модуля есть кнопка включения со световой индикацией. Паяльник имеет двухкомпонентную эргономичную рукоять, которая удобно лежит в руке. Станция комплектуется подставкой под рабочий инструмент и полкой для очистки наконечника от припоя. При всех этих достоинствах цена устройства невысока по сравнению со стоимостью профессиональных моделей.
Что должно входить в комплект поставки?
Большинство моделей паяльников поставляются с небольшим запасом припоя и флюса. В набор могут входить сменные жала разной формы, чтобы выполнять различные задачи – паять тонкие элементы и крупные детали. Некоторые модели продаются в кейсе, что очень удобно для выездных работ. Наиболее богатую комплектацию имеют паяльные станции: помимо модульного блока с элементами управления и индикацией, в них может входить увеличительная лупа, подставка для инструмента, полочка для очистки наконечника от припоя. При покупке убедитесь в наличии инструкции к инструменту и гарантийного талона.
В набор могут входить сменные жала разной формы, чтобы выполнять различные задачи – паять тонкие элементы и крупные детали. Некоторые модели продаются в кейсе, что очень удобно для выездных работ. Наиболее богатую комплектацию имеют паяльные станции: помимо модульного блока с элементами управления и индикацией, в них может входить увеличительная лупа, подставка для инструмента, полочка для очистки наконечника от припоя. При покупке убедитесь в наличии инструкции к инструменту и гарантийного талона.
Каков порядок работы с паяльником?
Инструмент включают в сеть и дожидаются, когда наконечник нагреется. Для выхода на рабочую температуру, как правило, требуется 4 – 6 минут. Место пайки очищают и смазывают флюсом. Наконечник паяльника погружают в канифоль – должен появиться дымок, свидетельствующий о том, что инструмент достиг рабочей температуры. Канифоль очищает рабочую часть от оксидов металлов. Затем жало окунают в припой и держат до тех пор, пока материал не залудит поверхность – наконечник должен покрыться глянцевой пленкой (данный этап необходим только для непокрытых медных жал). После этого наконечником захватывают припой и переносят его на место соединения деталей, разравнивая по поверхности. Получается спай. Затем на него наносят основную массу припоя, служащего соединителем. После фиксации элементов и остывания припоя этот участок протирают влажной тряпкой или зачищают наждачной бумагой.
После этого наконечником захватывают припой и переносят его на место соединения деталей, разравнивая по поверхности. Получается спай. Затем на него наносят основную массу припоя, служащего соединителем. После фиксации элементов и остывания припоя этот участок протирают влажной тряпкой или зачищают наждачной бумагой.
Как правильно подготовить поверхность к пайке?
Чтобы соединение элементов получилось монолитным, важно хорошо зачистить спаиваемые поверхности. Для сильно загрязненных, грубых материалов используют напильник или наждачную бумагу. Если детали более-менее чистые, их все равно нужно обработать. Для обезжиривания подойдет бензин или органический растворитель. Это поможет избежать окисления поверхности металла при нагреве и обеспечит надежность фиксации элементов. Непосредственно перед пайкой на обрабатываемый участок наносят флюс, чтобы удалить остатки оксидной пленки и жировые следы.
Какой должна быть температура нагрева и можно ли ее регулировать?
У самых простых моделей паяльников температура не регулируется. При включении в электросеть они просто нагреваются до максимального значения. Их используют при пайке деталей, нечувствительных к перегреву. Однако интенсивность термического воздействия можно корректировать интуитивно, меняя вылет жала из держателя. У инструментов, предназначенных для микросхем, радио- и других элементов, работа с которыми ведется при определенной температуре, предусмотрена функция регулировки нагрева.
При включении в электросеть они просто нагреваются до максимального значения. Их используют при пайке деталей, нечувствительных к перегреву. Однако интенсивность термического воздействия можно корректировать интуитивно, меняя вылет жала из держателя. У инструментов, предназначенных для микросхем, радио- и других элементов, работа с которыми ведется при определенной температуре, предусмотрена функция регулировки нагрева.
Принято руководствоваться следующим правилом: температура соединяемых деталей должна быть на 40 – 80 °С выше температуры плавления припоя, а значение нагрева жала – на 20 – 40 °С выше температуры паяемых деталей, то есть температура жала должна быть выше температуры плавления припоя на 60 – 120 °С.
При недостаточном нагреве наконечника не удастся хорошо расплавить припой, значит, соединение деталей будет ненадежным. Перегрев же страшен повреждением как паяемого элемента, так и самого инструмента (при отсутствии защиты от перегрева).
Купил паяльник с наконечником Long Life.
 Как правильно с ним работать?
Как правильно с ним работать?
Несгораемое жало является более долговечным, чем медное, но требует бережного обращения. На поверхности наконечника имеется защитное покрытие, которое нельзя подвергать абразивному воздействию и чистить напильником. При пайке не следует сильно нажимать на жало, отгибать им выводы деталей. Чтобы избежать окисления рабочей части, важно следить за температурой нагрева – не стоит длительно превышать ее значение выше 300 °С. Не рекомендуется касаться жала руками, надолго оставлять его сухим. Важно своевременно очищать наконечник от частиц флюса и шлака. Можно воспользоваться влажной вискозной губкой.
Если жало испортилось, но при этом покрытие осталось целым, есть возможность его восстановить. Для этого применяют активный флюс и медную стружку либо прибегают к специальным составам, так называемым активаторам жала.
Как зрительно определить качество пайки?
Это можно сделать по нескольким признакам. Во-первых, обратить внимание на шов, который должен быть слегка вогнутым. Если этого не наблюдается, значит, было использовано слишком много припоя. Во-вторых, оценить место спая – оно должно быть гладким и иметь блеск. Зернистая структура свидетельствует о том, что пайка велась на низкой температуре, а матовый припой говорит о перегреве. Все эти недостатки ведут к снижению прочности соединения, что недопустимо при работе с ответственными компонентами.
Если этого не наблюдается, значит, было использовано слишком много припоя. Во-вторых, оценить место спая – оно должно быть гладким и иметь блеск. Зернистая структура свидетельствует о том, что пайка велась на низкой температуре, а матовый припой говорит о перегреве. Все эти недостатки ведут к снижению прочности соединения, что недопустимо при работе с ответственными компонентами.
Если после пайки с использованием активных флюсов на поверхности остались следы этих веществ, необходимо тщательно их удалить. Иначе через какое-то время может возникнуть коррозия из-за присутствия кислот.
Как правильно ухаживать за инструментом, чтобы он служил дольше?
Особого технического обслуживания паяльнику не нужно. Но, как и любой другой инструмент, требует к себе бережного отношения. Важно не перегревать его во время работы, не ронять, не ударять, особенно это касается моделей с керамическим нагревателем. После использования нужно очищать рабочую часть от налипшего припоя. Необходимо следить за целостностью электропровода, не пережимать его, не нагревать. Бережное отношение к инструменту и соблюдение требований инструкции по эксплуатации поможет избежать поломок. Тогда паяльник будет служить вам долгие годы.
Необходимо следить за целостностью электропровода, не пережимать его, не нагревать. Бережное отношение к инструменту и соблюдение требований инструкции по эксплуатации поможет избежать поломок. Тогда паяльник будет служить вам долгие годы.
Что собой представляет наконечник Long Life и в чем его особенность?
Данная насадка состоит из медной основы, покрытой слоем электролитически осажденного железа, оловом, хромом. Из-за такой обработки жало становится несгораемым, то есть не теряет свою форму и не обгорает при нагреве, в отличие от обычных медных наконечников. Именно из-за возможности работы длительное время без разрушения рабочей части оснастка получила название Long Life (долгая жизнь). Особая прочность жала дает возможность производить очень миниатюрные наконечники, которые подходят для кропотливых работ с SMD-компонентами. Чаще всего оснастка выпускается с коническим, клинообразным или скошенным концом. Цена несгораемого жала выше, чем цена сменных насадок, но и срок службы гораздо дольше. Главное – соблюдать условия пайки: избегать слишком активных флюсов, воздействия абразивов, запредельно высоких температур.
Главное – соблюдать условия пайки: избегать слишком активных флюсов, воздействия абразивов, запредельно высоких температур.
Чем хороши медные жала?
Их главным преимуществом является доступная цена, поэтому можно сразу купить несколько жал разной формы. Широко распространены в сфере ремонта радиоаппаратуры, электромонтажных работ, обслуживания автомобилей и т.д. Наконечники обладают высокой теплопроводностью, отличаются легкостью лужения и пайки. При нарушении формы рабочей части можно легко восстановить ее с помощью заточки. Кроме того, использование медных жал не требует соблюдения особых условий эксплуатации, как это происходит с несгораемыми наконечниками.
Какой формы бывают наконечники?
В зависимости от формы оснастки определяется вид выполняемых работ. Обычное универсальное жало выполнено в виде плоской отвертки, отлично подходит для широкого спектра задач. Игла применяется для пайки миниатюрных компонентов, например, при ремонте плат мобильных телефонов, компьютеров и др. Лопатка предназначена для крупных элементов, так как рабочая часть быстро прогревает всю деталь. Жало-капля обеспечивает точный перенос капель припоя на плату, что очень важно при пайке радиотехнической аппаратуры. Изогнутый наконечник, как правило, применяется при демонтаже компонентов и снятии лишнего припоя, но может использоваться и для пайки, например, в труднодоступных местах. У некоторых паяльников в комплекте идет набор жал разной формы. Но чаще их приходится покупать отдельно, подбирая под специфику работ.
Лопатка предназначена для крупных элементов, так как рабочая часть быстро прогревает всю деталь. Жало-капля обеспечивает точный перенос капель припоя на плату, что очень важно при пайке радиотехнической аппаратуры. Изогнутый наконечник, как правило, применяется при демонтаже компонентов и снятии лишнего припоя, но может использоваться и для пайки, например, в труднодоступных местах. У некоторых паяльников в комплекте идет набор жал разной формы. Но чаще их приходится покупать отдельно, подбирая под специфику работ.
Что такое припой и какие виды бывают?
Данный материал необходим для заполнения пустот между спаиваемыми металлическими элементами. Это специальный пруток, температура плавления которого ниже температуры плавления соединяемых металлов. От его правильного выбора зависит качество и надежность пайки. Припой различают по нескольким параметрам: твердости, температуре плавления, составу, пределу прочности. Подробная классификация представлена в таблице.
| Тип материала по твердости | Виды сплавов | Предел прочности при растяжении | Предел прочности при растяжении |
| Мягкий | Из олова, сурьмы и др. | До 300 °С | 16 – 100 МПа |
| Твердый | Из меди, серебра и др. | От 300 °С | 100 – 500 МПа |
Чтобы правильно определить состав данного материала, нужно знать его маркировку. Наиболее распространены следующие обозначения: ПОС – оловянно-свинцовый, ПОСК – оловянно-свинцово-кадмиевый, ПМЦ – медно-цинковый, ПОССу – сурьмянистый, ПСр – на основе серебра, ОЦ – оловянно-цинковый.
Для чего используют флюс и какой он бывает?
Данный материал наносят на место пайки перед началом работ. Он необходим для снятия следов оксидной пленки и жировых пятен после зачистки детали, также он предотвращает окисление поверхности при нагреве. Получают его следующим образом: хлорид цинка и хлорид аммония растворяют в воде в соотношении 30 г и 10 г, соответственно, на 60 мл. Иногда вместо такого состава используют так называемую паяльную кислоту, получаемую при реакции цинка с соляной кислотой. Стоит отметить, что для работы с тонкими проводами из меди состав из хлорида цинка не применяют, так как он оказывает разрушительное воздействие. В таком случае берут раствор канифоли и этилового спирта, также может пригодиться сосновая смола. Иногда при работе с медными и латунными элементами вместо флюса используют раствор, получаемый при разведении таблетки аспирина в воде (10 – 20 мл).
Получают его следующим образом: хлорид цинка и хлорид аммония растворяют в воде в соотношении 30 г и 10 г, соответственно, на 60 мл. Иногда вместо такого состава используют так называемую паяльную кислоту, получаемую при реакции цинка с соляной кислотой. Стоит отметить, что для работы с тонкими проводами из меди состав из хлорида цинка не применяют, так как он оказывает разрушительное воздействие. В таком случае берут раствор канифоли и этилового спирта, также может пригодиться сосновая смола. Иногда при работе с медными и латунными элементами вместо флюса используют раствор, получаемый при разведении таблетки аспирина в воде (10 – 20 мл).
Что собой представляет инструмент для удаления припоя?
Данное приспособление выглядит как шприц со стволом, наконечником и плунжером внутри. Оно приводится в действие пружиной при нажатии на плунжер. Наконечник устанавливается в нескольких миллиметрах от удаляемого припоя, который разогревается паяльником. На корпусе инструмента нажимается специальная кнопка, и расплавленный припой всасывается в шприц через наконечник. Из шприца субстанция удаляется при нажатии на плунжер. С помощью инструмента можно легко и быстро избавиться от излишков припоя на рабочей поверхности. Это более удобный способ по сравнению с использованием оплетки, когда к очищаемой поверхности прикладывают специальные проволоки, покрытые флюсом.
Из шприца субстанция удаляется при нажатии на плунжер. С помощью инструмента можно легко и быстро избавиться от излишков припоя на рабочей поверхности. Это более удобный способ по сравнению с использованием оплетки, когда к очищаемой поверхности прикладывают специальные проволоки, покрытые флюсом.
Какие еще инструменты и приспособления понадобятся при пайке?
При проведении электромонтажных работ и пайке проводов обязательно нужны пассатижи и плоскогубцы. С их помощью удерживают и перекусывают провода. Некоторые инструменты можно использовать для снятия изоляции. Чтобы удерживать мелкие элементы, пригодятся пинцеты и зажимы. Для лучшей видимости рабочей поверхности нужна увеличительная лупа. Рекомендуем брать модель на подставке, чтобы не пришлось держать ее в руке. Для грубой зачистки соединяемых деталей и заточки медного жала вам понадобится напильник. Пригодится также шлифовальная бумага, которая продается в листах. Все эти приспособления, как и паяльник, вы можете купить в нашем интернет-магазине. Лучше приобрести все сразу, чтобы потом не тратить время на дополнительные покупки.
Лучше приобрести все сразу, чтобы потом не тратить время на дополнительные покупки.
Выбор припоя
зависит от соединяемых металлов или сплавов, от способа пайки, температурных
ограничений, размеров деталей, требуемой механической прочности, коррозионной
стойкости и др. Таблица N1. Легкоплавкие припои. Температура Область применения
легкоплавкие припои в виде литых чушек, прутков, проволоки, лент фольги, порошков,
трубок диаметром от 1 до 5 мм,
заполненных канифолью, а также в виде паст, составленных из порошка припоя и
жидкого флюса. Таблица N2. Специальные легкоплавкие припои.
Флюсы растворяют и удаляют оксиды и
загрязнения с поверхности паяемого соединения. Таблица N3. Неактивные(безкислотные)
флюсы. Таблица N4. Активные (кислотные) флюсы.
алюминия припоями ПОС затруднительна, но всё же возможна, если оловянно-свинцовый
припой содержит не менее 50% олова (ПОС 50, ПОС 61, ПОС 90). Пайка алюминия
припоями П200 и П250. Коррозийная стойкость паяльных швов, выполненных этими припоями,
несколько ниже, чем выполненных оловяно-свинцовыми
припоями. Пайка нихрома (нихром с нихромом,
нихром с медью и её сплавами, нихром со сталью) может быть осуществлена припоем
ПОС 61, ПОС 50 (хуже — ПОС 40) с применением флюса
следующего состава в граммах: Пайка сталей с гальваническим покрытием цинком или кадмием возможна оловяно-свинцовами припоями паяльником с применением флюса хлористого цинка. Пайка с канифольными флюсами не даёт качественного соединения. Паяльная паста. «Паяльная
лента» Лужение проводов
в эмалевой изоляции. Вместо припоя —
клей. Сварка вместо
пайки. Как паять алюминий. Чтобы жало
паяльника не подгорало. Как зачистить
проводники печатной платы. Знаете ли вы? Качество паяного соединения не
зависит от количества припоя и флюса, скорее наоборот: излишки припоя могут
скрыть дефекты соединения, а обилие флюса приводит к загрязнению места пайки. «Паяльную
кислоту»
(хлористый цинк) получают путём растворения металлического цинка в
концентрированной соляной кислоте из расчёта 412г/л. Кислоту осторожно вливают
в посуду с кусочками цинка, причём уровень не должен превышать 3/4 глубины
посуды. При окончательном растворении цинка прекращается выделение пузырьков
водорода. Полученному раствору хлористого цинка дают отстояться до прозрачности
и оккуратно сливают в пузырёк. Вместо «паяльной кислоты» можно использовать флюс, приготовленный из равных по массе долей хлористого амония и глицерина. При этом место пайки не окисляется. Флюс пригоден и для пайки нержавеющей стали. Вместо флюса при лужении стальных деталей (в том числе из нержавеющих сталей) перед пайкой можно воспользоваться отрезком полихлорвиниловой трубки. Место пайки зачищают и обезжиривают. Жалом хорошо прогретого паяльника с каплей припоя растирают на месте пайки отрезок этой трубки до получения равномерного слоя полуды. Затем ведут пайку как обычно. Заржавевшие детали из чёрных металлов перед пайкой следует опустить на 10 — 12 ч в хлористый цинк, разведённый наполовину дистиллированной водой. Ацетоно-канифольный флюс не уступает по качеству пайки спирто-канифольному. Он хорошо смачивает поверхность и
легко затекает в зазор между паяемыми деталями. Поэтому при отсутствии спирта
можно приготовить флюс и на ацетоне, взяв его в таком же соотношении, которое
указано в таблице N3. Хранить жидкий и полужидкий флюс (спирто-канифольный, «паяльную кислоту» и др) удобно в полиэтиленовой маслёнке, хоботок которой закрывается специальной пробкой. С поиощью такой маслёнки можно легко и быстро наносить требуемое количество флюса на место пайки. При этом флюс расходуется экономно, уменьшается испарение его растворителя, пайка получается более чистой и аккуратной. Припаять обойму шарикоподшипника к фланцу можно с помощью припоя ПОС-61 и флюса следующего состава: спирт этиловый — 5г, триэтаноломин — 2г. Перед пайкой детали следует обезжирить, после пайки — промыть узел в бензине и подшипник смазать. Для сращивания проводов из сплавов с
высоким сопротивлением (нихром, константан, манганин и др.) можно использовать
простой способ, не требующий какого-либо специального инструмента. Тонкие медные провода можно сваривать в пламени спиртовки или спички. Для этого их зачищают на 20 мм, складывают, аккуратно скручивают, и нагревают до тех пор, пока не образуется шарик расплавленного металла, дающий надёжный контакт. Лудить алюминий легче, если его
предварительно покрыть медью. Нужное место зачищают и аккуратно наносят на него
две-три капли насыщенного раствора медного купороса. Далее к алюминевой детали подключают отрицательный полюс источника
постоянного тока, а к положительному полюсу присоединяют кусок медного провода,
конец которого опускают в каплю купороса, так чтобы провод не касался алюминия.
Через некоторое время на поверхности детали осядет слой красной меди, который после
промывки и сушки лудят обычным способом. В качестве источника тока можно
использовать батарейку от карманного фонаря.
| |||||||
 Пайка тонких
(диаметром 0,05 — 0,08 мм)
обмоточных проводов, в том числе высоко — частотных (лицендрата),
выводов обмоток, радиоэлементов и микросхем, монтажных проводов в
полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется
повышенная механическая прочность и электропроводность.
Пайка тонких
(диаметром 0,05 — 0,08 мм)
обмоточных проводов, в том числе высоко — частотных (лицендрата),
выводов обмоток, радиоэлементов и микросхем, монтажных проводов в
полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется
повышенная механическая прочность и электропроводность.

 Кроме того, во время пайки они
защищают от окисления поверхность нагреваемого металла и расплавленный припой.
Всё это способствует увеличению растекаемости припоя,
а следовательно, улучшению качества пайки.
Кроме того, во время пайки они
защищают от окисления поверхность нагреваемого металла и расплавленный припой.
Всё это способствует увеличению растекаемости припоя,
а следовательно, улучшению качества пайки.

 В состав флюса может входить от 5 до 17% йодида лития. Смесь слегка
прогревают, опустив пробирку в горячую воду, и перемешивают до полного
растворения соли. Готовый флюс сливают в чистую стеклянную посуду и охлаждают.
Если используется водная соль лития, то при её растворении на дно пробирки
опускается слой водной смеси, а флюс всплывает и его
осторожно сливают.
В состав флюса может входить от 5 до 17% йодида лития. Смесь слегка
прогревают, опустив пробирку в горячую воду, и перемешивают до полного
растворения соли. Готовый флюс сливают в чистую стеклянную посуду и охлаждают.
Если используется водная соль лития, то при её растворении на дно пробирки
опускается слой водной смеси, а флюс всплывает и его
осторожно сливают.
 Приходится работать крайне осторожно и
аккуратно, и всё же бывает трудно добиться хорошего качества пайки.
Приходится работать крайне осторожно и
аккуратно, и всё же бывает трудно добиться хорошего качества пайки. Предварительно соединяемые поверхности
желательно залудить.
Предварительно соединяемые поверхности
желательно залудить. Аспирин и канифоль нужно растолочь
в порошок и смешать (в массовом соотношении 2:1). Полученную смесь развести
этиловым спиртом до пастообразного состояния. Конец провода погружают в пасту и
жалом горячего паяльника с небольшим усилием проводят по проводу или перемещают
провод под жалом. При этом эмаль разрушается и провод лудится. Для удаления
остатков ацетилсалециловой кислоты (аспирина) провод
ещё раз лудят, используя чистую канифоль.
Аспирин и канифоль нужно растолочь
в порошок и смешать (в массовом соотношении 2:1). Полученную смесь развести
этиловым спиртом до пастообразного состояния. Конец провода погружают в пасту и
жалом горячего паяльника с небольшим усилием проводят по проводу или перемещают
провод под жалом. При этом эмаль разрушается и провод лудится. Для удаления
остатков ацетилсалециловой кислоты (аспирина) провод
ещё раз лудят, используя чистую канифоль.
 Снова осторожно прогреваете поверхность и
смываете флюс. Теперь можете начать пайку обычным образом.
Снова осторожно прогреваете поверхность и
смываете флюс. Теперь можете начать пайку обычным образом.

 Однако необходимо помнить, что ацетон токсичен и обладает
резким неприятным запахом, поэтому работать с таким флюсом можно только при
хорошей вентиляции помещения.
Однако необходимо помнить, что ацетон токсичен и обладает
резким неприятным запахом, поэтому работать с таким флюсом можно только при
хорошей вентиляции помещения. Затем пропускают иакой ток, чтобы место соединения накалилось докрасна. На
это место пинцетом кладут кусочек ляписа, который при нагревании расплавляется,
в результате чего образуется хороший электрический контакт.
Затем пропускают иакой ток, чтобы место соединения накалилось докрасна. На
это место пинцетом кладут кусочек ляписа, который при нагревании расплавляется,
в результате чего образуется хороший электрический контакт.
Спирто-канифольный флюс своими руками
Всем привет! Рад вас всех видеть на своем радиолюбительском блоге посвященном электронике и прочему техническому творчеству. Сегодня на дворе суббота а за окном ноябрь так что готовимся к холодам — зима уже не за горами.
А у меня для вас статья, которая может и не очень большая но она обязательно принесет вам чуток полезной информации . Сегодня я расскажу о спирто-канифольном флюсе СКФ, о том как можно приготовить его своими руками а также где можно флюс СКФ купить. Читайте статью далее и все узнаете…но, не забудьте подписаться на обновления!
У нас тут есть небольшое оглавление, это так для удобства…
[contents]
Флюс СКФ
Флюсы при пайке применяют в основном для двух целей:
- С целью улучшения смачиваемости спаиваемых деталей припоем
Поверхности спаиваемых деталей могут иметь плохую смачиваемость. В этом случае припой будет скатываться в шарики подобно капелькам воды на жирной посуде. Флюс способствует более лучшему распределению припоя по поверхности спаиваемых деталей, припой растекается и равномерно покрывает спаиваемую поверхность.
В этом случае припой будет скатываться в шарики подобно капелькам воды на жирной посуде. Флюс способствует более лучшему распределению припоя по поверхности спаиваемых деталей, припой растекается и равномерно покрывает спаиваемую поверхность.
- Для защиты от оксидной пленки (эта пленка препятствует нормальному процессу пайки)
Благодаря кислороду в нашем воздухе поверхность металла может окисляться, появляется некая оксидная пленка. Эта оксидная пленка препятствует проникновению припоя в поры металла и попытки запаять что-либо становятся просто бесполезными. Флюс образует защитную пленку а она в свою очередь защищает металл от воздействия кислорода.
Для различных металлов применяют различные флюсы так как для каждого металла достижение этих целей выполняется по-разному. Так для спаивания алюминиевых деталей нужно применять одни флюсы, для спаивания медных деталей другие.
Флюс СКФ или просто спирто-канифольный флюс — это один из лучших флюсов применяемых для спаивания деталей из меди. Наиболее лучший температурный диапазон применения 250-280°C. За счет своей жидкой формы спирто-канифоль легко проникает в труднодоступные места спаиваемых поверхностей.
К тому же флюс СКФ сделан на основе канифоли поэтому после пайки не требует смывки, канифоль сама по себе не способствует образованию коррозии на металле. Короче после пайки можно не переживать — не заржавеет 🙂
Состав флюса СКФ
Состав флюса СКФ достаточно простой и название флюса говорит само за себя, флюс представляет собой раствор канифоли в спирте.
Если честно меня всегда интересовало что из себя представляет канифоль и что ее отличает от собственно смолы. А все достаточно просто, канифоль получают из смолы деревьев хвойных пород. Смолу собирают, затем ее подвергают нагреву в результате чего из нее выпариваются различные вещества содержащиеся в ней, в основном это скипидар.
Как пользоваться
Вообще канифоль сама по себе является хорошим флюсом, но пользоваться ей не очень удобно. Канифоль на спаиваемые поверхности приходится наносить горячим жалом паяльника, от этого загаживается как сам паяльник так и место спая. Бывает так переборщишь с канифолью что самого место спая не видно.
Другое дело когда взял флакончик со спиртоканифолью, открыл его и сразу повеяло спиртом, как в операционной. Взял кисточку и подобно художнику наносишь флюс аккуратными мазками в стиле абстракционизма.. В общем таким макаром флюс можно наносить очень дозировано. Кстати если флакончик не оборудован кисточкой то не паримся, кисточку можно взять от лака для ногтей (отбери у жены или сестры 🙂 ).
Впрочем некоторые предпочитают использовать капельный метод дозирования флюса. Заполняют спиртоканифолью флакончики с «носиком» , как для глазных капель и уже затем применяют. Это конечно дело вкуса но на мое мнение пользоваться кисточкой удобнее, проще дозировать флюс.
Как сделать спирто-канифольный флюс?
Для приготовления спирто-канифольного флюса нам понадобится:
- Канифоль
- Плотный целлофановый пакет
- Молоток или что-то весомое
- Спирт 90%
- Ацетон
- Пузырьки от лака для ногтей
А дальше у нас будет все как в любом кулинарном рецепте, ну или почти.
Убедились, что подготовили все необходимое и продолжаем. Для начала нужно подготовить флакончики от лака для ногтей. Их можно найти у любой барышни причем у некоторых этого добра может скопиться неожиданно много. Далее пузырьки нужно отмыть от остатков лака, справиться с этой задачей нам поможет ацетон.
Заполняем флакончики ацетоном и идем заниматься своими делами. Ацетон хорошо справляется с поставленной задачей поэтому через некоторое время (может пару часов а может пару дней) можно забрать уже очищенные пузырьки, останется только сполоснут их в проточной воде.
Флакончики подготовлены, теперь нам нужна канифоль. Как я уже говорил, ее можно приготовить самому но для этого придется погулять по лесу а потом выполнить еще несколько технологических манипуляций. Но можно поступить проще, можно взять здесь и не париться.
Далее нам нужно куски канифоли измельчить в порошок, для этой цели нам и пригодится пакет. Складываем куски канифоли в пакет и уже в завернутом виде можем спокойно измельчать, при помощи молотка конечно или что вы взяли для этой цели?
Теперь этот порошок аккуратненько засыпаем в пузырьки. Слишком много засыпать не стоит, достаточно засыпать на треть объема пузырька. И осталось всего ничего, осталось залить все это дело спиртом.
А вот спирт найти как оказалось не так-то просто, в аптеках спирт теперь только по рецепту, а в хозяйственных магазинах я его не встречал. Встречал мнение на форумах, что спирт можно заменить ацетоном, но мне что-то этот вариант не очень нравится, все-таки пары ацетона не очень полезны для здоровья. В итоге спирт раздобыл на заводе, мне ведь нужно было совсем чуток… 🙂
Заливаем пузырьки с канифолью спиртом, закрываем крышечками и ставим в теплое место. Теперь нужно подождать какое-то время, чтобы канифоль хорошенько растворилась в спирте. Доливая спирт или подсыпая канифоль можно добиться желаемой концентрации.
В дополнение нашел на ютубе пару роликов об изготовлении спирто-канифольного флюса, может быть пригодится…
Вот и весь рецепт.
Где спирто-канифоль купить?
Впрочем можно не париться с приготовлением спирто-канифольного флюса, а приобрести его в готовом виде. Все здорово и замечательно если у вас в городе есть магазины торгующие радиотоварами. Там как правило есть много разнообразных флюсов, среди которых можно найти и спиртоканифоль.
Но если у вас по близости не нашлось такого магазина, то не отчаиваемся, можно заказать в интернет-магазине. Почему-то в китайских интернет-магазинах типа типа алиэкспресс и dealextreme флюс из спирта и канифоли мне обнаружить не удалось, может плохо искал. Но ничего, этот флюс можно приобрести и в других местах, например здесь.
Ну чтож, вот в принципе и все, что я сегодня хотел рассказать. Думаю информация будет вам полезна и вы возьмете ее на вооружение.
Желаю вам удачи, успехов и прекрасного солнечного настроения. А я с вами не прощаюсь а говорю до свидания и до новых встреч.
P.S. Внизу у нас расположены кнопочки соц сетей, не забываем делиться с друзьями 🙂
С н/п Владимир Васильев
P.S. Друзья, обязательно подписывайтесь на обновления! Подписавшись вы будете получать новые материалы себе прямо на почту! И кстати каждый подписавшийся получит полезный подарок!
Что можно использовать вместо припоя. Флюсы для пайки. 15 рецептов. Что можно использовать вместо флюса для пайки
Флюсы для пайки. 15 рецептов. Что можно использовать вместо флюса для пайки
Чем можно заменить паяльник: несколько проверенных способов
Паяльник — очень полезный в хозяйстве инструмент. С его помощью можно выполнить различный мелкий ремонт электроники, соединить разнообразные детали и т.д. Однако на практике необходимость в его использовании в домашних условиях возникает сравнительно редко. Покупать инструмент ради того, чтобы использовать его от случая к случаю, не очень выгодно. Есть отличное решение! При желании можно заменить паяльник множеством других инструментов и приспособлений, которые позволят выполнить работу не менее качественно.
Паяльник нужен для выполнения мелкого ремонта электронных приборов, но в домашних условиях он применяется редко, поэтому покупать его не рентабельно, а можно использовать его заменители.
Устройство для пайки на основе аккумулятора
Разбираясь в том, чем заменить обычный паяльник, рекомендуется в первую очередь обратить внимание именно на это приспособление. С его помощью можно будет выполнять пайку даже в наиболее труднодоступных местах без доступа к электричеству, на высоте и т.д.Для сборки такого самодельного паяльника вам понадобится следующее:
Для сборки самодельного паяльника на основе аккумулятора, понадобится провода, карандаш, припой и аккумулятор.
- Аккумулятор.
- Припой с канифолью.
- Пара проводов.
- Карандаш с графитовым стержнем.
- Зажим «крокодил».
По факту процесс, выполняемый с использованием такого самодельного паяльника, является не пайкой, а сваркой. Делается все следующим образом. Вы берете 2 провода и наматываете сверху пару витков припоя с канифолью внутри. Далее вам нужно подключить любой электрод аккумулятора к спаиваемым изделиям. Второй электрод подключайте к графитному стержню карандаша. Предварительно его нужно зачистить. Далее вам нужно на долю секунды прикоснуться стержнем к припою. Появится дуга, под воздействием высокой температуры припой моментально расплавится, что обеспечит очень надежную пайку.
Этот способ подходит для соединения проводов диаметром не более 1 мм. Если вы продержите графитовый стержень на кончике проводов немного дольше, сможете получить сварку медных проводов. Перед использованием подобного паяльника рекомендуется немного потренироваться на ненужных изделиях.
Вернуться к оглавлению
Пайка при помощи специального сплава
Пайка можно выполнить специальным сплавом из олова и свинца.
При необходимости спайки различных мелких деталей из цинка, железа и меди вы тоже можете успешно обойтись без паяльника. В данном случае вам поможет специальный сплав под названием «третник». В его состав входит порядка 62% олова, оставшаяся часть приходится на свинец. Третник позволяет выполнять надежную пайку без паяльника.
Прежде чем приступать к работе, нужно правильно подготовить поверхность спаиваемых изделий. Для этого следует сначала очистить деталь при помощи наждачки или напильника, после чего смочить всю поверхность раствором хлористого цинка. Это удобнее делать с помощью щетки. При отсутствии хлористого цинка его можно приготовить из металлического цинка. Достаточно лишь растворить его в соляной кислоте. Будьте осторожны при выполнении этого этапа работы, так как кислота является потенциально опасным составом.
После завершения подготовительного этапа вам нужно взять кусочек сплава и положить его на поверхность одной из соединяемых частей. Далее вам необходимо взять грелку или, в случае пайки мелких деталей, спиртовую лампу либо свечу и основательно прогреть место соединения с третником.
При необходимости спаять проволоку нужно прикоснуться полоской третника к предварительно смоченной в растворе хлористого цинка и нагретой поверхности. Сплава должно отделиться довольно большое количество. Подождите, пока он расплывется по изделию, после чего приложите другую деталь. Тщательно прогрейте место соединения и оставьте охлаждаться. При отсутствии цинка либо соляной кислоты поверхность можно обработать бурой или сухим нашатырем.
Электрические провода лучше всего паять с применением растворенной в спирте канифоли. Облейте место соединения водой в целях охлаждения, после чего обработайте старым напильником. При необходимости вылудить медную либо железную деталь, смочите ее раствором хлористого цинка, после чего размажьте сплав по поверхности. Деталь должна при этом равномерно подогреваться на пламени спиртовки либо горелки.
Вернуться к оглавлению
«Паяльник» из зажигалки и скрепки
Вместо традиционного паяльника можно использовать данное приспособление. Собирается оно из таких компонентов:
Паяльник из зажигалки и скрепки собирается с помощью отвертки и пассатижей из канцелярской скрепки автогенной зажигалки.
- Плоской отвертки.
- Пассатижей.
- Автогенной зажигалки.
- Обыкновенной скрепки.
Одно кольцо скрепки нужно разогнуть. Другой конец должен быть ровным. Закрепите скрепку в пассатижах и основательно прогрейте при помощи пламени зажигалки. По возможности рекомендуется использовать надежную зажигалку, способную обеспечивать устойчивое пламя в течение продолжительного времени. Ваша задача — нагреть металл скрепки до нужной температуры. В данном случае под нужной температурой понимается температура плавления олова. Она сравнительно небольшая, так что много времени вы не потратите. После того как скрепка раскалится докрасна, приложите ее горячую часть к кусочку олова и понаблюдайте за происходящим.
Теперь можете приступать непосредственно к процессу спайки. Лучше всего этот способ подходит для работы с различными микросхемами. Возьмите одну из спаиваемых деталей, плотно прижмите ее к другой и положите рядом небольшой кусочек олова. Раскалите скрепку и прикоснитесь ей к олову, чтобы оно расплавилось. При пайке микросхем нужно быть осторожным, чтобы не повредить целые части изделия.
Чтобы работа была максимально комфортной и продуктивной, скрепку необходимо постоянно поддерживать в раскаленном состоянии. Удобнее, если у вас будет помощник. Он сможет нагревать скрепку, а вы выполнять пайку.
Способ довольно простой и удобный при выполнении различной мелкой работы, требующей контроля на каждом этапе выполнен
xn--90adflmiialse2m.xn--p1ai
Сделай Сам • Просмотр темы
вот, нашёл интересную статью: Для пайки деталей из жести, меди и латуни используют припои, представляющие собой сплав олова со свинцом или олова со свинцом и висмутом. Наиболее часто применяют оловянно-свинцовые припои марок ПОС-40 и ПОС-60 (соответственно с 40- и 60-процентным содержанием олова), а также оловянно-свинцово-висмутовый припой ПОСВ-ЗЗ. Припой ПОС-40 плавится при температуре 235 °С, а ПОС-60— при 183 °С. Припой ПОСВ-ЗЗ имеет температуру плавления около 130 °С — применяют его для пайки деталей и элементов, не допускающих перегрева. Припой можно купить в магазинах электротоваров. Он поступает в продажу в виде прутков или проволоки диаметром 2—2,5 мм. ‘Поверхности спаиваемых деталей предварительно очищают от грязи и оксидной пленки. Однако при нагреве во время пайки они могут снова покрываться тонким слоем оксидов, что ухудшает качество соединения. Чтобы этого не произошло, при пайке применяют флюсы—вещества, защищающие поверхность спаиваемых деталей от дальнейшего окисления. Наиболее распространенным флюсом является канифоль. Ее можно приобрести в магазине хозяйственных товаров. Класть паяльник в перерывах между пайками можно только на основание из невоспламеняющегося материала: асбеста, керамики и т.п. Но лучше сделать специальную подставку для паяльника, предусмотрев в ней не только место для удобного его расположения, но и небольшие углубления для необходимых при пайке материалов — припоя и канифоли. Простейшая конструкция такой подставки показана на рисунке 2. Ее основание можно изготовить из дерева, опору-держатель — из толстой проволоки.
Нельзя обойти молчанием и то обстоятельство, что пары припоя и флюса, образующиеся при пайке, оказывают вредное воздействие на организм человека. Поэтому нельзя непрерывно заниматься пайкой в течение длительного времени, а в перерывах не забывайте хорошо проветривать помещение.
Перед пайкой прибор следует подготовить к работе. С помощью напильника рабочую часть его — жало — надо сточить под углом 30—45° и зачистить. Затем его необходимо залудить.
Для этого включают паяльник в сеть и, когда он слегка нагреется (через 1—2 мин), покрывают жало слоем флюса, прижав его к кусочку канифоли. Растекаясь по поверхности жала, канифоль предохраняет его от окисления при дальнейшем нагревании. Как только жало нагреется до температуры плавления припоя (это можно определить, касаясь им кусочка припоя), рабочую поверхность его покрывают припоем.
Обратите внимание на то, что перегрев паяльника перед покрытием жала канифолью недопустим. Если все-таки по какой-либо причине паяльник перегреется и защищенная часть его покроется темно-синим налетом оксида меди, то его следует выключить, остудить и вновь зачистить, а затем приступить к залуживанию сначала.
Подготовленные к спаиванию поверхности металла должны быть тщательно очищены от оксидов и жиров и залужены. Зачищают места пайки ножом, наждачной бумагой или напильником. При залуживании на поверхность металла вначале наносят слой флюса, а затем горячим паяльником с небольшим количеством припоя на жале несколько раз проводят по залуживаемой поверхности, помогая припою растекаться и смачивать ее тонким и ровным слоем.
При пайке монтажных соединений на место спая сначала наносят слой флюса. Затем к этому месту одновременно прикладывают припой и жало паялника. Пруток припоя держат в левой руке, аручку паяльника — в правой.
Расплавленный припой можно переносить на место пайки и жалом паяльника. Для этого его предварительно на долю секунды окунают в канифоль и берут каплю припоя. Количесвто припоя, необходимое для пайки, должно быть минимальным. Припой должен заливать место соединения со всех сторон.
При пайке важен и уход за паяльником. Поверхность его жала должна быть ровной, очищенной от нагара (оксида) и хорошо залуженной. Паяльник должен быть нагрет до необходимой температуры, зависящей от марки припоя. Нормальным считается такой температурный режим, при котором припой быстро плавится, но не стекает с жала паяльника; канифоль не сгорает мгновенно, а остается на жале в виде кипящих капелек. Перегрев паяльника недопустим, так как это приводит к окислению жала и появлению на нем раковин. Но и недостаточно нагретым паяльником работать тоже нельзя: соединения получаются непрочными и ненадежными.
_________________Как сердцу высказать себя?Другому как понять тебя?Поймёт ли он, чем ты живёшь?Мысль изречённая есть ложь.Взрывая, возмутишь ключи, -Питайся ими — и молчи.Ф.И.Тютчев
delay-sam.flyboard.ru
как убрать припой с платы подручными средствами
Паяльником, держать его надо правильно! Куда стекает металл? Правильно вниз а не вверх, вот так и держи жало паяльника….
нагрей и ипани платой об стол —лишнее отскочит
Тебе нужно отверстие открыть что бы детальку вставить? Нагреваешь припой и суешь иголку — она не прилипает. Выпаять микросхему? Тоже иглкой делают (побольше размером) нагреваешь припой и надеваешь иглу на вывод. И так с каждой.
Можно сдуть с платы через кусочек кембрика. Надо только смотреть чтоб ошметки припоя не прилетели куда не надо. Вместо оплетки можно использовать любой многожильный медный провод — ничуть не хуже.
возьми медный провод, покрой его флюсом, вот тебе и оплетка.
touch.otvet.mail.ru
Чем можно заменить кислоту для пайки? Чем и как
канифоль, паяльное сало
в радиомагазинах продаются разные флюсы для паяния разных металлов.
Смотря что паять. Сталь — флюс должен быть активным. Медь и сплавы меди — пойдет канифоль твердая и спиртовой раствор.
А это всяко будет всё равно кислота. Или кислая соль, или соль, гидролизующаяся с обрахованием той же кислоты — как хлористый цинк, например. Канифоль — те же кислоты, только органические. В разогретом состоянии они весьма активны. Одна из функций флюса — растворить оксидные пленки на металлах. Лучше всего с этим справляются именно кислоты. Есть и более затейливые способы избавиться от оксидов, но они и требуют более затейливых технологий. Попробуйте обычный аспирин — он же ацетилсалициловая кислота. Вполне годится для пайки легкоплавкими припоями, но лучше его остатки после пайки смывать. С канифолью это не всегда обязательно.
touch.otvet.mail.ru
можно ли использовать свинец качестве припоя при отсутствии олова?
можно, но канифоль будет пригорать
Смотря что паять, плюс незабываем про гальванику
Не каждый паяльник расплавит.
нежелательно. плохой припой.
нет, свинец слишком хрупкий, все отвалится
свинец хрень, он даже не пристанет нормально.
А прикрутить винтом-хомутом не проще?
Можно, использовал. Для пайки нужен перегретый паяльник. Результат в общем, не отличается от пайки припоем, только место пайки чернеет.
можно. только пруток расплющи иначе не взять паяльником…
touch.otvet.mail.ru
Ответы@Mail.Ru: Чем заменить паяльник?
Боюсь что для качественной работы — НИЧЕМ. Можно попробать нагревать а газу массивный МЕДНЫЙ стержень, раньше были такие паяльники, но думаю паять таим — «высокое искусство» 🙂 Конесно можно посоветовать термофен, если такое есть: Если для него есть/сделать насадку для получения точечной стрйки — это даже ЛУЧШЕ паяльника — термовоздушная паяльная станция 🙂 АУДИО-то паять можно не хуже дюбого другого, проблема может быть в том, что для стойкого к перетиранию провода у портативных наушников, телефоннх трубок, дорогих мышей часто используют провод в виде обмотанных фольгой шёлковых нитей. Вот такое спаять — дейстительно высокое искусство, уже без кавычек. Мне это удаётся не всегда, да и то только с аспирином
гвоздь и комфорка
клеем моментом капните только аккуратно
утюгом, утюгом паяй! =)) можно
Гвоздь-сотку накалить над газом. Держать только пассатижами! При пайке быть внимательным. Заранее приготовить сосуд с холодной водой. Гвоздь после пайки сразу в воду.
Перекрутить провода и всё тут
Клей такой есть, «контактол» называется. :-))) Иногда бывает в магазинах автозапчастей. Но паяльник полюбому дешевле и удобнее. Поверьте, на пайку подручными средствами уйдёт много больше времени и нервов, чем потребуется на поход в ближайший хозмаг за паяльником.
Я в детстве паял обычным большим ножом, нагревая его на пламени газовой плиты, и довольно недурно научился им паять. Вместо канифоли — собранная сосновая или еловая смола, а припой обычно имелся на то что паялось. Но тогда у меня не было денег, да и паяльник в местных хозяйственных магазинах был редкостью. А зачем это сейчас надо, когда нормальный паяльник можно купить почти где угодно.
Клеевой пистолет
touch.otvet.mail.ru
15 рецептов флюсов для пайки
Теперь ознакомимся с флюсами. По степени активности они бывают трех видов: некоррозионные, слабо-коррозионные и коррозионные. Некоррозионные флюсы способны растворить пленку окислов лишь на меди и ее сплавах, что и определяет область их применения. Самый распространенный некоррозионный флюс — канифоль.
Слабо коррозионные флюсы более активны по сравнению с предыдущими, однако после паяния с их применением необходимо тщательно удалить остатки флюса во избежание дальнейшей коррозии изделия. К этим флюсам относятся некоторые органические кислоты, минеральные масла, глицерин и др.
Коррозионные флюсы — самые активные. Их используют преимущественно для паяния черных и цветных металлов со стойкой окисной пленкой. Эти флюсы могут приводить к коррозии металла вокруг паяного соединения, поэтому после окончания пайки изделие тщательно очищают от остатков флюса и промывают водой или спиртом. Наиболее распространенным флюсом этого типа является хлористый цинк, к которому добавляют нашатырный спирт и канифоль.
Таблица 1. Характеристики основных флюсов для паяния мягкими припоями.
Весьма удобны в работе флюсы-пасты. Они не растекаются по поверхности изделия и удобны в хранении. Основной компонент флюсов-паст — канифоль или хлористый цинк (в зависимости от требуемой активности), а загуститель — вазелин. Высокоактивную флюс-пасту можно приготовить из следующих компонентов: канифоль — 100 г, олеиновая кислота — 45 г, стеариновая кислота — 30 г, пальмитиновая кислота — 25 г. Канифоль сплавляют с кислотами при температуре 100 град. С, но не выше. Для этих целей целесообразно применять водяную баню.
Таблица. 2 Составы флюсов для пайки алюминия.
Флюс для паяния цинка и оцинкованных изделий можно приготовить из концентрированной серной кислоты, разбавленной двумя частями воды. Вместо кислоты можно использовать 50 %-ный раствор едкого натра или калия.
Паяние алюминия осуществляют при помощи специальных высокоактивных флюсов. Это связано с тем, что на поверхности алюминия и его сплавов образуется прочная пленка окислов, препятствующая соединению припоя с основным металлом. Флюсы для паяния алюминия приготавливают на основе фтористых солей и хлористого лития. Если же этих флюсов нет, окисную пленку разрушают во время паяния.
Наиболее просты флюсы №8 и № 9, однако они менее активны, нежели те, что содержат фтористые соединения. Паяют алюминий припоями, которые содержат олово, алюминий, цинк, кадмий. При самостоятельном изготовлении припоя сначала плавят цинк, потом добавляют остальные компоненты. Чтобы в процессе приготовления припоя цинк не выгорал, на поверхность его расплава насыпают порошкообразный древесный уголь.
Сборник «Паяльники и припои» составленный А.Н. Борисовым 2004
Надо припаять, а флюс закончился. Эти 3 заменителя канифоли найдутся в каждом доме | Фишки Ремонта
Здравствуйте, друзья.
Предпочитаю пользоваться заводскими флюсами для пайки, что и вам советую делать. Но пару раз были случаи, когда флюса под рукой не было. Не откладывать же из-за этого дело. Рассказываю, как из подручных средств сделать флюс — 3 рецепта. В отличие от канифоли, с их помощью можно паять не только медь. Уверен, хоть раз в жизни эта информация вам пригодится.
Из чего сделать
Возможно не все ещё знают, но сырьё для приготовления флюса есть на кухне или в аптечке у каждой хозяйки. Нам понадобятся: обычный лимон, лимонная кислота или аспирин. Каждое из веществ — это самостоятельный флюс.
Последнее время в моду вошло применение всяких добавок в медикаментах. Аспирин для наших целей нужен самый обычный (ацетилсалициловая кислота) — без примесей и вкусовых добавок.
Приготовление
Выдавливаем сок из лимона — флюс готов. Наносим его на поверхность и лудим металл.
Лимонку и аспирин применять можно в чистом виде только, если нужно залудить провод или припаять контакт на большую поверхность. Крошим таблетку, присыпаем контакт и лудим. Но если предстоит паять плату, дела обстоят чуть сложнее.
Порошок наносить неудобно, поэтому готовим раствор. Кипятим воду и понемногу добавляем к порошку (аспирина или лимонки). Воды минимум. Главное, чтобы порошок растворился. Дальше его можно наносить кисточкой, как обычный флюс.
Область применения
Меня очень порадовало, что таким флюсом можно паять не только медь, но и другие металлы. Я использовал его на латуни, цинке, никеле и обычном чёрном металле. Всегда было интересно, возьмет ли такой кислотный флюс нержавейку. Если есть опыт, расскажите, пожалуйста, что ещё им можно паять.
Есть ограничение
Использовали мы вроде бы самые безобидные компоненты: лимон, пищевая лимонная кислота, аспирин. Несмотря на это, получили достаточно агрессивный кислотный флюс. Он отлично снимает окислы и,как другие кислотные флюсы, требует смывки.
Дело в том, что кислота проводит электрический ток. Замкнуть дорожки ей, как два пальца об асфальт. К тому же без смывки активно образуются окислы. Других доводов, пожалуй, не надо. Смываем. Точка.
Спасибо, что читаете статьи до конца. А спонсор нашей статьи, как обычно — подписка на канал.
ПОДПИСАТЬСЯ | ГРУППА В ВК
Читайте также:
Ламинат или кафель? 4 причины отказаться от керамической плитки на кухне
Припой для пайки. Разновидности припоев и флюсов
Одним из основных элементов электромонтажных и радиомонтажных работ является пайка. Качество пайки во многом определяется умением выбрать флюс и припой для пайки. Для облегчения этого выбора в статье приводятся краткие сведения о твердых и легких припоях и флюсах, пользовании ими и их изготовлении.
Пайка представляет собой соединение твердых металлов при помощи расплавленного припоя, имеющего температуру плавления меньшую, чем температура плавления основного металла. Припой должен хорошо растворять основной металл, легко растекаться по его поверхности, хорошо смачивать всю поверхность пайки, что обеспечивается лишь при полной чистоте смачиваемой поверхности основного металла.
Для удаления окислов и загрязнений с поверхности спаиваемого металла, защиты его от окисления и лучшего смачивания припоем служат химические вещества, называемые флюсами.
Припой для пайки, это легкоплавкий сплав металлов, предназначенный для соединения проводов, выводов, деталей и узлов пайкой. Ранее припои обозначали тремя буквами — ПОС (припой оловянно-свинцовый), за которыми идет двузначное число, показывающее содержимое олова в процентах, например ПОС-40, ПОС-60. Лучший припой — чистое олово. Однако оно дорогое и используется в исключительных случаях. Во время радиомонтажа чаще применяют оловянно-свинцовые припои. По прочности спаивания они не уступают чистому олову. Плавятся такие припои при температуре 180 — 200 °С.
Выбор припоя для пайки
Выбор припоя производят в зависимости от таких факторов:
- соединяемых металлов или сплавов
- способа пайки
- температурных ограничений
- размера деталей
- требуемой механической прочности
- коррозийной стойкости и др.
Для пайки толстых проводов используют припой с температурой плавления более высокой, чем для пайки тонких проводов. В некоторых случаях необходимо учитывать и электропроводность припоя (напоминание: удельное сопротивление олова равно 0,115 Ом х мм2/м, а свинца — 0,21 Ом х мм2/м).
Разновидности припоев
Припой для пайки
Припой для пайки разделяют на три группы: тугоплавкий, легкоплавкий и сверхлегкоплавкий.
Тугоплавкие припои (радиолюбители их практически не используют). К тугоплавким относятся припои с температурой плавления свыше 500 °С, создающие очень высокую механическую прочность соединения (сопротивление разрыву до 50 кг/мм2). Недостатком их является именно то, что они требуют высокой температуры нагрева и, хотя прочность такой пайки получается весьма высокой, интенсивный нагрев может привести к нежелательным последствиям: можно, например, «отпустить» стальную деталь. Недостатком твердых припоев является то, что они требуют высокой температуры нагрева, и хотя прочность такой пайки весьма высока, интенсивный нагрев может привести к весьма нежелательным последствиям: можно перегреть дорогостоящую деталь и вывести ее из строя (например, транзистор или микросхему), можно «отпустить», например, стальную деталь (пружину).
Легкоплавкие (радиолюбительские) припои. К этой категории относятся припои с температурой плавления до 400 °С, имеющие сравнительно невысокую механическую прочность (сопротивление разрыву до 7 кг/мм2). При радиотехнических монтажных работах применяются главным образом легкоплавкие припои. В их состав входят олово и свинец в различных пропорциях, например, припой ПОС-61 , который содержит 61% свинца, 38 % олова и 1% различных присадок.
Сверхлегкоплавкие (радиолюбительские) припои. Существуют также сплавы, в состав которых, кроме олова и свинца, входят висмут и кадмий. Эти сплавы наиболее легкоплавкие: у некоторых из них температура плавления менее 100 °С. Механическая прочность соединения у таких сплавов весьма невелика. Раньше их применяли для пайки кристаллов в кристаллических детекторах. В настоящее время легкоплавкие кадмий-висмутовые сплавы находят применение при ремонте печатного монтажа. Используются они также для пайки транзисторов, так как по техническим условиям их рекомендуется паять припоем с температурой плавления, не превышающей 150 °С.
Для пайки транзисторов можно применять так называемый сплав Вуда с температурой плавления 75 °С, в состав которого входят: олово — 13%, свинец — 27%, висмут — 50%, кадмий — 10%. Сплав Вуда можно приготовить по указанному рецепту самому или купить в аптеке. Пайка ведется слабо нагретым паяльником. В качестве флюса используется канифоль.
Радиолюбительский припой для пайки
Сейчас для пайки пользуются припойной проволокой сечением от 1 до 5 мм. Наиболее распространены 1,5—2 мм многоканальные припои. Многоканальность означает, что внутри оловянной проволоки расположены несколько каналов флюса, который обеспечивает образование ровной блестящей и надежной пайки. Продается такой припой в мотках — на радиорынках, в колбах — в которых он находится свернутым в спираль, и в бобинах (в них количество припоя такое, что его хватит не на один год). Рекомендуется приобретать в виде проволочки, толщиной со спичку — удобнее паять.
При пайке монтажных проводов радиоаппаратуры удобно пользоваться оловянно-свинцовыми припоями, отлитыми в виде тонких прутков диаметром 2 — 2,5 мм. Такие прутки можно изготовить самому, выливая расплавленный припой в сосуд, в дне которого заранее проделано отверстие. Сосуд при этом следует держать над листом жести или металлической плитой. После остывания прутки следует разрезать на куски необходимой длины.
Современные припои, используемые при пайке электронных схем, выпускаются в виде тонких трубочек, заполненных специальной смолой (колофонием), выполняющей функции флюса. Нагретый припой создает внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнены следующие условия: поверхности подлежащих пайке деталей должны быть зачищены, то есть с них необходимо удалить образовавшиеся с течением времени пленки окислов, деталь в месте пайки необходимо нагреть до температуры, превышающей температуру плавления припоя. Определенные трудности при этом возникают в случае больших поверхностей с хорошей теплопроводностью, поскольку мощности паяльника может не хватить для ее нагрева.
Самостоятельно готовим припой для пайки
Для самостоятельного приготовления припоя компоненты состава (олово и свинец) отвешивают на весах, расплавляют смесь в металлическом тигле над газовой горелкой и, перемешав расплав стержнем из стали, стальной пластинкой снимают пленку шлака с поверхности расплава. Затем осторожно разливают расплав в формы — желоба из жести, дюралюминия или гипса. Плавку необходимо выполнять в хорошо проветриваемом помещении, надев защитные очки, перчатки и фартук из грубой ткани.
Для чего при пайке нужен флюс?
Во время пайки температура соединяемых деталей значительно повышается. При этом скорость окисления металлических поверхностей возрастает. В итоге припой хуже смачивает соединяемые детали. Поэтому необходимо использовать вспомогательные вещества, флюсы.
Что такое флюс?
Флюс — это вспомогательный материал, который призван во время пайки удалять оксидную пленку с деталей, подвергаемых пайке, и обеспечивать хорошее смачивание поверхности детали жидким припоем. Без флюса припой может не прикрепиться к поверхности металла. Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания металлической поверхности расплавленным припоем. Действие флюса зависит от его состава, имеемые флюсы: или растворяют окисные пленки на поверхности металла (а иногда и сам металл), или предохраняют металл от окисления при нагреве. Таким образом, флюс образует защитную пленку над местом пайки.
Флюсы для пайки
Флюс уже содержится в современном припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла. Флюсом покрывают поверхности уже залуженных металлов также и перед их соединением (собственно пайкой). При этом флюс является ПАВ, то есть Поверхностно Активным Веществом. После соприкосновения деталей избыток флюса между ними вылезает наружу и все время испаряется потому, что температура его испарения ниже, чем у припоя.
Флюсы бывают разные. Например, для ремонта металлической посуды пользуются «паяльной кислотой» — раствором цинка в соляной кислоте. Паять радиоконструкции с таким флюсом нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты, например, канифоль.
Требования к радиолюбительским флюсам
Выбор флюса — важный вопрос. Раньше использовалась только канифоль, другого флюса не было. Чем плоха канифоль — канифоль, спиртовой канифольный флюс относятся к категории активных флюсов. Первый недостаток — при высоких температурах удаляется не только оксид металла, но и сам металл. Второй недостаток — очистка платы после пайки с канифолью является большой проблемой. Смыть остатки можно только спиртом или растворителями (да и то, порой проще отковырять чем-то острым). Остатки флюса на плате не только некрасиво с эстетической точки зрения, но и вредно. На платах с малыми зазорами между проводников возможен рост дендритов (проще говоря, замыканий) вызванных гальваническими процессами на загрязненной поверхности. Каков же выход — на современном рынке материалов можно найти широкую гамму флюсов, которые смываются обычной водой, не разрушают жало паяльника и обеспечивают высокое качество пайки. Продаются такие флюсы, как правило, в шприцах, что очень удобно для использования.
Чем заменить флюс
Независимо от того, какой флюс используется, готовую пайку нужно обязательно протирать тряпочкой, смоченной в спирте-ректификате или ацетоне, а также прочищать жесткой щеточкой или кисточкой, смоченной растворителем, для удаления остатков флюса и грязи. В некоторых исключительных случаях вместо канифоли можно пользоваться ее заменителями:
- канифольным лаком, имеющимся в продаже в хозяйственных магазинах. Его можно применять как жидкий флюс взамен раствора канифоли в спирте. Этот же лак можно использовать и для антикоррозийного покрытия металлов.
- живицей — смолой сосны или ели — доступным материалом, особенно любителям, живущим в сельской местности. Такой флюс можно приготовить самому. Набранную в лесу с деревьев смолу нужно растопить в жестяной банке на слабом огне (на сильном огне смола может воспламениться). Расплавленную массу разлить в спичечные коробки.
- таблеткой аспирина, имеющейся в любой домашней аптечке. Недостаток этого флюса — неприятный запах дыма, выделяющийся при плавлении аспирина.
Сейчас выпускается большое количество разнообразных, так называемых «безотмывочных», флюсов, как жидких, так и в виде полужидкого геля. Особенность их такова, что они не содержат компонентов, вызывающих окисление и коррозию соединяемых деталей, не проводят электрический ток и не требуют промывки платы после пайки. Хотя все равно лучше после завершения пайки удалять с припаянных деталей все остатки флюса.
Для нанесения жидкого флюса можно воспользоваться кисточкой, ватной палочкой или просто спичкой, но удобнее пользоваться так называемым «флюсапликатором». Можно попробовать купить фирменный флюсапликатор стоимостью примерно 20—30$. Так же удобно пользоваться флюсом в виде геля или пасты. Для его нанесения можно воспользоваться одноразовым шприцем, только из-за его густоты иголку шприцевую придется взять потолще.
Будем рады, если подпишетесь на наш Блог!
[wysija_form id=»1″]
Что можно использовать вместо флюса для пайки? — MVOrganizing
Что можно использовать вместо флюса для пайки?
Вот эта альтернатива паяльному флюсу, которую вы должны попробовать!
- Вазелин — одна из лучших альтернатив флюсу, которую вы можете использовать.
- Многие люди обнаружили, что вазелин работает так же хорошо, как и коммерческий флюс.
- Дело в том, что вам не обязательно использовать коммерческий флюс, но вы должны использовать что-то, что выполняет ту же работу.
Для чего используется флюс для лужения?
Флюс для лужения и пастообразный флюс находят множество применений в мире сантехники. Они используются для предотвращения окисления металлических труб и фитингов, удаляя загрязнения, разрушающие металлические поверхности. Что еще более важно, они предотвращают дальнейшее окисление, блокируя поступление воздуха во время процесса смачивания.
Могу ли я использовать флюс для лужения на электронике?
Паяльный флюс для электроники используется при пайке при сборке и доработке печатных плат; компонентное свинцовое лужение; лужение проволоки.
В чем разница между флюсом для лужения и обычным флюсом?
Но какой тип флюса более эффективен: флюс для лужения или обычный флюс? Флюс для лужения более эффективен для защиты ваших труб от окисления по сравнению с обычным флюсом. И то, и другое справится со своей задачей, но лужение обеспечивает лучшую защиту при более высоких температурах и лучше очищает трубы.
Могу ли я использовать флюс для лужения без содержания свинца для электроники?
Сразу после использования такого паяльного флюса необходима полная очистка.Остатки коррозии на поверхностях могут разрушить паяное соединение! Никогда не используйте такие средства для сборки электронных устройств или любых электронных работ; Бессвинцовый электрический припой подходит только для небольших электромонтажных работ.
Не портится ли флюс для лужения?
Срок годности флюса LA-CO составляет 3 года с даты отгрузки со склада, все, что происходит после этого, и ингредиенты могут быть скомпрометированы. Причины того, что водопроводный флюс испортится, включают: Оставление крышки на ванне, подвергающей ее воздействию воздуха.Загрязнение от любых предыдущих паяльных работ.
Можно ли использовать флюс с истекшим сроком годности?
Flux — это один из трех компонентов, необходимых для паяного соединения. Вам понадобится тепло, металл и флюс. Не рискуй. Если срок его действия истек, не используйте его.
Что происходит, когда истекает срок действия потока?
Вполне возможно, что когда срок годности флюса истек, и он потерял способность очищать и удалять любые оксиды, припаянные металлы… В результате металлы не будут физически и должным образом связываться друг с другом, а также будут иметь очень плохую электрическую связь….
Может ли истечь флюс припоя?
Порошковая проволокаимеет ограниченный срок хранения, определяемый сплавом, используемым в проволоке. Для сплавов, содержащих более 70% свинца, срок годности составляет два года с даты изготовления. Срок годности других сплавов составляет три года с даты изготовления.
Почему ручки Flux упрощают ремонт печатных плат
Флюс необходим для предотвращения окисления, которое имеет тенденцию образовываться при контакте горячих металлов с воздухом.Во время ремонта и пайки печатных плат часто можно увидеть жидкий флюс из оборудования для пайки волной, разлитый в банки и нанесенный кислотной щеткой. Больше лучше, правда? Почему бы не залить флюсом зону доработки и не выполнить работу быстрее?
На самом деле, вы можете создавать больше работы и, возможно, рискуете в будущем потерпеть неудачу. Избыточный флюс, который не полностью активирован и не доведен до температуры пайки, может привести к коррозии и росту дендритов. Стоит найти более точный метод нанесения флюса.Вот почему флюсовые ручки — отличный способ дозировать флюс для настольной пайки.
Что такое ручка Flux?
Ручки Flux — это ручки с клапанами, предварительно заполненные флюсом. Ручка Flux позволяет избежать беспорядка и хлопот, связанных с наполнением ваших собственных бутылок для флюса. Ручка для дозирования флюса содержит флюс в герметичном корпусе ручки. Ручки для флюса — отличный способ избавиться от флюса для настольной пайки.
Как использовать флюсовое перо
- Держите ручку вертикально и кратковременно нажмите на кончик, чтобы начать поток жидкости.Это пропитает кончик ручки флюсом.
- Нанести флюс на место пайки. Снова осторожно нажмите на наконечник, когда потребуется больше флюса, чтобы наконечник оставался влажным от флюса.
Типы флюсов
Ручки для флюса CircuitWorks® No-Clean: Самым популярным пером для флюса является наша дозирующая ручка CircuitWorks для бессвинцовых флюсов, поскольку она может использоваться в различных областях. Этот не требующий очистки флюс разработан для работы при повышенных температурах бессвинцовой пайки, но также эффективен при пайке с оловянным свинцом.Он разработан с низким поверхностным натяжением для предотвращения образования перемычек. Очистка после пайки не является обязательной, поскольку легкий остаток, оставшийся после пайки, едва заметен, не вызывает коррозии и не содержит галогенидов. В случаях, когда требуется удаление, его можно легко удалить с помощью бессвинцовой жидкости для удаления флюса Flux-Off®.
Дозирующая ручка CircuitWorks No-Clean— хороший выбор для оловянно-свинцовой пайки, когда следует избегать очистки. Легкие остатки можно оставить на доске или удалить с помощью средства для удаления флюса Flux-Off® No-Clean Plus Flux Remover.
CircuitWorks® Rosin Flux Pen — это флюс для канифоли с высоким содержанием сухого остатка, который обеспечивает отличную паяемость в самых разных областях применения. Оставшийся остаток не вызывает коррозии и не содержит галогенидов, но для эстетики лучше всего удалить его после пайки. Средство для удаления флюса Flux-Off® легко удалит остатки флюса.
Водорастворимый флюс CircuitWorks® — это очень активный флюс ORh2 с нейтральным pH. Он позволяет легко паять как бессвинцовые, так и содержащие свинец припои.Этот флюс необходимо очищать, и он может быть легко удален деионизированной водой, как в периодической или поточной системе, или настольной очисткой с помощью водорастворимого средства для удаления флюса Flux-Off®.
Каждый из упомянутых средств удаления флюса разработан для удаления определенного типа флюса. Во многих случаях удалитель флюса будет достаточно хорошо работать с другими типами флюса, но наилучшие характеристики дефлюксирования достигаются при использовании соответствующего съемника флюса.
Используйте шприцы для флюса для Tacky Flux
Что такое липкий флюс?
Липкий флюс — это вязкая пастообразная форма флюса, которую легко нанести, не растекаясь по окружающим областям, как жидкий флюс.Его можно использовать для удержания мелких деталей на месте перед пайкой и часто используется при производстве и ремонте компонентов поверхностного монтажа.
Липкие флюсы в дозаторах шприцев обеспечивают удобство дозирования, как ручка, в ситуациях, когда липкий флюс лучше подходит для применения.
Флюсы CircuitWorks® Tacky обычно используются для множества применений. Густая, похожая на мед консистенция идеальна для шарнирных соединений, замены шариков BGA и ручной пайки SMT-компонентов.Флюс наносится из шприца, и его можно вручную распределить по желаемой области для пайки.
CircuitWorks® No-Clean Tacky Flux — это слабоактивированный канифольный (RMA) липкий флюс, не требующий очистки. Его рецептура включает уникальную смесь канифоли и смолы в сочетании с запатентованной смесью активаторов и стабилизаторов, что обеспечивает значительно увеличенный срок хранения и долгосрочную стабильность продукта. Оставшийся остаток стабилен и может быть оставлен на доске без очистки или может быть легко удален с помощью Flux-Off® No-Clean Plus Flux Remover.Бессвинцовый липкий флюс CircuitWorks® разработан для более высоких температур, характерных для бессвинцовой пайки.
Независимо от типа флюса, необходимого в процессе пайки переделки печатной платы, для вас найдется ручка или шприц CircuitWorks® Flux Pen или шприц. Свяжитесь с Chemtronics по телефону 770-424-4888 или свяжитесь с нами.
Пять заблуждений о флюсе | Группа продуктов Harris
Боб Хенсон
В Harris Products Group мы продаем много припоев и припоев.За прошедшие годы мы заметили некоторые недопонимания относительно важности флюса для создания качественного паяного соединения. Вот пять наиболее распространенных заблуждений о потоках.
Заблуждение №1: флюс — это очиститель.
Это не совсем так. Перед нанесением флюса необходимо очистить паяемые детали. Грязь, мусор, масло и жир следует удалять в первую очередь в любом процессе пайки или пайки. Оксиды также можно удалить с помощью металлической щетки или тампона из стальной ваты.Когда детали станут чистыми, внутри и снаружи, пора нанести флюс.
Флюс фактически предназначен для поглощения оксидов, образующихся при нагревании деталей в процессе пайки. Когда вы используете установку для пайки на кислородной основе, такую как кислородно-ацетилен, альтернативное топливо и даже воздушное топливо, вы будете производить оксиды в процессе нагрева. Флюс поглощает эти оксиды и предотвращает ухудшение качества паяного соединения.
Пайка серебряная с флюсом
Заблуждение № 2: я могу использовать один и тот же флюс для каждой работы.
Флюс должен быть активным при той же температуре, что и расходный сплав. Флюсы представляют собой смесь химических веществ, включая фториды и фторбораты. Пропорции и дополнительные химические вещества определяют активный диапазон температур для флюса. Использование флюса с правильным диапазоном температур гарантирует, что флюс может вытесняться расплавленным сплавом.
Harris рекомендован выбор сплавов, а полное руководство включено в Руководство по пайке и пайке на нашем веб-сайте.Помните, что для пайки меди с медью не требуется флюс.
Вот несколько распространенных комбинаций:
- Использование припоя Stay-Brite® — паяльные флюсы Stay-Clean®
- Использование припоя Bridgit® — водорастворимая паста Bridget® Flux
- Припайка меди к латуни с использованием Stay-Silv®, Harris 0, Blockade® или Dynaflow® — белый припой Stay-Silv®
- Пайка стали с использованием Safety-Silv® — Белый припой Stay-Silv®
- Пайка нержавеющей стали припоями Safety-Silv® — Stay-Silv® Black Flux
- Индукционная пайка — Stay-Silv® Black Flux
- Пайка алюминия с использованием Al-Solder® — Паяльный флюс для алюминия Stay-Clean®
- Пайка алюминия Al-Braze® — Albraze® EC Flux
Поскольку активная температура флюса совпадает с активной температурой сплава, вы можете фактически определить идеальную температуру горелки для пайки по поведению флюса.Когда он начинает становиться прозрачным, вы знаете, что достигли нужной температуры. Если он не погаснет, значит, вам нужно больше тепла.
Заблуждение № 3: Очистка флюса — это боль.
Удаление остатков флюса — важный этап процесса пайки. При правильном использовании флюса его можно удалить тряпкой или кистью с небольшим количеством воды. Если не чистить детали, флюс со временем может стать коррозионным. Со временем это также может повлиять на производительность детали.
Однако, если вы перегреете во время пайки, флюс может обугливаться или выгорать на детали.Чтобы удалить это, вам может понадобиться металлическая щетка или даже шлифовка или другие механические средства. Многие области пайки в производственных условиях выиграют от постоянной высоты пламени и температуры. Это предотвратит перегрев детали и перегрев флюса.
Заблуждение №4: я могу продлить срок службы флюса, разбавив его водой.
Флюсы теряют свою эффективность при разбавлении водой. Разбавление флюса может существенно повлиять на качество вашей пайки, в том числе:
- Горение или обугливание металлов.Если во флюсе недостаточно химикатов, он больше не сможет поглощать оксиды. Эти оксиды затем горят и обугливаются, влияя на металл. Чтобы удалить это горение и обугливание, вам могут потребоваться дополнительные действия по очистке флюса, включая шлифовку или другие механические средства. Часто это дороже, чем простое использование флюса с предполагаемой прочностью.
- Предотвращение попадания сплава в стык или пространство. В отсутствие флюса из-за того, что он серьезно разбавлен или неравномерно смешан с водой, расходный сплав не скатывается, как должен, и течет в стык.Целостность соединения нарушена из-за отсутствия флюса. Даже если вам удастся припаять его, вам, вероятно, придется переделывать или повторно паять соединение.
Harris Stay-Clean Liquid Flux в 1937 году
Заблуждение № 5: Неважно, у кого я покупаю флюс.
При выборе плавящегося сплава для вас важны качество и стабильность. Это не менее важно при выборе флюса. Обеспечение того, чтобы ваши материалы работали каждый раз одинаково, позволяет вам каждый раз производить высококачественный конечный продукт.Harris Products Group применяет строгие стандарты качества ко всей своей продукции, включая флюсы.
Все флюсы Harris соответствуют стандартам AWS A5.31 на основе соответствующей классификации. Помимо отдельных флюсов, Harris также продает различные сплавы с порошковой сердцевиной, обеспечивая комплексное решение. Эти продукты включают Safety-Silv® 45FC, Cor-Al и другие.
Harris имеет долгую историю создания флюсов, начиная с 1937 года, когда Джо Харрис разработал Stay-Clean, жидкий флюс для пайки.Это было настолько хорошо принято на рынке, что Харрис изменил свою бизнес-модель с ремонта автомобилей на продажу флюсов. На протяжении почти столетия Harris Products Group находится в авангарде создания инновационных и высококачественных продуктов. Наша команда инженеров продолжает разрабатывать продукты, чтобы удовлетворить потребности профессионалов в производственной среде и в этой области.
Боб Хенсон
Боб Хенсон является техническим директором Harris Products Group и имеет более 40 лет опыта в области соединения металлов.Он является автором или соавтором нескольких патентов и имеет множество опубликованных статей.
Боб работает во многих отраслевых организациях и комитетах. Он является пожизненным членом Американского сварочного общества (AWS) и возглавляет комитет A5H, который составляет спецификации для припоев и флюсов. Боб также является членом Комитета производителей пайки AWS, Группы технической деятельности США, которая рассматривает международные документы по пайке ISO, и Комитета AWS A5 по присадочным металлам, который рассматривает спецификации электродов для дуговой сварки, стержней для газовой сварки и других присадочных металлов, охватывающих как черные и цветные металлы.Боб работает в техническом комитете National Skills USA HVACR и является председателем соревнований по пайке Skills HVACR. Он является членом RSES и членом Консультативного совета производителей RSES.
Flux или нет потока? — Сделать из металла
Помимо обычного использования, кузнечная сварка необходима каждому, кто хочет попробовать свои силы в производстве дамасской стали. Есть много способов сделать это, и у каждого человека, как правило, есть свой предпочтительный метод.
Один из часто возникающих вопросов — следует ли использовать флюс, и если вы все-таки используете флюс, какой тип следует использовать.
В этой статье я расскажу о плюсах и минусах различных доступных флюсов и методов, а также дам несколько советов для начинающих.
Следует помнить, что стоит попробовать несколько различных методов кузнечной сварки. Не выходите замуж за первого, экспериментируйте даже после того, как добьетесь хороших результатов, и вы потенциально найдете что-то еще лучше.
Различные виды флюсов для кузнечной сварки
Существует около полудюжины популярных видов флюсов. Я рассмотрю некоторые из основных, почему вы можете захотеть их попробовать, а затем рассмотрю возможности перехода на беспрерывный поток.
Бора
Это, наверное, самый распространенный из всех флюсов. Причина в том, что это дешево и хорошо работает, а это два наиболее важных фактора, которые беспокоят фальсификаторов.
Один из самых популярных брендов — от 20 Mule Team.Вы можете купить их здесь, на Amazon. Причина, по которой люди используют его, заключается в том, что в нем нет добавок (обычно он используется для стирки), он отлично работает и дешево.
Это порошок, поэтому его можно просто посыпать, пока металл нагревается, чтобы кислород не увеличивал площадь кузницы. Начните использовать его самое позднее, как только вы получите красный нагрев, и продолжайте наносить больше, когда достигнете оранжево-желтых температур кузнечной сварки.
Профессиональный совет: При нагревании бура плавится, образуя стеклянное покрытие, которое соприкасается с дном кузницы.Это довольно быстро съест ваши огнеупорные кирпичи, особенно мягкие. На самом деле это не проблема для коксовых / угольных кузниц, но определенно проблема для пропановых кузниц.
Чтобы предотвратить эрозию днища кузницы, попробуйте одно из следующего:
- Поместите металл на жертвенный огнеупорный кирпич, который легко заменить. Возможно, вы захотите выбрать один из твердых керамических кирпичей толщиной ~ 1 дюйм, как здесь.
- Стеллажи для печей — еще один вариант, который может быть дешевле в вашем регионе.Обычно они тоньше, поэтому могут подойти, если у вас небольшая и тесная кузница.
- Подложите под заготовку металлическую пластину, которую нужно будет регулярно заменять. Это далеко не идеальный вариант, но он защитит низ вашей кузницы.
Бура безводная: Это термин, который вы услышите в сообществе кузнецов. Это когда вы выпекаете всю влагу из буры перед тем, как использовать ее. Есть неоднозначные отзывы о том, стоит ли это усилий.
Следует иметь в виду, что безводную буру необходимо хранить в герметичном контейнере, иначе она будет повторно поглощать влагу из воздуха.
Совет от профессионала: всю буру нужно выковывать методично, иначе вы получите включения и недостатки, от которых никогда не избавитесь. Обычно это делается молотком от центра к краям, поэтому бура выдавливается, как из тюбика с зубной пастой. Чтобы все получилось, нужно немного практики.
Имейте в виду, что у каждого свой способ кузнечной сварки, поэтому вы, вероятно, услышите, как люди используют другие методы.Просто экспериментируйте и практикуйтесь, не ждите хороших результатов с первых нескольких попыток. Или ваши первые несколько десятков попыток, если на то пошло.
Керосин
Некоторые люди используют его в дополнение к буре или самостоятельно.
Пока заготовка остыла, окуните ее в керосин, затем положите в кузницу. Причина, по которой это хороший вариант, заключается в том, что вы делаете это один раз и можете забыть об этом.
Как это работает: Керосин сгорит, но на металле останется маслянистый осадок, который превратится в нагар.Это защитит его от окисления. Кроме того, это может немного повысить содержание углерода в стали послойно.
Я говорю, может, потому что это как раз то, что я слышал от других парней, которые используют этот метод. Я не тестировал его в лаборатории или где-либо еще, чтобы получить окончательные ответы.
В любом случае, вы можете попробовать этот метод самостоятельно или посыпать бурой, продолжая закрывать сварной шов, для дополнительной защиты. Керосин очень дешевый и легко доступный, так что не помешает попробовать.
Очиститель тормозов
Используется так же, как керосин, но я действительно рекомендую использовать его , а не .
Причина в том, что могут быть какие-то действительно неприятные добавки, и это может быть ядовитый (вплоть до смертельного) метод.
Поскольку у очистителя тормозов нет никаких реальных преимуществ перед керосином, я бы рекомендовал вам даже не пробовать его. Просто используйте керосин.
Поковка без флюса
Это становится все более популярным.Причина в том, что все больше и больше людей получают доступ к сварочным аппаратам TIG / MIG.
Лично я предпочитаю сварку TIG, так как она чище, но MIG тоже подойдет.
Чтобы использовать этот метод, стальную пачку, которую вы выковываете, необходимо полностью очистить и запечатать. Отшлифуйте каждую сторону металлических пластин как можно более плоско (или отшлифуйте их, если у вас есть доступ к машине) и сложите их вместе в тисках, чтобы не было воздушных зазоров и загрязнений.
Затем сварите швы.Мне нравится использовать TIG, потому что вы можете просто сплавить металл без использования присадочного стержня. Это гарантирует, что ваш материал единообразен.
Если вы используете сварочный аппарат MIG, позже вам придется отшлифовать сварной шов, иначе у вас будут участки с низким содержанием углерода. TIG не имеет этой проблемы.
Как только вы убедитесь, что ваша стопка герметична, просто нагрейте ее, чтобы повысить температуру сварки, и отбейте молотком.
Совет от профессионала: Возможно, вам будет лучше начать с сжатия в гидравлическом прессе перед молотком, если у вас есть к нему доступ.Однако, если вы хорошо выполнили сварку, можно сразу приступить к ковке. Только будьте осторожны, чтобы не повредить сварные швы.
Даже если вы используете эту технику штабельной сварки, технически бура или керосин вам не повредит. Так что вы, возможно, захотите использовать их в любом случае как дополнительный страховой полис.
Сварка канистр
Это еще один способ уберечь материал от загрязнений. Вот краткое объяснение того, как это работает:
Отрежьте кусок стальной трубы и приварите к одному концу колпачок.Убедитесь, что ваш сварной шов герметичен. Налейте белый цвет (как в магазине канцелярских товаров) и выровняйте внутреннюю часть тюбика. Затем заполните трубку кусками металла, которые вы хотите сварить. Заполните пустоты металлическим порошком.
Белая краска содержит цинк, который образует слой между трубкой с низким содержанием углерода и свариваемой высокоуглеродистой заготовкой. Это упростит снятие канистры после того, как вы ее раздавите.
Профессиональный совет: Для производителей ножей (которые обычно интересуются сваркой баллончиков) важно правильно выбрать тип используемого металлического порошка.Вот обзор наиболее распространенных типов:
- 1095 Сталь является высокоуглеродистой и отлично удерживает кромку. Используйте это для не слишком больших лезвий.
- 1084 Сталь имеет немного меньше углерода, поэтому у нее нет такого же удерживания кромки. Однако он менее хрупкий, поэтому подходит для измельчителей и более длинных лезвий, поскольку с меньшей вероятностью трескается.
- Порошок на основе никеля не будет удерживать кромку так же хорошо, как 1095 или 1084, но он обеспечит действительно заметный контраст на Дамаске.Используйте его экономно, чтобы не пострадало ваше лезвие.
Когда ваша банка будет заполнена до краев, приварите вторую крышку. Затем хорошенько разогрейте до желтого цвета и сварите со всех сторон.
Распространенным подходом является использование пресса с уголком, приваренным к пластине (так называемые квадратные штампы). Это позволяет сжать канистру сразу со всех сторон, что является идеальным способом закрепления сварного шва.
Как только вы убедитесь, что все внутри готово, разрежьте банку и извлеките заготовку изнутри.
Для сварки канистр вам действительно не понадобится флюс, если только вы не собираетесь делать дополнительные слои дамасской стали. При этом керосиновый соус на всякий случай не повредит.
В этом видео показано, как это делается:
Я бы лично не стал использовать шайбы для изготовления ножа, поскольку маловероятно, что в них будет достаточно углерода, но в любом случае вы понимаете.
Другие насадки для кузнечной сварки
Кузнечная сварка — это базовый навык для кузнецов, и это гораздо больше, чем просто понимание того, как использовать или не использовать флюс.
Необходимо понять, как использовать восстановительное пламя, чтобы максимально удалить кислород из стали.
Краткое объяснение этого состоит в том, что вам нужно богатое топливом пламя, чтобы избыток кислорода быстро сжигался вокруг стали. Для пропановых кузниц это вопрос настройки горелок, чтобы ограничить потребление кислорода.
Для кузниц кокса / угля это вопрос того, где вы размещаете сталь. Держитесь выше в огне, где кислород больше всего потребляется.Держите его подальше от входящего воздуха.
Вот видео, объясняющее некоторые из этих основных понятий. Он немного медленный, но если вы серьезно относитесь к кузнечной сварке, у него есть много полезной информации, объясняющей основы:
DIY Flux — Сделайте дешевый флюс дома. — Девблог GuShH
Если вы уже какое-то время паяете, вы, вероятно, знаете, какой замечательной может быть флюс, но если вы этого не сделали и только что слышали о нем, вам все равно стоит подумать о прочтении этой статьи, потому что я собираюсь дать Вам несколько советов, как сделать флюс в домашних условиях дешево и легко.
Необходимые материалы:
- Растворитель, это может быть изопропиловый спирт или медицинский спирт на случай, если вы не можете получить первый, последний оставит несколько остатков, но он все равно полезен. Можно использовать и другие растворители, в том числе ацетон — но я не рекомендую его.
- Канифоль Colophony, ее необходимо кристаллизовать, и ее можно найти в некоторых магазинах бытовой техники и в музыкальных магазинах. Последние, как правило, продают его расплавленные блоки, что не очень хорошо для этой цели, но, тем не менее, будет работать.Еще одно место, где ее можно найти (заметьте, канифоль более низкого качества) — это фитнес-магазин, канифоль используется для лучшего захвата. Поэтому его также можно купить в любом уличном магазине, где есть альпинистское снаряжение.
- Емкость с плотной крышкой, подойдет банка для желе
- Шприц или флакон с насадкой
- Набор инструментов со стола
Как к:
Поместите канифоль в банку, если вы не можете дождаться ее растворения, вы хотите измельчить кристаллы до мелкой пыли, это значительно сократит время, необходимое для растворения, с часов до минут.Добавьте растворитель, начните с небольшого количества и продолжайте добавлять, пока не будете довольны поведением флюса. Вы можете подождать как минимум час, чтобы канифоль полностью растворилась. Вот и все, что я заметил со своей старой партией флюса (которой, вероятно, уже два года) — это то, что она на самом деле пахнет виски, так что держите ее подальше от алкоголиков, а!
В этом случае было использовано около 60 мл растворителя на 6 граммов канифоли, что дало относительно тяжелый флюс.
Готов к использованию! (Оставшийся флюс хранится в плотно закрытом контейнере, и эта бутылка меньшего размера используется для распыления флюса на провода, оплетку, контактные площадки и т. Д.)
Несколько слов о соотношениях:
Не существует идеального соотношения канифоли и растворителя, все зависит от того, что вы делаете. Например, если вы лужите толстые провода, более толстый / тяжелый флюс будет служить вам лучше, чем очень жидкий тонкий флюс, который в противном случае послужил бы вам лучше, если бы вы работали с SMT, например, при пайке перетаскиванием IC с мелким шагом.По этой причине я могу только рекомендовать вам экспериментировать, пока вы не найдете идеальное соотношение для вашей работы. Но я все же дам вам пару оценок, основанных на моих наблюдениях за эти годы.
- Heavy flux:
Идеально для лужения проволоки и тяжелых работ по распайке
60 мл растворителя — 6 граммов канифоли - Средний флюс
Подходит для большинства применений
60 мл растворителя — 4 грамма канифоли - Световой поток
Используется в основном для пайки плавным припоем:
60 мл растворителя — 2 грамма канифоли
Примечания:
Чтобы очистить его, вам просто понадобится дополнительный растворитель.Извините, это не флюс «без чистки».
Если вы хотите приготовить флюсовую пасту, метод аналогичен, но включает нагрев смеси и почти полное изменение соотношений. Я не большой поклонник этого метода, поскольку он может привести к почти неконтролируемому возгоранию, но в остальном конечный результат может того стоить.
Вот и все, наслаждайтесь и дайте мне знать, если у вас есть собственные рецепты!
Порошковая проволокаи сплошная проволока
В чем разница между порошковой электродной проволокой и сплошной электродной проволокой? Один тип электрода лучше другого для сварки? В чем преимущества и недостатки каждого типа проволоки?
Электроды с порошковой проволокойПорошковые электроды бывают двух типов: газозащитные и самозащитные.Как следует из названия, для порошковой проволоки с защитным газом требуется внешний защитный газ. Самозащищенная разновидность — нет.
Флюсовое покрытие на порошковой проволоке в среде защитного газа затвердевает быстрее, чем расплавленный сварочный материал. Следовательно, создается своего рода полка, которая удерживает ванну расплава при сварке над головой или вертикально вверх. Флюсовая проволока в газовой среде хорошо подходит для сварки металлов большой толщины. Они также хорошо подходят для сварки в нерабочем положении. С помощью проволоки этого типа легко удалить шлак.
Самозащитные порошковые проволоки не требуют внешнего защитного газа. С этим типом электрода сварочная ванна защищена, поскольку при сжигании флюса от проволоки образуется газ. Поскольку самозащитный провод создает собственный защитный экран и не требует внешнего бензобака, его легче переносить.
Преимущества порошковых электродовИспользование электродов с порошковой проволокой дает несколько преимуществ.Эти преимущества включают, но не ограничиваются:
- Они обеспечивают высокую производительность наплавки.
- Хорошо работают на открытом воздухе и в ветреную погоду.
- При использовании подходящих присадочных материалов эти электроды могут сделать процесс FCAW «универсальным».
- Обычно порошковая проволока обеспечивает чистые и прочные сварные швы.
Есть проблемы с любым методом сварки.Независимо от процесса и типа используемого электрода существует вероятность неполного сплавления основных металлов. Также могут возникнуть включения шлака или трещины в сварных швах.
Дополнительные проблемы, которые могут возникнуть при использовании порошковой электродной проволоки, включают:
- Оплавление контактного наконечника может произойти, если электрод соприкоснется с основным металлом и сплавит их вместе.
- Если газы не выходят из зоны сварки до затвердевания металла, в сварном шве могут образоваться дыры и стать пористым.
Сплошные проволочные электроды используются при сварке металлов в инертном газе. Для таких электродов требуется защитный газ, который подается из баллона со сжатым газом. Защитный газ защищает сварочную ванну от атмосферных загрязнений.
Сплошные проволочные электроды часто изготавливаются из низкоуглеродистой стали, покрытой медью для предотвращения окисления и улучшения электропроводности. Меднение также помогает продлить срок службы сварочного контактного наконечника.
Сплошная проволока — лучший выбор при работе с тонкими материалами, такими как листовой металл. Они должны давать хорошие, чистые сварные швы.
Сплошные проволочные электроды плохо работают на ветру. Воздействие ветра на защитный газ может нарушить целостность сварного шва.
Какой провод лучше всего?При сравнении порошковой проволоки с проволокой сплошного сечения было бы разумно отметить, что лучший выбор зависит от сварочной работы и местоположения.Оба типа проволоки при правильном выполнении позволяют производить качественные сварные швы с хорошим внешним видом сварного шва.
Для толстых металлов и работ на открытом воздухе лучше всего подходят порошковые электроды. Для более тонких металлов и работ, выполняемых без ветра, достаточно хорошо подойдут электроды из сплошной проволоки.
Сплошные проволочные электроды, используемые при сварке MIG, не так портативны, как порошковая проволока. Это связано с необходимостью использования защитного газа в MIGW.
Как сплошные проволочные электроды, так и электроды с порошковой проволокой относительно просты в использовании.Однако электроды с порошковой проволокой более дороги.
Ссылки:
www.millerwelds.com (Miller Electric Manufacturing Co.)
http://en.wikipedia.org/wiki/Flux-cored_arc_welding
Дополнительные статьи:
Узнать больше о Submerged ARC Flux
Что такое сварка порошковой проволокой?
Самодельный традиционный флюс из смолы — North Coast Synthesis Ltd.
На протяжении большей части истории электроники канифоль была основным ингредиент флюса для электронного припоя.Все, кто изучал электронику Назад В The Day ™ вы будете знакомы с сосновым запахом припоя. В этом вторая статья серии о флюсе, мы рассмотрим, как сделать свой собственный традиционный канифольный или смоляной флюс. Для получения некоторой информации о химии и физику того, как работает поток, см. Часть 1: «Что такое поток? «
Смола и канифоль
Самый главный вопрос, очевидно, в чем разница между «смола» и «канифоль». Смола с буквой «е» — это общий термин для почти любого вида. липкого твердого или полутвердого вещества.Это часто используется для описания синтетические пластмассы, особенно в необработанном виде («нейлоновая смола», «бакелит» смола »и т. д.). Липкое вещество, сочащееся из деревьев и затвердевает также «смола» — часто более конкретно именуемая «олеорезин» в ботанике.
Канифоль с буквой «о», напротив, является промышленным продуктом, изготовленным из в частности, олеорезин сосны. Традиционный способ производства живые деревья резать скипидар так, чтобы их сок сочился, собрать сок (который называют «сырым скипидаром») и перегоните его.Жидкость дистиллируется «спирт скипидара» (наиболее знакомая форма скипидар для нас сегодня традиционно используется в качестве растворителя краски) и оставшаяся в стакане, которая затвердеет в стеклообразное твердое вещество, остается канифоль — которая представляет собой разновидность смолы.
Рубка сосен и переработка сока для скипидара раньше огромная промышленность, особенно в некоторых частях США, где есть или были сосновые леса и рабский труд; но это уже не так уж важно во многом потому, что настоящий скипидар уже совсем не популярен.Другой продукты лучше (более эффективны, менее токсичны) и дешевле в большинстве приложения, ранее служившие скипидаром. Устойчивость крупномасштабное производство скипидара тоже сомнительно, потому что оно в конечном итоге убивают деревья, и старая традиционная промышленность не условия для их повторной посадки. В настоящее время можно извлекать почти идентичные вещества (которые стали называть «скипидаром» и «канифоль», хотя они не производятся таким же образом) в качестве побочных продуктов бумагоделательной и аналогичной промышленности, а также много скипидара и канифоль на рынке поступает из побочных продуктов.
Канифоль в основном представляет собой отходы производящих ее отраслей, которые больше ориентированы на летучий скипидар, но канифоль имеет много Специалист использует в основном из-за его липкости. Смычки для инструментов типа скрипки обычно натирают канифолью, чтобы обеспечить необходимое трение против струн. Натирать лук канифолью называется розжиганием лука, и есть традиционный ирландский песня (ссылка на YouTube) о смерти скрипачка по имени «Rosin the Bow» как игра слов на эту тему.(Я видел название этой песни искажены в «Канишку-красавицу» и т. д. людьми, которые, очевидно, не знали что это означало.) Бейсболисты, а иногда и спортсмены, занимающиеся другими видами спорта, натрите руки канифолью для лучшего захвата летучих мышей, мячей и т. д. оборудование. Канифоль даже используется как кулинарная среда для традиционных южных блюд. «канифоль картофель» (еще одна ссылка на YouTube). И это общий ингредиент флюса для припоя.
Особенность канифоли в качестве ингредиента флюса для припоя заключается в том, что она объединяет в одном веществе, которое в основном встречается в природе, основные свойства, которыми должен обладать флюс.Возвращаясь к функциям ингредиенты флюса, описанные в моих предыдущих В статье канифоль представляет собой смолу и органическую кислоту . Он состоит в основном из абиетиновой кислоты, а остальное — из других органических кислоты с очень похожими свойствами. Это в основном большой, громоздкий молекула углеводорода. Объемный углеводород дает ему желаемое. физические свойства: быть твердым при комнатной температуре, образуя стеклообразное инертная пленка вместо кристаллов и плавление в высококипящую жидкость при при пайке нагревается.Но абиетиновая кислота также имеет органическую кислоту. присоединена функциональная группа, что позволяет ему становиться химически активным и реагирует с металлическими поверхностями в горячем состоянии, а также делает молекулу полярной достаточно, чтобы его можно было растворить со спиртом или другим относительно мягкий растворитель для нанесения на паяное соединение.
Несмотря на то, что канифоль работает хорошо, это не последнее слово в флюсах для припоя. В качестве натуральный продукт, его состав и качество могут быть разными.Это контактирует с аллергеном и выделяет токсичный дым, оба из которых создают безопасность проблемы для работников, использующих его. Это требует использования как органических растворителей, так и растворить в составах флюсов и удалить остатки после пайка. И сам по себе он может быть недостаточно «активным», чтобы сделать припой. смачивать соединение, особенно не с новыми бессвинцовыми припоями и деликатные процессы пайки поверхностного монтажа, где очень активный флюс нужный. Таким образом, очень большая часть канифольного флюса, используемого сегодня, «активируется» путем добавления другие, более сильные кислоты для увеличения абиетиновой кислоты самой канифоли.
Сбор и очистка сосновой смолы
Обратите внимание: просто купить канифоль промышленного производства — это просто. Если вы сделаете это, вы можете пропустить все шаги в этом разделе, перейти к Раздел «Формулирование флюса» и приготовьте флюс из купленной канифоли. напрямую. Это действительно может быть лучшей идеей.
Для моих собственных экспериментов я хотел пройти весь путь до сбора смолы. из реальных сосен, но это сделало проект намного больше сложный, трудоемкий и дорогой, и в этом нет необходимости, если вы просто хочу смешать самодельный флюс.Если вы хотите поэкспериментировать с очищает сосновую смолу, но собрать ее с деревьев нелегко вы, вероятно, также можете купить это; Etsy кажется хорошим источником, с продавцами там в основном обслуживают толпу, которая хочет использовать сырую сосну смола как ингредиент домашнего ладана.
Сосны растут во многих частях мира, и их много в парки в окрестностях Торонто, где я живу. Особенно сейчас, когда погода становится теплее, но в какой-то степени круглый год сосны будут сочиться сок, который стекает с их коры и затвердевает в шарики.
Этот сок или олеорезина просачивается везде, где дерево было повреждено, например как от срезанной или упавшей ветки, часто спустя годы. Сосны сочатся немного смолы в жаркую погоду без видимых повреждений и даже мертвый пень, на котором была спилена сосна, часто дает бусинки смолы. Вы не должны повредить дерево только для этого проекта, и удаление смола прямо с того места, где она покрывает свежую рану, вероятно, не является хорошей идея, потому что эта засохшая смола является частью того, как дерево защищает себя от насекомые и болезни.Но не должно быть ничего плохого в том, чтобы снять некоторые капли там, где они стекали по стволу под более старой раной.
Мне приходит в голову, что некоторые читатели могут не знать, как выглядит сосна. Я не уверен, что могу дать здесь исчерпывающее руководство для наблюдателя (попробуйте поискать в Интернете или посмотрите на картинку выше), но в целом самый простой знак для поиска — это листья. Сосны — это вечнозеленые деревья с игольчатыми листьями, и по сравнению с другими вечнозелеными хвойными листьями сосны обычно имеют заметно более длинные иглы с очень острыми кончиками.Иглы растут небольшими пучками, а не по одной, причем количество игл в пучке (две, три, может быть, пять) является одним из способов распознать разные виды сосен. Они вырастают разных размеров в зависимости от вида, от небольших кустарников до кустов. Я думаю о них как о деревьях, которые растут в сухих солнечных местах, но особенно в парках, где они были посажены людьми, это может немного отличаться. А другие вечнозеленые деревья имеют значительно меньшую склонность к просачиванию смолы.
Я провел субботнее утро, гуляя по местным паркам и собирая кусочки сосновой смолы, и мне удалось собрать около 13 г липких шариков, что было намного больше, чем мне было нужно.Преимущество иметь больше в том, что это с ним легче работать и требуется небольшое количество консерванта, пропорционально крупнее и легче измерить; на самом деле всего один или два грамма смолы, вероятно, будет достаточно, чтобы сделать небольшую партию припоя для тестирование.
Имейте в виду, что иногда на соснах могут быть вещи, которые выглядят немного похожи на шарики из смолы, но это не так. Пока я собирал свой, я обнаружил какие-то гнезда пауков и Глупая нить, и ни то, ни другое не приветствуется добавки к рецептуре флюса.Многие видели меня, и никто не казался возразить, когда я публично удалил несколько кусочков смолы с деревьев парки, но, очевидно, вы также должны проявлять некоторую осмотрительность в отношении вмешиваться в деревья, которые могут быть на частной земле, или делать что-либо, что может привлечь к себе неправильное внимание. Если вы попадете в проблемы из-за вторжения или по любой другой причине, тогда я не говорил вам делать что бы вы ни делали!
Сырая смола, собранная прямо с деревьев, содержит довольно много загрязнений — насекомые, грязь, частички отслоившейся коры и т. д.Я очистил свой растворяя его в смеси ацетона и изопропилового спирта 3: 1, так как продемонстрировано в видео ниже в этой публикации, но если бы я делал это закончится, я внесу несколько изменений в процедуру и опишу, что я теперь думаю, что лучший метод , а не тот, который я использовал.
Мое решение использовать ацетон: спирт в соотношении 3: 1 было принято после ряда расчетов. Я сделал с помощью Hansen Solubility Параметры, позволяющие придумать что-то, что растворяет смолу как максимально эффективно.Самые лучшие (то есть самые эффективные) растворители для сосновой смолы, ограничив ее тем, что я действительно мог купить как частный человеку без необходимости обращаться к специализированным поставщикам химикатов, было бы смеси, включая ксилол и толуол. Но они слишком токсичны и легковоспламеняющиеся, чтобы мне было комфортно с ними работать, особенно учитывая что они растворяют большинство видов резиновых перчаток (сосновая смола так много , как и материал резиновых перчаток , что все, что хорошо растворяет, также растворяет перчатки), и я думаю не только о своей безопасности, но и также тот, кто может попытаться следовать моим инструкциям и сделать это самих себя.Изопропиловый спирт достаточно нетоксичен и часто используется в все равно электроника; ацетон, возможно, даже менее токсичен, чем изопропил. алкоголь (в зависимости от того, говорим ли мы об вдыхании, проглатывании или контакт с кожей), и как ацетон, так и изопропиловый спирт обычно используются в аппликации, предполагающие контакт с обнаженной кожей людей (лак для ногтей ремувер и массаж соответственно).
Проблема, с которой я столкнулся, заключалась в том, что когда я пытался испарить растворители, ацетон отшел относительно быстро, но тогда это заняло больше времени, чем мне хотелось чтобы последние остатки спирта испарились.А чистый ацетон — это уже настолько хороший растворитель для сосновой смолы, что добавив немного спирта, теоретически лучшая растворяющая способность , вероятно, не дает Практическая разница в любом случае. Нам действительно не нужно фантазировать. Еще один маленькая деталь, о которой я кикну себя за то, что не подумал заранее, была что смола, вероятно, содержала немного воды, и я мог удалить это с безводным сульфатом магния, который у меня есть под рукой для в любом случае другой эксперимент.Итак, моя новая рекомендуемая процедура — использовать аккуратные ацетон, при наличии осушителя.
Итак: соберите сырую смолу в подходящий контейнер. Обратите внимание, что это было лучше быть контейнером, способным противостоять ацетону, и многие пластмассы будут нет. Добавьте мерную ложку безводного сульфата магния, если он у вас есть. Вот Видео на YouTube от NileRed о том, как сделать безводный сульфат магния в домашних условиях из английской соли. Обратите внимание, что вы должны обжарьте его на медленном огне, как описано, если вы начинаете с английской соли.С использованием обычная гидратированная соль Эпсома, не сделав ее сначала безводной, будет только внесите в смесь еще больше воды, и это будет контрпродуктивно. Но если ты не используйте безводный сульфат магния, просто исключите его; Я не использовал это я, хотя у меня было немного, просто потому, что я не думал об этом в время.
Имейте в виду, что ацетон летуч, а это означает, что он выделяет много пара, и пар токсичен и легковоспламеняем. Вы должны сделать это ступать в хорошо проветриваемом месте, вдали от источников возгорания.С использованием перчатки или другие средства индивидуальной защиты — ваше решение. Подшипник в Имейте в виду, что ацетон — это ацетон , обычно наносимый на кожу людей, и очень в любом случае мало перчаток могут противостоять этому сколько-нибудь значимым образом, я работал без перчатки; это описывает мою собственную практику, а не какую-либо конкретную рекомендация для других.
При соблюдении соответствующих мер безопасности добавьте ацетон, примерно пять или шесть штук. миллилитров на грамм необработанной смолы и хорошо перемешайте. Вероятно, потребуется несколько минут перемешивания (инструментом, не растворяющимся в ацетон; Я использовал деревянную палочку для мороженого, чтобы смола растворилась.Даже если он растворяется быстрее, если вы используете сульфат магния для сушки растворитель, тогда вы должны оставить его на несколько минут после перемешивания для осушающий агент (который не растворяется) для впитывания воды перед подачей последний размешивание.
Приобретите другой контейнер для фильтрации очищенной смолы и, если возможно, точно взвесьте, опустошите и запишите вес — так вам будет проще чтобы вы знали, сколько смолы у вас фактически осталось после очистки законченный.Вам понадобится воронка, которая не растворяется в ацетоне (который есть, а не пластик). Одноразовый я сделал из алюминиевой фольги, сформировав оберните пластиковую воронку, чтобы придать форму. Металлическая или стеклянная воронка быть в порядке, но их может быть нелегко найти и потом их трудно очистить; возможность просто выбросить мою липкую воронку из фольги было довольно приятно. Положите бумажный кофейный фильтр в воронке и вылейте растворенную смолу через фильтр в приемную емкость.Он должен быть от желтоватого до коричневого. жидкость и может быть немного мутным (с частицами, которые фильтр), но не должен быть полностью непрозрачным.
Затем оставьте контейнер в хорошо проветриваемом месте, где он не будет сбитый с ног животными или представляет опасность для любознательных людей, от 24 до 36 часов, пока весь ацетон не испарится. В идеале он должен стать стеклообразное твердое вещество, но мое оказалось очень густой липкой коричневой жидкостью, когда я Терпение закончилось после шести дней испарения.На тот момент это было потеря всего несколько миллиграммов веса в день, и он больше не пахнет как растворитель, поэтому я думаю, что дальнейшее высыхание маловероятно, независимо от того, как долго я могу ждать.
Взвесьте его после испарения и вычтите вес пустой емкости. чтобы определить, сколько у вас очищенной смолы. Примерно из 13 граммов сырого Смола у меня осталось 11,07 г очищенной, что было больше, чем я ожидал. Может быть, моя необработанная смола была более чистой, чем я думал, но я подозреваю, что кое-что из этого вес был фактически остаточным растворителем (вода или изопропиловый спирт).
Очищенная смола может использоваться вместо канифоли во флюсе. ниже. Если вы осторожно планируете использовать свою стеклянную посуду, она должна можно смешать флюс в том же контейнере, в который вы фильтровали смолу, без необходимости соскабливать липкую смолу и переносить на новый контейнер.
Составление флюса
Вот мой рекомендуемый рецепт домашней версии традиционного сосновый паяльный флюс. Проценты по весу.
- Имеющаяся в продаже канифоль или сосновая смола, очищенная с помощью процедуры выше: 30%
- Сорбат калия: 0,2%
- Водопроводная вода: достаточно для растворения сорбата калия (должно быть меньше 1%)
- Изопропиловый спирт: до 100%
Смешайте сорбат калия с достаточным количеством воды, чтобы он растворился, затем соедините с остальными ингредиентами. Теория здесь похожа как бармен готовит традиционный Old Fashioned: достаточно соды, чтобы растворите сахарный кубик перед добавлением спирта, который не растворяется сахар (или сорбат калия) очень хорошо при прямом применении.
Вот видео, на котором я делал этот флюс, включая очистку от смолу собрал сам.
Этот флюс можно наносить везде, где вы обычно используете флюс для припоя. Это должны быть совместимы как со свинцовыми, так и с бессвинцовыми электронными припоями. После пайки остатки следует счистить любым обычным очиститель флюса на основе органических растворителей, такой как изопропиловый или этиловый спирт, и щетка. Это смывать с кожи изопропиловым или этиловым спиртами.Вода не будет убери это. Это не означает, что флюс не требует очистки. Если оставить на месте без очистки маловероятно, что он нанесет серьезный ущерб, но может притягивать воду, быть путем для токов утечки и т. д. В самом по крайней мере, он, вероятно, останется липким более или менее навсегда. это раздражает при продолжительном контакте с кожей, нельзя вдыхать дым и люди, страдающие аллергией на другие канифольные флюсы, вероятно, также будут аллергия на этот. В целом похож на другую традиционную канифоль. флюсы.
Моя готовая партия представляет собой жидкую мутную желтоватую жидкость. я думаю помутнение происходит из-за частиц, прошедших через кофейный фильтр. Это также может быть что-то в сырой смоле, растворенное в соотношении 3: 1. ацетон: растворитель для очистки спирта и не может растворяться в чистом спирте, и это подтверждается наблюдением, что готовый флюс на мутнее, чем фильтрат. Полагаю, сорбат калия выходит из решение — еще одна возможность, хотя я не думаю, что это вероятно, потому что этого не произошло в моих более ранних экспериментах по растворению калия сорбат в изопропиловом спирте.Во всяком случае, я планирую просто дать флюсу быстро закрутите, чтобы убедиться, что он полностью перемешан, когда я наношу его.
Вероятно, самый дешевый и удобный источник канифоли — канифольные блоки. продается играющим на струнных инструментах в музыкальных магазинах; за несколько долларов, один из них хватит канифоли для нескольких больших партий флюса. Резать стружки с блока острым ножом. Другая возможность — купить «канифольный мешок», используемый бейсболистами, от поставщика спортивных товаров; это маленькие тканевые мешочки, наполненные канифолью в виде кусков или порошка.Канифоль также продается как чистый продукт для использования в «восковых обертках» (которые, по-видимому, какой-то хипстерский заменитель пластиковых пакетов для еды или что-то в этом роде — почти каждая страница о них в сети написана в предположении, что читатель уже знает, что они такое) и ряд других разных целей. если ты хотите очистить собственную смолу вместо канифоли, см. ранее комментирует это.
Сорбат калия используется в качестве консерванта. Наверное меньше необходимо (вы можете не указывать его и связанную с ним воду, в результате чего флюс просто канифоль, растворенная в спирте), если вы используете обычную канифоль; я включил его в свой состав, потому что я думаю, что там может быть достаточно сахаров и и т.д. в натуральной смоле, чтобы рост плесени был потенциальной проблемой.Самый простой способ получить сорбат калия, вероятно, от поставщика ингредиенты для домашнего пивоварения, потому что они используются в качестве пробки для брожения в виноделие. Это также обычный консервант для пищевых продуктов. Я заказал свой онлайн от Canadian Home Brew Поставки, которые также были моим источником для некоторого другого оборудования и ингредиенты, используемые в составах флюсов, я опубликую в следующих статьях.
Если у вас есть доступ к сорбиновой кислоте (также пищевой консервант, но более твердый найти) для этого может быть лучше, чем сорбат калия особой рецептуры, потому что сорбиновая кислота должна растворяться непосредственно в спиртовой растворитель без воды и (как несоленая органическая кислота) может также действовать как активатор.Однако сорбиновая кислота в моем другие составы, требующие растворимости в воде, и я смог только это найти продается для использования в косметике в больших количествах и по более высоким ценам чем я хотел заплатить, когда я бы использовал крошечную сумму в этом эксперимент. На самом деле я подумывал о том, чтобы очистить свою сорбиновую кислоту от незрелые ягоды рябины ( Sorbus sp., первозданный природный источник как названа эта кислота), но решил, что это будет слишком сложно.
Обратите внимание, что сорбат и сорбиновую кислоту не следует путать с аскорбатом и аскорбиновой кислотой, которые являются формами витамина С и не рекомендуются для использования в этом проекте; они не дадут желаемого эффекта.
Изопропиловый спирт в этой рецептуре (и моих других) должен составлять 99%. чистый. Хотя мы добавляем в него небольшое количество воды, что может немного уменьшите процентное соотношение, начиная с обычных 91% (или, хуже, 70%) означает, что испарение займет больше времени и может не работать для растворения канифоли или смолы.
Этого нет в формулировке, но если бы я хотел поэкспериментировать с сделав этот поток более активным, я бы попробовал добавить от одного до трех процент лимонной кислоты. Это дешевый и легкий активатор, который также используется. в других моих составах, и у него не должно возникнуть проблем с растворением в спиртовой растворитель в этой концентрации. Я не пробовал добавлять активатор в этот флюс смолы, однако.
Для приготовления этого флюса необходима достаточно точная шкала.я купил один, предназначенный для взвешивания хмеля в пивоварении, в компании Canadian Home Принадлежности для пивоварения, но я не был в восторге от этого. Он снизился только до 0,1 г. точность и функция автоматического обнуления, которую нельзя было отключить, означали он не мог отслеживать постепенное увеличение веса, например, из-за добавления растворителя капля за каплей. В итоге я получил еще одну цифровую шкалу, которую вы можете посмотреть в моем видео. Это марка «Insten», дешевой китайской. производство, а с доставкой — 17 канадских долларов.98 из Walmart онлайн. Это весит с точностью 0,01 г (для небольших гирь; менее точен для гирь более 100 г), а за свои деньги шкала Инстена на удивление хороша. Мой самый большой проблема в том, что из-за того, что он такой маленький, его может быть сложно взвесить что-нибудь больше, чем стакан на 100 мл в этом масштабе.
Итак, вкратце, я описал сосновую канифоль и смолу и их использование во флюсе. Я прошел через процедуру, которой следовал, и изменения, которые я хотел бы рекомендую для сбора и очистки натуральной сосновой смолы.И я описал, как приготовить самодельный флюс из этой очищенной смолы или канифоль, имеющаяся в продаже. Я еще не пробовал использовать этот флюс, потому что я хочу провести еще пару примеров и провести сравнение; но затем последует. Я надеюсь, что заинтересованные любители смогут поэкспериментируйте с этим сами из моего описания, и прокомментирую по поводу свой собственный опыт с этим. Создание собственного флюса, вероятно, не является заменяет просто покупку готового коммерческого флюса, но это весело и возможно образовательный.
Предыдущая запись: Что такое флюс? || Следующая запись: Сделайте свой собственный флюс для водной промывки
.