какое напряжение нужно подать на проволочную спираль электрическим сопротивлением 12 Ом для
Сколько км/ч в 5 лошадиных силах
ПОМОГИТЕ ПОЖАЛУЙСТА Чтобы система лебедок находилась в равновесии, какой должна быть величина силы f? (вес лебедки и сила трения лебедки не учитываютс … я).
Если бы свободный конец нити тянул вверх на 10см, на какую высоту тогда бы поднимался груз?
какова цена деления измерительного целиндра?
Определи, как будет двигаться автомобиль, если изначально он находится в движении? Красным цветом обозначена сила тяги, зелёным — сила трения
На ровном склоне горы, наклон которого к горизонту а = 30°, на высоте h 20 м друг над другом находятся два школьника. Они одновременно бросают камни с
… одинаковыми скоростями: Нижний — перпендикулярно склону, верхний — в горизонтальном направлении. На каком минимальном расстоянии друг от друга пролетят камни, если вплоть до момента максимального сближения они ещё будут находиться в воздухе? Ответ выразите вм, округлив до десятых.
Бочка объемом 50 л доверху заполняется засаливаемыми на зиму огурцами. Плотность вещества огурцов 1100 кг/м3 . Средняя плотность огурцов в бочке 660 к … г/м3 . Сколько литров рассола надо приготовить для засолки?
Если к пружине приложили силу 50н равна ли эта сила силе упругости? если нет, то на что влияет сила прикладываемая к пружине?
Экспериментатор придал проволоке форму зигзага, образованного равными прямолинейными отрезками, повернутыми на угол 90º друг к другу (рис. 1). Затем о … н должен был отрезать фрагмент проволоки ровно посредине отрезков. У экспериментатора не оказалось линейки, чтобы наметить точки отреза, зато нашелся омметр. Он наметил такие точки A и B, что сопротивление зигзагообразной проволоки между ними (Рис. 1) уменьшалось в известное ему число раз после замыкания их прямолинейным отрезком той же проволоки. Во сколько раз должно было уменьшиться сопротивление?
В цилиндрической колбе линза льда плавает поверх слоя воды, прилегая к стенке колбы. Колба нагревается горелкой, сообщающей ей тепловую мощность N = 1
… 00 Вт. Определите скорость движения верхней границы льда. Плотность воды в 1000 кг/м3, плотность льда p = 900 кг/м3, удельная теплота плавления льда 330 кДж/кг, площадь основания колбы S = 50 см2. Считайте, что температура воды и льда 0 ºС.
Колба нагревается горелкой, сообщающей ей тепловую мощность N = 1
… 00 Вт. Определите скорость движения верхней границы льда. Плотность воды в 1000 кг/м3, плотность льда p = 900 кг/м3, удельная теплота плавления льда 330 кДж/кг, площадь основания колбы S = 50 см2. Считайте, что температура воды и льда 0 ºС.
Работа и мощность электрического тока. Единицы работы электрического тока
1139. Через электрическую цепь с напряжением 220 В прошел заряд 2500 Кл. Найдите работу электрического тока в цепи.
1140. Сила тока в электрической цепи тостера равна 6 А. Напряжение в цепи 220 В. Чему равна работа электрического тока в цепи за 5 минут?
1141. Никелиновый и медный провода одинакового сечения и длины включены в цепь последовательно. Какой из проводов сильнее нагреется? Почему?
Никелиновый нагревается сильнее т.к его сопротивление больше.
1142. При включенном освещении через провода и нить электролампы проходит ток одинаковой силы.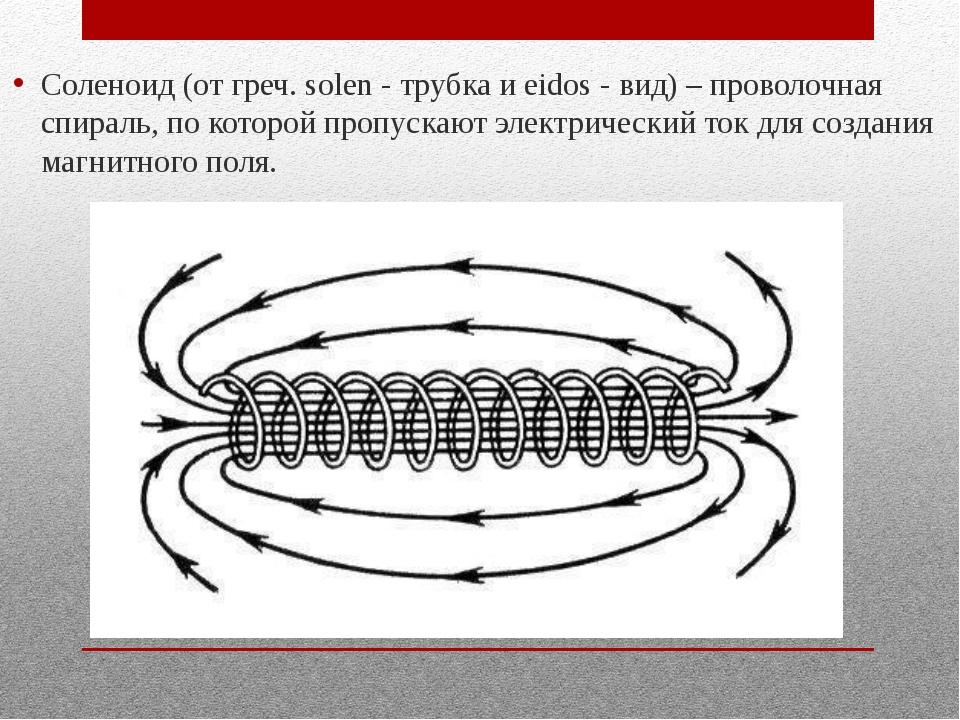 При этом провода почти не нагреваются, а нить лампы накаляется добела. Почему?
При этом провода почти не нагреваются, а нить лампы накаляется добела. Почему?
Сопротивление в нити лампочки больше сопротивления проводов.
1143. Включенный в сеть утюг непрерывно выделяет теплоту. Почему его обмотка не перегорает?
Потому что в процессе работы не достигается температуры плавления.
1144. Кипятильник, состоящий из помещенной в кожух никелиновой спирали, опущен в сосуд с водой. Какой максимальной температуры может достигнуть кипятильник, когда он в воде? Почему?
Температуры кипения воды 100 градусов. Температура не поднимается выше, пока вся вода не перейдет в пар.
1145. Если включенный в сеть кипятильник остается без воды, он раскаляется и перегорает. Почему?
Тепло не будет отводиться, спираль нагреется и разрушится.
1146. При изменении напряжения меняется ли мощность, потребляемая прибором? Почему?
1147. Электрическая лампа соединена параллельно с реостатом (рис. 132). Напряжение на данном участке цепи постоянно….
132). Напряжение на данном участке цепи постоянно….
Нет, т.к. лампочка включена в цепь параллельно реостату.
1148. Реостат и электролампа соединены последовательно (рис. 133). Напряжение на клеммах поддерживается постоянным…
Да. Т.к. лампочка включена в цепь последовательно и с изменением сопротивления на реостате, будет меняться ток во всей цепи.
1149. Если укоротить спираль электроплитки, изменится ли ее накал во включенном состоянии? Если изменится, то как?
1150. В квартире не горит свет и не включены в розетки никакие приборы, а вполне исправный счетчик вращается. На что это указывает? Что надо предпринять в данном случае?
Неисправна проводка. Проверить проводку
1151. Почему проволочки из легкоплавких металлов применяют в качестве предохранителей для электрической цепи?
При прохождении тока выше нормы они расплавятся, разомкнув цепь.
1152. Можно ли вместо перегоревшего предохранителя вставить толстую проволоку?
Это чревато выходом из строя других элементов цепи.
1153. Можно ли в электрическом предохранителе заменить перегоревшую свинцовую проволочку медной проволочкой такой же длины и сечения?
1154. Проводка цепи осветительной сети рассчитана на максимальную силу тока 7 А. Можно ли в такой сети поставить предохранитель на 6 А? Можно ли его заменить предохранителем на 20 А?
Нет. Предохранитель не выдержит максимально допустимый ток 7 А, а предохранитель на 20 А не сработает при превышении тока от 7 до 20 А.
1155. В работающей электрической сети стоит предохранитель на 20 А. Что произойдет, если его заменить предохранителем на 6 А?
Он перегорит при токе свыше 6А.
1156. При включении магнитофона в сеть с напряжением 220 В через его электрическую цепь прошел заряд 2500 Кл. Чему равна работа электрического тока в цепи?
1157. Сила тока в электрической цепи ростера равна 6 А. Напряжение в сети 220 В. Чему равна работа электрического тока за пять минут?
1158. При напряжении 220 В сила тока в двигателе тепловентилятора равна 0,1 А. Какую работу совершает электрический ток в электродвигателе в течение 30 с?
При напряжении 220 В сила тока в двигателе тепловентилятора равна 0,1 А. Какую работу совершает электрический ток в электродвигателе в течение 30 с?
1159. Напряжение на клеммах электродвигателя равно 12 В, сила тока в цепи электродвигателя 0,5 А. Определите работу электродвигателя за 20 минут.
1160. На спирали лампочки холодильника напряжение равно 3,5 В, сопротивление спирали 14 Ом. Какую работу совершает ток в лампочке за 2 минуты?
1161. Электрическая духовка подключена к цепи с напряжением 220 В, сила тока равна 10 А. Сколько энергии расходует электродуховка за 5 ч?
1162. Работа тока в приборе за 15 минут равна 40 500 Дж, напряжение на его концах 15 В. Какой силы ток был пропущен через прибор?
1163. При включении настольной лампы в сеть с напряжением 220 В через нее пошел ток силой 0,5 А. При этом была израсходована энергия 330 Дж. Какое время работала лампа?
1164. Коридорная лампочка мощностью 50 Вт ежедневно горит в среднем 5 часов. Сколько нужно заплатить за месяц (30 дней) горения лампы? Стоимость энергии взять по существующим тарифам.
Коридорная лампочка мощностью 50 Вт ежедневно горит в среднем 5 часов. Сколько нужно заплатить за месяц (30 дней) горения лампы? Стоимость энергии взять по существующим тарифам.
1165. Сколько энергии потребляет за 60 минут лампа мощностью 60 Вт?
1166. Рассчитайте работу тока в воздухоочистителе за 2 ч, если мощность воздухоочистителя равна 0,4 кВт. Сколько при этом расходуется энергии?
1167. Какова мощность тока в телевизоре, включенном в цепь с напряжением 220 В, при силе тока 0,4 А?
1168. Через электрическую лампочку, включенную в осветительную сеть, протекло 5 Кл электричества, причем было израсходовано 600 Дж электрической энергии. Определите напряжение в сети.
1169. Через лампочку карманного фонаря протекло 5 Кл электричества, причем батарея израсходовала 20 Дж электрической энергии. Определите, какое напряжение дает батарея карманного фонаря.
1170. При напряжении 120 В в электрической лампочке в течение 30 с израсходовано 1800 Дж энергии. Определите, какое количество электричества протекло по нити лампочки и чему была равна сила тока.
Определите, какое количество электричества протекло по нити лампочки и чему была равна сила тока.
1171. Пользуясь понятиями напряжение и сила тока, поясните, почему мощность тока выражается произведением IU.
Электрический ток, протекая от высшего потенциала к низшему, совершает работу. Количество электричества, проходящего через поперечное сечение проводника — сила тока, следовательно мощность будет прямопропорциональна силе тока.
1172. Какая мощность расходуется лампочкой, потребляющей 0,5 А, если напряжение на клеммах лампочки 110 В?
1173. Мотор, включенный в сеть тока с напряжением 110 В берет ток в 7,35 А. Определите мощность мотора.
1174. Лампочка требует мощность 100 Вт. Какой ток будет идти по лампочке, если ее включить в сеть с напряжением 110 В?
1175. Какова мощность тока в электрочайнике, рассчитанном на напряжение 127 В и силу тока 1,0 А?
1176. В трамвайном двигателе сила тока через обмотки равна 80 А при напряжении 500 В. Какова мощность тока?
Какова мощность тока?
1177. Сила тока в электроприборе равна 8 А. Напряжение в сети 110 В. Определите мощность тока.
1178. Стоваттная лампочка включена в сеть с напряжением 120 В. Какой ток течет через лампочку?
1179. Первая лампочка рассчитана на напряжение 24 В и силу тока 800 мА, вторая рассчитана на напряжение 60 В и силу тока 0,2 А. Какая из лампочек потребляет большую мощность и во сколько раз?
1180. Какова мощность тока, питающего электрочайник с сопротивлением нагревательного элемента 44 Ом при напряжении 220 В?
1181. На этикетке СВЧ-печки написано: 220 В, 1000 Вт. Найдите сопротивление СВЧ-печки и силу тока в ее электрической цепи.
1182. Мощность настольной лампы 60 Вт. Каково ее сопротивление, если напряжение в сети 120 В?
1183. По какой формуле можно вычислить мощность тока на участке проводника, если известна сила тока и сопротивление данного участка проводника?
1184. По обмотке электрической печи сопротивлением 300 Ом идет ток 5 А. Вычислите, какую мощность потребляет печь.
По обмотке электрической печи сопротивлением 300 Ом идет ток 5 А. Вычислите, какую мощность потребляет печь.
1185. По какой формуле можно вычислить мощность тока на участке проводника, если известно напряжение на концах участка цепи и сопротивление данного участка проводника?
1186. Какую мощность потребляет электролобзик сопротивлением 240 Ом при напряжении 120 В?
1187. Реостат потребляет мощность 60 Вт при напряжении на зажимах 90 В. Каково сопротивление реостата?
1188. Пять нагревателей по 100 Вт каждый включены параллельно. Напряжение в сети 220 В. Найдите силу тока в цепи.
1189. На рисунке 134 изображены две схемы включения в цепь трех одинаковых лампочек. В какой лампе больше мощность тока и во сколько раз? Рассмотреть случай (а) и случай (б).
1190. Сила тока в обмотке электромотора равна 12,5 А при напряжении на полюсах 110 В. Какую работу совершит ток в течение 1 ч 30 мин и какова его мощность?
1191. Лампочка мощностью 60 Вт горит 4 ч в сутки; вторая лампочка мощностью 40 Вт горит в среднем 6 ч в сутки. Сколько энергии потребляют обе лампочки за 30 дней? Сколько надо заплатить за горение лампочек в месяц при современном тарифе?
Лампочка мощностью 60 Вт горит 4 ч в сутки; вторая лампочка мощностью 40 Вт горит в среднем 6 ч в сутки. Сколько энергии потребляют обе лампочки за 30 дней? Сколько надо заплатить за горение лампочек в месяц при современном тарифе?
1192. При расходе энергии в 100 Вт в час счетчик делает 480 оборотов. Сколько оборотов сделает счетчик, если в течение 8 ч будут непрерывно гореть две 60-ваттные лампочки?
1193. При напряжении 500 В средняя сила тока в обмотке электродвигателя троллейбуса равна 150 А. Рассчитайте по современным тарифам стоимость работы двигателя в течение 8 ч.
1194. Электрический нагреватель сопротивлением 20 Ом питается током в 6 А. Какое количество теплоты выделится в нагревателе в течение 2 мин?
1195. Через электрический утюг сопротивлением 24 Ом проходит ток силой 5 А. Какое количество теплоты в течение часа выделит утюг?
1196. В проволоке сопротивлением 1 Ом за 1 с выделяется количество теплоты, равное 4 Дж. Какова сила тока, проходящего через проволоку?
Какова сила тока, проходящего через проволоку?
1197. Сколько тепла выделит электропечь за 1 мин, если ее сопротивление 20 Ом, а сила тока 6 А?
1198. Ток силой 5 А проходит через проволочную спираль сопротивлением 20 Ом. Какое количество теплоты выделит спираль за 20 мин?
1199. Сила тока в электролампе равна 1 А при напряжении 110 В. Какое количество теплоты выделяется в ее нити в течение часа?
1200. Напряжение в сети электрички 200 В. Для отопления вагона необходимо в час количество теплоты, равное 8,38 МДж. Какая сила тока необходима для отопления? Каково должно быть сопротивление нагревательного прибора?
1201. Электрическая печь сопротивлением 30 Ом включена в есть напряжением 110 В. Какое количество теплоты выделяет печь в одну минуту?
1202. Через никелиновую проволоку длиной 1 м и площадью поперечного сечения 0,45 мм2 проходит ток силой 4 А. Какое количество теплоты при этом выделяется за 1 мин?
1203.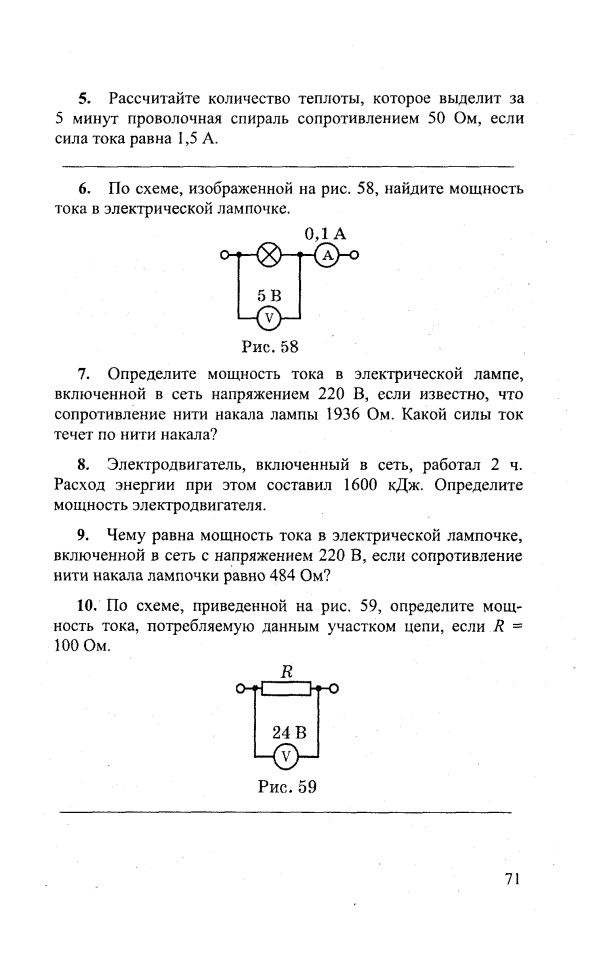 Два одинаковых электронагревателя с сопротивлением 40 Ом включены: первый — в сеть с напряжением 120 В, второй – в сеть с напряжением 240 В. В каком нагревателе будет выделяться большее количество теплоты за одинаковое время? Во сколько раз?
Два одинаковых электронагревателя с сопротивлением 40 Ом включены: первый — в сеть с напряжением 120 В, второй – в сеть с напряжением 240 В. В каком нагревателе будет выделяться большее количество теплоты за одинаковое время? Во сколько раз?
1204. В сеть с напряжением 120 В последовательно включены две лампы, первая с сопротивлением 400 Ом, вторая с сопротивлением 100 Ом. В какой лампе за одно и то же время будет выделяться большее количество теплоты?
1205. В одну цепь последовательно включены никелиновая проволока (длина 1 м, сечение 1 мм2 ). В какой из проволок выделится больше теплоты за одинаковое время?
1206. Спиральная никелиновая проволока, через которую пропускается ток силой 2 А при напряжении 2 В, опущена в 1 л керосина. На сколько градусов нагреется керосин за 10 мин?
1207. В электрическом чайнике объемом 2 л воды нагревается с 20°С до кипения за 10 мин. какой силы ток в электрочайнике при напряжении сети 120 В?
1208. Кипятильник с сопротивлением 10 Ом, опущенный в 1 л воды, нагревает ее от 20°С до кипения при напряжении 110В. Сколько времени займет этот процесс?
Кипятильник с сопротивлением 10 Ом, опущенный в 1 л воды, нагревает ее от 20°С до кипения при напряжении 110В. Сколько времени займет этот процесс?
1209. Кипятильник, включенный в сеть с напряжением 110 В, нагревает 200 г воды с начальной температурой 20 °С до кипения за 1 мин. каково сопротивление проволоки кипятильника?
1210. Для изготовления нагревательного прибора, который при напряжении 120 В мог бы нагреть 1 л воды от 20°С до кипения за 5 мин, используют никелиновую проволоку сечением 0,2 мм² . Какова длина проволоки?
1211. При напряжении 220 В и силе тока 5 А полезная мощность электродвигателя равна 0,46 кВт. Какова КПД электродвигателя?
1212. При напряжении 220 В сила тока в электродвигателе 1,25 А, КПД равен 40%. Какую полезную работу совершает электродвигатель за 25 мин?
1213. При напряжении 110 В через двигатель идет тока в 12,5 А. Какова полезная мощность двигателя, если его КПД 58%?
1214. Водонагреватель при силе тока 5 А и напряжении 220 В может нагреть 600 г воды от 12°С до кипения за 8 мин. Каков КПД водонагревателя?
Водонагреватель при силе тока 5 А и напряжении 220 В может нагреть 600 г воды от 12°С до кипения за 8 мин. Каков КПД водонагревателя?
1215. Определите КПД электрочайника, в котором при силе тока 4 А и напряжении 120 В нагрелось 720 г воды от 20°С до 100°С за 15 мин.
1216. Плоский конденсатор состоит из двух параллельно расположенных в воздухе пластинок, каждая площадью 100 см2 , расстояние между ними 0,2 см. определите емкость конденсатора.
1217. Определите, какой из двух конденсаторов обладает большей емкостью. Первый представляет собой стеклянную пластинку, покрытую с обеих сторон металлическими листами, каждый площадью S = 500 см2. Толщина стекла d = 4 мм, диэлектрическая постоянная 8 = 7. Второй конденсатор представляет собой лист парафинированной бумаги, на которую с обеих сторон положено по металлическому листу площадью S = 250 см2. Толщина листа бумаги d = 0,2 мм, диэлектрическая постоянная парафина е = 2.
1218. Определите емкость конденсатора, состоящего из п параллельных пластин, по следующим данным:
1) S = 50 см2, е = 5, d = 0,002 см, п = 20;
2) S = 0,2 м2, в = 7, d = 0,1 мм и п = 100.
1219. Определить емкость конденсаторов по следующим данным:
1) S=5 см2, n=33, d=0.03 мм, e=1;
2) S=10 cм2 , n=15, d=0.004 мм, e=6.
1220. Для радиоприемника требуется изготовить постоянный конденсатор с парафинированной бумагой емкостью С, равно 2200 пФ, если S=4 см² и d=0,05 мм. Сколько нужно сделать для этого пластин?
1221. Определить число пластин так называемого блокировочного конденсатора, рассчитанного на емкость 440 пФ, если площадь пластины S=4 см² , d=0,02 см и e=4.
1222. Емкость конденсатора 10 мкФ. Как изменится его емкость, если парафинированную бумагу заменить пластинками слюды, имеющими ту же толщину, что и парафинированная бумага? (Диэлектрическая проницательность слюды e=6)
1223*. Определить емкость лейденской банки по следующим данным: высота 40 см, диаметр наружной цилиндрической поверхности 20 см, толщина стенок стекла 3 мм, диэлектрическая постоянная стекла 5.
1224. Конденсатор емкостью С=100 мкФ заряжен до потенциала U=90 кВ. Определите его заряд в кулонах.
Определите его заряд в кулонах.
1225. Конденсатор емкостью С=2640 пФ подключен к сети городского тока, напряжение в которой U=120 В. Определите заряд конденсатора в кулонах.
Сварка сталей электрошлаковая. Требования к технологическому процессу – РТС-тендер
ГОСТ 30482-97
Группа В05
МКС 25.160.10
ОКСТУ 0072
Дата введения 2002-01-01
1 РАЗРАБОТАН Институтом электросварки им. Е.О.Патона Национальной Академии наук Украины; Межгосударственным техническим комитетом по стандартизации МТК 72 «Сварка и родственные процессы»
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 11 от 23.04.97)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Республики Беларусь |
Кыргызская Республика | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгосстандарт |
Туркменистан | Главгосинспекция «Туркменстандартлары» |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 22 января 2001 г.
4 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт устанавливает требования к технологическому процессу электрошлаковой сварки (далее — ЭШС) проволочным электродом или плавящимся мундштуком углеродистых и низколегированных сталей с содержанием легирующих элементов не более 2,5%.
Стандарт не распространяется на электрошлаковую сварку пластинчатым электродом.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.4.028-76 Система стандартов безопасности труда. Респираторы ШБ-1 «Лепесток». Технические условия
ГОСТ 17. 2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 380-94* Сталь углеродистая обыкновенного качества. Марки
________________
* На территории Российской Федерации действует ГОСТ 380-2005. Здесь и далее. — Примечание изготовителя базы данных.
ГОСТ 859-78* Медь. Марки
________________
* На территории Российской Федерации действует ГОСТ 859-2001. Здесь и далее. — Примечание изготовителя базы данных.
ГОСТ 977-88 Отливки стальные. Общие технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1577-93 Прокат толстолистовой и широкополосный из конструкционной качественной стали. Технические условия
ГОСТ 2226-88 (ИСО 6590-1-83, ИСО 7023-83) Мешки бумажные. Технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры, характеристики и обозначения
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 5520-79 Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 14637-89 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 19281-89 (ИСО 4950-2-81, ИСО 4950-3-81, ИСО 4951-79, ИСО 4995-78, ИСО 4996-78, ИСО 5952-83) Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 24297-87 Входной контроль продукции. Основные положения
ГОСТ 25054-81 Поковки из коррозионно-стойких сталей и сплавов. Общие технические условия
ГОСТ 26131-84 Поковки из жаропрочных и жаростойких сплавов. Общие технические условия
3 Определения
В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1 входной карман: Устройство для обеспечения начала процесса сварки при ЭШС.
3.2 выводные планки: Устройство для обеспечения вывода шлаковой ванны при завершении ЭШС шва.
3.3 плавящийся мундштук: Устройство для токоподвода и направления подачи электродной проволоки; плавится одновременно с проволокой при ЭШС.
3.4 подкарманник: Устройство, удерживающее флюс для подстраховки кармана от прогорания при начале ЭШС кольцевого шва.
3.5 сварка с колебаниями электрода: Сварка с возвратно-поступательными перемещениями электрода в зазоре по толщине шва.
3.6 сухой вылет электрода: Длина электрода от нижнего торца токоподводящего мундштука до зеркала шлаковой ванны.
3.7 формирующее устройство: Устройство, обеспечивающее формирование внешней поверхности шва и удерживающее от вытекания расплавленный шлак и металл при ЭШС.
3.8 шлаковая ванна: Объем расплавленного флюса при ЭШС, ограниченный свариваемыми кромками заготовок и формирующими устройствами.
4 Обозначения
В настоящем стандарте приняты следующие обозначения:
— толщина стенок свариваемого металла заготовок, мм;
— расчетный завариваемый зазор между свариваемыми кромками заготовок, мм
— ширина завариваемого зазора между заготовками, мм;
— длина шва, мм;
— скорость подачи электродной проволоки, м/ч;
— скорость сварки, м/ч;
— напряжение сварочного тока на электродных проволоках, В;
— сила сварочного тока, А;
— глубина шлаковой ванны, мм;
— сухой вылет электрода, мм;
— количество электродных проволок, шт. ;
;
— расстояние между электродами, мм;
— суммарная площадь поперечного сечения электродных проволок, , см;
— площадь завариваемого зазора, , см;
— скорость поперечных колебаний электрода, м/ч;
— расстояние между смежными электродами в момент нахождения их в противоположных крайних положениях при совершении колебаний, мм;
— наименьшее расстояние от электродной проволоки до кромки заготовки при ее колебательных движениях, мм;
— длительность остановки электродных проволок у формирующих устройств, с;
— площадь поперечного сечения плавящегося мундштука, , см;
— ширина плавящегося мундштука, мм;
— толщина пластины плавящегося мундштука, мм;
— объем флюса, см.
5 Требования
5.1 Требования к основным и вспомогательным сварочным материалам
ЭШС применяют для сварки сталей:
— углеродистых обыкновенного качества марок Ст3 и Ст5 по ГОСТ 380;
— углеродистых качественных конструкционных марок 20, 25, 30 по ГОСТ 1050; 15К, 20К по ГОСТ 5520; 15Л, 20Л, 25Л, 30Л, 35Л по ГОСТ 977;
— легированных конструкционных марок 09Г2С, 16ГС по ГОСТ 19281; 35Х, 30ХГСА, 35ХМ, 20ХНМФ, 20ХНЗМА по ГОСТ 4543; 20ГСЛ, 08ГДНФЛ по ГОСТ 977; 16ГНМА, 10ГН2МФА, 15Х2МФА, 08Х18Н10Т, 12Х18Н10Т по ГОСТ 5632.
Стали применяют в виде заготовок из толстолистового проката поковок и отливок.
Толстолистовой прокат поставляют толщиной не более 160 мм в соответствии с ГОСТ 14637, ГОСТ 1577, ГОСТ 5520, ГОСТ 19903.
Поковки должны соответствовать ГОСТ 25054, ГОСТ 26131.
Отливки должны соответствовать ГОСТ 977.
Поковки и отливки могут быть поставлены заказчику по другим согласованным нормативным документам.
ЭШС стали выполняют электродной проволокой диаметром 3 мм по ГОСТ 2246.
Перед использованием в технологическом процессе ЭШС проволоку из бухты, при наличии на ней заводского ярлыка и номера партии, необходимо перемотать на катушку и при необходимости очистить проволоку от технологической пленки, а конец проволоки после наматывания вставить в отверстие на щеке катушки и загнуть.
Категорически запрещается конец проволоки на катушке заводить под витки с целью предотвращения размотки.
При необходимости допускается соединять концы проволоки контактной стыковой сваркой. Место стыка должно быть тщательно зачищено до номинального диаметра проволоки и помечено белой краской для контроля прохода стыка в мундштук.
Флюс следует просушить в сушильном шкафу от 3 до 4 ч при температуре, указанной в НД, для конкретной марки флюса.
Транспортирование флюса из склада в цех и по цеху должно осуществляться только в закрытой таре.
При ЭШС используют плавленые флюсы АН-8, АН-22 по ГОСТ 9087.
Для уплотнения зазоров между формирующими устройствами и свариваемыми кромками заготовок используют глину.
Категорически запрещается использовать для уплотнения мокрый асбест, так как он является канцерогенным материалом.
Для охлаждения устройств, формирующих наружную поверхность шва, используют воду из цеховой системы водоснабжения с замкнутым циклом водоиспользования.
5.2 Требования к подготовке свариваемых заготовок и сварочных материалов
Поставляемые материалы подвергают входному контролю в соответствии с требованиями ГОСТ 24297.
Перед запуском в производство толстолистовой прокат, кованые и литые заготовки должны быть очищены от случайных загрязнений и влаги.
Размер заготовок из листового проката определяют с учетом расчетного зазора в соответствии с ГОСТ 15164.
Заготовки из листовой углеродистой и низколегированной стали вырезают механизированной кислородной резкой.
Допустимая шероховатость поверхности реза и предельные отклонения реза от перпендикулярности для листовой стали толщиной до 100 мм должны соответствовать требованиям, предъявляемым к заготовкам 2-го класса точности по ГОСТ 14792; при толщине листа более 100 мм отдельные выступы и впадины не должны быть более 3 мм и отклонение от перпендикулярности поверхности реза не должно быть более 4 мм.
Подготовку кромок в месте сварки литых и кованых заготовок толщиной 200 мм и более выполняют резанием на металлообрабатывающих станках.
Подготовку кромок свариваемых заготовок из среднелегированных сталей выполняют резанием на металлообрабатывающих станках.
На литых заготовках прибыли не должны располагаться в местах сварки.
В литых и кованых заготовках поверхность под формирующие планки выполняют резанием с шероховатостью поверхности 125 мкм по ГОСТ 2789 на ширину не более 80 мм от кромки в местах сварки.
В заготовках из проката поверхность под планки зачищают от окалины и заусенцев шлифовкой переносным наждачным кругом.
Кромки под кольцевые швы выполняют обработкой металла кислородным резанием.
Для ультразвукового контроля сварного соединения поверхность заготовки, прилегающую к сварному шву на ширину, равную 1,5 толщины свариваемого металла, обрабатывают с шероховатостью 1,6 мкм по ГОСТ 2789.
При формировании поверхности шва неподвижными или переставными медными водоохлаждаемыми накладками поверхность под них допускается не обрабатывать.
Форма разделки кромок в местах сварки и ее геометрические параметры по ГОСТ 15164.
Для компенсации деформации свариваемых заготовок и сохранения в процессе сварки заданного заварочного зазора последний должен иметь форму клина, расширяющегося кверху.
Размеры зазора между свариваемыми заготовками должны соответствовать указанным в таблице 1.
Таблица 1
В миллиметрах
Толщина свариваемого металла | Размер зазора между кромками в месте сварки | |||
в нижней части зазора | в верхней части зазора при длине сварного шва | |||
300-1000 | 1001-3000 | 3001-5000 | ||
30-80 | 28 | 30 | 33 | 40 |
81-160 | 30 | 33 | 36 | 49 |
161-240 | 31 | 35 | 38 | 50 |
241-350 | 32 | 37 | 40 | 51 |
351-450 | 32 | 39 | 42 | 52 |
Примечание — Размеры зазора должны быть выдержаны с точностью ±0,5 мм. | ||||
Фиксацию свариваемых заготовок при сборке осуществляют скобами и (или) планками.
Конструкция и размеры скоб должны соответствовать приведенным на рисунке 1. Скобы следует изготовлять из листового металла толщиной 30-50 мм.
Рисунок 1 — Конструкция и размеры скоб для фиксации заготовок при ЭШС
Рисунок 1 — Конструкция и размеры скоб для фиксации заготовок при ЭШС
Расстояние между скобами устанавливают 500-800 мм вдоль завариваемого зазора между заготовками.
Скобы и планки приваривают односторонними угловыми швами. Швы следует располагать не ближе 80 мм от кромок заготовок.
Размеры сварочных планок и скоб зависят от толщины и массы свариваемых заготовок и при необходимости транспортирования конструкции в сборе должны быть рассчитаны вместе со швами на прочность.
Для начала электрошлакового процесса с одного конца завариваемого зазора устанавливают входной карман. Для вывода усадочной раковины с другого конца зазора устанавливают выводные планки (рисунок 2).
Рисунок 2 — Схема ЭШС прямого завариваемого зазора между заготовками
1 — свариваемые заготовки; 2 — входной карман; 3 — выводные планки; 4 — закрепляющие скобы
Рисунок 2 — Схема ЭШС прямого завариваемого зазора между заготовками
Приварку входного кармана, выводных планок, скоб и сборочных планок к сталям, склонным к закалке, производят с подогревом мест сварки до 200 °С. Для предотвращения образования холодных трещин в заготовках из сталей с углеродным эквивалентом 0,5 следует вести ЭШС с предварительным подогревом мест сварки. Углеродный эквивалент стали в процентах вычисляют по формуле
, (1)
где , , , , , , , , — массовое содержание в процентах соответствующих химических элементов.
Режимы подогрева сталей в зависимости от углеродного эквивалента должны соответствовать указанным в таблице 2.
Таблица 2
Углеродный эквивалент | Марка свариваемой стали (пример) | Толщина заготовок в месте сварки, мм | Температура, °С | ||
предварительного подогрева кромок, | сварного соединения до посадки в печь после сварки, не менее | печи | |||
Не более 0,5 | Ст3, 20, 09Г2С, 15К, 20К, 25, 15Л | 30-450 | Без подогрева | Без ограничения | Без ограничения |
08ГДНФЛ, 16ГНМА | 451-1000 | 100 | 100 | 150-450 | |
0,51-0,60 | Ст5, 35, 30ГСЛ | 30-250 | 100 | 100 | 150 |
12ХМ, 20Х2МА | 251-1000 | 150 | 150 | 150-450 | |
0,61-0,70 | 45, 20ХНМФ, 25Х2ГНМТ, 35ХМ | 200-1000 | 200 | 200 | 100-450 |
0,71-11 | 34ХМТА, 25ХНЗМФА | 450 | 250 | 250 | 300-450 |
Примечания | |||||
Сборку кольцевых завариваемых зазоров выполняют с помощью центрирующих сборочных планок и дистанционных прокладок, фиксирующих значение требуемого зазора. Для начала ЭШС в зазоре устанавливают карман и подкарманник (рисунок 3) по разметке.
Рисунок 3 — Схема ЭШС кольцевого завариваемого зазора между заготовками
Рисунок 3 — Схема ЭШС кольцевого завариваемого зазора между заготовками
В точке I (дно кармана) размер зазора должен быть минимальным ().
В точке II пересечения радиуса, перпендикулярного к линии АВ, с внешней окружностью кромок свариваемых заготовок размер зазора должен быть максимальным (). Линия АВ проведена через точку пересечения линии стыка кольцевого сварного шва с внешней окружностью кромок свариваемых заготовок и их центр.
В точке /// размер зазора должен составлять .
Размеры зазора между кромками свариваемых кольцевых заготовок должны соответствовать указанным в таблице 3.
Таблица 3
В миллиметрах
Толщина свариваемого металла | Минимальный зазор в точке / | Максимальный зазор в точке // при длине сварного шва | ||
350-1200 | 1201-2200 | 2201-3200 | ||
30-50 | 25 | 29 | 30 | 32 |
51-100 | 28 | 32 | 33 | 35 |
101-150 | 30 | 34 | 35 | 37 |
151-200 | 32 | 35 | 36 | 38 |
201-250 | 33 | 37 | 38 | 40 |
251-300 | 34 | 38 | 39 | 41 |
301-450 | 36 | 41 | 42 | 44 |
Входной карман и подкарманник выполняют из листовой стали толщиной 30-40 мм. По наружной окружности кольцевого завариваемого зазора приваривают к заготовкам сборочные планки на расстоянии 500-600 мм друг от друга, при этом швы не должны доходить до свариваемых кромок заготовок на 80 мм.
Превышение одной кромки над другой не должно быть более 1 мм.
Форма плавящегося мундштука определяется конфигурацией завариваемого зазора между заготовками. Плавящийся мундштук представляет собой набор стальных пластин или стержней, снабженных направляющими каналами диаметром от 4,5 до 5 мм для подачи электродной проволоки диаметром 3 мм. Направляющие каналы могут иметь форму спирали, навитой из сварочной проволоки. Длину мундштука определяет длина завариваемого зазора между заготовками с учетом длин входного кармана, выходных планок и конструкции держателя мундштука. По длине мундштука со стороны кромок заготовок на расстоянии от 200 до 250 мм закрепляют изоляторы для предотвращения замыкания электрического тока на корпус изделия при ЭШС.
Изоляторы изготовляют из стеклоткани и жидкого стекла или из смеси плавикового шпата и жидкого стекла по НД. Количество электродных проволок в мундштуке определяют по формуле (2). Полученное значение округляют до целого числа и вновь подставляют в формулу (2), уточняя значение .
. (2)
Толщину пластины плавящегося мундштука выбирают в зависимости от расстояния между электродными проволоками согласно таблице 4.
Таблица 4
В миллиметрах
Расстояние между электродами в мундштуке | Толщина пластины плавящегося мундштука |
50-110 | 4-6 |
90-120 | 8-10 |
При установке плавящегося мундштука в завариваемый зазор нижний торец его должен находиться на расстоянии 40-50 мм от дна входного кармана. Крайние каналы мундштука должны быть параллельны кромкам заготовок и находиться на расстоянии 15-17 мм от их поверхности.
5.3 Требования к технологическому процессу сварки
ЭШС выполняют с допустимым отклонением до ±15° от вертикального положения завариваемого зазора с принудительным формированием шва и использованием переменного или постоянного тока. Выполнение всего шва следует осуществлять без случайных (вынужденных) остановок.
Проволочным электродом выполняют сварку прямолинейных и кольцевых швов при толщине свариваемого металла 30-450 мм.
Плавящимся мундштуком выполняют сварку прямолинейных и криволинейных швов при толщине свариваемого металла 30-3000 мм.
5.3.1 Требования к составу и последовательности технологических операций ЭШС
5.3.1.1 Сварка прямолинейных швов проволочными электродами
До начала сварки необходимо:
— установить сварочный аппарат на завариваемый зазор;
— выставить необходимый вылет электродов путем изменения положения формирующих устройств;
— проверить точность движения формирующих устройств относительно завариваемого зазора;
— установить аппаратом необходимую плоскость движения электродов посередине длины зазора и отрегулировать размах колебаний электродов;
— переместить аппарат в карман так, чтобы электроды находились от дна кармана на расстоянии 110-120 мм, установить и прижать к заготовкам формирующие устройства;
— формирующие устройства снаружи обмазать глиной по контуру прилегания к поверхности свариваемых заготовок и пустить воду для охлаждения;
— на дно кармана засыпать слой металлической стружки или крупки толщиной 10-12 мм, затем слой флюса толщиной 10-15 мм;
— сварочный аппарат привести в рабочее состояние.
Сварку начинают, когда скорость подачи электродной проволоки составляет 200-250 м/ч. После возникновения дуги следует снизить скорость подачи проволоки до (150±50) м/ч и в течение 3-4 мин создать в зазоре необходимой глубины шлаковую ванну и обеспечить устойчивый электрошлаковый процесс сварки. При подходе зеркала шлаковой ванны к верхнему срезу формирующих устройств надо включить механизм вертикального перемещения.
Необходимо сравнять скорость перемещения сварочного аппарата со скоростью сварки заготовок.
В течение ЭШС необходимо обеспечить герметичность шлаковой ванны.
После окончания процесса ЭШС выводят электроды из шлаковой ванны и через 2-3 мин снимают формирующие устройства и прекращают подачу воды для их охлаждения.
5.3.1.2 Сварка кольцевых швов проволочными электродами
До сварки изделия дно кармана необходимо расположить горизонтально и установить сварочный аппарат к завариваемому зазору. Необходимо определить положение мундштуков и требуемое расстояние между электродами, амплитуду колебаний электродов, положение концевых выключателей, прилегание формирующего устройства.
Зазоры между кромками заготовок, карманом, подкарманником и формирующим устройством уплотняют (замазывают) глиной. Между карманом и подкарманником засыпают слой флюса.
При необходимости осуществляют предварительный подогрев газовым пламенем изделия в зоне начала сварки.
На дно кармана под электроды засыпают железный порошок или мелкую стружку, затем слой флюса толщиной 20-30 мм.
Сварку начинают одной электродной проволокой из верхнего мундштука. Среднюю и нижнюю электродные проволоки включают после образования шлаковой ванны.
Сварку начального участка шва и заварку кармана ведут до подъема уровня расплавленного металла в ванне на горизонтальный диаметр путем подъема сварочного аппарата без вращения изделия. Конец кармана заваривают при неподвижном аппарате и вращающемся изделии.
Сварку начинают, когда скорость подачи электродной проволоки составляет 200-250 м/ч. После возникновения дуги снижают скорость подачи проволоки до (110±10) м/ч. По мере расплавления флюса в зазор подсыпают новые порции флюса для получения требуемой глубины шлаковой ванны.
После образования шлаковой ванны последовательно включают подачу средней и нижней электродных проволок.
При уменьшении сухого вылета электродных проволок до 70 мм его стабилизируют подъемом сварочного аппарата. При увеличении расстояния между мундштуком и наклонной стенкой кармана по горизонтали до 20 мм включают колебания электродов с постоянным увеличением их амплитуды. Значение при этом должно составлять 15-18 мм. Одновременно с увеличением амплитуды колебаний раздвигают мундштуки.
Когда между уровнем шлаковой ванны и верхней частью кармана остается 20-30 мм, устанавливают и прижимают к свариваемым кромкам переднюю часть формирующего устройства так, чтобы ее верхний срез возвышался над верхом кармана от 45 до 50 мм. Зазор между формующим устройством и изделием уплотняют (замазывают) глиной.
После поднятия верхней части формирующего устройства на (55±5) мм выше горизонтального диаметра дальнейший подъем аппарата прекращают и включают вращение изделия.
При заварке кольцевого зазора необходимо периодически проверять положение электродов в зазоре, режим сварки, подход электродов к формирующему устройству, глубину шлаковой ванны, плотность прилегания формирующего устройства. Температура охлаждающей воды должна быть не более 60 °С на выходе из формирующего устройства.
После поворота изделия от 0,3 до 0,4 оборота в процессе сварки начальный участок шва вырезают газовой резкой по шаблону с шириной зазора 28-32 мм.
Перед замыканием шва (рисунок 4, а) начальный участок подогревают газовыми горелками вместе с подъемом аппарата для замыкания шва и заканчивают, когда шлаковая ванна касается начала замыкания шва (рисунок 4, б).
Рисунок 4 — Схема заваривания замыкания кольцевого шва
Рисунок 4 — Схема заваривания замыкания кольцевого шва
Вращение изделия прекращают и включают подъем аппарата тогда, когда прямолинейная часть начала шва займет вертикальное положение (рисунок 4, а).
При подъеме аппарата до начала шва контролируют расстояние от электродов при их остановке до формирующего устройства. Непосредственно перед подходом уровня шлаковой ванны к началу шва внутреннюю часть формирующего устройства поднимают вдоль начала шва на 50-60 мм и плавно снижают скорость подачи электродов на (30±10) м/ч без изменения напряжения сварки.
С момента касания расплавленным шлаком ванны начала шва и по мере сужения плавильного пространства мундштуки сближают и уменьшают амплитуду колебания электродов.
После сварки вертикальной части начала шва подъем аппарата прекращают и включают вращение изделия. По мере уменьшения амплитуды колебаний электродов уменьшают напряжение на (4±1) В и снижают скорость подачи электродов, обеспечивая скорость сварки 0,3-0,35 м/ч.
При уменьшении амплитуды колебаний до 30 мм нижний электрод выводят из работы, прекратив его подачу и установив на изделие над формирующим устройством поперечную металлическую планку для перегорания электрода, если электрод при возвратно-поступательном перемещении (рисунок 4, в) достигнет планки.
После вывода нижнего электрода расстояние между средним и верхним электродами увеличивают с 55 до 85 мм (рисунок 4, г) и уточняют подход электродов к формирующему устройству. По мере уменьшения плавильного пространства выводят из работы средний электрод аналогично выводу нижнего электрода (рисунок 4, д). Повышают напряжение на (6±1) В и скорость подачи верхнего электрода на (50±10) м/ч, корректируя его подход к формирующему устройству (рисунок 4, е). Через (4±1) мин начинают постоянно снижать напряжение и скорость подачи проволоки.
При уменьшении плавильного пространства до колебания электрода останавливают и сварку продолжают до нарушения устойчивости электрошлакового процесса, после чего процесс прекращают, а оставшуюся небольшую полость заваривают ручной сваркой.
5.3.1.3 Сварка плавящимся мундштуком
Перед началом сварки, соединив сварочный аппарат и установленный в завариваемом зазоре кармана электроизолированный от кромок заготовок плавящийся мундштук, заправляют проволоку в каналы плавящегося мундштука. На дно завариваемого зазора кармана засыпают стальной порошок, крупку или стружку. На слой стружки засыпают 20-30% общего объема флюса и завариваемый зазор закрывают устройствами для формирования поверхности шва. Места неплотного прилегания формирующих устройств к поверхности свариваемых заготовок замазывают глиной. В качестве формирующих устройств используют составные медные водоохлаждаемые накладки.
Сварку начинают всеми электродами или поочередно вводят их по одному при скорости подачи 150-170 м/ч. Напряжение холостого хода источника питания должно быть 48-50 В. После установления стабильного дугового процесса скорость подачи проволоки снижают до (95±5) м/ч, в зазор досыпают флюс.
После образования шлаковой ванны требуемой глубины скорость подачи электродов увеличивают до расчетной, проверяют напряжение сварки и проводку сварки заготовок.
При самопроизвольной остановке проволоки ее подачу возобновляют при оплавлении низа мундштука шлаковой ванной.
5.3.2 Требования к режимам и параметрам ЭШС
ЭШС выполняют одной, двумя или тремя электродными проволоками.
Расстояние между сварочными проволоками , мм, определяют по формуле
. (3)
Значение — 17-18 мм. Значение — 4-5 мм при глубине канавки в ползуне формируемого устройства от 1 до 2 мм. При глубине канавки в ползуне от 8 до 10 мм 0.
Скорость сварки, напряжение сварочного тока на электродных проволоках, количество электродных проволок должны соответствовать указанным в таблице 5.
Таблица 5
Толщина свариваемых кромок заготовок, мм | Количество электродных проволок | Напряжение сварочного тока, В | Скорость сварки, м/ч | |
с колебаниями проволок | без колебаний проволок | |||
30-40 | 1 | 1 | 43-44 | 2,0-2,5 |
41-50 | 1 | 1 | 44-45 | 1,5-1,8 |
51-100 | 1 | 2 | 45-48 | 1,0-2,0 |
101-150 | 1 | 3 | 46-50 | 0,7-1,0 |
151-200 | 2 | — | 48-50 | 0,6-0,8 |
201-300 | 2, 3 | — | 50-52 | 0,5-0,7 |
301-450 | 3 | — | 50-55 | 0,4-0,6 |
Глубина шлаковой ванны при ЭШС любой толщины металла должна быть 40-50 мм; длина сухого вылета электродной проволоки — 80-100 мм; скорость поперечных колебаний электродных проволок в завариваемом зазоре должна составлять 40 м/ч; время остановки электродных проволок у ползунов — 4-5 с.
Расположение электродных проволок в завариваемом зазоре при ЭШС с поперечными колебаниями должно соответствовать указанному на рисунке 5.
Рисунок 5 — Схема расположения электродных проволок в завариваемом зазоре при ЭШС с поперечными колебаниями
Рисунок 5 — Схема расположения электродных проволок в завариваемом зазоре
при ЭШС с поперечными колебаниями
Скорость подачи электродной проволоки , м/ч, определяют по формуле
. (4)
Силу сварочного тока , А, на одной электродной проволоке определяют по формуле
. (5)
Скорость подачи электродной проволоки , м/ч, при сварке плавящимся мундштуком определяют по формуле
. (6)
При ЭШС плавящимся мундштуком скорость сварки и напряжение сварочного тока на мундштуке должно соответствовать указанным в таблице 6.
Таблица 6
Толщина свариваемых заготовок, мм | Скорость сварки, м/ч | Критическая скорость подачи электродной проволоки, м/ч | Напряжение сварочного тока на мундштуке, В | |
при (5±1), мм | при (9±1), мм | |||
30-60 | 1,0 | 170 | 43-44 | 40-42 |
61-100 | 0,70-0,80 | 160 | 44-45 | 42-43 |
101-200 | 0,60-0,65 | 140 | 44-45 | 43-44 |
201-400 | 0,50-0,55 | 130 | 45-46 | 44-45 |
401-800 | 0,45-0,50 | 120 | 46-47 | 45-46 |
801-1000 | 0,40-0,45 | 110 | 47-48 | 46-47 |
1001-2000 | 0,30-0,35 | 110 | 48-50 | 46-47 |
2001-3000 | 0,28-0,30 | 110 | 48-50 | 47-48 |
Скорость подачи электрода должна быть не более критических значений, приведенных в таблице 6.
Суммарный сварочный ток , А, определяют по формуле
. (7)
Требуемый объем флюса , см, определяют по формуле
. (8)
5.4. Требования к основному и вспомогательному технологическому оборудованию
Для выполнения ЭШС необходимо следующее сварочное оборудование:
— комплект сварочной аппаратуры с источником сварочного тока;
— устройства для закрепления (перемещения или вращения) свариваемых заготовок;
— устройства для перемещения вдоль завариваемого зазора сварочного аппарата и (при необходимости) сварщика-оператора.
5.4.1 Требования к основному технологическому оборудованию
Основное оборудование состоит из собственно сварочного аппарата с системой управления и источника питания.
При ЭШС электродными проволоками сварочный аппарат должен обеспечить:
— подачу электродной проволоки в зону сварки с заданной скоростью;
— перемещение аппарата вверх вдоль шва со скоростью сварки;
— возвратно-поступательное движение электродных проволок в завариваемом зазоре между заготовками;
— перемещение водоохлаждаемых ползунов формирующего устройства для принудительного формирования наружной поверхности сварных швов.
Скорость подачи электродной проволоки регулируют, как правило, от 65 до 480 м/ч.
Скорость перемещения сварочного аппарата при сварке регулируют от 0,15 до 9,0 м/ч.
В сварочных аппаратах для ЭШС плавящимся мундштуком скорость подачи электродной проволоки регулируют от 14 до 306 м/ч.
Источник питания переменного или постоянного тока для ЭШС должен иметь жесткую или пологопадающую характеристику и возможность регулирования напряжения под нагрузкой.
Оборудование должно обеспечить сварку без вынужденных остановок.
5.4.2 Требования к вспомогательному технологическому оборудованию
Вспомогательное оборудование при ЭШС обеспечивает установку и перемещение заготовок перед сваркой и в процессе сварки шва, крепление и перемещение сварочного аппарата, возможность обслуживания зоны сварки.
Сборку заготовок и установку их в удобное для сварки положение выполняют на универсальных и специализированных сборочно-сварочных стендах. При сварке кольцевых швов для вращения изделия со скоростью сварки используют роликовые стенды и торцевые вращатели.
Допускается применение роликовых стендов с приводными роликами.
Для крепления и перемещения сварочных аппаратов используют рельсовые колонны, тележки и порталы. Для обслуживания зоны сварки сварщиком-оператором при необходимости используют подъемные площадки.
5.5 Требования к технологической оснастке
При ЭШС к технологической оснастке относят формирующие устройства: ползуны, неподвижные (переставные) накладки для формирования наружной поверхности сварного шва, устройства для их крепления, входные карманы, выходные планки.
Формирующие устройства (ползуны) должны плотно прилегать к поверхности свариваемых кромок с целью предотвращения вытекания из завариваемого зазора жидкого шлака и металла.
Ползуны и накладки изготовляют из меди марок M1 и М2 по ГОСТ 859. Их рабочие поверхности должны соответствовать требованиям ГОСТ 15164.
Для обеспечения требуемого теплоотвода формирующие устройства имеют каналы для протекания охлаждающей воды.
Длину неподвижной накладки определяют длиной свариваемого шва.
Переставные накладки применяют длиной 250-350 мм. Для хорошего прилегания с целью предотвращения вытекания шлака в переставных накладках вверху и внизу делают скосы под углом 45°.
Для крепления накладок используют клинья и Г-образные скобы из листа толщиной 10-15 мм. Скобы приваривают в зависимости от состояния поверхности и конфигурации шва через (370±130) мм.
Входной карман и выводные планки изготовляют из стального листа толщиной 50-100 мм.
Входной карман и выводные планки вместе с формирующими устройствами должны обеспечить удержание шлаковой ванны при начале и завершении ЭШС.
5.6 Требования к пооперационному контролю
Пооперационный контроль проводят на всех технологических операциях ЭШС от обработки заготовок до отделения начальных карманов и выводных планок.
В процессе сварки проверяют:
— напряжение сварки;
— силу сварочного тока;
— глубину шлаковой ванны;
— скорость подачи электродной проволоки;
— скорость сварки;
— расстояние, на которое приближается электрод к формирующему устройству при возвратно-поступательном перемещении его вдоль зазора;
— положение электрода относительно свариваемых кромок;
— значение сухого вылета электрода;
— температуру воды в формирующих устройствах;
— качество поверхности шва.
Напряжение сварки и силу сварочного тока контролируют вольтметрами и амперметрами (класс точности 0,5).
Контроль значений напряжения сварки и силы сварочного тока проводят непрерывно (самописцы) или периодически через (7±3) мин в начале и при завершении сварки и через (25±5) мин на погонной части шва.
Контроль глубины шлаковой ванны проводят механическим щупом через (25±5) мин (при ЭШС с ползунами).
Скорость подачи электродной проволоки контролируют периодически через (7±3) мин по числу оборотов подающего ролика в единицу времени.
Скорость сварки контролируют по количеству пройденных меловых рисок в единицу времени, нанесенных вдоль завариваемого зазора через 0,5 м.
Положение электрода внутри свариваемого зазора контролируют с точностью ±3 мм.
Температура воды в формирующих устройствах не должна превышать 60 °С.
Сварные соединения, выполненные ЭШС, подвергают комплексному контролю, включающему визуальный контроль, ультразвуковую дефектоскопию (только после высокотемпературной обработки) или радиационный контроль (рентген, -лучами) в соответствии с ГОСТ 3242.
Визуальным контролем выявляют поверхностные дефекты: непровары, подрезы, трещины, поры, наплывы.
Ультразвуковой дефектоскопией обнаруживают дефекты внутри сварного соединения: расслоения, непровары, подрезы, шлаковые включения, поры и трещины любой ориентации при любой толщине свариваемого металла.
Радиационный метод позволяет обнаруживать те же дефекты в свариваемом металле ограниченной толщины: рентгеновскими лучами — до 70 мм, -лучами — до 250 мм.
5.7 Требования к характеристикам рабочего места и производственного помещения
Участок для ЭШС должен быть расположен в хорошо вентилируемом помещении, по объему и площади соответствующем санитарным нормам.
Участок должен располагаться в непосредственной близости от термических печей или устройств местной термообработки. Желательно, чтобы комплекс ЭШС и термические печи находились в соседних пролетах одного и того же цеха.
Сварочные установки (стенды) должны быть расположены в торце пролета или около цеховых колонн. Это требование обусловлено необходимостью исключить транспортировку грузов цеховыми кранами над установкой или аппаратом во время их работы.
На участке должны быть расположены посты ручной дуговой сварки и газовой резки, станок для очистки и намотки сварочной проволоки, распределительное устройство водоснабжения и слив отработанной воды, устройство автономного водоснабжения, устройство для предварительного, сопутствующего и последующего подогрева свариваемых заготовок. Участок следует размещать в зоне действия цехового крана достаточной грузоподъемности.
Питание участка электроэнергией должно быть преимущественно от отдельного распределительного щита мощностью 500 или 1000 кВ·А.
5.8 Требования к продукции, полученной ЭШС
Сварные соединения, выполненные ЭШС, должны обеспечивать служебные характеристики, установленные конструкторской документацией и нормативным документом на изделие и согласованные с заказчиком.
В случае обнаружения недопустимых дефектов сварные соединения подлежат ремонту. Метод восстановительного ремонта (удаление дефекта, заварка, последующая термо- и механическая обработка) назначается в соответствии с технологическим процессом, разработанным на предприятии, осуществляющем ремонт.
Дефекты швов должны быть полностью удалены механическим путем, а образовавшаяся разделка заварена.
5.9 Требования к маркировке продукции
Маркировка должна соответствовать указанной в конструкторской документации или нормативном документе на продукцию. Маркировку следует выполнять в соответствии с ГОСТ 7566.
5.10 Требования к транспортированию и хранению
5.10.1 Требования к транспортированию
Требования к транспортированию проката и изделий дальнейшего передела — по ГОСТ 7566.
Требования к транспортированию отливок и поковок устанавливают в РД и НД на эти изделия. Флюсы следует транспортировать упакованными в бумажные мешки по ГОСТ 2226, масса нетто одного мешка — 20-50 кг.
Сварочную проволоку следует транспортировать в бухтах массой до 80 кг. По соглашению с потребителем допускается масса бухт более 80 кг.
5.10.2 Требования к хранению
Требования к хранению проката и изделий дальнейшего передела — по ГОСТ 7566.
Требования к хранению отливок устанавливают в РД и НД на отливки.
Требования к хранению поковок — по ГОСТ 25054, ГОСТ 26131.
Требования к хранению флюса — по ГОСТ 9087.
Требования к хранению сварочной проволоки — по ГОСТ 2246.
5.11 Требования к производственной санитарии и технике безопасности
При ЭШС крупногабаритных заготовок с предварительным подогревом параметры микроклимата на рабочих местах сварщиков должны соответствовать требованиям СН N 4088 [1]. Рабочую зону сварщика необходимо экранировать подачей охлаждаемого воздуха.
Балкон сварщика специализированной установки для ЭШС заготовок толщиной 1000-3000 мм должен быть оборудован термоизолированной кабиной с кондиционированным воздухом.
Содержание вредных веществ в воздухе рабочей зоны при ЭШС не должно превышать предельно допустимых концентраций (ПДК) согласно ГОСТ 12.1.005. Помещение, где выполняется ЭШС, должно быть оборудовано общеобменной вентиляцией в соответствии СП N 1009 [2], а также устройствами местной вытяжной вентиляции.
Контроль содержания вредных веществ в воздухе рабочей зоны сварщика должен осуществляться в соответствии с требованиями СН N 4945 [3] по основным вредным составляющим сварочного аэрозоля: фторидам марганца, кремния, железа, титана, фториду водорода, оксида углерода, озону и оксиду азота.
Если существующая в производственном помещении система вентиляции не обеспечивает снижение указанных вредных веществ по ПДК, то для дополнительной защиты органов дыхания сварщика рекомендуется применять респиратор ШБ-1 «Лепесток» по ГОСТ 12.4.028.
5.12 Требования к охране окружающей среды
При ЭШС заготовок для защиты атмосферного воздуха от загрязнений выделяемыми вредными веществами должны быть предусмотрены мероприятия в соответствии с требованиями ГОСТ 17.2.3.02.
Утилизацию отходов основных и вспомогательных сварочных материалов следует проводить в соответствии с требованиями ГОСТ 380, ГОСТ 977, ГОСТ 2246, ГОСТ 5632, ГОСТ 9087.
Для охраны окружающей среды при использовании электрошлаковой сварки необходимо:
— использовать системы автономного водоснабжения с замкнутым циклом водопользования для охлаждения водой формирующих шов устройств;
— применять вытяжные устройства (местные и общие) для улавливания и очистки воздуха от вредных веществ, образующихся при ЭШС.
5.13 Требования к квалификации сварщиков
К выполнению работ, связанных с техникой и технологией ЭШС, допускаются сварщики, получившие на специальных курсах необходимую теоретическую и практическую подготовку и аттестованные не ниже четвертого квалификационного разряда по действующему нормативному документу.
ПРИЛОЖЕНИЕ А (справочное). Библиография
ПРИЛОЖЕНИЕ А
(справочное)
______________
* На территории Российской Федерации действуют СанПиН 2.2.4.548-96. — Примечание изготовителя базы данных.
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2001
Сопротивление 0,65 ом (ОВ65-2030) для отопителя салона О30-0010-20 (12;24В)
Сопротивление 0,65 ом (ОВ65-2030) для отопителя салона О30-0010-20 (12;24В)
Сопротивление 0,65 ом (ОВ65-2030) устанавливается в пульт управления отопителем О30-0010-20 (12;24В) последовательно с контрольной спиралью свечи накаливания.
Сопротивление 0,65 ом (ОВ65-2030) отопителя О30-0010-20 (12;24В) служит для снижения напряжения, подводимого к контрольной спирали и к свече накаливания. Он представляет собой специальную проволочную спираль , намотанную на изолятор . Концы проволоки прикреплены к выводным хомутам. Изолятор с помощью центрального стержня и гаек крепится к кожуху , который закрывает балластный резистор. Для охлаждения в кожухе просверлены отверстия. Величина сопротивления проволочной спирали 0,65 бм.
Отопитель О30-0010-20 предназначен для обогрева кабин и салонов автомобилей, автокранов, микроавтобусов, экскаваторов, автокранов и другой спецтехники. Воздушные отопительные установоки типа О30 (отопителей), работающих на бензине и рассчитанных на напряжение питания 12В или 24В. Отопитель состоит из теплообменника с двумя последовательно соединенными камерами сгорания, штатным электродвигателем, нагнетателем воздуха и вентилятором, системой управления и сигнализацией.
Отопитель бензиновый О30-0010-20 кабины крановщика автокрана
Перечень сборочных едениц и деталей отопителя О30-0010-20
3.1 Перечень наименований и обозначений сборочных единиц и деталей, входящих вотопительные установки, в соответствии с таблицей 2 .
Таблица 2.
№ поз. | Обозначение | Наименование сборочных единиц, деталей | Количество сборочных единиц, деталей для отопительных установок | |||
О30-0010-10 | О30-0010-20 | О30-0010-30 | О30-0010-40 | |||
1 | 030-0800-10 | Теплообменник | 1 | 1 | — | — |
030-0800-20 | — | — | 1 | 1 | ||
|
| Крепёжные детали: |
|
|
|
|
2 |
| 45 9432 1079 Винт М5-6g×10 ОСТ 37.001.127-81 | 3 | 3 | 3 | 3 |
3 |
| 45 9816 1044 Шайба 5Т ОСТ 37.001.115-75 | 3 | 3 | 3 | 3 |
4 | 030-1017 | Винт самонарезающий | 3 | 3 | 3 | 3 |
5 | 030-0225-В | Фланец электродвигателя | 1 | 1 | 1 | 1 |
|
| Крепёжные детали: |
|
|
|
|
6 |
| 45 9816 1023 Шайба 4 ОСТ 37.001.115-75 | 2 | 2 | 2 | 2 |
7 | 965-8101026 | Гайка специальная | 2 | 2 | 2 | 2 |
8 | 030-0227-Б | Патрубок всасывающий | 1 | 1 | 1 | 1 |
9 |
| Электродвигатель 74.3730 ТУ 37.459.128-91 | 1 | — | 1 | — |
Электродвигатель 77.3730 ТУ 37.459.128-91 | — | 1 | — | 1 | ||
10 | Д1-3913029 | Уплотнитель | 1 | 1 | 1 | 1 |
11 | 015-1023 | Втулка изоляционная | 1 | 1 | 1 | 1 |
12 | 030-0400 | Вентилятор | 1 | 1 | 1 | 1 |
13 | 030-0500 | Нагнетатель | 1 | 1 | 1 | 1 |
|
| Крепёжные детали: |
|
|
|
|
14 | 030-0504 | Винт стопорный | 1 | 1 | 1 | 1 |
15 | 030-0835-Б | Трубка дренажная | 1 | 1 | 1 | 1 |
16 |
| Свеча СР65А1-У-ХЛ ТУ 37.003.315-77 | 1 | 1 | 1 | 1 |
|
| Крепёжные детали: |
|
|
|
|
17 | ОВ65-0822 | Гайка накидная свечи | 1 | 1 | 1 | 1 |
18 | 965-8101150 | Температурный переключатель | 1 | 1 | 1 | 1 |
19 | 030-1010-10 | Кожух | 1 | 1 | — | — |
030-1010-20 | — | — | 1 | 1 | ||
|
| Крепёжные детали: |
|
|
|
|
3 |
| 45 9816 1044 Шайба 5Т ОСТ 37.001.115-75 | 2 | 2 | 2 | 2 |
4 | 030-1017 | Винт самонарезающий | 7 | 7 | 7 | 7 |
6 |
| 45 9816 1023 Шайба 4 ОСТ 37.001.115-75 | 9 | 9 | 9 | 9 |
20 | 850361 | Винт М4×5 | 8 | 8 | 8 | 8 |
21 |
| 45 9432 1054 Винт М4-6g×12 ОСТ 37.001.127-81 | 3 | 3 | 3 | 3 |
22 |
| 45 9811 1203 Шайба 4 ОСТ 37.001.144-75 | 3 | 3 | 3 | 3 |
23 | 850005 | Болт М5×14 | 2 | 2 | 2 | 2 |
24 | 353-1305022-Б | Шайба | 2 | 2 | 2 | 2 |
11 | 015-1023 | Втулка изоляционная | 2 | 2 | 2 | 2 |
25 | 16.8106218 | Втулка | 2 | 2 | 2 | 2 |
26 | 27.1106010-40 | Насос топливный электромагнитный | 1 | — | 1 | — |
271.1106010-40 | — | 1 | — | 1 | ||
27 |
| Хомут червячный TORRO S 8-12/9 C7 W1 | 2 | 2 | 2 | 2 |
28 | 030-1014 | Трубка, Рукав-деталь 6-12,5-45-1,3 (13) ТУ 38.1051909-89 | 1 | 1 | 1 | 1 |
29 | 030-3250-10 | Бензопровод | 1 | 1 | 1 | 1 |
30 | 030-1710-10 | Датчик перегрева | 1 | 1 | 1 | 1 |
31 | 030-2549-10 | Жгут отопителя | 1 | 1 | 1 | 1 |
32 |
| Задатчик импульсов ЗИ12-02, МВИА.421413.001-01, МВИА.421413.001 ТУ | 1 | — | 1 | — |
Задатчик импульсов ЗИ24-02, МВИА.421413.001-03, МВИА.421413.001 ТУ | — | 1 | — | 1 | ||
33 | 030-1035 | Крышка передняя | 1 | 1 | 1 | 1 |
34 | 030-1061 | Крышка задняя | 1 | 1 | 1 | 1 |
35 |
| Переключатель 2ППН-45 ТУ 16-526.016-73 | — | 1 | — | 1 |
36 |
| Предохранитель термобиметаллический 29.3722 ТУ 37.003.1415-92 | 1 | 1 | 1 | 1 |
37 |
| Реле перегрева РС65 У-ХЛ ТУ 37.003.288-78 | 1 | — | 1 | — |
Реле перегрева РС404 У-ХЛ ТУ 37.003.288-78 | — | 1 | — | 1 | ||
38 |
| Реле 90.3747 ТУ 37.003.1418-94 | 1 | — | 1 | — |
Реле 901.3747 ТУ 37.003.1418-94 | — | 1 | — | 1 | ||
39 |
| Фонарь контрольной лампы 121.3803 ТУ 37.003.750-79 | 1 | — | 1 | — |
Фонарь контрольной лампы 124.3803 ТУ 37.003.750-79 | — | 1 | — | 1 | ||
40 | 968-8106300-02 | Бензоотстойник | 1 | 1 | 1 | 1 |
41 | ОВ65-2000 | Контрольная спираль | 1 | 1 | 1 | 1 |
42 | ОВ65-2100-10 | Переключатель с ручкой | 1 | — | 1 | — |
43 | ОВ65-2030 | Сопротивление 0,65 ом | — | 1 | — | 1 |
44 |
| Колодка гнездовая 607605 ОСТ 37.003.032-88 | 1 | 1 | 1 | 1 |
45 |
| Колодка гнездовая 602608 ОСТ 37.003.032-88 | 1 | 1 | 1 | 1 |
46 |
| Гнездо 203612 ОСТ 37.003.032-88 | 11 | 11 | 11 | 11 |
47 |
| Гнездо 203613 ОСТ 37.003.032-88 | 2 | 2 | 2 | 2 |
48 | 030-3260 | Топливопровод 4×1, L=1900 мм | 1шт.- изготавливается по заказу | |||
Правила эксплуатации отопителя О30-0010-20 (12В, 24В)
Автономный отопитель кабины крановщика бензиновый ОЗ0 нуждается в периодическом техническом осмотре и обслуживании. Контроль за состоянием системы гарантирует бесперебойную работу в любых температурных условиях, в том числе при низких температурах.
Необходимо следить за герметичностью соединений патрубков, целостностью переходников и муфт, плотностью прилегания крышки бака. Нельзя допускать попадание бензина на внешний кожух и корпус отопителя. Расход топлива для работы отопителя фиксированный. Запрещено самостоятельно регулировать расход в системе подкручиванием и зажатием штуцеров и гаек. Это может привести к выходу системы из строя.
Во избежание поломок и создания аварийной ситуации запрещается:
- Эксплуатация автономной отопительной системы с перекрытыми воздуховодами, при попадании в заборники и выпускные коллекторы посторонних предметов. При отсутствии забора воздуха для нагрева и прекращения вывода нагретого воздуха или отвода отработанных газов возможна поломка системы.
- Включение отопительной системы при наличии плохих контактов, искрящих токопроводящих источников или проводов.
- Работа отопительной системы без контроля оператора.
- Установка в систему самодельных частей и устройств, замена штатных контрольных датчиков на другие (не предусмотренные производителем).
- Эксплуатация без контрольной спирали, замыкание спирали на свечу.
- Включение после перегрева и автоматического отключения без диагностики и устранения неисправностей.
Настоятельно рекомендуется не производить самостоятельно никаких действий, не пытаться изменить схему подключения, заменить штатные узлы, датчики, соединения, патрубки, токопроводящие части на другие. Любые изменения в отопительной системе могут привести как к ее выходу из строя, так и к опасной аварийной ситуации, которая может стать причиной замыкания или возгорания.
Технические характеристики бензинового отопителя
Отопитель О30-0010-20 рассчитан на номинальную мощность для подключения 24 В. Теплопроизводительность отопителя салона по заявленным производителем параметрам составляет 3480 Вт. Отопитель заправляется бензином. Расход топлива в рабочем режиме составляет 0,44 кг/час. Отопитель позволяет нагреть воздух в кабине на температуру до 80 °C, за час отопительная система нагревает до 130 метров кубических холодного воздуха. Рабочий ресурс составляет 1000 часов.
Устройство автономного бензинового отопителя салона для автокранов
Отопитель салона кабины крановщика состоит из теплообменника с двумя последовательно соединенными камерами сгорания, штатным электродвигателем, нагнетателем воздуха и вентилятором, системой управления и сигнализацией.
Принцип работы отопителя заключается в следующем. Топливо (бензин) подается через свечу накаливания в камеру сгорания, где обогащается поступающим с нагнетателя воздухом. Обогащенная воздушно-топливная смесь под давлением при помощи свечи накаливания воспламеняется. Искра на свечу подается только в момент воспламенения, после чего в камере сгорания поддерживается постоянное давление и объем топливной смеси за счет непрерывной подачи. От воспламенившейся смеси в двух камерах (последовательно соединенные камеры сгорания и догорания) нагревается теплообменник, после чего горячий воздух через систему воздуходува нагнетается в салон для отопления. За счет такой конструкции автономный отопитель салона бензиновый является экономичным и безопасным прибором, в котором топливо сгорает в два этапа. Отработанные продукты сгорания подаются в выпускной патрубок, откуда выбрасываются в атмосферу.
Для подачи обогащенной топливно-воздушной смеси в камеру сгорания используется электромагнитный насос. Насос начинает работу при подаче напряжения от генератора импульсов. Напряжение подается на электромагнитный якорь. Якорь оказывает давление на пружину и перемещает одновременно зацеп с втулкой. Втулка оттягивается и между нею и стенкой плунжера создается разреженная среда (с давлением ниже атмосферного). В разреженную среду в этот момент подается топливо. Далее прекращается подача напряжения и втулка под действием распрямляющейся пружины возвращается в первоначальное положение, выталкивая под давлением топливную смесь, которая проходит через седло клапана к нагнетающему клапану и далее выбрасывается через выпускной штуцер.
В качестве генераторов импульса используется задатчик импульсов тока со встроенным процессором. Задатчик работает на SMD-элементах. Задатчик оснащен двухуровневой системой защиты: контролера с защитой от переплюсовки напряжения на входе и защитой от короткого замыкания.
В автономный отопитель автокрана вмонтирован температурный переключатель. Температурный переключатель имеет датчик и служит для прерывания цепи на подаче искры на свечу после зажигания воздушно-топливной смеси. Также при помощи переключателя осуществляется продувка теплообменной системы после выключения обдува салона.
Техника безопасности
Во избежание поломок и аварий для обеспечения безопасности необходимо соблюдать условия эксплуатации.
Запрещается:
- Заправка автокрана с включенной системой отопления.
- Включение отопителя при наличии бензина на внешнем кожухе.
- Включение в условиях сильной запыленности, при наличии в воздухе паров легковоспламеняющихся веществ.
- Эксплуатация отопителя в непроветриваемых помещениях, в которых присутствуют люди.
- Тушение топлива в отопителе при воспламенении водой.
- Эксплуатация отопителя без наличия огнетушителя в салоне (или песка) для тушения.
Обслуживание и ремонт бензинового отопителя салона автокрана
К отопителю для салона автокрана прилагается инструкция по эксплуатации с перечнем возможным неисправностей и описанием их устранения. К примеру, если отопитель не включается, то необходимо проверить свечи, контрольную спираль, целостность электропроводки, входное напряжение, массу на отопитель или топливо в баке. Мелкие неисправности, такие как нагар на свече зажигания, засорение фильтра на подаче топлива, можно при наличии опыта и инструментов устранить самостоятельно. Также стоит проверить, есть ли масса на отопителе и бензин в баке. Более серьезные поломки, например, выход из строя электродвигателя, рекомендуется устранять в мастерской. Сначала нужно диагностировать поломку, а затем приступить к ремонту или замене вышедших из строя узлов и деталей. При замене датчиков нужно устанавливать оригинальные датчики, рекомендованные производителем.
При слабых оборотах вала или отсутствии вращения при включенном отопителе необходимо проверить напряжение на входе, состояние щеток и коллектора. Также нужно проверить, не заклинило ли вал, не цепляют ли его крыльчатки.
Если при работе появился посторонний шум, дым, то нужно проверить состояние патрубков и воздухозаборников. При засорении патрубков отопительная система может перегреваться и автоматически отключаться.
Где купить отопитель бензиновый О30-0010-20
«Кран-мастер» предлагает отопители бензиновые О30-0010-20, а также дизельные отопители для автокранов и спецтехники. Мы готовы поставлять вам отопители любыми партиями, в том числе крупным оптом. Наша компания сотрудничает с крупнейшими российскими производителями отопительной техники для автокранов, запчастей, узлов, агрегатов и ремкомплектов. Мы обеспечиваем запчастями и отопителями для автокранов мастерские, организации и магазины.
- У нас низкие цены на отопители для автокранов.
- Мы работаем официально и предоставляем документы.
- Готовы предоставить вам любую партию товара.
- Не срываем сроки поставок, любим пунктуальность и уважаем партнеров.
Вам нужны бензиновые или дизельные отопители? Позвоните нам! Окажем помощь в выборе и при необходимости установим отопитель.
Соленоид для клапана Hunter 9V
Соленоид для клапана Hunter 9V – это один из элементов системы автополива. Представляет собой катушку индуктивности (проволочную спираль), в которой создается при подачи электрического тока магнитное поле.
Как работает соленоид
Схема автоматического полива включает в себя множество элементов. Одним из них является электромагнитный клапан, на который подается постоянный ток напряжением 9 вольт. Под действием последнего на поверхности электромагнитной катушки индуцируется магнитное поле, втягивающее сердечник в проволочную спираль, открывая путь для воды.
Преимущества соленоида
К преимуществам приобретения данного устройства следует отнести:
- Надёжность и долговечность;
- Широкую совместимость.
В связи с тем, что корпус соленоида выполнен из высококачественного материала, обеспечивается высокая влагозащита начинки устройства при любой погоде и при любом качестве воды.
Он так надежен благодаря тому, что работает от постоянного тока. Работа от постоянного тока увеличила срок службы катушки индуктивности по сравнению с аналогами, работающими от переменного электричества. Также электропитание от постоянного напряжения позволяет устанавливать их в системы полива, получающие электричество от автономных источников питания.
Широкая совместимость проявляется в том, что система самополива Hunter может включать в себя следующие разновидности клапанов PGV, которые работают с данной индукционной спиралью: 100G, 101G, 151, 201G и 301G.
Другая продукция фирмы Hunter
Эта компания производит массу комплектующих, среди которых не только основные комплектующие для системы, такие как контроллеры, форсунки и т.п., но также и инструменты, которые, безусловно, облегчат использование системы. К примеру, ключ монтажный Hunter Т-образный,применяющийся тогда, когда нужно вручную поднять шток дождевателя. Или ручной насос для того, чтобы оперативно откачать воду из коробов с электромагнитными клапанами.
Это показывает, что фирма заботится о клиенте и продумывает все до мелочей.
Технологический расчет установок электрофлотации воды | Архив С.О.К. | 2014
Электрохимическая очистка воды за счет электролиза и электрофлотации применятся в водоподготовке сточных вод промышленно-бытовых предприятий, где традиционные методы водоподготовки не обеспечивают необходимую степень очистки воды от примесей в виде нерастворимых в воде дисперсных веществ, жиров и масел.
В процессе электрофлотации эти вещества под действием межмолекулярных сил взаимодействуют с электролитическими газами — водородом и кислородом, образующимися на катоде и аноде, и переносятся на поверхность обрабатываемой сточной воды в виде пены, которая удаляется. Электрофлотация эффективно используется в промышленности для извлечения из сточной воды нерастворимых примесей фосфатов и гидроксидов металлов, суспензий, смолистых веществ, эмульгированных веществ, нефтепродуктов, индустриальных масел, жиров и поверхностно-активных веществ.
Общие сведения Электрофлотация — это физико-химический способ очистки воды, заключающийся в образовании при пропускании постоянного электрического тока через водный раствор мелкодисперсных пузырьков электролитических газов (водорода и кислорода), газовых флокул, агрегатов, состоящих из пузырьков газа и грубодисперсных примесей в виде взвешенных веществ (суспензии, эмульсии, смолистые вещества, нефтепродукты, масла, жиры, поверхностно-активные вещества). Газовые флокулы обладают значительно большим гидравлическим сопротивлением, чем входящие в их состав примеси, и, всплывая на поверхность, захватывают эти примеси в пену, образуя устойчивый пенный слой — флотошлам.
Туда же выносятся отдельные растворимые загрязнения, адсорбирующиеся на поверхностях дисперсных частиц. Наряду с электрофлотацией в обрабатываемой воде при ее прохождении через межэлектродное пространство происходят электролиз воды, поляризация заряженных частиц, окислительно-восстановительные реакции, электрофорез; продукты электролиза взаимодействуют друг с другом и с другими компонентами.
При использовании растворимых электродов (железных или алюминиевых) на аноде происходит анодное растворение металла, в результате чего в воду переходят катионы железа или алюминия, которые, взаимодействуя с гидроксильными группами, образуют гидраты закиси или окиси, являющиеся коагулянтами, что способствует более эффективной флотации. Электрофлотационный является многостадийным процессом, состоящим из пяти основных стадий: формирование в обрабатываемой воде дисперсной фазы; электрохимическое формирование газового пузырька; формирование газовых флокул «частица–пузырьки газа»; переход газовых флокул на границу раздела «вода–воздух»; концентрирование газовых флокул на границе раздела «вода–воздух».
Для более полного протекания процесса обязательным условием является наличие всех пяти стадий. Другим необходимым условием высокой эффективности процесса электрофлотации является полный переход извлекаемого соединения в дисперсную фазу. Для интенсификации процесса электрофлотации и повышения эффективности очистки целесообразно проводить предшествующую стадию нейтрализации кислых или щелочных компонентов, перевод катионов металлов в труднорастворимые соединения, то есть образование твердой фазы, флокуляция и (или) коагуляция.
Процесс электрофлотации осуществляется за счет газообразных водорода и кислорода, генерируемых на катоде и аноде в процессе электролитического разложения (электролиза) воды. В зависимости от значения pH водной среды на электродах протекают различные окислительновосстановительные реакции. В нейтральной и кислой среде на аноде происходит поляризация и разряд молекул воды с выделением кислорода и образованием ионов гидроксония H3O+:
3 H2O – 2 e– ⇒ 1/2 O2 + 2 H3O+. (1)
На катоде протекает электрохимическая реакция восстановления ионов гидроксония с выделением газообразного водорода и образованием молекул воды:
2 H3O+ + 2 e– ⇒ Н2 + 2 H2O. (2)
В щелочной среде на аноде в результате разряда гидроксил-ионов (ОН– ) происходит выделение кислорода и образование h3O (3), а на катоде в результате разряда молекул воды выделяется водород и образуются гидроксил-ионы (4):
2 ОН– – 2 e– ⇒ 1/2 O2 + h3O, (3)
2 H2O + 2 e– ⇒ Н2 + 2 ОН– . (4)
Окислительно-восстановительные потенциалы приведенных выше реакций составляют +1,23 В и +0,403 В, то есть процесс протекает в условиях некоторого перенапряжения [1]. Согласно теоретическим расчетам, при затрате 1 А⋅ч электричества разрушается в среднем около 0,35 мл воды и генерируется 0,40 л водорода и 0,2 л кислорода. Один из главных этапов флотации — это агрегация газовых флокул, требующая сближения пузырьков газа и взвешенных частиц на расстояния, в пределах которых начинают действовать межмолекулярные силы взаимного притяжения.
Как показали исследования [2], в межэлектродном пространстве создаются благоприятные условия для агрегации, так как пузырьки газа и высокодисперсные частицы загрязнений перемещаются в жидкой среде под действием внешнего электрического поля (электрофорез), что увеличивает вероятность их электрокинетического контакта, особенно при повышении напряженности электрического поля.
Основную роль при электрофлотации играют пузырьки водорода, образующиеся на катоде. Размер пузырьков водорода значительно меньше пузырьков кислорода, выделяющихся на аноде, и при других методах флотации. Он зависит от краевого угла смачивания и кривизны поверхности электродов. Диаметр пузырьков варьирует от 20 до 50 и 100 мкм. Из пересыщенных растворов мельчайшие пузырьки выделяются на поверхности частичек загрязнений и способствуют эффекту флотации.
Выделяющиеся на поверхности катода пузырьки водорода отрываются и всплывают при достижении некоторой критической величины. Отрыв происходит легче, и диаметры пузырьков оказываются меньше в случаях, когда поверхность соприкосновения пузырька с катодом мала. Поэтому центрами газообразования являются различные неровности и выступы на поверхности электродов. Отрыв пузырьков происходит интенсивнее на поверхностях с большой кривизной, например, на катодах в виде проволочных сеток.
Отмечено, что чем меньше диаметр проволоки, тем меньше и средний диаметр пузырьков водорода, и они более однородны по размерам [3]. Особенно существенно уменьшаются размеры пузырьков при диаметрах проволочного катода катодов менее 0,5 мм (рис. 1). На рис. 1 приведен график зависимости диаметров пузырьков водорода с диаметрами проволочного катода по опытам Б. М. Матова [4].
В том случае, когда катоды имеют вид пластин, диаметры пузырьков водорода того же порядка, что и пузырьки воздуха при напорной флотации, то есть около 100–200 мкм. Также для получения пузырьков требуемого размера необходим правильный подбор материала, диаметра проволоки катода и плотности электрического тока. На размер пузырьков влияют и другие параметры: электропроводность воды, напряженность электрического тока, плотность тока; свойства поверхности электрода, его форма, значение рН и температура среды, поверхностное натяжение на границе раздела фаз «электрод– вода» и «газ–вода».
Оптимальное значение плотности электрического тока при проведении процесса принимается равным 200–260 А/м2, газосодержание — около 0,1 %. Интенсивность электрофлотации зависит от плотности электрического тока, но только до определенных пределов, так как одновременно усиливается процесс «бурления» воды, что приводит к разрушению газовых флокул.
Экспериментальные данные влияния плотности электрического тока на продолжительность процесса электролиза при постоянном эффекте очистки воды приведены в табл. 1. Главные преимущества электрофлотации заключаются в возможности удаления загрязнений очень большой степени дисперсности за счет насыщения воды газовыми пузырьками требуемых размеров, а также в обработке неограниченного насыщения воды пузырьками газа за счет последовательного размещения электродных блоков.
Электрофлотация также допускает возможные перерывы в электролизе; чередование периодов газонасыщения и пауз позволяет интенсифицировать извлечение примесей [4].
Конструкции электрофлотаторов
Типовой электрофлотатор оборудован электролизером и отстойником (флотационной камерой). В зависимости от компоновки различают однокамерные и двухкамерные флотаторы. В первом случае блоки электродов размещаются непосредственно во флотационной камере и занимают всю площадь ее днища. Для отведения крупных газовых пузырьков и осаждающихся грубодисперсных частиц днище флотационной камеры проектируется с углом наклона не менее 30°.
Различные схемы наиболее распространенных электрофлотационных установок приведены в табл. 2. При небольших объемах сточных вод (10–15 м3/ч) электрофлотационные установки проектируют однокамерными, при больших объемах следует применять двухкамерные установки, которые могут быть горизонтальными (рис. 2) и вертикальными (рис. 3). Вертикальные электрофлотаторы рекомендуются при производительности менее 20–30 м3/ч, а горизонтальные — при большей производительности.
Они состоят из электролизной камеры и отстойника. Сточная вода поступает в корпус, который отделен от электролизного отделения решеткой. Проходя через межэлектродное пространство, вода насыщается пузырьками газа. Всплывание газовых пузырьков с взвешенными частицами и примесями происходит непосредственно в отстойнике. Всплывший флотошлам затем перемещается скребком в шлакоприемник, откуда его удаляют механическим способом.
Для равномерного распределения воды между электродными каналами пластинчатые электролизеры оборудуются специальными распределительными решетками, суммарная площадь отверстий в которых принимается 25–30 % от суммарной площади поперечного сечения электродных каналов. Флотационные камеры двухкамерных электрофлотаторов, очищающих воду, содержащую крупные взвешенные частицы, оборудуются иловой частью и снабжаются устройствами для сбора и удаления ила.
Часть объема камеры выделяется для накопления на поверхности слоя пены толщиной от 1 до 50 см. Некоторые пены в момент образования имеют большую влажность, и в период накопления на поверхности флотационной камеры они обезвоживаются и уплотняются. Круглые в плане электрофлотаторы оборудуются скребками в виде спирали Архимеда — плоской кривой, которую описывает точка, движущаяся равномерно-поступательно от центра по равномерно-вращающемуся радиусу (рис. 4) или радиально расположенных металлических крыльев, к которым прикрепляются полосы листовой резины либо пластмассы, заглубленные на 5–10 см под уровень пены.
Скребковые механизмы закрепляются на вращающемся валу. Скребок «спирали Архимеда» вращается с окружной скоростью 10–15 см/с и сдвигает легкоподвижные пены в круговой лоток. Построение архимедовой спирали с заданным шагом S (это расстояние от центра 0 до точки VIII) выполняется в следующей последовательности (рис. 4). Из центра 0 проводят окружность радиусом, равным шагу S спирали, и делят шаг и окружность на несколько равных частей.
Точки деления нумеруют, из центра 0 радиусами 01–08 проводят дуги до пересечения с соответствующими радиусами в точках I–XV, и полученные точки принадлежат спирали Архимеда с заданным шагом S и центром 0. Второй вид скребков также используется для удаления легкоподвижной пены, например, образующейся при очистке воды от нефтепродуктов.
Перед крылом скребка движется основная масса пены, которая сбрасывается в радиально расположенные лотки, борта которых приподняты на 2–3 см выше уровня пены. Скребки заглубляются под уровень пены на 1/3–1/4 ее толщины, но не менее чем на 8–10 см [5]. Скребки для подвижного флотошлама располагаются через 1,5– 2,5 м, а при вязкой пене — через 1–1,5 м.
В тех случаях, когда пена состоит из хорошо уплотняющегося вязкого вещества, необходимо применение скребков-тележек длиной не более 8–10 м. Для удаления легкоподвижной пены при очистки воды от СПАВ применимы удаляющие пену вентиляторы и циклоны, активизированные поддувом воздуха. Для этих целей вдоль одной из продольных стенок флотационной камеры прокладывается напорный воздуховод со щелью шириной 10–20 мм, а вдоль противоположной — всасывающий воздуховод с продольной щелью шириной 100–150 мм друг от друга. Пена, толщина слоя которой не должен превышать 20– 30 см, поступает во всасывающий воздуховод, частично разрушается в вентиляторе и окончательно распадается в циклоне, откуда удаляется конечный пенный продукт.
Наиболее интенсивное уплотнение пены происходит в течение первого часа и фактически прекращается после четырех часов накопления пены. Устройства для удаления пены зависят от формы электрофлотатора и от физических характеристик пены. В процессе эксплуатации электрофлотаторов должны проводится работы по депассивации — переходу металлической поверхности электродов в активное рабочее состояние.
В зависимости от характера пассивирующих отложений (соли жесткости) депассивация производится без демонтажа или с демонтажом электролизной камеры механическим (скребки, щетки), химическим (промывка электродов 5 % раствором соляной или азотной кислоты) способами и путем переключения полюсов, то есть превращением анодов в катоды и наоборот (способ «переполюсовки»).
Переполюсовка осуществляется в ручном или автоматическом режиме, если в электрической схеме установки используются выпрямители тока реверсивного типа. Режим переполюсовки, при котором происходит разрушение пассивирующих отложений на электродах, должен быть технологически обоснован для каждого конкретного способа электрохимической обработки. В некоторых случаях он назначается исходя из роста электрического напряжения в процессе эксплуатации установки, не превышающего 10–20 %. Поскольку интенсивность пассивации увеличивается с ростом плотности электрического тока, переполюсовка должна производиться тем чаще, чем выше значение плотность тока.
Так, при плотности тока 10 А/м2 интервалы между переполюсовками целесообразно принимать через 4 ч, а при плотности 50–100 А/м2 — через 2 ч.
Технологический расчет электрофлотаторов
Расчет установок по электрофлотации сводится к определению общего объема установки, объемов электродной (камера коагуляции) камеры и отстойной части (камера флотации), а также необходимых конструктивных и электрических параметров установки. Г.И. Воловник и М.И. Коробко в работе [6] предлагают следующую последовательность расчета электрофлотаторов. Исходным параметром при расчетах электрофлотатора является эффективность очистки воды, которая оценивается степенью извлечения примесей α и рассчитывается по формуле:
где Сисх, Скон — исходная и конечная концентрация дисперсной фазы в водной среде [г/м3], соответственно. Расчетный расход газообразного водорода [л] в электролизной камере электрофлотатора определяется по формуле:
Qрн = qудн KCenЭqw × 10–3 , (6)
где qудн — удельное потребление водорода для извлечения единицы массы загрязнений, л/кг; К — понижающий коэффициент, который учитывает интенсификацию процесса агрегации газовых флокул при электролизе, К = 0,7–0,8; Сen — концентрация загрязнения в исходной воде, мг/л; Э — принятый в расчете эффект очистки, доли единицы; qw — удельное потребление воды, л/кг. Удельное потребление водорода определяется опытным путем. В качестве примера на рис. 5 приведен график, полученный при исследовании условий очистки сточных вод, загрязненных неэмульгированными нефтепродуктами [7]. Сила электрического тока [А], необходимая для генерации требуемого количества водорода, рассчитывается по следующей формуле:
Если отсутствуют данные о значениях удельного потребления водорода, экспериментально или по аналогии может быть принято значение удельного расхода электричества qcur, обеспечивающее нужный эффект очистки:
Icur = qcur qw, (8)
где qcur — удельный расход электричества, то есть его количество, затрачиваемое на обработку единицы объема воды, А⋅ч/м3. Для электролизеров, оборудованных пластинчатыми катодами, суммарная площадь поверхности [м2] определяется по формуле:
где ιкат — катодная плотность тока, А/ч. Процесс электрофлотации устойчив при плотностях электрического тока более 20–25 А/ч, но не должен превышать 50–100 А/ч для предотвращения бурления воды и измельчения газовых флокул. Обычно оптимальная плотность тока не превышает 30 А/м2 [10]. Подбор значения плотности тока — наиболее важная и ответственная задача в расчете установки электрофлотации. Размерами пластин электродов задаются конструктивно, причем площади анодов и катодов принимаются одинаковыми. Площадь одной пластины (электрода) [м2] определяется по формуле:
fпл = lплbпл, (10)
где lпл и bпл — длина и ширина пластины [м], соответственно. Количество пластин в электродной камере [шт.] рассчитывается по формуле:
Общая вместимость межэлектродных каналов [м3] должна обеспечивать пребывание в них воды в течение t1 ≥ 20–30 c, а рассчитывается она по формуле:
Минимальная ширина межэлектродных каналов [м] определяется по следующей формуле:
Скорость воды в межэлектродных каналах рассчитывается по формуле:
Эту скорость в расчетах принимают не менее 3–6 мм/с при движении воды через электролизер в направлении «сверху–вниз», и 1,5–2,0 мм/с — при движении «снизу–вверх». Размеры корпуса электролизера (длина × ширина × высота — L × B × H) прямоугольной формы при вертикальной установке электродов определяются по следующим формулам:
L = 0,5n(δ1 + δ2) + (n – 1)D, (15)
В = bпл + 0,1, H = lпл + 0,5, (16), (17)
где δ1 и δ2 — толщины пластин соответственно анодов и катодов, м. Общая масса электродов в электролизере составляет:
Gпл = 0,5αfan(δ1γ1 + δ2γ2), (18)
где γ1 и γ2 — плотности материалов анодов и катодов, соответственно: железа — 7600 кг/м3, титана — 4500 кг/м3, алюминия — 2700 кг/м3, графитизированного угля и графита — 2100 кг/м3. Материалами катодов электролизеров электрофлотаторов является термопрочная сталь, а вот аноды часто изготавливаются растворимыми из сплавов железа и алюминия. Если предусматривается депассивация электродов переключением полюсов, то все электроды должны быть нерастворимыми. Масса отдельных электролизных пластин или пакетов не должна превышать 50– 100 кг по условиям монтажа и демонтажа установки. Количество пакетов электродов, размещаемых в электродной камере [шт.], рассчитывается по формуле:
Если в качестве катода используется проволочная сетка, ее рабочая площадь [м2] определяется по формуле:
где dпр — диаметр проволоки, мм; a — расстояние между проволоками в сетке, мм. Электрическое напряжение в электродной ячейке принимается минимальным, но не менее 2,0–3,0 В, а в электролизере — в зависимости от схемы присоединения электродов. Потребляемая мощность [Вт] установки определяется по формуле:
Nпотр = ηэIcurVэ, (21)
где ηэ — коэффициент полезного действия электролизера, ηэ = 0,7–0,8; Vэ — напряжение на электролизере, В. Подбор выпрямителя тока производится по известным из расчетов значениям Vэ, Icur и Nпотр. Размеры флотационной камеры определяются так: а) вместимость камеры [м3]:
Wф.к = qwt2, (22)
где t2 — продолжительность отстаивания, t2 = 0,3–0,8 ч, причем это значение в конкретных условиях должно уточняться экспериментально;
б) площадь камеры [м2]:
Минимальная площадь должна быть не менее [м2]:
где U0 — гидравлическая крупность агрегатов, образующихся при флотации [мм/с], обычно U0 = 4–6 мм/с; Ккам — коэффициент использования объема камеры, принимается равным Ккам = 0,4–0,6. Рабочая глубина камеры мало влияет на процесс отстаивания, она принимается в пределах Нр = 1,5–3,0 м. Полная глубина флотационной камеры [м] учитывает толщину слоя осадка и пены, а также высоту свободного борта (0,3–0,5 м):
Hф.к = Hp + Hос + H0 + Δс.б + Hп, (25)
где Нос — толщина слоя осадка, определяемая с учетом качества очищаемой воды, м; Н0 — толщина нейтрального слоя, Н0 = 0,3–0,5 м; Δс.б — высота свободного борта, Δс.б = 0,3–0,5 м; Нп — толщина слоя пены, определяемая с учетом режима ее удаления и характера загрязнений, м. Толщина слоя пены зависит от режима ее удаления. Если влажность пены незначительна, например, при очистке воды от нефтепродуктов, она удаляется регулярно, и толщина слоя принимается в пределах 0,05–0,1 м.
При удалении электрофлотацией активного ила, гидроокисей металлов, жиров, скоагулированных органических веществ первоначальная влажность пены составляет 98 % и более. В этих случаях пена накапливается на поверхности флотационной камеры и удаляется с интервалами два-четыре часа, чем достигается ее частичное обезвоживание и уменьшение объема. Требуемая по условиям обезвоживания продолжительность накопления пены t3 [ч] и ее объем, в зависимости от влажности после уплотнения Рeх, определяется по формуле:
Первоначальная влажность пены принимается как Рen = 94 % по условиям ее накопления. Первоначальная влажность пены Рen может быть ориентировочно принята по табл. 2 [8]. Объем накапливающейся пены [м3] определяется по формуле:
где Рen и Рex — начальная и конечная (после уплотнения) влажность пены [ %], соответственно; С — содержание удаляемых флотацией взвешенных веществ, мг/л; Э — эффект очистки при электрофлотации, %; γш — объемный вес сухого вещества шлама [т/м3] определяется опытным путем. Толщина слоя пены [м]:
Формулы (26) и (27) заимствованы из работы [9] и получены экстраполяцией. Формула (27) пригодна для условия 2 ≤ t3 ≤ 4 ч. Если t3 ≥ 4 ч, то следует увеличить Рen путем сброса только верхних, обезвоженных слоев пены. В процессе эксплуатации электрофлотаторов должны соблюдаться определенные технологические нормы: ведется наблюдение за расходами воды, производится корректировка значения рН до pH = 8,5– 9,0 и электрического напряжения и силы тока на электродах. Корректировка рН производится подкислением обрабатываемой воды соляной кислотой. При увеличении электрического напряжения на 10–20 % необходимо проводить депассивацию электродов.
Заключение
Электрофлотация — это достаточно эффективный метод удаления взвешенных дисперсных частиц, эмульсий, коллоидов, масел и ПАВ из сточной воды. Преимуществами метода электрофлотации является высокая степень извлечения обрабатываемой сточной воды от нерастворимых примесей. Недостатками электрофлотации являются недостаточно высокая производительность установок электрофлотации, выброс пузырьков Н2, затраты на электроды и обслуживание, объемное образование шлама.
Особо отметим, что в ходе эксплуатации электрофлотатора также необходимо в соответствии с технологическим режимом периодически проводить депассивацию электродов и очистку установки от известковых отложений, удаление осадков, техническое обслуживание скребковых механизмов, регулярный сбор, разрушение пены, ее удаление и др. Также необходимо контролировать состав воздуха при установке электрофлотатора во избежание образования взрывоопасной газовой смеси.
Горелка ГС-250
Горелка для полуавтоматической сварки ГС-250 предназначается для использования в дуговых сварочных комплексах, с применением роликовой подачи проволочного электрода и созданием защитной газовой среды. Горелка сконструирована для комплектации сварочного полуавтомата Гранит-3У3, но возможно его применение в подобном оборудовании отечественного и зарубежного производства, при условии ограничения максимального сварочного тока в 250 А.
Устройство и принцип работы
Горелка ГС-250 выполнена в виде корпуса с ручкой, к которому подключается кабель и шланг, посредством которых горелка соединяется со сварочным постом. Перед работой необходимо присоединить сварочную горелку к механизму подачи проволочного электрода. Для этого необходимо, чтобы винт регулировки направляющего канала приближался на минимальное расстояние к ролику подачи.
При заправке проволочного электрода в направляющий канал горелки необходимо, чтобы токопроводящий наконечник был снят, проволока расправлена, а её конец был закруглён. После этого наконечник, выбранный с учётом диаметра расходного материала, устанавливается на своё место. Сварочный процесс начинается при нажатии курка расположенного на рукояти корпуса горелки. Одновременно с подачей сварочного тока начинается подача защитного газа (CO2) и проволочного электрода. При отпускании курка процесс сварки останавливается, а подача газа в рабочую зону осуществляется ещё несколько секунд.
Наименование параметра | Значение | |
Напряжение холостого хода сварочного источника | 80 В | |
Сварочный ток: | род | DC |
номинальный | 190 А | |
максимальный при ПВ — 60% | 250 А | |
Диаметр электродной проволоки | 1 — 1,2 мм | |
Расход защитного газа, при давлении 200 кПа | 7 — 15 л/мин | |
Радиус действия ГС-250 относительно аппаратного блока | 2,5 м | |
Вес горелки без шлангов и проводов | 0,45 кг | |
Комплект поставки
Потребителю горелка поставляется в следующей комплектации.
- Горелка сварочная ГС-250 ? 10 шт.
- Паспорт изделия ? 1 шт.
При заключении отдельного договора, совместно с горелкой поставляется ремонтный комплект.
- Изоляционная втулка ? 1 шт.
- Наконечники ? 3 шт.
- Микровыключатель ? 1 шт.
- Спираль ? 1 шт.
- Сопло ? 1 шт.
- Свеча ? 1 шт.
Как работают электрические трансформаторы?
Как работают электрические трансформаторы? — Объясни это Рекламное объявлениеКриса Вудфорда. Последнее изменение: 27 мая 2020 г.
Могучие линии электропередач, которые пересекаются наша сельская местность или незаметное шевеление под улицами города несут электричество при очень высоких напряжениях от источника питания растения в наши дома. Для линии электропередачи нет ничего необычного в рейтинге. от 400000 до 750000 вольт! Но бытовая техника в наших домах использует напряжения в тысячи раз меньше — обычно всего от 110 до 250 вольт.Если вы пытались включить тостер или телевизор от опоры электричества, мгновенно взорваться! (Даже не думайте пытаться, потому что электричество в воздушных линиях почти наверняка убьет вас.) какой-то способ уменьшить высоковольтное электричество от электростанций до электричество более низкого напряжения, используемое фабриками, офисами и домами. Устройство, которое это делает, гудит от электромагнитных волн. энергия, как она идет, называется трансформатором. Давайте подробнее разберемся, как это работает!
Фото: Взрыв из прошлого: Трансформатор странной формы на плотине Чикамауга недалеко от Чаттануги, Теннесси.Сфотографировано в 1942 году Альфредом Т. Палмером, Управление военного управления, любезно предоставлено Библиотекой Конгресса США.
Почему мы используем высокое напряжение?
Фото: Спуск: Эта старая подстанция (понижающий трансформатор) снабжает энергией небольшую английскую деревню, где я живу. Его высота составляет около 1,5 м (5 футов), и его задача — преобразовывать несколько тысяч вольт входящей электроэнергии в сотни вольт, которые мы используем в наших домах.
Ваш первый вопрос, наверное, такой: если наши дома и офисы с помощью копировальных аппаратов, компьютеры стиральные машины и электробритвы рассчитаны на 110–250 вольт, почему бы электростанциям просто не передавать электричество при таком напряжении? Почему они используют такое высокое напряжение? К Объясните это, нам нужно немного узнать о том, как распространяется электричество.
Как электричество течет по металлу проволока, электроны, которые несут свою энергию покачиваться сквозь металлическую конструкцию, ударяясь и разбиваясь о обычно тратит энергию как непослушный школьники бегут по коридору. Вот почему провода нагреваются, когда через них течет электричество (что очень полезно в электрических тостерах и других приборы, использующие ТЭНы). Оказывается, что чем выше напряжение электричества, которое вы используете, и тем ниже ток, тем меньше энергии тратится таким образом.Итак, электричество, которое приходит от электростанций передается по проводам под очень высоким напряжением в экономить энергию.
Но есть и другая причина. Промышленные предприятия имеют огромные фабрики машины, которые намного больше и более энергоемкие, чем все, что вы есть дома. Энергия, которую использует прибор, напрямую связана (пропорциональна) к используемому напряжению. Таким образом, вместо того, чтобы работать от 110–250 вольт, энергоемкие машины могут использовать 10 000–30 000 вольт. Небольшим предприятиям и механическим цехам могут потребоваться источники питания на 400 вольт или около того.Другими словами, разное электричество пользователям нужны разные напряжения. Имеет смысл отгружать высоковольтные электричество от электростанции, а затем преобразовать его в более низкое напряжение при достижении различных пунктов назначения. (Даже в этом случае централизованные электростанции по-прежнему очень неэффективны. Около двух третей энергии, поступающей на электростанцию, в виде сырого топлива, тратится на самом заводе и по пути к вам домой.)
На фото: изготовление больших электрических трансформаторов на заводе Westinghouse во время Второй мировой войны.Фото Альфреда Т. Палмера, Управление военного управления, любезно предоставлено Библиотекой Конгресса США.
Рекламные ссылкиКак работает трансформатор?
Трансформатор основан на очень простом факте об электричестве: когда по проводу течет колеблющийся электрический ток, он создает магнитное поле (невидимый образец магнетизма) или «магнитный поток» все вокруг него. Сила магнетизма (которая имеет довольно техническое название плотности магнитного потока) непосредственно связанный с величина электрического тока.Так что чем больше ток, тем сильнее магнитное поле. Теперь есть еще один интересный факт о электричество тоже. Когда магнитное поле колеблется вокруг провод, он генерирует электрический ток в проводе. Итак, если мы поставим вторая катушка проволоки рядом с первой, и посылает колеблющийся электрический ток в первую катушку, мы создадим электрический ток во втором проводе. Ток в первой катушке обычно называется первичным током, а ток во втором проводе это (сюрприз, сюрприз) вторичный ток.Что мы сделали вот пропустить электрический ток через пустое пространство от одной катушки провод к другому. Это называется электромагнитным индукция, потому что ток в первой катушке вызывает (или «индуцирует») ток во второй катушке. Мы можем сделать так, чтобы электрическая энергия передавалась более эффективно от одной катушки к другой, обернув их вокруг стержня из мягкого железа (иногда называемого сердечником):
Чтобы сделать катушку из проволоки, мы просто скручиваем проволоку в петли или («повороты», как их любят называть физики).Если вторая катушка имеет такое же количество витков, что и первая катушка, электрический ток в вторая катушка будет практически такого же размера, как и первая. катушка. Но (и вот что самое интересное), если у нас будет больше или меньше ходов во второй катушке мы можем сделать вторичный ток и напряжение больше или меньше, чем первичный ток и напряжение.
Важно отметить, что этот трюк работает, только если электрический ток каким-то образом колеблется. Другими словами, у вас есть использовать тип постоянно меняющегося электричества, называемый переменным ток (переменный ток) с трансформатором.Трансформаторы не работают с постоянным током (DC), где постоянный ток постоянно течет в одном и том же направление.
Понижающие трансформаторы
Если у первой катушки больше витков, чем у второй, вторичная напряжение меньше, чем первичное напряжение:
Это называется понижающей трансформатор. Если вторая катушка имеет половину столько витков, сколько первая катушка, вторичное напряжение будет вдвое меньше величина первичного напряжения; если во второй катушке на одну десятую меньше оказывается, он имеет одну десятую напряжения.Всего:
Вторичное напряжение ÷ Первичное напряжение = Количество витков во вторичной обмотке ÷ Количество витков в начальной
Ток преобразуется в обратную сторону — увеличивается в размере — в понижающий трансформатор:
Вторичный ток ÷ Первичный ток = Количество витков в первичный ÷ Количество витков вторичного
Так понижающий трансформатор со 100 витками в первичной обмотке и 10 катушки во вторичной обмотке снизят напряжение в 10 раз, но одновременно умножьте ток в 10 раз.Сила в электрический ток равен току, умноженному на напряжение (Вт = вольт x ампер — один из способов запомнить это), так что вы можете увидеть мощность в вторичная катушка теоретически такая же, как мощность в первичная обмотка. (На самом деле между первичный и вторичный, потому что некоторая часть «магнитного потока» просачивается наружу сердечника часть энергии теряется из-за его нагрева и т. д.)
Повышающие трансформаторы
Изменяя ситуацию, мы можем сделать шаг вперед трансформатор, который увеличивает низкое напряжение в высокое:
На этот раз у нас больше витков на вторичной катушка, чем первичная.По-прежнему верно, что:
Вторичное напряжение ÷ Первичное напряжение = Количество витков в вторичный ÷ Количество витков первичной обмотки
и
Вторичный ток ÷ Первичный ток = Количество витков в первичный ÷ Количество витков вторичного
В повышающем трансформаторе мы используем больше витков во вторичной обмотке, чем в первичный, чтобы получить большее вторичное напряжение и меньшее вторичное Текущий.
Рассматривая как понижающие, так и повышающие трансформаторы, вы можете видеть, что это общее правило: катушка с наибольшим числом витков имеет наибольшее напряжение, а катушка с наименьшим числом витков имеет самый высокий ток.
Трансформаторы в вашем доме
Фото: Типичные домашние трансформаторы. Против часовой стрелки слева вверху: модем-трансформер, белый трансформер в iPod. зарядное устройство и зарядное устройство для мобильного телефона.
Как мы уже видели, в городах много огромных трансформаторов. и города, где подведена высоковольтная электроэнергия от входящих линий электропередач. преобразуется в более низкое напряжение. Но есть много трансформаторов в Ваш дом тоже. Большие электрические приборы, такие как стиральные и посудомоечные машины, используют относительно высокое напряжение. 110–240 вольт, но электронные устройства, такие как портативные компьютеры и зарядные устройства для MP3-плееров и мобильных телефонов, используют относительно крошечные напряжения: ноутбуку нужно около 15 вольт, зарядному устройству iPod — 12 вольт, а мобильному телефону обычно требуется менее 6 вольт, когда вы зарядить его аккумулятор.Таким образом, электронные устройства, подобные этим, имеют небольшие размеры. встроенные в них трансформаторы (часто устанавливаются в конце силового свинец) для преобразования 110–240 вольт бытовой питание на меньшее напряжение, которое они могут использовать. Если вы когда-нибудь задумывались, почему у таких вещей, как мобильные телефоны, есть большие толстые короткие шнуры питания, потому что они содержат трансформаторы!
Фотографии: электрическая зубная щетка, стоящая на зарядном устройстве. Батарея в щетке заряжается за счет индукции: нет прямого электрического контакта между пластиковой щеткой и пластиковым зарядным устройством в основании.Индукционное зарядное устройство — это особый вид трансформатора, разделенный на две части: одна в основании, а другая — в щетке. Невидимое магнитное поле связывает две части трансформатора вместе.
Индукционные зарядные устройства
Многие домашние трансформаторы (например, те, что используются в iPod и сотовые телефоны) предназначены для зарядки аккумуляторных батарей. Вы можете точно увидеть, как они работают: течет электричество в трансформатор из розетки на стене, попадает преобразуется в более низкое напряжение и перетекает в аккумулятор в вашем iPod или телефон.Но что происходит с чем-то вроде электрической зубной щетки, у которой нет кабель питания? Он заряжается немного другим типом трансформатор, одна из катушек которого находится в основании щетки, и другой в зарядном устройстве, на котором стоит щетка. Вы можете узнать О том, как работают подобные трансформаторы, читайте в нашей статье об индукционных зарядных устройствах.
Трансформаторы на практике
Если у вас есть дома некоторые из этих зарядных устройств для трансформаторов (обычные или индукционные), вы заметите, что они нагреваются после того, как пробыли какое-то время.Поскольку все трансформаторы выделяют некоторое количество отработанного тепла, ни один из них не является полностью эффективным: вторичная обмотка вырабатывает меньше электроэнергии, чем мы подаем в первичную, и именно отработанное тепло составляет большую часть разницы. В небольшом домашнем зарядном устройстве для мобильного телефона потери тепла довольно минимальны (меньше, чем у старомодной лампы накаливания), и обычно не о чем беспокоиться. Но чем больше трансформатор, тем больший ток он несет и тем больше тепла он производит.Для трансформатора подстанции, подобного изображенному на нашем верхнем фото, ширина которого примерно равна ширине небольшого автомобиля, отходящее тепло может быть действительно значительным: оно может повредить изоляцию трансформатора, серьезно сократить срок его службы и сделать его гораздо менее надежным (давайте не забывайте, что сотни или даже тысячи людей могут зависеть от мощности одного трансформатора, который должен надежно работать не только изо дня в день, но из года в год). Вот почему вероятное повышение температуры трансформатора во время работы является очень важным фактором в его конструкции.Необходимо учитывать типичную «нагрузку» (насколько интенсивно он используется), сезонный диапазон наружных (окружающих) температур и даже высота (которая снижает плотность воздуха и, следовательно, эффективность его охлаждения) — все это необходимо учитывать. выяснить, насколько эффективно будет работать наружный трансформатор.
На практике большинство больших трансформаторов имеют встроенные системы охлаждения, использующие воздух, жидкость (масло или вода) или и то, и другое для отвода отходящего тепла. Обычно основная часть трансформатора (сердечник, а также первичная и вторичная обмотки) погружается в масляный бак с теплообменником, насос и охлаждающие ребра прикреплены.Горячее масло перекачивается из верхней части трансформатора через теплообменник (который охлаждает его) и обратно в нижнюю часть, чтобы повторить цикл. Иногда масло перемещается по охлаждающему контуру только за счет конвекции без использования отдельного насоса. Некоторые трансформаторы имеют электрические вентиляторы, которые обдувают охлаждающие ребра теплообменника воздухом для более эффективного рассеивания тепла.
Изображение: Большие трансформаторы имеют встроенную систему охлаждения. В этом случае сердечник и катушка трансформатора (красный) находятся внутри большого масляного бака (серый).Горячее масло, взятое из верхней части резервуара, циркулирует через один или несколько теплообменников, которые отводят отработанное тепло с помощью охлаждающих ребер (зеленые), прежде чем возвращать масло в тот же резервуар внизу. Иллюстрация из патента США 4 413 674: Конструкция охлаждения трансформатора Рэндалла Н. Эйвери и др., Westinghouse Electric Corp., любезно предоставлено Управлением по патентам и товарным знакам США.
Что такое твердотельные трансформаторы?
Из прочтения выше вы поняли, что трансформаторы могут быть очень большими, очень неуклюжими, а иногда и очень неэффективными.С середины 20 века всевозможные аккуратные электрические трюки, которые раньше выполнялись крупными (а иногда и механическими) компоненты были сделаны электронным способом, с использованием так называемой «твердотельной» технологии. Так, например, поменяли местами переключающее и усилительное реле. для транзисторов, в то время как магнитные жесткие диски все чаще заменяются флэш-памятью (в таких вещах, как твердотельные накопители, твердотельные накопители и карты памяти USB).
В течение последних нескольких десятилетий инженеры-электронщики работали над разработкой так называемых твердотельных трансформаторов (SST).По сути, это компактные высокомощные высокочастотные полупроводниковые схемы, которые повышают или понижают напряжение с большей надежностью и КПД по сравнению с традиционными трансформаторами; они также намного более управляемы, поэтому больше реагировать на изменения спроса и предложения. «Умные сети» (будущие системы передачи электроэнергии, питаемые от прерывистых источников возобновляемые источники энергии, такие как ветряные турбины и солнечные фермы), поэтому будут основным приложением. Несмотря на огромный интерес, SST технологии по-прежнему используются относительно мало, но, вероятно, будут самая захватывающая область проектирования трансформаторов будущего.
Рекламные ссылкиУзнать больше
На этом сайте
На других сайтах
Книги
Для читателей постарше
- Конструкция и применение трансформаторов Роберт М. Дель Веккио и др. CRC Press, 2018. Подробное руководство по трансформаторам питания.
- Справочник по проектированию трансформаторов и индукторов, составленный полковником Уильямом Т. Маклайманом. CRC Press, 2011. Подробное практическое руководство по проектированию электрических машин с использованием индуктивности.
- Электротрансформаторы и силовое оборудование Энтони Дж. Пансини. Fairmont Press, 1999. Объясняет теорию, конструкцию, установку и техническое обслуживание трансформаторов и различных типов трансформаторов перед тем, как перейти к рассмотрению соответствующих силовых устройств, таких как автоматические выключатели, предохранители и защитные реле.
- Трансформеры и моторы Джорджа Патрика Шульца. Newnes, 1997. Эта книга гораздо более практическая, чем некоторые другие книги, перечисленные здесь; он предназначен больше для электриков и людей, которым приходится работать с трансформаторами, чем для тех, кто хочет их проектировать.
- Трансформаторы и индукционные машины М. В. Бакши и У. А. Бакши. Технические публикации, 2009 г. Объясняет различные типы трансформаторов и связанное с ними электрическое оборудование, работающее по индукции.
Книги общего характера для младших читателей
- Д.К. Свидетель: Электричество Стива Паркера. Дорлинг Киндерсли, 2005. Исторический взгляд на электричество и то, как люди применяют его на практике.
- Сила и энергия Криса Вудфорда. Факты в файле, 2004.В одной из моих собственных книг описывается, как люди использовали энергию (включая электричество) на протяжении всей истории.
Патенты
Существуют сотни патентов на электрические трансформаторы различных типов. Вот несколько особенно интересных (ранних) из базы данных Управления по патентам и товарным знакам США:
- Патент США 351,589: Система распределения электроэнергии Люсьена Голлара и Джона Гиббса, 26 октября 1886 г. Голлард и Гиббс описывают, как можно использовать трансформаторы для повышения и понижения напряжения для эффективного распределения энергии — основы современного электроснабжения. система по всему миру.
- Патент США 433702: Электрический трансформатор или индукционное устройство, автор Никола Тесла, 5 августа 1890 г. Тесла описывает трансформатор со сдвигом фаз (такой, который может создавать разность фаз между первичным и вторичным токами).
- Патент США 497113: Трансформаторный двигатель Отто Титуса Блати, 9 мая 1893 г. Комбинированный трансформатор и двигатель, произведенный одним из изобретателей трансформатора.
- Патент США 1422653: Электрический трансформатор для регулирования или изменения напряжения тока, подаваемого от него, Эдмунд Берри, 11 июля 1922 г.Трансформатор с циферблатом, позволяющим регулировать выходное напряжение.
Новостные статьи
Пожалуйста, НЕ копируйте наши статьи в блоги и другие сайты
статей с этого сайта зарегистрированы в Бюро регистрации авторских прав США. Копирование или иное использование зарегистрированных работ без разрешения, удаление этого или других уведомлений об авторских правах и / или нарушение смежных прав может привести к серьезным гражданским или уголовным санкциям.
Авторские права на текст © Крис Вудфорд 2007, 2020.Все права защищены. Полное уведомление об авторских правах и условиях использования.
Следуйте за нами
Сохранить или поделиться этой страницей
Нажмите CTRL + D, чтобы добавить эту страницу в закладки на будущее, или расскажите об этом своим друзьям с помощью:
Цитируйте эту страницу
Вудфорд, Крис. (2007/2020) Трансформаторы электрические. Получено с https://www.explainthatstuff.com/transformers.html. [Доступ (укажите дату здесь)]
Подробнее на нашем сайте…
вопросов и ответов. Я создаю электромагнит для проекта научной ярмарки в моей школе. Имеет ли значение форма железного сердечника?
Я создаю электромагнит для проекта научной ярмарки в моей школе. Имеет ли значение форма железного сердечника? Сплошной медный провод лучше, чем многожильный? Что лучше — медный провод или другой провод? Провод должен быть изолированным или оголенным? Что я могу сделать, чтобы максимально разрядить аккумулятор?
Да, форма сердечника имеет значение.Чем полнее цепь, образованная железом, тем большее поле вы получите для данной катушки и тока. Лучший способ сделать простой магнит — это иметь железный сердечник в форме буквы «С». Зазор, образованный буквой «С», должен быть как можно меньше и при этом быть вам полезен. Просто оберните проволоку вокруг утюга, и у вас будет магнит. Утюг должен быть «мягким», а не твердой сталью, как болт. Если вам нужно использовать болт или стержень с резьбой, убедитесь, что это обычная сталь, а не нержавеющая или сверхвысокопрочная сталь.Нержавеющая сталь немагнитна (не работает), а высокопрочная сталь дает меньшее магнитное поле, чем мягкая сталь. Если вы покупаете сталь, попробуйте получить сплав под названием «1010». Если вы учитесь в хорошей средней школе с хорошим цехом по металлу, ваш учитель по цеху по металлу может смягчить для вас кусок стали путем отжига. Это просто означает, что вы его нагреваете и размягчаете сталь. После того, как вы согнете сталь в форме буквы «C», повторно отожгите ее, чтобы вернуть мягкость. Гибка стали делает ее твердой и ухудшает магнитные свойства.Математическая формула, описывающая функцию магнита, называется законом Ампера. В нем говорится, что напряженность поля, умноженная на зазор, равна количеству витков в катушке, умноженному на ток, умноженное на константу, называемую Mu.
B * зазор = Mu * N * I
| B в теслах (10 000 гаусс) |
| зазор в метрах (это отверстие буквы «C».) |
| Mu = 4π * 10 -7 |
| N — целое число, равное количеству витков в вашей катушке |
| I — ток в амперах |
Сплошной медный провод лучше, потому что он обычно может пропускать больший ток.Лучше всего иметь большое количество меди, чтобы снизить сопротивление. Также хорошо иметь много витков, чтобы лучше использовать имеющийся ток. Медь имеет самое низкое сопротивление при комнатной температуре, поэтому это отличный выбор. Кроме того, их легко спаять, и вы можете купить медный провод где угодно. Очень важно изолировать провод, иначе он закоротит витки и магнит будет неэффективным. Вы получаете максимальный ток от полностью заряженного аккумулятора. Кроме того, не следует отключать ток на слишком высокой скорости.Вы должны определить оптимальный ток разряда, чтобы продлить срок службы батареи. Кроме того, вы должны оптимизировать конструкцию вашего магнита, особенно катушки, чтобы она соответствовала вашей батарее. Вышеприведенное уравнение говорит вам для данного тока и количества витков, какое магнитное поле вы получите. Другой известный закон, называемый законом Ома, говорит вам о взаимосвязи между усилителями, вольт и сопротивлением.
Вольт = Амперы * сопротивление (измеряется в Ом)
Катушка должна быть сделана так, чтобы падение напряжения на ней было равно падению напряжения, которое может выдать ваша батарея при максимальной скорости разряда.Кусок меди имеет сопротивление, которое можно определить по следующей формуле.
Сопротивление = Rho * L / A
| Сопротивление в Ом |
| Rho — константа для каждого металла, а для меди 1,6 * 10 -6 Ом-сантиметров |
| L — длина используемого провода в сантиметрах |
| A — это площадь поперечного сечения медного провода в сантиметрах в квадрате |
Итак, закон Ампера говорит вам, сколько поля вы получаете для данного тока и количества оборотов.Закон Ома говорит вам о падении напряжения при токе, который вы хотите для данного сопротивления, а формула сопротивления сообщает вам сопротивление выбранного вами провода. Теперь вам нужно оптимизировать дизайн вашего магнита. Хитрость заключается в том, чтобы сделать катушку так, чтобы она эффективно разряжала батарею при номинальном напряжении. Если у вас 12-вольтная батарея глубокого разряда, вы можете разряжать их на 12 вольт и 5 ампер в течение длительного времени. Самые популярные рассчитаны на 120 ампер-часов. Это означает, что они проработают 24 часа при 5 ампер.Это также означает, что они будут работать при 20 А в течение 6 часов. Однако помните, что аккумулятор изнашивается быстрее, если вы разряжаете большим током, и определенно не прослужит долго, если вы возьмете более 50% доступного заряда. Итак, вы выбираете медный провод, сравниваете падение напряжения, скажем, 5 ампер с доступными 12 вольтами, и у вас есть катушка. Проверьте, сколько у вас поворотов, и это ваш магнит. Если поле слишком низкое, вам нужно больше витков или более высокий ток. Просто отрегулируйте размер провода, чтобы он соответствовал требуемому току и напряжению на необходимых витках, что может сделать батарея.Для батареи на 120 ампер-час лучше всего вынуть только 60, а затем остановиться и перезарядить. Для всех аккумуляторов глубокого разряда это хорошее практическое правило: не разряжать более половины номинального заряда. Таким образом они служат очень долго. Другие распространенные батареи, которые вы, возможно, захотите рассмотреть, — это элементы «D». Они рассчитаны на 1,5 вольта. Они подходят только для токов в несколько миллиампер. Вы можете получить больший ток, подключив эти батареи параллельно. Если вам нужно больше напряжения, вы можете подключить их последовательно.Если это проект домашней научной ярмарки, и ваши родители помогают, то я бы использовал что-то вроде батареи садового трактора. Они рассчитаны на 12 вольт, дешевые и перезаряжаемые. Возможно, у вас уже есть один дома, который вы можете использовать.
Автор:
Пол Бриндза, руководитель экспериментального зала A (Другие ответы Пол Бриндза)
Coil Voltage — обзор
Измерение мощности в симметричных трехфазных цепях
Для четырехпроводной системы необходимо использовать только один ваттметр, подключенный, как показано на рис.5.15. Ваттметр откалиброван для считывания произведения VI cos ϕ, где V, — напряжение на его катушке напряжения, I — ток, проходящий через его катушку тока, а ϕ — угол между ними. Ваттметр на рис. 5.15 имеет фазное напряжение на своей катушке напряжения и фазный ток (который в данном случае также является линейным током) через катушку тока. Таким образом, он будет считывать мощность в одной фазе, и поэтому общая мощность получается путем умножения показания на три.
Рисунок 5.15.
Однако для трехпроводной системы используется так называемый метод двух ваттметров, при этом два ваттметра подключаются, как показано на рис. 5.16. Поскольку ваттметр считывает произведение напряжения на катушке напряжения с током в катушке тока и косинусом угла между ними, тогда
Рис. 5.16.
- •
W 1 будет читать V AC I A cos ϕ 1 , (ϕ 1 — угол между
I
A )- •
W 2 будет читать V BC I B cos (ϕ 2 (ϕ 2 3 V угол между 3 BC и I B ).
Векторная диаграмма изображена на рис. 5.17 с учетом запаздывающего коэффициента мощности
Рис. 5.17.
cos ϕ, так что фазные токи отстают от фазных напряжений на ϕ. Ваттметр W 1 показывает
(5,10) VACIA cos (30 ° −ϕ)
, где В AC — линейное напряжение, а I A — линейный ток.
Ваттметр W 2 показывает
(5,11) VBCIB cos (30 ° + ϕ)
, где В BC — линейное напряжение, а I B — линейный ток.
Для ведущего коэффициента мощности cosϕ знак ϕ изменится в уравнениях (5.10) и (5.11). Мощность, представленная показанием на W 1 , составляет:
P 1 = V L I L (cos 30 ° cos ϕ + sin 30 ° sin ϕ) = V L I L (√3 / 2) cosϕ + (l / 2) sinϕ]
Мощность, представленная показанием на W 2 , составляет:
P 1 = В L I L (cos 30 ° cos (ϕ — sin 30 ° sinϕ) = V L I L [(√3 / 2) cosϕ — (1) / 2) sinϕ]
Мощность, представленная показаниями на W 1 и W 2 , составляет, таким образом,
(5.12) P1 + P2 = √3VLILcosϕ
— полная мощность в сбалансированной трехфазной цепи.
Таким образом, сумма показаний двух ваттметров дает полную мощность в трехфазной цепи. Если фазовый угол больше 60 ° (опережение или запаздывание), один из ваттметров будет показывать отрицательное значение, потому что cos (30 ° + ϕ) тогда отрицательный, и показания должны быть вычтены из другого, чтобы получить полную мощность.
Сейчас P 1 — P 2 = V L I L sin ϕ, что составляет 1 / √3 от общей реактивной мощности, поэтому, если мы умножим ( P 1 — P 2 ) через √3 получаем полную реактивную мощность в трехфазной цепи.Таким образом,
(5.13) Var = √3 (P1 − P2) = √3VLIL sinϕ
Поскольку фазовый угол φ определяется как tan −1 (реактивная мощность / активная мощность), то
(5.14) ϕ = tan− 1 [√3 (P1 − P2) / (P1 + P2)]
Тогда коэффициент мощности просто равен cos ϕ.
Подводя итог, используя метод двух ваттметров в любой сбалансированной трехфазной цепи, соединенной звездой или треугольником, показания которой равны P 1 и P 2 , мы можем получить следующую информацию:
- •
общая активная мощность
(5.12 бис) W = (P1 + P2) Вт
- •
общая реактивная мощность
(5,13 бис) Q = √3 (P1 − P2) Var
- •
коэффициент мощности
(5,15 ) cosϕ = cos {tan − 1 [√3 (P1 − P2) / (P1 + P2)]}
7 наиболее распространенных вопросов о проводах свечей зажигания от Taylor Cable Products
Проволока свечи зажигания — один из тех компонентов, которым не уделяется особого внимания, но он выполняет важную задачу. Без проводов свечей зажигания можно забыть о работе! Хотя работа провода свечи зажигания может показаться простой передачей высокого напряжения на свечу зажигания, это может потребовать и требует сложной инженерной мысли.Мы собрали семь наиболее часто задаваемых энтузиастов вопросов о проводах для свечей зажигания, а затем подробно остановились на инженерии, лежащей в основе качественного набора проводов для свечей зажигания.
Компания Taylor Cable Products занимается производством проводов для свечей зажигания с 1923 года. Недавно она расширила свою линейку, включив в нее Vertex Magnetos. Подход компании заключается в производстве высококачественной продукции самых разных стилей, но основное внимание уделяется проводам свечей зажигания, и именно этим мы и будем здесь заниматься.
Мы поговорили с Джастином Аскреном, техническим специалистом Taylor Cable, который поделился своими знаниями о проводах свечей зажигания.Некоторые из его ответов могут вас удивить. Итак, приступим!
1.) Вы предлагаете несколько различных типов проводов для свечей зажигания (Spiro-Pro, Thundervolt, StreeThunder, 409). Итак, какой провод мне нужен?A: StreeThunder — это хороший набор проводов для экономичного / повседневного использования, в то время как наша линия Spiro-Pro подходит для всего и является наиболее популярным выбором. Линии проводов Thundervolt и 409 предназначены для рабочих характеристик / гонок, где высокое давление в цилиндрах требует наибольшего напряжения от проводов с низким сопротивлением.
2). Вариантов размеров (диаметра) проводов для вилок довольно много. Проволока какого размера лучше всего — 8 мм, 8,2 мм, 9 мм или 10,4 мм?Taylor предлагает несколько стилей свечных проводов разного диаметра, уголков наклона проводов свечей зажигания и множество цветов.
A: 8 мм достаточно для большинства уличных применений. Наш провод ThunderVolt 50 10,4 мм особенно рекомендуется в приложениях с высоким наддувом / экстремальным давлением в цилиндрах, но будет отлично работать с любым двигателем.Более толстый диаметр провода обеспечивает больший запас прочности для предотвращения утечек напряжения.
3). Каков температурный диапазон проводов свечей зажигания?Провода для вилок чаще всего классифицируются по диаметру. Наиболее распространены толщины 7 мм и 8 мм, но более важен проводник. Лучший выбор — это провода Тейлора со спиро-оберткой, которые уменьшают сопротивление, минимизируют радиочастотные помехи и обеспечивают наилучшие характеристики.
A: Мы создали прямой силиконовый материал, который мы называем Zimplex, который рассчитан на температуру 600 градусов по Фаренгейту, используемый в наших лучших проводах, таких как ThunderVolt 50.Температура нашего материала из смеси силикона составляет 500 градусов по Фаренгейту, а нашего синтетического каучука EPDM — 450 градусов по Фаренгейту.
4). Есть ли разница в характеристиках между разными проводами свечей зажигания?В настоящее время используются два соединительных провода заглушки крышки первичного распределителя. Слева — наиболее распространенный штекерный разъем крышки распределителя в стиле HEI. Справа — старое гнездовое гнездо, где штекерный соединитель прикреплен к проводу вилки. Большинство комплектов проводов Taylor поставляются с обоими наборами соединителей крышки распределителя.
A: Это сводится к вопросу качества. Производители оригинального оборудования обычно используют провода с сопротивлением от 3500 до 5000 Ом на фут. Это мера электрического сопротивления. Рабочие провода будут иметь гораздо меньшие размеры, например 40 Ом на фут. Это пониженное сопротивление позволяет двигателю легче запускаться и обеспечивает более плавный холостой ход. С этим более низким рейтингом сопротивления наблюдается небольшое улучшение производительности.
5). Похоже, есть несколько разных распределителей и катушек для проводов.Кто они такие? В двигателяхLS и Ford используется специальный разъем катушки, который отличается от стандартных разъемов катушки. Taylor предлагает штекерные провода, подобные этим проводам ThunderVolt 8,2 мм, специально для двигателей LS. Провода для подключения к грузовым автомобилям длиннее, чем у легковых автомобилей.
A: Самая распространенная — мужская должность в дистрибьюторе вуза. Для этого нужен разъем женского типа. Старые двигатели использовали гнездо в крышке, которое требовало штекерного конца на проводе вилки.В более поздних моделях автомобилей в двигателях GM LS используются отдельные катушки, и для этого требуется специальный разъем. Наконец, электронная система зажигания Ford Electronic Distributorless Ignition System (EDIS) также имеет свой собственный уникальный разъем катушки.
6). Будут ли у меня помехи от радио или тахометра со спиральной намоткой?
Измерить сопротивление провода штекера очень просто с помощью ручного вольт / омметра. Установив измеритель на 1 кОм (1000), подключите по одному выводу к каждому концу провода и измерьте сопротивление.Этот провод Pro Spiro имел длину 4 ½ фута и, как вы можете видеть, генерирует сопротивление 1661 Ом. Разделив 1,661 на 4,5, мы получим сопротивление 369 Ом на фут. Если бы этот провод был всего два фута в длину, общее сопротивление упало бы до 750 Ом, поэтому предпочтительно, чтобы провода были короткими.
A: Простой ответ — нет, но причина, по которой это происходит, потребует немного дополнительной информации, чем в этой истории.
7). Следует ли устанавливать тепловые носки на чехлы для проводов свечей зажигания?
Прокладка проводов свечей заключается в том, чтобы убедиться, что сапоги свечи зажигания не касаются коллекторной трубки, так как это быстро расплавит любой силиконовый чехол.Например, эти разделители проводов с блокирующими заглушками Taylor упрощают аккуратную прокладку проводов над крышками клапанов. Чтобы убедиться, что провод номер 8 не плавится на трубе коллектора, мы можем перенаправить его под трубу коллектора.
A: Основная причина использования тепловых колпачков заключается в том, чтобы свести к минимуму тепловое повреждение кожуха провода свечи зажигания от плавления из-за его близости к коллекторной трубе или чугунному коллектору. Если вы ожидаете, что у вас возникнут проблемы, и у вас будет достаточно места для носка, чтобы не касаться провода и / или разъемов, да.Если область рядом с ботинком слишком тесная, лучшим решением будет углубление на трубе для создания достаточного зазора. Небольшие ямочки даже близко к голове не вызовут потери силы.
Но подождите, это еще не все!
Хотя эти быстрые вопросы и ответы охватили большой объем материала, некоторые дополнительные технические детали могут быть полезны при выборе набора соединительных проводов. Как упоминалось ранее, уменьшение сопротивления провода вилки может существенно повлиять на производительность. Для уличных автомобилей более качественный провод свечи зажигания может иметь большое значение.
В наименее дорогих штепсельных проводах на рынке — аналогично старым штепсельным разъемам оригинального производства 70-х годов — в качестве проводника использовалось пропитанное углеродом стекловолокно. Цель состояла в том, чтобы устранить радиочастотные помехи (RFI), которые возникают при использовании проводов свечей зажигания с твердым сердечником. Вот почему провода со сплошным сердечником не могут использоваться с двигателями EFI из-за чрезвычайно высокого электрического шума, создаваемого радиочастотными помехами. Хотя проволочные заглушки с углеродным переплетением значительно снижают радиочастотные помехи, их внутреннее сопротивление очень велико.К сожалению, это сопротивление также снижает напряжение, подаваемое на свечи зажигания.
Решением стало создание проводов со спиральной намоткой или спиральным сердечником. Эта конструкция, которая используется в большей части каталога проводов вилки Taylor, оборачивает очень тонкий проводник вокруг магнитного сердечника провода вилки. Эта плотная спиральная оболочка нейтрализует большую часть радиопомех, радикально снижая электрическое сопротивление.
Многие энтузиасты предпочитают универсальные комплекты проводов для вилок V8, которые позволяют настраивать длину проводов для вилок.Не забудьте оставить провода дополнительной длины, чтобы распределитель мог свободно двигаться. Плотная разводка проводов буквально не позволит вам изменить время!
Если вы не уверены в величине сопротивления проводов вилки вашего двигателя, вы можете выполнить простой тест сопротивления с помощью портативного вольт / омметра (VOM). Просто снимите оба конца провода свечи зажигания с двигателя (его не нужно полностью снимать с двигателя) и подсоедините два провода к VOM.Если переключатель установлен на 1 кОм (1000 Ом), показания измерителя укажут величину сопротивления.
Допустим, у нас есть штекерный провод длиной два фута с сопротивлением 2000 Ом на VOM. Если разделить 2000 на 2, мы получим сопротивление 1000 Ом на фут. Свечной провод Taylor ThunderVolt можно легко проверить при сопротивлении около 40 Ом на фут, что означает пониженное сопротивление и большее количество энергии, подаваемой на свечу зажигания.
За счет уменьшения сопротивления в проводах свечи катушка не должна работать так тяжело, потому что меньше напряжения теряется на сопротивлении между катушкой и свечой зажигания.Это одна из причин, по которой оригинальные запчасти в конечном итоге перешли на системы зажигания, расположенные рядом со свечой, чтобы уменьшить длину проводов свечей зажигания и тем самым еще больше снизить сопротивление.
В качестве примера того, как пониженное сопротивление может улучшить производительность, мы протестировали небольшой уличный автомобиль с анализатором выхлопных газов на четыре газа и измерили снижение содержания углеводородов (HC) вместе с улучшением уровней CO2, просто за счет уменьшения сопротивление в проводах свечи зажигания. Хотя мало энтузиастов волнуют выбросы, эти результаты указывают на улучшение эффективности сгорания.
Taylor предлагает керамические провода для заглушек в качестве опции, когда зазор между загрузочным кожухом и разъемами ограничен. Это двигатель LS с короткими заголовками и набором керамических проводов Taylor.
Уменьшение количества углеводородов (несгоревших углеводородов) означает, что во время холостого хода сжигается больше топлива. При неполном сгорании образуется окись углерода. Более сильная искра, возникающая за счет уменьшения сопротивления провода свечи, позволяет тюнеру немного изменить соотношение воздух / топливо, потому что для поддержания горения требуется меньше топлива.Это сводит к минимуму количество углеводородов и оксида углерода. В то же время это увеличивает процентное содержание CO2, что является положительной целью, поскольку образование CO2 указывает на более полное сгорание. В целом двигатель работает лучше и более эффективен, что часто приводит к улучшению реакции дроссельной заслонки.
Как упоминалось во введении, даже такая простая вещь, как провод свечи зажигания, требует огромного количества инженерных решений. Узнав немного больше о следующем наборе проводов, который вы планируете купить, теперь есть еще кое-что, что нужно учитывать, что делает вас более умным энтузиастом, способным принимать более правильные решения.
Список запчастей
Список деталей
Spiro-Pro 8,0 мм 73051
ThunderVolt 8,2 мм LS 85046
Тандервольт 8.2 BBC 98032
Разделитель проводов 42609
Разделитель проводов 42800
Разобранный двигатель: Наука об электричестве и магнетизме
Ток протекает через батарею, алюминиевую фольгу и скрепки в проволочную катушку, создавая электромагнит.Одна сторона катушки становится северным полюсом; другой — южный полюс. Постоянный магнит притягивает свой противоположный полюс на катушке и отталкивает такой же полюс, заставляя катушку вращаться.
Другой способ описать работу двигателя — сказать, что постоянные магниты воздействуют на электрические токи, протекающие через петлю из проволоки. Когда проволочная петля находится в вертикальной плоскости, силы на верхнем и нижнем проводах петли будут в противоположных направлениях. Эти противоположно направленные силы создают скручивающую силу или крутящий момент на проволочной петле, которая заставляет ее вращаться.
Почему так важно покрасить половину одного выступающего провода в черный цвет? Предположим, что постоянные магниты установлены так, чтобы их северные полюса были обращены вверх. Северный полюс постоянного магнита отталкивает северный полюс петлевого электромагнита и притягивает южный полюс. Но как только южный полюс петлевого электромагнита окажется рядом с северным полюсом постоянного магнита, он останется там. Любое нажатие на петлю просто заставит ее качаться около этого положения равновесия.
Закрашивая половину одного конца черным, вы предотвращаете протекание тока в течение половины каждого вращения. Магнитное поле петлевого электромагнита выключается на этот полувращение. Когда южный полюс петлевого электромагнита приближается к постоянному магниту, краска отключает электрический ток. Инерция вращающейся катушки переносит ее на половину оборота мимо изоляционной краски. Когда электрический ток снова начинает течь, скручивающая сила остается в том же направлении, что и раньше.Катушка продолжает вращаться в том же направлении.
Вы можете поэкспериментировать с этим устройством, переключив клеммы на батарее, добавив батарею или перевернув магниты. Попробуйте добавить больше магнитов или измените положение магнитов. Посмотри, что получится!
Как построить катушку Тесла на 1,35 миллиона вольт
Я построил катушку Тесла на 1,35 миллиона вольт у себя на заднем дворе, не убив себя.
Примечание автора: это очень устаревшая статья, написанная в средней школе.
Катушка Тесла, изобретенная гениальным ученым Николой Тесла (1856-1943), представляет собой высоковольтный высокочастотный генератор энергии. Тесла разработал его для беспроводной передачи электроэнергии, но из-за его низкой эффективности сейчас они просто выглядят круто.
С помощью этого устройства Тесла мог генерировать напряжения такой величины, что они вылетали из устройства, как молнии! Зрелище извивающихся электрических струй, прыгающих по воздуху, просто впечатляет.Сегодня катушки Тесла строятся любителями по всему миру только по одной причине — острые ощущения от создания собственной молнии!
Катушки Теслатакже были популяризированы в 90-х благодаря популярной видеоигре Red Alert. В игре катушки Тесла использовались Советским Союзом в качестве оружия для создания чрезвычайно высоких и смертельных напряжений.
Следуй за мной
Следи за моими последними приключениями
Материалы
| Много конденсаторов | Алюминиевый воздуховод |
| Трансформатор неоновых вывесок | Медная труба |
| Медные провода высокого напряжения | Трубки для аквариума |
| Листы акрила | Гибкие медные трубки |
| Алюминиевый U-образный профиль | много болтов / гаек / наконечников для проводов и т. Д. |
| Набор резисторов | Лента электрическая |
| Пироги | Лента из алюминиевой фольги |
| Трубки ПВХ | Заглушки из ПВХ |
| Полиуретановый лак | AWG24 Провод |
| Сверло | Набор для пайки |
| Молот | Стержни с резьбой |
| Металлические детали L-образной формы | Линейки |
| Полиэтилен высокой плотности (разделочная доска) | Вентилятор охлаждения |
| Пила | Патрон предохранителя |
| Деревянные блоки | Краска-спрей |
| Доски деревянные | Слишком много свободного времени |
| Мотивационные плакаты | Деньги |
| Семейное положение |
Строительство
Следует отметить, что конструкция катушки Тесла является сложной и трудоемкой.Это дорого, отнимает много времени, опасно и требует огромной мотивации. Требуются технические навыки, и необходимы хорошие знания физики и математики. Лучше всего разбить конструкцию на разные составляющие.
Источник питания / трансформатор
Пожалуй, самый важный компонент катушки Тесла — это блок питания, и его, вероятно, труднее всего достать. Характеристики источника питания влияют на все остальные компоненты и общий размер катушки Тесла.
Источник питания в основном преобразует напряжение сети (240 В) в чрезвычайно высокие напряжения, необходимые для катушки Тесла.
Обычно любители ищут трансформаторы нескольких типов.
Трансформаторы с неоновыми вывесками (NST), вероятно, являются самыми популярными. Их можно приобрести в магазинах с неоновой вывеской. Стоимость может составлять от 30 до 100 долларов в зависимости от состояния и рейтинга. Обычно они находятся в диапазоне от 6000 В до 15000 В, с током около 30 мА. Существует 2 типа трансформаторов для неоновых вывесок: один с железным сердечником и работает на частоте 50 Гц, а другой — это новый, меньший по размеру, с переключаемым режимом, который работает на частоте 20 кГц и намного легче.Тяжелые с железным сердечником обычно работают лучше.
Конечным трансформатором будет Pole Pig. Они используются вашими местными правительственными учреждениями для подачи энергии в город. Их можно найти высоко на столбах, по которым подается электричество. Они весят около 200 кг, поэтому, если вы собираетесь украсть его, приготовьтесь с краном или чем-то еще. Кроме того, вы можете иметь с собой электрика, когда вы запускаете катушку Тесла дома, так как ваши автоматические выключатели легко сработают из-за высокого тока, который требуется этим парням.В принципе, не беспокойтесь.
Я позвонил в магазин неоновых вывесок, и они действительно продали старые / старые NST. Я посетил их и купил один за 45 сингапурских долларов. Если вы не знаете, как им управлять, лучше попросите магазин продемонстрировать. Они обманывают мелкие; Они весят довольно тяжело, от 8 до 20 кг, и у меня болели руки после того, как я несли его домой в общественном транспорте.
Во-первых, некоторые детали моего трансформатора, а также спецификации, которым должна соответствовать моя катушка Тесла.
My NST выдает 15 кВ и 30 мА.
Более подробно…
Используя эту формулу, я выяснил, что моя катушка Тесла может достигать длины искры до 91,64 см. Теперь он не может приблизиться к этому значению, но он просто дает надежную оценку пространства, которое мне нужно для проведения тестов.
Конденсаторная батарея
Каждая катушка тесла должна иметь конденсаторную батарею. Это сохраняет мощность, необходимую для разряда катушки Тесла.Можно построить три типа конденсаторных батарей, в том числе полностью самодельный, состоящий из пивных бутылок и прочего. Но самый простой метод — это конструкция с несколькими мини-конденсаторами (MMC). Для MMC необходимо учитывать множество факторов.
Во-первых, вы должны знать пиковое напряжение, с которым должна справиться конденсаторная батарея.
В то время как мой трансформатор выдает 15000 В, напряжение может достигать пика до 21 213 В!
Затем нужно выбрать тип конденсатора.
Я выбрал полипропиленовый конденсатор на 1500 В постоянного тока, 0,047 мкФ, потому что они являются наиболее выгодными по цене, т. Е. лучший мкФ за доллар.
Теперь, поскольку моя MMC должна хранить как минимум 21213 В, я решил, что напряжения должны быть разделены конденсаторами, когда они включены последовательно. Я планирую расположить 15 таких конденсаторов последовательно, что в сумме даст 22500 В, с которыми он может справиться.
Используя приведенную выше формулу, я подсчитал, что моему трансформатору требуется конденсаторная батарея 0.0064 мкФ. Однако это всего лишь значение резонансной шапки. Чтобы быть в большей безопасности, нам нужно значение LTR (больше, чем резонанс). Это значение зависит от того, используете ли вы статический разрядник или SRSG (синхронный вращающийся разрядник), о котором я подробнее расскажу позже. Я буду использовать статический зазор, поэтому значение LTR составляет 0,0095 мкФ.
Расчетная общая емкость 1 «струны» из 15 конденсаторов — это просто номинальная емкость каждой шапки (т. Е. 0,045 мкФ), деленная на количество насадок в струне (т. Е.15), поэтому каждая моя струна имеет 0,00313 мкФ. Для производства 0,0095 мкФ мне понадобится примерно 3 струны.
Итак, это 3 струны по 15 заглавных букв, что в сумме дает 45 заглавных букв.
К каждой крышке также должен быть прикреплен резистор. Спускные резисторы используются для безопасного разряда каждого конденсатора, чтобы обеспечить безопасное обращение при настройке и транспортировке катушки. Я выбрал резистор 10 МОм 0,5 Вт 3500 В постоянного тока.
Общая конструкция моей конденсаторной батареи выглядит следующим образом:
После того, как я закончил сборку конденсаторной батареи, делая снимки по пути, по какой-то причине изображения конструкции конденсаторной батареи пропали, возможно, были удалены / отформатированы, и моя программа для восстановления данных не смогла их вернуть.
Итак, я не могу показать фотографии того, как я делал батарею конденсаторов, но я постараюсь изо всех сил описать это словами.
Хорошо, я нарисовал схему конденсаторов на бумаге формата А4. Затем я прикинул размер банка, купив 3 акрила такого размера.
Один кусок акрила будет использоваться для крепления конденсаторов. На концах конденсатора просверливались отверстия. Контакты конденсаторов проходили через эти отверстия, чтобы надежно прикрепить их к акрилу.
Мои навыки пайки были ужасными, поэтому мне было трудно спаять точки контакта вместе, чтобы сформировать цепочки конденсаторов.
Затем к каждому конденсатору были добавлены резисторы. И снова, с пайкой, работа была сделана довольно плохо.
Наконец, я просверлил отверстия в четырех углах трех частей акрила. Они будут использоваться для сквозной установки болтов и гаек.
Остальные 2 части акрила предназначены для покрытия конденсаторов из соображений безопасности.Один закрывает заднюю часть со всеми точками контакта и пайкой, а другой закрывает переднюю часть, защищая меня от конденсаторов, а их от меня.
Конденсаторная батарея находится в той части цепи катушки Тесла, где как напряжение, так и ток высокие. Требуется толстый хорошо изолированный медный провод.
Я отмерил необходимую длину конденсаторной батареи. Голый медный сердечник был обнажен в различных точках окончания цепочек конденсаторов. Конечная точка контакта была прикреплена с помощью проволочного наконечника.
Моя паяльная работа выглядит так, как будто ее выполнил пятилетний ребенок.
И наконец заклейка всей голой проводки. Готово! Вид сверху, обнаруживающие конденсаторы.
Общая стоимость конденсаторной батареи более 100 долларов США. Но это намного дешевле, чем покупать промышленный импульсный конденсатор.
Примерно через неделю я решил испытать недостроенную катушку Тесла. Получилось ужасно.
Зигзагообразная компоновка была глупым решением, поскольку ток предпочитал пробиваться через диэлектрический воздух, чем проходить через конденсаторы.
Между двумя соседними точками конденсаторной батареи возникла дуга, во многом благодаря ужасной конструкции Yours Truly. Я мог добавить изоляционный слой между всей цепочкой крышек, но расстояние было настолько маленьким, что я не мог найти подходящий материал.
И вот я решил все это перестроить. Это было последнее, о чем я думал, когда думал о вариантах, но, похоже, у меня не было выбора.
Потратил около часа или двух на распайку всех конденсаторов и резисторов, и мой отец купил мне новые кусочки акрила.На этот раз он будет не зигзагообразным, а просто из трех прямых цепочек заглавных букв.
Бурение заняло некоторое время, но, как я делал раньше, это было немного проще и быстрее…
Затем я вставил колпачки, спаял их вместе.
И, конечно, добавление резисторов…
Соединения на концах выполняются припаиванием толстого провода к 3 точкам контакта.
Электропроводка
Обычно для катушек Тесла требуются толстые хорошо изолированные медные провода из-за большого количества проходящего через них тока и напряжения.Количество обработанной меди в проводе делает его очень дорогим. Я попросил один диаметром 6-8 мм, 7 м, и парень дал мне диаметр 7,2 мм и назвал 47 долларов. Я не мог позволить себе платить столько только за проводку, поэтому попросил другую, меньшего размера. Это примерно 3-4 мм, не совсем то, что я хотел, но вдвое дешевле. Так что 20 долларов + за толстую проводку.
Итак, когда я сделал еще один тестовый прогон, это произошло:
Нет искр на разрядном выводе, но вместо этого на первичной обмотке!
Как видно из рисунка выше, дуга на самом деле возникает в проводе.Да, 20000 Вольт просто проскочили прямо через изоляцию провода. Я думал, что он на самом деле довольно толстый, но нет, мне следовало купить высоковольтные провода (высоковольтные), но это довольно дорого.
Итак, чтобы решить эту проблему, я купил несколько трубок для аквариума, чтобы обмотать провода в качестве дополнительной изоляции. Все провода теперь изолированы трубками для аквариума.
Разгрузочный терминал
В верхней части катушки Тесла находится разрядный терминал, что и делает он.Один, как следует из названия, должен действовать как выходной терминал для стримерных разрядов, а другой — как емкостная нагрузка для вторичной катушки.
Может быть двух форм: тороид или сфера. Я не знаю разницы, плюсов и минусов между ними, но понятия не имею, как сделать большую металлическую сферу. Поэтому выбрана тороидальная конструкция.
Коммерческий алюминиевый тороид будет стоить несколько сотен, если не тысяч долларов. Самодельный стоит около 40 долларов.
Вот как я делаю свой тороид.
3 шт. Воздуховоды алюминиевые, досталось мне 3м. Довольно дорого — 30 долларов +. Затем алюминиевая лента. Это около 10 долларов. И, наконец, блюда для пирогов, очень дешевые.
Просверлите пару отверстий в центре и по краям форм для пирога, а затем затяните их вместе болтами и гайками.
Отмерьте необходимую длину алюминиевого воздуховода и вырежьте его. Я использовал алюминиевую ленту, чтобы скрепить концы воздуховода, плотно прилегая к формам для пирога.
Сглаживал внешний вид тороида, добавляя ленты от алюминиевого воздуховода к формам для пирога.
Вторичная обмотка
Вторичная катушка — это чертовски круто.
Он отвечает за генерирование необходимого очень высокого напряжения, а его конструкция чрезвычайно утомительна.
Во-первых, требуется форма катушки. Провода, намотанные примерно на тысячу витков, полностью охватывают форму катушки, которая должна быть из изоляционного материала.О металлических трубах по понятным причинам не может быть и речи. Вода убивает производительность, поэтому также избегайте картона. Подойдет большинство пластиковых материалов. Обычно используются трубы из ПВХ, потому что их легко найти. Некоторые намотчики Tesla пытались и преуспели в том, чтобы намотать проводку вокруг формы катушки и полностью удалить ее, но на данный момент это выходит за рамки моих возможностей.
Черный ПВХ следует избегать, потому что он содержит углерод, серый работает, но белый — лучше всего.
Я купил 3-дюймовую трубу из ПВХ, 2 фута.При покупке формы катушки важно выбрать правильную длину, так как она сильно повлияет на высоту катушки. Слишком высокий, слишком громоздкий; Слишком короткая катушка Тесла способна поразить сама себя. Здесь играет роль соотношение диаметра к высоте. У меня была ошибка в расчетах, поэтому получилось странное соотношение 1: 6,67. Думаю, для моей катушки это плохо, учитывая, что рекомендуется соотношение от 1: 3 до 1: 6.
Перед тем, как начать, желательно покрыть форму змеевика полиуретановым лаком.
Был нанесен слой или два, и после того, как он высох, я сразу приступил к намотке проводов.
Несколько замечаний. Мы должны стремиться к диапазону от 800 до 1200 оборотов, любое большее или меньшее значение, похоже, снижает выход (либо из-за повышенного сопротивления, либо из-за низкой индуктивности). Я нацеливаюсь на 1000 ходов.
Я купил 0,5 кг провода 0,5 мм (AWG 24) (довольно дорого, от 30 долларов США). 1000 оборотов должны дать 20 дюймов.
Ранение утомительно. Я ищу слово со значением, аналогичным «утомительным», но с большей степенью страдания.Но пока подойдет утомительное занятие. Чтобы дать вам некоторую перспективу, вот процесс:
Для начала я нашел валяющуюся вешалку для полотенец. Ладно, не совсем «валяется», но взял это от мамы.
Разорвав его и реконструировав, я получил эту маленькую новаторскую штуку.
Намотка была невероятно утомительной, поскольку я прибегал к этому.
Я потратил 5-6 часов на намотку и намотку. Для развлечения я сделал это перед своим компьютером, пока я смотрел все оставшиеся серии CSI и Lost, которые я оставил.
Началось в 17:00, а примерно в 23:00 было так:
Я подсчитал и решил, что повредил около 240 м медной проводки. О, боль!
На самом деле я начал очень хорошо, с хорошими и плотными обмотками. Я потерял терпение на полпути, и оттуда все стало неряшливо. Надеюсь, это не сильно повлияет на работу катушки.
Я еще не доработал дизайн того, как вторичная катушка будет прикреплена к тороиду, но это должно выглядеть так.
Как я упоминал ранее, я обнаружил, что количество витков на моей вторичной катушке было слишком большим, почти 1000 витков. Это дает слишком высокое отношение диаметра формы к длине катушки, равное 6,67. Рекомендуемое максимальное соотношение — 6, что я намного выше. Я решил потратить некоторое время на раскручивание витков, чтобы получить длину катушки 18 дюймов из 20 дюймов.
Завершение вторичной катушки осуществляется путем прикрепления ее к алюминиевой ленте и использования перфоратора для подключения к концу заземляющего наконечника.
Шлифовальная штанга
Заземляющий стержень, даже если он звучит незначительно, играет важную роль. Большинство компонентов необходимо заземлить не только из соображений безопасности, но и для их работы. Я решил использовать один заземляющий стержень со множеством подключений к нему, так как я не хотел, чтобы слишком много стержней врезались в землю.
Я начал с толстого медного провода и 1-дюймовой медной трубы длиной в фут.
Я просто просверлил медную трубку, вставил болт и гайку и прикрепил медный провод с проволочным наконечником на конце.
Заземляющий стержень должен быть забит в землю надежно и глубоко.
Искровой разрядник
Искровой разрядник действует как выключатель питания для первичного контура бака. Он использует воздух для проведения электричества между электродами и при этом выделяет много тепла.
Звучит достаточно просто, но Spark Gap — единственный компонент, на который я тратил больше всего времени. Около 20 часов легко. Существует множество проектов Spark Gaps, и было довольно сложно выбрать один из них.
Существует два основных типа искровых разрядников. Статический, не связанный с движением электродов, отсюда и название. И экзотический тип, в котором электроды вращаются для повышения производительности. Схема вращающегося искрового промежутка была слишком сложной, поэтому я остановился на статическом искровом промежутке.
Конструкция статического искрового промежутка может отличаться от простой, например:
Однако зазор обычно делится на множество меньших зазоров, соединенных последовательно.Это сделано по двум причинам; 1) Чем больше у вас зазоров, тем с большей мощностью он может справиться; 2) Можно изменять напряжение зажигания промежутка, изменяя количество электродов в цепи (перемещая соединительные провода).
При этом вы получаете многосерийный статический искровой разрядник, который я выбрал для создания. Этот дизайн для этого сильно различается, и он имеет большое значение по цене, эффективности, выполнимости, затраченному времени и т. Д. У разных людей будут разные предпочтения в большом количестве доступных дизайнов.После нескольких часов поиска в Интернете я нашел дизайн, который мне понравился. Это парень по имени Скотт. Какой Скотт, я не знаю, но сколько там Скоттов, которые используют Tesla Coiler?
Итак, я приступил к этому.
Два куска прозрачного акрила, просверленные и поддерживаемые стержнями с резьбой по 4 углам. Стержни с резьбой действительно раздражали пилу и пилку.
Я нашел алюминиевые U-образные профили правильного размера! И снова пилить было настоящей болью.
И их выравнивание…
Электроды! Медные трубы, удерживаемые из акрила алюминиевыми U-образными профилями.
После многочасового бурения…
Последний собранный статический искровой разрядник Multi Series! Соединения крепились к болтам и гайкам, поддерживающим медную трубу и U-образные профили.
Тогда еще одно разочарование. В одном из тестовых запусков, откладывая настройку, чтобы завершить день, я уронил Spark Gap.Он очень сильно сломался и выглядел так, будто полностью вышел из строя. Я потратил на этот искровой разрядник целый день, а может, и больше, что-то вроде 6 часов непрерывной утомительной технической работы, и видеть, как он ломается, было совершенно отстойным чувством.
Мне пришлось построить еще один, но я сказал себе: «Ни в коем случае не еще 6 часов сверления, пиления и т. Д.», И поэтому я импровизировал. Придумал новый дизайн, и с его помощью появился шанс улучшить ситуацию.
Я нашел эти Г-образные металлические детали где-то в доме, и мне в голову пришла идея.Я попросил у папы еще, и он достал целую коробку.
И я купил 2 твердые пластиковые линейки, которые служат опорой, и они также обеспечивают точные измерения расстояния искрового промежутка.
Необходимо настроить искровой промежуток, чтобы катушка Тесла могла достичь максимальной производительности.
Для этого я подключил разрядник только к трансформатору 15000В. Оттуда я отрегулировал расстояние между электродами таким образом, чтобы добиться максимального расстояния искрового промежутка, который соответствует максимальному проходящему через него напряжению.
Первичная обмотка
Первичная катушка и основной конденсатор резервуара образуют первичный резонансный контур. Для правильной работы катушка Тесла должна иметь идентичные первичные и вторичные резонансные частоты.
О моей первичной катушке мало что можно сказать. По сути, это моток медной трубы, намотанный плоской блинной спиралью. Диаметр самого внутреннего витка должен быть на 2 дюйма больше диаметра вторичной катушки, и он закручивается по спирали, сохраняя зазор 1/4 дюйма между соседними витками.Общее количество необходимых витков зависит от значений других компонентов схемы, но максимум 10-15 витков будет хорошим числом.
Медные трубки, обычно используемые в системах центрального отопления, идеально подходят для изготовления первичных змеевиков. Он имеет большую гладкую поверхность, которая идеально подходит для работы с высокими частотами / высоким напряжением, и его легко сгибать вручную.
Хорошим материалом для монтажа высоковольтных компонентов является полиэтилен высокой плотности (HDPE), который легко достать в виде разделочных досок.Это то, что я буду использовать для поддержки трубки. Если вы используете древесину, ее следует просушить и покрыть лаком, чтобы гарантировать, что она действует как изолятор.
Сначала вырезал пилой полосы из ПНД.
После этого я просверлил отверстия во всех полосах, через которые будут проходить медные трубки.
Итак, я сел перед телевизором и начал продевать опоры через медную катушку.
Вот и готово!
Много недель спустя, когда я успешно протестировал испытанную катушку, мне удалось получить дугу 25-27 см… но характеристики катушки Тесла были ограничены.
Проблема была с первичной обмоткой. У меня был отвод первичной обмотки на катушке номер 8, с улучшением характеристик по мере увеличения количества витков. Моя первичная катушка, к сожалению, имела всего 8 витков. Работа моей катушки Тесла была ограничена, в первую очередь, моей первичной катушкой!
Если бы у меня была более длинная медная трубка и, следовательно, больше витков в первичной катушке, я бы смог добиться гораздо большей производительности. Очень жаль, что первичная катушка не позволяет мне достичь резонанса.
Итак, я купил новую 50-футовую медную трубку для своей новой первичной обмотки. По сравнению с моей 18-футовой старой первичной катушкой, у меня никогда не должно закончиться оборотов, от которых я мог бы отводить.
Целый день работал над этим. После 4 часов пиления, сверления, забивания молотком.
На этот раз я сделал это немного по-другому, потому что научился на собственном опыте. Продевать через опоры было мучительно утомительно, поэтому я поумнел и сделал это по-другому.Вместо того, чтобы продевать его, я просто сделал узкие выступы с небольшими отверстиями в опорах. Оттуда я могу просто вставить медные трубки, чтобы они хорошо вошли в выступы опор.
К первичной обмотке необходимо выполнить два электрических соединения; фиксированное соединение на одном конце катушки и подвижная точка отвода для подключения к любой точке катушки. Это то, что позволяет нам настраивать частоту первичного контура резервуара в соответствии с естественным резонансом вторичного контура.
Подвижное соединение отвода первичной обмотки было выполнено с помощью держателя предохранителя. Он был разработан для установки предохранителей, но если осторожно согнуть его плоскогубцами, возможно хорошее соединение с медной трубкой. На самом деле мне потребовалось много модификаций, чтобы заставить его хорошо соединиться с толстым медным проводом.
Неподвижное соединение выполняется путем скручивания внутреннего конца медной трубки вниз, и я приклеил проволочный наконечник, чтобы обеспечить хороший электрический контакт.
Стенд
Я решил создать подходящую подставку, чтобы упростить настройку, улучшить внешний вид и удобство хранения, когда я закончу с ней.Итак, несколько недель назад (на самом деле почти месяц) я попросил отца выступить за это. Я описал ему, что хочу: две палубы, 4 опоры, на колесах.
Через неделю или две он сделал это, но я продолжал просить мелкие исправления и изменения. Это выглядело действительно некрасиво с желтым, белым, серым и коричневым. Четыре опоры представляют собой трубы из ПВХ, а деревянные блоки используются для удержания предметов на месте.
Если я и чему-то научился у Apple iPod, так это тому, что Immaculate White выглядит потрясающе.
S $ 9.00 за белую аэрозольную краску. Глупые плееры iPod учат глупым вещам.
Я потратил почти 2 дня на постоянную установку катушки Тесла на подставку. Мне пришлось просверлить больше отверстий, добавить больше деревянных блоков, чтобы удерживать предметы на месте, просверлить крючки, отрегулировать длину проводов, чтобы они соответствовали конструкции, и т.д., и, наконец, снова покрасить распылением их в белый цвет.
В конструкции были функции и особенности, в том числе:
Крюк для удержания длинного провода заземления и медного стержня заземления.Так что теперь это намного более управляемо и удобно.
Трансформатор 15 кВ, искровой разрядник и батарея конденсаторов удобно расположены на нижней палубе. Все кабели изолированы трубками для аквариума и укорочены, чтобы поддерживать их в чистоте и порядке. Трансформатор также находится на колесах, так как я не могу перемещать установку с катушкой Тесла. Один только трансформатор, возможно, тяжелее, чем остальная часть катушки Тесла.
Тороид жестко установлен поверх вторичной обмотки.
Первичный змеевик поддерживается 4 трубками из ПВХ.
И, наконец, полностью завершенная установка катушки Тесла.
Красавица, не правда ли?
Тесты
Я провел много тестовых прогонов со всей собранной установкой, и примерно половина из них была неудачной. Но я не буду документировать их все. Вместо этого ниже представлены только успешные тесты.
Тест 1: Первый свет
Столкнувшись с таким количеством проблем и неудач во всех предыдущих тестовых запусках, я вошел в этот тест с мышлением, что это-будет-еще-еще-пробный-запуск-с-проблемами-которые-я-должен-исправить.
Искровой разрядник вообще не настраивался, но я все равно запустил полную настройку. Первичная обмотка была задействована на 7-м повороте. Было уже довольно поздно, около 8 часов вечера, но мне нужна была темнота.
… и ВКЛЮЧАЙТЕ!
Искровой разрядник горел очень громко; опасная вещь, на которую можно смотреть, так как она излучает ультрафиолетовые лучи. Но потрясающая искра на разрядном выводе намного красивее.
Увеличенное изображение.
Замечательный спектакль! Наконец-то первый свет от разрядной клеммы!
Я уверен, что при правильной настройке его производительность может быть увеличена примерно в 3-5 раз по сравнению с пробным запуском.
Я измерил диаметр тороидального разрядного вывода, сравнил его с длиной искры на фотографии и оценил, что он составляет 8 см.
Поскольку у меня нет подходящего метода измерения чрезвычайно высокого напряжения, давайте сделаем некоторые приблизительные оценки.
В электрическом поле (создаваемом разрядным выводом в форме тороида) электрический пробой воздуха соответствует примерно 30 000 В / см.
Таким образом, сфотографированная дуга длиной 8 см составляет около 240000 В.0,5 Vмакс = 495300 В
Эта формула каким-то образом дает моей катушке плохую максимальную длину искры 16 см. При использовании другой формулы (приведенной выше в разделе «Источник питания / трансформатор») получилось 91,64 см.
Тест 2: Ограничено первичной обмоткой
18:00, я решил вытащить всю свою установку Tesla Coil на улицу. Починил кое-что, настроил камеру, предупредил моих братьев и сестер / родителей о шуме, который я собирался создать, забил стержень заземления…
К тому времени стемнело…
Я всегда ненавижу удары по заземляющему стержню.Мой сад на заднем дворе теперь квалифицируется как поле для гольфа.
Точка отрыва — это просто неинтересный алюминиевый стержень, прикрепленный к тороиду. Ленты будут извергаться из этой точки прорыва, а не вспыхивать случайным образом.
И я загорелся!
Глупый я. Я даже не подключил первичный ответвитель к первичной катушке. Результат? Серьезное искрение, когда ток пытается замкнуть цепь.
Что я нашел невероятным, так это то, что, несмотря на огромные потери энергии при искрообразовании, катушка работала! См. Верхнюю часть точки прорыва, которая слегка изгибается по отношению к заземленному стержню справа.
Итак, я исправил проблему с первичным ответвлением и попробовал еще раз.
Появились гоночные искры. Это происходит, когда есть искра от первичной обмотки к вторичной обмотке. И через некоторое время (из-за множества попыток) это стало серьезной проблемой.
Гоночные искры возникают, когда катушка имеет одно или несколько из следующего:
— Чрезмерно высокое сцепление
— Система с повышенной мощностью
— Плохое гашение в искровом промежутке
— Несоответствие, слишком большой тороид
— Чрезмерно большой первичный конденсатор
Неважно, в какую мою попадет, но мне это не понравилось.
У меня не было выбора, кроме как изменить уровень первичной катушки, сделав его ниже. Это будет связано с опорами для труб из ПВХ (на которые я потратил много усилий) и вернуться к временным опорам.
И это сработало отлично!
Я решил поставить рядом с установкой люминесцентную лампу. Это совершенно ни с чем не связано. Просто лежал. И МАГИЯ!
Хорошо, если вы кое-что знаете об электрических полях.
Известно, что электрические поля катушек Тесла (да, даже самодельные) настолько мощны, что могут создавать помехи для телевизионных сигналов и делать любые цифровые устройства, которые вы носите, бесполезными. Большинство коммерческих катушек Тесла помещено в клетку Фарадея как таковую.
Когда все НАКОНЕЦ заработало (почти больше часа), настало время утомительной настройки.
Мне пришлось настроить частоту первичной катушки в соответствии с частотой вторичной катушки, чтобы они находились в резонансе и производили максимальную мощность.Это делается путем изменения положения первичного ответвителя в разных точках первичной катушки.
И я начал настраивать, и удаление точки прорыва…
И обратно с точкой прорыва в позиции:
Обычно намотчики Tesla должны найти идеальное количество витков для намотки первичной обмотки. Слишком много оборотов или слишком мало резонанса не будет достигнуто.
У меня был другой случай. Все началось так…
Когда я пошел покупать компоненты для своей катушки, я купил гибкую медную трубку, чтобы сделать первичную катушку у какой-то старушки.Ранее мне говорили, что цена на медь за последние годы взлетела до небес. Она брала с меня 12 долларов за метр, я купил их на 66 долларов.
Когда я сделал свою первичную катушку, она дала мне 8 витков, что довольно мало. Но, думаю, большего я себе позволить не мог. Однажды мне сказали, что я могу купить медную трубку по цене 25 долларов за 50 футов. И что старушка меня обманула.
Grah. Я мог бы пройти вдвое больше поворотов за 25 долларов, по сравнению с 8 жалкими поворотами за 25 долларов.
Вернувшись туда, где мы были, я понял, что производительность катушки Тесла увеличивается с количеством витков. На 7-м повороте образовалась искра в 25 см.
Итак, у меня был первичный ответвитель на 8-м ходу, максимум.
Если бы у меня была более длинная медная трубка и, следовательно, больше витков в первичной катушке, я бы смог добиться гораздо большей производительности. Очень жаль, что первичная катушка не позволяет мне достичь резонанса.
Как бы я ни хотел завершить проект Tesla Coil сегодня раз и навсегда, я думаю, что будет разумнее, если я куплю новую более длинную трубку и настрою катушку на максимальную производительность, а не ограничиваясь первичными витками.Так что этот проект будет снова расширен.
Максимальная искра сегодня была примерно 25-27 см! С моей катушкой мощностью 450 Вт я должен получить как минимум 40-50 см искр. Но пока это лучший результат.
Звук от катушки Тесла пугающе громкий. Мне удалось запустить его довольно много раз сегодня (кажется, более 10 раз), потому что соседи справа были далеко от дома. Я забыл о соседях слева, поэтому они услышали это и подумали, что это их домашняя сигнализация (да! ТАК громко.). Поэтому они вынули батарейки из домашней сигнализации и вернулись к своим делам. Представьте, что случилось, когда меня нашли. Ургх.
Вот результаты на сегодня!
Тест 3: финал
В течение нескольких недель после испытания 2 я починил первичную катушку, сделав новую. Однако пройдут месяцы, прежде чем я смогу провести какие-либо тесты с новой первичной катушкой из-за всех моих обязательств и школьной работы.
Когда наступили июньские каникулы, моя семья решила отправиться в путешествие по Европе, тем самым отложив мои планы окончательно закончить катушку Тесла раз и навсегда.
Итак, еще через три месяца наступили сентябрьские каникулы. Идеальный.
Я достал катушку Тесла, покрытую видимым слоем пыли после СЕМЬ месяцев нетронутой.
Медь первичной обмотки, очевидно, была окислена, приобрела более темный и менее отражающий вид. Это может снизить производительность, но я все равно пошел дальше.
Также расшатался разрядник. Я не хотел тратить время на то, чтобы снова довести его до совершенства и максимальной производительности, поэтому просто затянул его и подключил к системе.
После тщательной очистки я перенес настройку в резервную копию, и все было готово!
Катушка Тесла началась с очень слабого дисплея…
Затем я настроил первичный отвод, чтобы настроить катушку…
Я перешел с Turn 9.5 на 8.5 и обнаружил, что это значительно повысило производительность. Я перешел на 7.5, но производительность упала, но не так сильно, как в Turn 9.5
Итак, я прикинул, что идеальное место отвода находится где-то между 7-м поворотом.5 и 8.5, поэтому я перешел на 8-й поворот.
Отсюда точная настройка показывает очень незначительные улучшения, если они вообще есть. Но мне показалось, что Turn 8 выглядит немного лучше, чем Turn 8.5, поэтому я попытался настроить его еще больше.
Я отрегулировал положение ответвления на 7,75, что, как и следовало ожидать, имело еще более незаметную разницу. Я не был уверен, был ли поворот 7.75 лучше, чем поворот 8, но мой папа сказал, что так оно и есть.
Итак, я остановился на Turn 7.75 и сделал оттуда пару фотографий.Видео включено!
На этот раз я измерил расстояние между точкой прорыва и целью, в которую попали дуги молнии, и оказалось около 40-50 см! Это соответствует примерно 1 350 000 В! Милая!
Это должно закончиться моим путешествием с катушкой Тесла. С тех пор, как я начал работу над проектом 28 февраля 2007 года, до сегодняшнего дня прошел очень долгий путь. Больше полутора лет.
Производительность отличная! Хотя я не слишком уверен, что это примерно на максимуме, который он может выдавать, поскольку я не настраивал искровой разрядник после того, как он ослаб в течение нескольких месяцев, я думаю, что должен быть довольно близок.
Думаю, это завершает этот удивительный проект, так что наслаждайтесь фотографиями!
Катушки электромагнитного клапана
Катушки электромагнитного клапанаЧто такое катушка электромагнитного клапана? Назначение катушки электромагнитного клапана — преобразование электрической энергии в поступательное движение. Катушка состоит из медной проволоки (или алюминия), намотанной на полую форму. Когда через катушку протекает электрический ток, создается магнитное поле.Это достигается размещением ферромагнитного сердечника внутри катушки. В электромагнитном клапане ферромагнитный сердечник называется плунжером клапана. Когда ток течет через катушку, линии магнитного потока превращают поршень в электромагнит. Магнитное поле заставляет плунжер продвигаться дальше в катушку, открывая отверстие корпуса клапана или пилотное отверстие. Катушки электромагнитного клапана (постоянный ток) и электрическая полярностьРаспространенный вопрос о катушках электромагнитного клапана заключается в том, имеет ли значение полярность электрического тока в катушке постоянного тока.В большинстве катушек с выводами используются провода одного цвета для обеих клемм и не имеют маркировки полярности. Ответ в том, что полярность не имеет значения. Вы можете подключить положительную клемму к любому из двух проводов, не влияя на работу клапана. Щелкните здесь, чтобы прочитать полное объяснение полярности катушки. Напряжение катушки электромагнитного клапанаКатушки электромагнитного клапана доступны как для постоянного, так и для переменного тока. Хотя катушку можно заставить работать практически с любым вообразимым напряжением, наиболее распространенными доступными напряжениями являются:
|
Преимущество катушек низкого напряжения, очевидно, заключается в их электробезопасности.Любители и домашние мастера часто подключают низковольтные электромагнитные клапаны к настенным трансформаторам. Большинство клапанов меньшего размера на 12 В постоянного тока могут питаться от источника питания 12 В / 500 мА. Однако всегда проверяйте, соответствует ли ваш источник питания требованиям к мощности соленоида или превышает их. Электромагнитные клапаны на 24 В переменного тока также понравятся любителям, поскольку ими можно легко управлять с помощью таймеров полива. В большинстве промышленных приложений и тяжелой техники используются соленоиды с катушками 24 В постоянного тока.