Сварочный инвертор, принцип его работы
Инверторный источник сварочного тока — один из современных видов источника питания сварочной дуги.
Сварщики-профессионалы, да и просто те, кому нравиться дома при помощи сварки делать что-либо, относительно недавно получили возможность значительно облегчить себе работу. В продаже появились сварочные инверторы, которые позволяют совершить качественный скачок в электросварке.
Достаточно вспомнить просто неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Сварочные инверторы — это самые современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы.
Принцип действия сварочного инвертора
Переменный ток от потребительской сети, частотой 50 Гц, поступает на выпрямитель.
Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов с очень большой частотой коммутаций в переменный, но уже высокой частоты 20-50 кГц.
Затем переменное напряжение высокой частоты понижается до 70-90 В, а сила тока соответственно повышается до необходимых для сварки 100-200 А.
Высокая частота является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги.
Устройство сварочного инвертора
В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не путем преобразования ЭДС в катушке индукции как это происходит в трансформаторных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами.
К примеру, чтобы получить в инверторе сварочный ток 160А достаточно трансформатора вес, которого 250 г, а на обычных сварочных аппаратах необходим медный трансформатор с весом 18 кг.
Как устроен и работает сварочный инвертор на видео:
Преимущества и недостатки сварочных инверторов
Главным достоинством инвертора является минимальный вес. Кроме того возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна.
Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргонодуговой сварки неплавящимся электродом.
Помимо этого в каждом инверторе есть функции: «Hot start» (горячий старт) для поджига электрода подаются максимальная величина тока, «Anti-Sticking»

Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2 – 3 раза больше, чем у трансформаторов). Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника сварочные инверторы не любят мороза.
Так при температуре ниже -15оС эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие детали использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем.
И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 метра, но к этому нужно просто привыкнуть.
Передняя панель сварочного инвертора
Сварочные инверторы — качество и удобство сварочных работ
Дуговая сварка – ответственная работа.
Первая решённая проблема – это поджигание дуги. У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать».
При добавлении тока трансформатора, наоборот, металл «пережигается». Устройство сварочных инверторов таково, что напряжение на выходе не зависит от напряжения на входе, а установленный сварочный ток держится неизменным независимо от сетевого напряжения.
При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети.
Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток устанавливается потенциометром согласно шкале сварочного тока и остаётся неизменным.
Начинающему сварщику трудно научиться удерживать дугу. После образования дуги электроду даётся наклон примерно в 15 градусов и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги.
Основные виды электродов предусмотрены для работы короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра.

Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля воды.
При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками».
Опыт показывает, сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта.
Сварочный аппарат инверторного типа
Сколько электроэнергии потребляет сварочный инвертор в различных режимах работы? Смотрите на видео:
 com/embed/94HQvA4G1lY» frameborder=»0″/>
com/embed/94HQvA4G1lY» frameborder=»0″/>
Как выбрать сварочный инвертор
В зависимости от того, где будет работать сварочный аппарат нужно покупать бытовой, или профессиональный инвертор. Разница между ними в продолжительности времени работы.
Профессиональный сварочный инвертор рассчитан на 8-ми часовой рабочий день, бытовой же потребует после 20 – 30 минут работы, перерыва минут 30 – 60, поэтому бытовые дешевле. Есть еще промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях.
Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. При низком сетевом напряжении лучше купить инвертор на 200 А.
Ранее ЭлектроВести писали, что SMA и Infineon совместно разработали инверторы на основе карбида кремния в качестве полупроводников, что позволило не только снизить вес, но и отказаться от использования некоторых комплектующих.
По материалам: electrik.info.
Уроки сварки: Сварка инвертором для начинающих
От умения и опыта сварщика напрямую зависит результат работы. А что если этого опыта попросту еще нет? Чтобы компенсировать нехватку стоит перенять знания от бывалых «товарищей по цеху».В этой статье не будет истории появления сварки и других общих данных. Мы постарались сфокусироваться на том, что действительно важно знать начинающему сварщику, которого интересует электродуговая сварка (MMA).
О технике безопасности
Вопрос личной безопасности должен быть первостепенным для сварщика-новичка. Всем, кому интересна сварка инвертором для начинающих, стоит позаботиться о защите. Вам понадобится:- Сварочная маска
- Сварочные перчатки (краги)
- Халат или костюм с огнестойким покрытием
- Обувь из негорючих и неплавящихся материалов
- Респиратор (в некоторых случаях)
- Защитные очки для зачистки изделий
 Рекомендуем большое внимание уделить выбору сварочной маски, чтобы уберечь глаза от излучения сварочной дуги.
Рекомендуем большое внимание уделить выбору сварочной маски, чтобы уберечь глаза от излучения сварочной дуги.Как подобрать электрод для сварки инвертором
Чаще всего в учебных рекомендациях для новичков встречается зависимость толщины свариваемого металла и диаметра электрода. Обратите внимание на таблицу:
!Обычно рекомендации по диаметру и толщине даются относительно конкретного вида металла.
Этого вполне хватит, чтобы выбрать диаметр расходника до того, как наберется достаточное количество опыта в сварке. Но это отнюдь не все, что стоит учитывать при выборе.Не менее важным станет вид покрытия электрода:
- Кислые (А) – для сплавки низкоуглиродистой стали. Отличаются хорошим розжигом даже при низком напряжении и стабильностью дуги. Подходят для работы инвертором переменного и постоянного тока.
- Основные (Б) – для сварки жестких металлоконструкций с несколькими слоями. Защищают швы от трещин и поддерживают равномерную дугу при сварке на постоянном токе и обратной полярности.

- Рутиловые (Р) – для сварки в любых положениях. Идеальный вариант для новичка. Хорошее качество шва, минимальное количество брызгов, возможность спайки ржавых участков. Электроды невосприимчивы к влаге, что позволяет применять их для сварки трубопроводов. Перед использованием требуют просушку и прокалку.
- Целлюлозные (Ц) – для сварки в труднодоступных местах. Особенности электродов с этой обмазкой делают их отличным выбором для работы в любых положениях. Они обеспечивают стабильную дугу и оставляют минимум шлака. Единственный минус – необходимость в дополнительной шлифовке поверхности шва.
- Смешанные или комбинированные – здесь могут встречаться разные варианты, но приведем в пример лишь самый популярный – рутилово-целлюлозный. Такой расходник объединяет в себе лучшее из двух видов, из-за чего также рекомендуется новичкам.

Как настроить силу тока электродугового аппарата
Сварка инвертором для начинающих дается нелегко.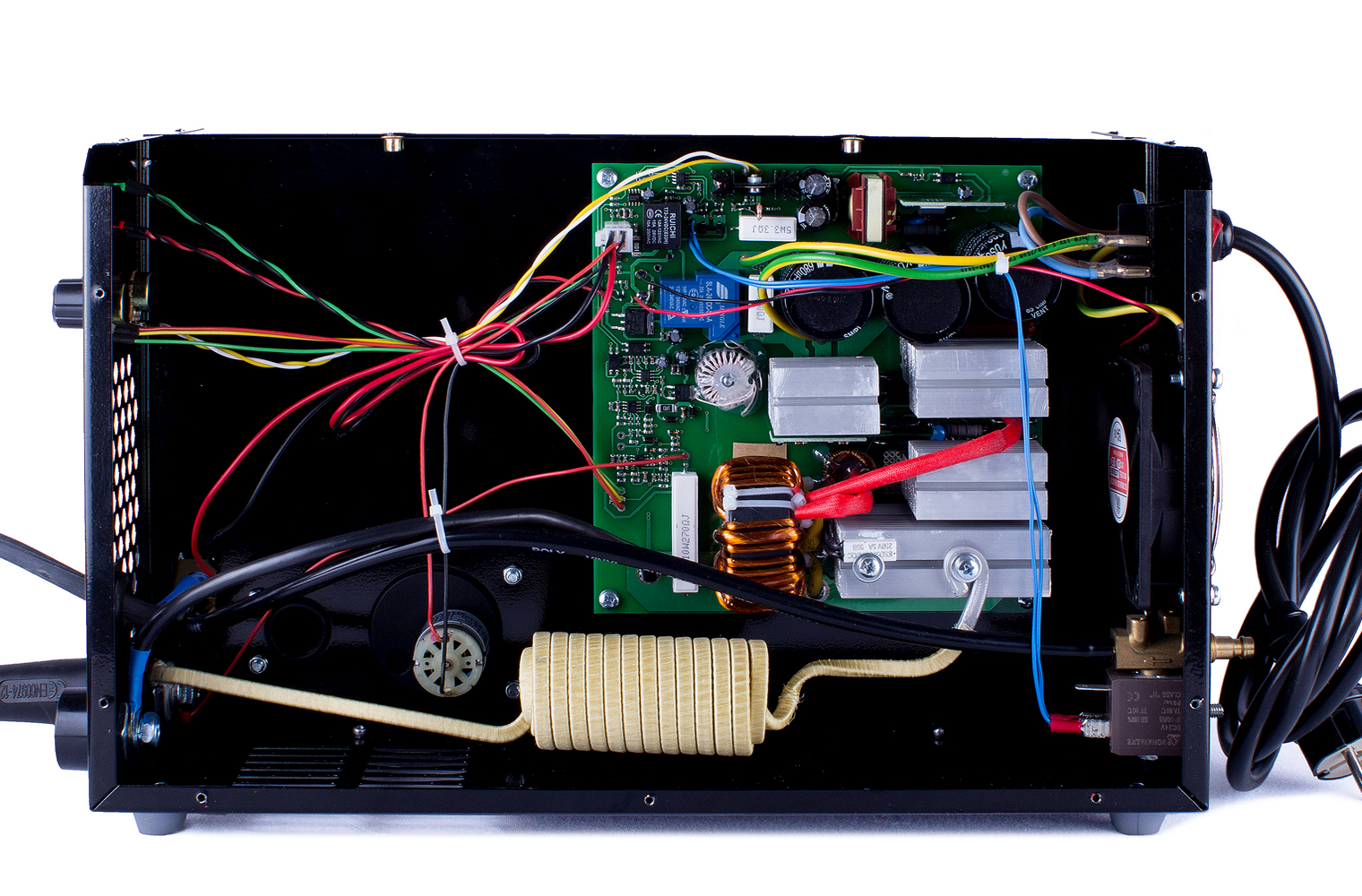 В будущем новичок сможет основываться на опыте, чтобы подобрать идеальную силу тока под конкретную ситуацию. На начальных этапах придется ориентироваться на усредненные значения и экспериментировать.
В будущем новичок сможет основываться на опыте, чтобы подобрать идеальную силу тока под конкретную ситуацию. На начальных этапах придется ориентироваться на усредненные значения и экспериментировать.
Каждый диаметр электрода требует определенного значения тока, а точнее диапазона значений. Грубой пропорцией можно назвать 1 мм диаметра на 30 А силы тока. Для двойки понадобится 60 А, для тройки 90 А, а четверка будет уместна при 120 А. Более точные диапазоны приведены в таблице:
Не рекомендуем долго оставаться на усредненных значениях. Только опытным путем можно найти лучший вариант для сварки металла.
Как разжечь электрод
Электрод установили в держатель, силу тока выбрали, а что дальше? Теперь можно приступать к работе и здесь первое, что нужно знать – как правильно разжечь электрод. Сделать это не сложно. Для этого есть всего два способа:- Касанием.
- Чирканьем.
С первым все ясно. Розжиг происходит при касании электрода металлической поверхности. Второй также не должен вызывать затруднений. Представьте себе, что электрод – спичка, а деталь спичечный коробок. Чирканье обеспечит легкий розжиг, но только не в труднодоступных местах.
Розжиг происходит при касании электрода металлической поверхности. Второй также не должен вызывать затруднений. Представьте себе, что электрод – спичка, а деталь спичечный коробок. Чирканье обеспечит легкий розжиг, но только не в труднодоступных местах.
Обратите внимание на кончик электрода перед соприкосновением. Если вы видите выступ металла, то с розжигом не должно быть проблем. Иногда мешать розжигу может обмазка, которая не проводит ток и появляется после работы. Что делать в этом случае? Просто постучите по свариваемой детали, чтобы освободить нужную часть от лишнего слоя.
Как правильно вести электрод во время сварки
С розжигом справились. В дальнейшем этот процесс дойдет до автоматизма, и будет занимать минимум времени. Далее рассмотрим ведение электрода. Как это делать правильно, чтобы добиться шва хорошего качества без трещин и чрезмерного шлака? Рассмотрим далее.
Надеемся, вы уже сталкивались с теорией и знаете, что такое сварочная ванна.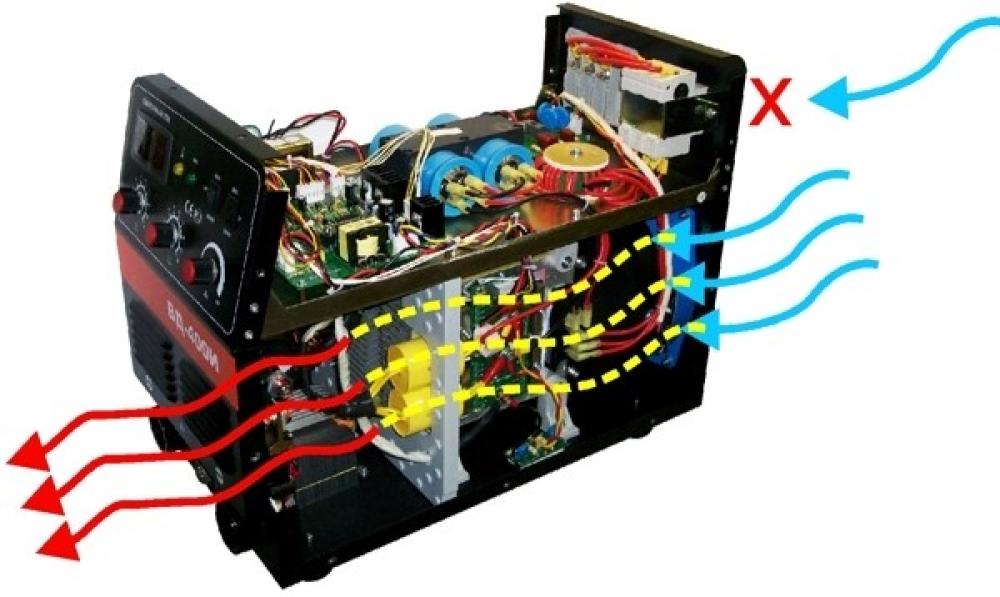 Нет? Тогда запомните простой ориентир – белое пятно из раскаленного металла. Во время работы нужно всегда следить за ней и отделять от шлака.
Нет? Тогда запомните простой ориентир – белое пятно из раскаленного металла. Во время работы нужно всегда следить за ней и отделять от шлака.
- Прямой угол – для работы в труднодоступных местах
- Углом вперед – для горизонтальных и вертикальных швов
- Углом назад – для угловых и стыковых соединений
Обратите внимание на скорость ведения электрода. Слишком маленькая приведет к недостаточной величине провара. Если движение будет слишком медленным, то высока вероятность того, что заготовка будет прожжена насквозь и испорчена.
Не забывайте и про траекторию движения. Да, она также важна. Несколько из приведенных ниже примеров стоит отработать до автоматизма.
Как минимизировать ошибки в работе.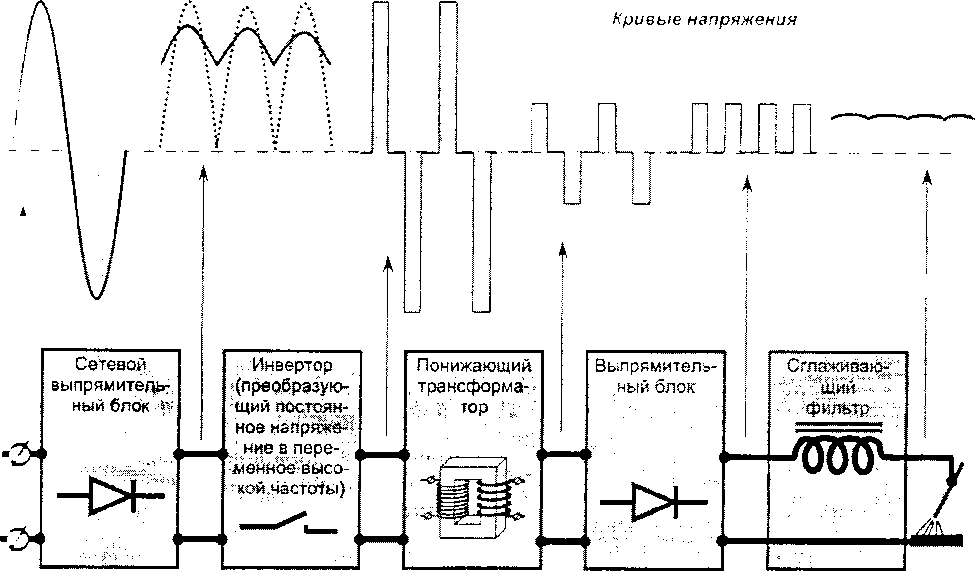 Никакая теория вам не поможет. Только практика станет лучшим учителем. При рассмотрении сварки инвертором для начинающих рекомендуют тренироваться на толстых листах металла. Сначала нужно научиться свободно разжигать электрод и вести его в горизонтальной плоскости.
Никакая теория вам не поможет. Только практика станет лучшим учителем. При рассмотрении сварки инвертором для начинающих рекомендуют тренироваться на толстых листах металла. Сначала нужно научиться свободно разжигать электрод и вести его в горизонтальной плоскости.
Как понять, что вы готовы к более серьезным задачам? В этом поможет качество шва. Вы сами сможете определить его, и решить стоит ли останавливаться на достигнутом результате.
Как работать с тонким металлом
Многие новички совершают ряд ошибок во время сварки тонкого металла. Чтобы добиться качественного шва необходимо:- Выставить верное значение тока и подобрать электрод (обычно это «двоечка» и 60 А).
- Проваривать заготовку с короткими по времени отрывами (с получением опыта можно будет проводить сварку сплошным швом)

Самая распространенная ошибка начинающих сварщиков при сварке тонких металлов проявляется, когда их сваривают с заготовками большими по толщине. Запомните! Всегда ориентируйтесь на меньшую толщину. Только так вы исключите вероятность провара.
Если вы еще не успели купить инвертор, обратите внимание на функцию автоматического понижения величины сварочного тока во время короткого замыкания. Она также убережет от провара и порчи сплавляемых заготовок.
Прямая или обратная полярность
Вопрос полярности чуть ли ни один из самых популярных на сегодняшний день. Новички часто путаются в том, какую выбрать – прямую или обратную? Здесь все просто:- Прямая полярность – для тонких металлов (1,5-2 мм)
- Обратная полярность – для толстых материалов (более 2 мм)
Причина этого проста – при обратной полярности выделяется больше тепла, что усиливает провар. Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).
Убедиться в этом можно, попробовав резать металл при помощи сварочного аппарата. При одних и тех же настройках и расходниках, металл будет легче резаться при обратной полярности (попробуйте проверить).
Не знаете, как переключить на прямую полярность или обратную? Для первого варианта держак подключается к «минусу», а «прищепка» к плюсу, для второго – наоборот.
*Важно! Для сварки некоторых металлов используется только обратная полярность. Пример, алюминий, физико-химические свойства которого существенно усложняют процесс.
Сварка алюминия электродуговым инвертором
В информационных материал часто встречаются высказывания о том, что инвертор-MMA не совсем то, что нужно для работы с алюминием. Действительно аргонодуговые аппараты лучше справляются с данной задачей, но они дороги и имеются не у каждого. На бытовом уровне покупать такой агрегат нет смысла, поэтому прибегают к помощи MMA-инвертора.
Что важно запомнить:
1. Для сварки алюминия потребуются специальные электроды. При этом существуют как универсальные варианты, так и виды, предназначенные исключительно для чистого металла. Внимательно подбирайте расходник, чтобы потом не было «мучительно больно» за бессмысленно потраченное время.
*Требуется улучшить качество сварного шва? Тогда стоит обратить внимание на легирующие добавки в составе обмазки электрода. Для повышения коррозийной стойкости используется добавка из Марганца, для защиты от провара – Кремний (уменьшает плавление, но способствует свариваемости), а для прочности – Магний. Если смешать добавки получится дополнительный эффект. Так Магний и Кремний формируют термостойкий сплав.
2. Обязательная тщательная очистка поверхности перед свариванием. Чаще всего на поверхности алюминия встречается оксидная пленка, она усложняет процесс из-за чрезмерной температуры плавления (2037 °С). Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).
Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).
И давайте немного поговорим про основные трудности в работе электродуговым инвертором с алюминиевыми деталями. Основных проблем четыре:
- Текучесть металла. Данное свойство станет настоящим кошмаром для начинающего сварщика. Во время работы перегретый металл может протечь. Чтобы расплавленный алюминий не «убежал» рекомендуются прокладки из керамики или стали.
- Окисление алюминия. Мы уже говорили об оксидной пленке, которая существенно усложняет процесс из-за высокой температуры плавления и других свойств (затрудняет розжиг дуги). К счастью «лечится» это просто – нужно тщательно зачистить деталь перед сваркой.
- Коэффициент линейного расширения. Об этом показателе многие не говорят, но именно он становится частой причиной появления трещин и других дефектов. При сильном нагреве расширяющийся металл давит на остальную часть конструкции, что и приводит к появлению проблем. Решение здесь довольно просто – предварительный нагрев заготовки до 200 °С и контроль температуры.
- Горячие трещины после застывания шва. Если такой дефект наблюдается, то нужно воспользоваться специальным присадочным материалом.
 Об этом показателе многие не говорят, но именно он становится частой причиной появления трещин и других дефектов. При сильном нагреве расширяющийся металл давит на остальную часть конструкции, что и приводит к появлению проблем. Решение здесь довольно просто – предварительный нагрев заготовки до 200 °С и контроль температуры.
Об этом показателе многие не говорят, но именно он становится частой причиной появления трещин и других дефектов. При сильном нагреве расширяющийся металл давит на остальную часть конструкции, что и приводит к появлению проблем. Решение здесь довольно просто – предварительный нагрев заготовки до 200 °С и контроль температуры.Сварочный инвертор и резка металла
Любой современный инвертор может использоваться для резки металла при условии достаточной силы тока. Планируете использовать аппарат для резки? Позаботьтесь о запасе сварочного тока в 20-50%.
Для резки металлических заготовок пользуются специальными электродами или привычными расходниками других типов. Чтобы проварить металл понадобится выставить силу тока большую, чем при сварке.
Обязательным условием также является работа на обратной полярности, о которой мы говорили ранее. Именно при таком подключении достигается максимальный прогрев. Также важным моментом будет способ ведения – двигать электрод нужно «углом вперед».
Именно при таком подключении достигается максимальный прогрев. Также важным моментом будет способ ведения – двигать электрод нужно «углом вперед».
Чтобы все было ясно приведем пример. Допустим у нас заготовка из стали толщиной 20 мм. Для резки сварочным инвертором понадобится электрод «тройка» и сила тока в пределах от 150 до 200 А. Выставлять последнюю можно во время работы, подбирая лучшее значение.
Принцип работы сварочного аппарата
Дачнику, собственнику частного дома или гаража, вполне доступно выполнять сварочные работы самостоятельно. Выбор типа бытового сварочного аппарата зависит от того, что и как требуется надежно соединить.
Консультации и советы продавцов, конечно, помогут сориентироваться в многообразии коммерческих предложений. Однако личная осведомленность покупателя и самые элементарные знания помогут задать правильные вопросы и понять ответы на них.
В этой статье вы найдете для себя базовую информацию о том, что такое сварка и на чем основан принцип работы сварочного аппарата.
Что такое сварка?
Процесс неразъемного соединения нескольких деталей в единое целое посредством нагрева, деформирования и применения присадочных материалов (электродов) называется сваркой.
Материалы твердых соединяемых компонентов нагреваются до состояния, когда возникают межмолекулярные или межатомные связи в месте сварки. Аналогичного эффекта можно достичь, оказывая давление на поверхности в месте желаемого соединения.
Сочетание давления и нагрева позволяет оптимизировать и регулировать процесс сварки. Причем чем выше температура, тем меньшее требуется давление. При достижении температур плавления материалов соединяемых деталей потребность в давлении на них и вовсе исчезает.
Способ сварки, будучи зависимым от ряда факторов, влияет на выбор сварочного оборудования.
В этой статье мы говорим не о промышленных, а о бытовых сварочных аппаратах, которые можно купить в магазинах. Поэтому ограничимся описанием оборудования, в котором реализуется принцип электродуговой сварки, и сварочных полуавтоматов, для сварки которыми необходима газовая среда.
Принцип работы сварочного трансформатора
Сварочные аппараты этого типа работают на переменном токе, сила которого регулируется путем изменения напряжения с помощью понижающего трансформатора. В итоге обеспечивается надежное питание сварочной дуги, температура которой может составлять несколько тысяч градусов по Цельсию.
В большинстве конструкций понижение напряжения до требуемого для поддержки стабильности сварочной дуги уровня достигается за счет перемещения одной из обмоток по магнитопроводу-сердечнику. Полученное рабочее напряжение, как правило, не превышает 80В при исходных уровнях 220-380В. Индуктивное сопротивление обмоток изменяется и таким образом регулируется величина сварочного тока.
Кроме этой применяются также конструкции с подвижным магнитным шунтом или тиристорами.
Принцип работы сварочного инвертора
Сварочный инвертор преобразует напряжение и обычный переменный ток (частота 50 Гц, напряжение сети 220В) до значений, необходимых для возникновения и поддержания сварочной электродуги.
Схематично это происходит так:
- Сначала переменный ток трансформируется в постоянный с помощью первичного выпрямителя. Для понижения напряжения с 220В до необходимого уровня служит инверторный блок, в котором постоянный ток становится снова переменным, но высокочастотным, как и напряжение.
- В трансформаторе полученное высокочастотное напряжение понижается до оптимального значения. В результате этих преобразований сила тока значительно повышается.
- После оптимизации напряжения высокочастотный переменный ток во второй раз преобразуется в постоянный. Далее его сила регулируется до требуемых величин.
Таким образом, в сварочном инверторе ток и напряжение четко контролируются. Это позволяет плавно регулировать их уровни и выполнять широкий диапазон сварочных работ для соединения деталей даже из самых тугоплавких металлов и сплавов.
Принцип работы сварочного полуавтомата
Электроды тут не нужны. Потому что в сварочном полуавтомате применяется специальная сварочная проволка, которая плавится в газовой среде.
Для облегчения понимания, что такое сварочный полуавтомат, достаточно знать, что это – установка, в которую входят:
- Источник питания, которым может быть сварочный инвертор или сварочный выпрямитель
- Устройство подачи сварочной проволоки
- Сварочная горелка
- Система управления
- Соединительные кабели и шланги
Сварочная проволка через специальное устройство плавно и корректно поступает в сварочную горелку. В место сварки также подается чистый углекислый газ или его смесь с аргоном.
Так что к вышеперечисленным компонентам установки логично добавить и специальные газосодержащие емкости, а также катушки с намотанной сварочной проволокой.
Информация о том, на чем основан принцип работы сварочного аппарата, в зависимости от его типа, надеемся, поможет лучше разобраться в потребительских характеристиках этого необходимого в быту оборудования и сделать оптимальный выбор.
Работа сварочного инвертора, как варить сварочным инвертором
Вспоминая самодельные сварочные трансформаторы неподъемного веса, и сравнивая их с современными сварочными устройствами, можно заметить, что работа сварочного
инвертора существенно облегчает работу сварщика. Это касается не только легкости перемещения и установки агрегата на нужное место, но и возможности обеспечения качества сварного шва за счет использования постоянного тока сварки и различной полярности в технологии сварочных работ.
Это касается не только легкости перемещения и установки агрегата на нужное место, но и возможности обеспечения качества сварного шва за счет использования постоянного тока сварки и различной полярности в технологии сварочных работ.
Чтобы понять, как работает сварочный инвертор нужно взглянуть на блок-схему процессов происходящих в модулях устройства и скрытых наружным корпусом инвертора (см. Схему).
На схеме наглядно видны процессы преобразования тока с графическим изображением его характеристик. Более наглядной графики трудно представить. Ток преобразовывается по частоте и выпрямлению. Причем все происходит дважды. Работа сварочного инвертора основана на использовании токов высокой частоты. Это дает возможность отказаться от громоздкого силового трансформатора и использовать компактный, импульсный высокочастотный преобразователь. Выигрыш по весу и габаритам обеспечил популярность инвертора в качестве бытового сварочного аппарата. Выпрямление тока происходит на входе и на выходе инверторного преобразователя. На входе выпрямленный ток преобразуется в ток высокой частоты и попадает в инверторный модуль.
На входе выпрямленный ток преобразуется в ток высокой частоты и попадает в инверторный модуль.
Необходимо понять, что все процессы инверторного преобразования никак не затрагивают технологию сварки. Знания, как работает сварочный инвертор, определяют теоретическую базу для конструктора. Для сварщика достаточно знать, как варить сварочным инвертором, а процесс никоим образом не отличается от обычного сварочного выпрямителя на диодном мосте. Физическую сущность сварки инвертор не затрагивает. На выходе устройства напряжение холостого хода соответствует обычным требуемым для сварки параметрам. Сварочный кабель и кабель заземления подключаются идентично. Полярность сварки определяется требованиями технологии, а не особенностями инверторного процесса. Даже требования к типу используемых электродов являются общими для сварки постоянным током.
Но сам процесс, как варить сварочным инвертором, не сравнится, ни с один из доступных сварочным устройством, основанном на другом принципе. Плавная регулировка тока сварки, особая устойчивость дуги, отсутствие пульсаций тока существенно упрощают сварочный процесс. Просадки напряжения в сети при сварке инверторным преобразователем не превышают 5-10% для сварочного тока до 110А. Это существенное преимущество для домашнего использования сварки.
Читайте также
Принцип работы сварочного инвертора: что полезно знать?
Без сварочного инвертора сегодня вряд ли обойдется производство, строительство или быт, поскольку при соединительных работах различной степени сложности помогает присутствие сварочного аппарата. Под обличием сварочного инвертора скрываются инверторные преобразователи напряжения на широкий диапазон мощностей, от единиц ватт до десятков киловатт. Принцип работы сварочного инвертора позволяет понять его устройство и другие важные моменты, а поэтому считаем необходимым подробный обзор данного приспособления.
Ближе к сути
Особенность сварочного инвертора заключается в возможности его работы на статическую нагрузку. За минувшие несколько десятилетий инверторные преобразователи токов стали использоваться в условиях построения электросварочных аппаратов, конструкция которых располагает нагрузкой в виде электрической дуги. Но обо всем по порядку.
Принцип работы (рис. 1)
Принцип работы любого сварочного аппарата построен на преобразовании переменного тока напряжением 220В или 380В с частотой 50 Гц в постоянный рабочий параметр с соответствующими характеристиками по напряжению холостого хода, рабочему параметру, а также подающей вольтамперной характеристике.
Однако принцип работы рассматриваемого сварочного инвертора отличается от сварочных выпрямителей, которые основаны на диодно мостовых схемах сварочных выпрямителей. В том случае, если на обыкновенных выпрямителях производится однократное выпрямление переменного рабочего параметра после понижающего трансформатора, то в случае с использованием сварочного инвертора применяется многократное преобразование по напряжению, частоте, а также выпрямлению. Разумеется, что качественные технические параметры выпрямленного тока производятся выше.
Принцип работы рассматриваемого сварочного аппарата разбирается на основании работы последовательного инвертора. На рисунке находится изображение структурной схемы. Глядя на изображение схемы, можно понять, что нагрузочные сопротивления, а также коммутационные элементы (ёмкостные, индукционные) включаются в последовательную цепь. Управляющий модуль строится на работе 2 тиристоров.
Преобразованием переменного сварочного тока занимается первичный сетевой выпрямитель, после чего постоянный ток проходит на фильтр, при этом показатель напряжения остается неизменным. Постоянный рабочий параметр сглаживается посредством сетевого фильтра, после чего производится его подача на частотный преобразователь для последующего преобразования в переменный высокочастотный параметр.
Частота сварочного тока может достигать пределов 50-100 кГц. Высокочастотный параметр подается на импульсный трансформатор, после чего сварочный трансформатор производит понижение рабочего параметра высокой частоты до предела напряжения холостого сварочного тока. Выпрямление высокочастотного рабочего параметра сварки производится на выходе рассматриваемого устройства во вторичном выпрямляющем блоке.
Силовой выпрямительный блок располагает сглаживающими ёмкостными фильтрами для последующего улучшения качественных показателей выпрямителей тока. В свою очередь, управляющий модуль производит контроль, а также изменение характеристик работы рассматриваемого инверторного аппарата.
Принцип работы практически любого сварочного инвертора, в том числе и преобразователя, заключается в области применения импульсного резонанса. Данное направление является новым в области электротехники, с появлением которого стало возможным уменьшение габаритов громоздких сварочных устройств, функционирование которых основано на классической электротехнике.
Нужно заметить, что любое оборудование, основанное на принципиальные инверторные преобразования рабочего параметра, остается на порядок дороже выпрямителей, а также силовых трансформаторов. Сложные принципиальные схемы управления и преобразования позволяют снизить их надежность, а все остальные преимущественные стороны работы инверторов могут поспорить с соединительными работами во многих отраслях.
Структурная схема
Рисунок состоит из трех основных блоков:
- На входе схемы располагается выпрямитель с ёмкостью, которая подключена параллельно. Относительно роли конденсаторов схемы, то они служат в качестве накопителей, с помощью которых появляется возможность поднимать напряжение постоянного тока до показателя 300В;
- Модуля рассматриваемого аппарата, посредством которого постоянный ток преобразуется в высокочастотный переменный;
- Выходного выпрямительного блока, преобразующего переменный ток после аппарата в постоянный рабочий параметр.
Разные решения модульного блока, который имеют принципиальные схемы инвертора, становятся доступными для понимания благодаря всматриванию в предоставленные схемы.
Двухконтактный модуль (мостовая схема — рис. 2)
Двухполярные импульсы в мостовом типе образуются за счет парной эксплуатации ключевых транзисторов (VT1-VT3; VT2-VT4), сквозь которые проходит половина тока от моста. Разумеется, показатель напряжения будет составлять половину от ёмкости «С».
Двухконтактный модуль (полумостовая схема – рис. 3)
В этом случае полумостовой модуль снаряжен емкостным делителем на транзисторах, а также в первичной обмотке будет составлять 0,5 от значения на входе устройства. В результате этого при питании от выпрямителя на входе установки напряжение будет составлять 150В. Рисунок данной схемы при значительных рабочих токах используются мощные транзисторы. Потребление рабочего параметра сети повышено, если производить сравнение с полным мостом.
Инверторный модуль (косой полумост — 4)
На изображение данной схемы ключевые транзисторы VT1-VT2 функционируют одновременно на отпирании, а также запирание. Показатель напряжение в транзисторах не достигает 0,5 напряжения на входе. При закрытии транзисторов энергия поглощается конденсатором «С», расположенным на входе посредством диодов VD1-VD2. Однако среди недостатков «косого полумоста» стоит выделить особым образом подмагничивание стержня трансформатора путем использования составляющей константы рабочего параметра на выходе. Принципиальные схемы устройства и работы аппарата инверторного типа дают возможность максимально качественно понять, каким образом функционируют данные полезные установки.
Похожие статьиЧто такое перегрев сварочного инвертора, как он проявляется и что делать в таком случае? | Часто задаваемые вопросы
Сварочные аппараты — оборудование, востребованное (в зависимости от модели) для проведения строительно-монтажных, ремонтных и других работ в быту, мастерских, на строительной площадке или производственных предприятиях. Как и любое другое, это оборудование выходит из строя по разным причинам — из-за некачественной сборки, недоработок конструкции, несоблюдения правил эксплуатации или естественного износа.
Основные неисправности сварочных аппаратов — трансформаторов и инверторов
Сварочные трансформаторы более просты, по сравнению с инверторами, обеспечивающими двойное преобразование тока питания, поэтому определить причину их поломки проще.
Основные проявления неполадок:
- Сварочный трансформатор или инвертор не работает при подсоединении к сети электропитания. В этом случае проверяют наличие напряжения в сети, целостность предохранителей, вероятность обрыва токовых обмоток, работоспособность выпрямительных диодов. Электрод залипает на обрабатываемой детали, в месте нахождения преобразователя появляется гул. Причиной этой проблемы могут быть: замыкание в обмотках трансформатора, неисправность диодов, ослабление контактов, низкое напряжение питающей сети, ошибка в выборе режима работы сварочного аппарата.
- Сварочный трансформатор или инвертор перегревается, включается лампочка перегрева и аппарат самопроизвольно отключается. Причиной этого может быть слишком длительная работа (предельная продолжительность включения указывается в техническом паспорте) или неэффективная работа встроенного вентилятора. Вторая причина характерна для недорогих агрегатов. К перегреву может привести эксплуатация оборудования в слишком запыленных помещениях. Если запыленность на объекте снизить нельзя, то необходимо периодически разбирать аппарат и очищать его основные узлы.
- Сварочный аппарат работает, но не варит. Причиной этой проблемы могут быть: слишком длинный удлинитель, подгорание контактов, обрыв кабелей.
- Почему сварочный аппарат — трансформатор или инвертор — сам отключается? Самопроизвольное выключение может быть вызвано замыканием проводов на корпус или
Определить, почему не работает сварочный трансформатор, инвертор, полуавтомат, помогут специалисты сервисного центра, имеющие в распоряжении современное диагностическое оборудование и инструмент. Только мастера с большим опытом смогут полностью восстановить работоспособность аппаратов и значительно продлить их рабочий период.
Как выбрать сварочный аппарат инвертор для дома и дачи
Как выбрать сварочный аппарат для дома и дачи на 220 В
Рассмотрим критерии выбора сварочного аппарата на примере наиболее распространенного сварочного аппарата – аппарата для ручной дуговой сварки.
- Сварочный аппарат: трансформаторного типа и инверторного типа.
Сварочные аппараты трансформаторного типа (сварочные выпрямители и сварочные трансформаторы) были популярны еще несколько лет назад. Они обладают высокой надежностью, имеют большой вес, как правило, ступенчатую регулировку тока и более низкую стоимость.
В настоящее время более популярны сварочные аппараты инверторного типа (сварочные инверторы). За последнее время резко снизилась стоимость инверторов и они сейчас не намного дороже выпрямителей трансформаторного типа. Выросла и надежность сварочных инверторов. Кроме того сварочные аппараты обладают рядом преимуществ:
|
|
|
Для многих выбор сварочного аппарата — это выбор сварочного инвертора. Теперь фразу «Как выбрать сварочный аппарат для дома и дачи» можно озвучить «Сварочный аппарат инвертор какой лучше», «Инверторный сварочный аппарат какой лучше» или «Как выбрать сварочный инвертор для дома и дачи».
- Максимальный сварочный ток
Необходимо выбирать сварочный аппарат, в соответствии с током на котором будете работать.
При нижнем положении сварки диаметр электрода подбирают по примерному соотношению между толщиной свариваемых деталей и диаметром, приведенному ниже в таблице.
|
Толщина металла, мм |
1-2 |
3 |
4-5 |
6-12 |
13 и более |
|
Диаметр электрода, мм |
2 |
3 |
3-4 |
4-5 |
5 и более |
Ориентировочные режимы сварки при нижнем положении сварки
|
Покрытие электрода |
Диаметр электрода, мм |
Сварочный ток,А |
|
Основное |
2.5 |
70-90 |
|
3 |
90-110 |
|
|
4 |
120-170 |
|
|
5 |
170-210 |
|
|
Рутиловое |
2.5 |
70-90 |
|
3 |
90-130 |
|
|
4 |
140-190 |
|
|
5 |
180-230 |
- Продолжительность работы сварочного аппарата.
Не менее важный фактор – продолжительность непрерывной работы при 5-ти минутном цикле.
ПВ 60% означает 3 минуты работы и 2 минуты паузы в работе. Для длительной работы сварочным аппаратом ток беспрерывной работы можно сосчитать по формуле
I 100%=Imax х ? ПВ, где
Imax — максимальный ток аппарата,
ПВ – продолжительность работы на максимальном токе.
Данный показатель продолжительности работы (ПВ) – главный критерий для определения бытового аппарата (ПВ бывает даже 5%) и промышленного (ПВ 60%)
- Потребляемая мощность
Этот показатель непосредственно зависит от сварочного тока, выдаваемого сварочным аппаратом.
При покупке аппарата требуется проверить, обеспечивает ли данную мощность сеть. Следует обратить внимание на проводку (бытовые провода как правило рассчитаны на предохранитель 16А, что обеспечивает сварку электродом до 2.5мм). Если сварочный аппарат работает от генератора, то мощность генератора должна быть в 1,5 раза больше потребляемой мощности сварочного аппарата, иначе при включении и выключении будут возникать скачки напряжения на выходе генератора, которые будут выводить из строя сварочный аппарат.
- Вес и габариты
Вес и габариты определяются потребляющей мощностью сварочного аппарата. Аппараты с одинаковой мощностью имеют незначительный разброс по весу и габаритам.
- Напряжение 220В или 380В.
При работе сварочного аппарата в первичной цепи протекают высокие токи. Чтобы нагрузка в сети была меньше и более равномерная сварочные аппараты на 250А и выше выпускаются на напряжение 380В.
- Работа на пониженном напряжении
Обычно инверторы допускают отклонение от номинального напряжения ± 10-15%. В случае, если в сети пониженное напряжение, возможны варианты:
— аппарат хорошего качества перестанет выдавать сварочный ток
— дешевый аппарат может выйти из строя
— специальные аппараты, допускающие работу от пониженной сети (MARS ARC-180 (200), Форсаж-161(200) …) на выходе будут выдавать сварочный ток несколько меньше по значению.
- Комплектация
Сварочные аппараты для дома продаются, как правило, в полном комплекте. Это – маска, кабеля, электрододержатели, клеммы заземления. Для начала работы не хватает только электродов.
Промышленные аппараты продаются без кабеля, маски, клеммы, электрододержателя. Это связано с тем, что в комплект входят самые дешевые комплектующие. Для длительной работы на сварочном аппарате, имеет смысл подбирать те комплектующие, которые подходят для длительной работы.
- Стоимость аппарата
Основные показатели, которые влияют на стоимость аппарата:
- Мощность аппарата
- Надежность аппарата
- Имиджевая нагрузка от ведущих производителей
Рекомендуем покупать аппараты известных фирм, имеющих свой сервистный центр – ESAB, KEMPPI, EWM, BRIMA, Сварог …
- Запас по мощности
Лучше покупать аппараты с запасом мощности. Это обеспечит более производительную работу и больший диапазон выполняемых работ.
Мы предлагаем следующие аппараты для сварочных работ электродом 3мм.
- — сварочный аппарат инвертор MMA-2000 MARS (кейс) – полный комплект, низкая цена
- — сварочный аппарат инвертор Buddy Arc-200 Esab – полный комплект (без кейса)
- — сварочный аппарат инвертор Arc-160 BRIMA — без комплектующих
- — сварочный аппарат инвертор ORIGO ARC-150 ESAB — без комплектующих
- — сварочный аппарат инвертор MARS ARC-180 — комплект, работает при напряжении 140-220 В, низкая цена
- — сварочный аппарат инвертор NEON ВД 181 — работает при напряжении 140-220 В
- бытовой сварочный аппарат инвертор MMA-220 «BRIMA HOBBY» — для неинтенсивной работы (работает при напряжении 140-220В, комплект, низкая цена)
- сварочный аппарат инвертор Arc 200-ВН BRIMA — работает от генератора.
какой сварочный аппарат лучше для дома , сварочные аппараты для дома и дачи цена , сварочные аппараты инверторные как выбрать цена — смотри раздел каталога «Сварочный выпрямитель инверторного типа (сварочный инвертор)»
Принцип работы инверторного сварочного аппарата — Знание
19 июля 2019 г.
Инверторный сварочный аппарат — это новый тип источника сварочного тока, который производится инверторным способом. Это (50 Гц) переменный ток промышленной частоты, сначала выпрямителем и фильтром в выпрямитель постоянного тока, снова через электронные компоненты мощного переключателя (тиристор SCR, GTR, полевой транзистор MOSFET и IGBT), инвертор на частоту от нескольких кГц до кГц. переменного тока (переменного тока), в то же время от трансформатора до десятков вольт напряжения, подходящего для сварочного выпрямителя и выходного фильтра реактивного сопротивления, снова довольно плавного сварочного тока постоянного тока.
Порядок преобразования может быть просто выражен как:
Частота сети переменного тока (через выпрямление и фильтрацию) → постоянный ток (через инвертирование) → среднечастотный переменный ток (понижение, выпрямление и фильтрация) → постоянный ток.
Как: переменный ток в постоянный, переменный и постоянный
Из-за высокой частоты переменного тока после понижения инвертора индуктивное сопротивление велико, и активная мощность в сварочном контуре будет значительно снижена. Так что это нужно снова исправить. Это обычно используемый механизм инверторного сварочного аппарата.
Характеристика инвертора мощности: основной характеристикой инвертора для дуговой сварки является высокая рабочая частота, что дает много преимуществ. Поскольку трансформатор представляет собой первичную или вторичную обмотку, его потенциал E имеет следующую зависимость от частоты тока f, плотности магнитного потока B, площади поперечного сечения сердечника S и витков обмотки W: E = 4,44fBSW
И напряжения на клеммах U обмотки примерно равно E, а именно:
U материала fBSW E = 4.44
Когда U и B определены, если f увеличивается, S уменьшается, а W уменьшается. Таким образом, вес и объем трансформатора могут быть значительно уменьшены. Вес и объем всей машины можно значительно уменьшить. Кроме того, улучшение частоты и другие факторы принесли много преимуществ. По сравнению с традиционным источником питания для дуговой сварки, его основные характеристики следующие:
1. Небольшой объем, легкий вес, экономия материала, удобство переноски и перемещения.
2. Высокая эффективность и энергосбережение, эффективность может достигать 80% ~ 90%, более чем на 1/3, чем у традиционных сварочных аппаратов.
3. Хорошие динамические характеристики, легкое зажигание дуги, стабильная дуга, красивое формирование сварного шва и небольшое разбрызгивание.
4. Подходит для объединения с роботами для создания производственной автоматической системы сварки.
5. Может использоваться в одной машине, выполнять различные процессы сварки и резки.
Инвертор как источник сварочного тока.
Страница / Ссылка:
URL страницы: HTML-ссылка: Принцип инверторной сварки: описание, схема и устройствоТрадиционные сварочные аппараты с неизмененными трансформаторами огромных размеров постепенно уходят в прошлое.Вместо этого сейчас появились компактные сварочные инверторы. Они просты в использовании, ими могут пользоваться даже новички. Для того, чтобы узнать, что это за устройство, нужно рассмотреть устройство и работу сварочного инвертора.
О конструкции
Устройство отличается от традиционного и более привычно каждому сварщику трансформаторов.
В инверторе процессы преобразования рабочего тока происходят по-разному. Эти процессы идут пошагово с помощью небольшого трансформатора, размер которого немного больше пачки сигарет.Еще одно отличие — электронная система управления. Это облегчает сварку. Благодаря электронной системе образуются качественные швы. Вот как работает инверторный сварочный аппарат. Отзывы об этой технике в основном положительные. Многие используют его из-за компактности и качества шва.Общий принцип работы
Вначале входные токи с напряжением 220 вольт переменной частоты протекают через выпрямитель и затем преобразуются в постоянные. Кроме того, ток сглаживается фильтром.Часто используется как традиционная схема на основе электролитических конденсаторов. Далее постоянное напряжение и ток проходят через полупроводниковый модулятор, где снова преобразуются в переменный, но с более высокими частотами. В разных моделях этот показатель различается, но не превышает 100 кГц. Затем ток снова выпрямляется, и напряжение снижается до значения, необходимого для сварки металлов. Принцип инверторной сварки основан на высокочастотных преобразователях. Наличие этих узлов позволяет использовать небольшие трансформаторы, за счет чего масса агрегата значительно уменьшилась.Например, чтобы сделать инверторный сварочный аппарат, способный выдавать ток 160 ампер, трансформатор должен весить не более 250 граммов. Чтобы достичь того же результата при использовании традиционного устройства, трансформатор должен иметь минимальную массу 18 кг. Это очень неудобно.
Блок управления — главное преимущество инверторных сварочных аппаратов
Очень важную роль в работе этого оборудования играет электроника. Благодаря этому предоставляется обратная связь. Это помогает полностью контролировать электрическую дугу, при необходимости корректировать или поддерживать ее параметры на желаемом уровне.
Малейшее отклонение характеристик дуги мгновенно считывается с помощью микропроцессоров. Такой принцип работы инверторного сварочного аппарата и наличие электронного блока управления гарантируют электрическую дугу с наиболее стабильными характеристиками. Это со временем повышает качество сварочных работ.Принципиальная схема
В выпрямителе переменный ток 50 Гц и напряжение 220 вольт проходит через мощный диодный мост. Пульсации тока с переменной частотой сглаживаются наличием в цепи электролитических конденсаторов.В процессе работы диодный мост подвержен перегреву, поэтому радиаторы устанавливаются на диоды. Кроме того, инвертор оснащен тепловым предохранителем. Работает, если диоды нагреть до 90 градусов. Термопредохранитель надежно защищает диоды. Возле диодного моста можно увидеть довольно большие конденсаторы. Их емкость может составлять от 140 до 800 мкФ. Также в схеме обязательно присутствуют фильтры, не допускающие каких-либо помех при работе. Мы рассмотрели принцип сварки сварочного инвертора.
Схема подразумевает и другие элементы. Рассмотрим их ниже. Инвертор: что это такое
Сам инвертор построен на двухосетке. Это мощные транзисторы. У них очень жаркое свойство, поэтому они оснащены радиатором. Такие полупроводниковые элементы решают проблему коммутации токов, проходящих через импульсный трансформатор. Рабочие частоты здесь могут превышать несколько тысяч кГц. В результате генерируется ток высокой переменной частоты. Транзисторы должны быть устойчивы к перепадам напряжения.Производители оснащают устройства специальными схемами защиты. Часто их собирают по схеме на резисторах и конденсаторах. Далее в корпус входит вторичная обмотка понижающего трансформатора. Имеет небольшие напряжения — до 70 вольт. Но сила тока может быть 130-140 Ампер.
Выходной выпрямитель
Чтобы на выходе формировался постоянный ток и напряжение, используйте надежные выходные выпрямители. Схема собрана на основе двойных диодов, имеющих общий катод.Эти элементы отличаются высокой скоростью работы, мгновенно открываются и быстро закрываются. Время реакции таких диодов составляет около 50 наносекунд. Эта скорость очень важна.
Диоды должны работать с токами высокой частоты, обычные полупроводниковые элементы с такой проблемой не справляются. Им просто не хватало скорости при переключении. В случае ремонта, даже зная устройство сварочного инвертора, принцип работы, эти диоды рекомендуется заменить на элементы с такими же характеристиками.Устройство и работа электронной системы
Питается от стабилизаторов напряжения, рассчитанных на 15 вольт. Эти элементы устанавливаются на радиаторы отопления. Напряжение питания на плату поступает от главного выпрямителя. При подаче напряжения сначала заряжаются конденсаторы. Напряжение в этот момент нарастает. Для защиты диодной сборки используется ограничивающая схема с мощным резистором. Когда конденсаторы будут полностью заряжены, сварочный аппарат приступит к работе. Контакты реле замкнуты, и резистор больше не будет участвовать в процессе.
Дополнительные узлы и системы
Устройство и принцип работы сварочного инвертора подразумевают наличие других систем и компонентов, обеспечивающих прибору такие высокие характеристики. Итак, можно выделить систему управления, а также драйверы. Основным элементом здесь является микросхема контроллера ШИМ. Он обеспечивает контроль за действием мощных транзисторов. Также в приборе есть различные управляющие, а также регулирующие схемы. В этом случае основным элементом является трансформатор.Это нужно для контроля мощности и других характеристик тока после выходного трансформатора.
Принцип работы сварочного инвертора также подразумевает наличие системы контроля напряжения и характеристик токов на выходе в питающей сети. Этот блок состоит из операционного усилителя на микросхеме. Основное назначение системы — включение режима аварийной защиты в случае крайней необходимости. Также он предназначен для контроля работы и исправности электронного блока.СВАРОЧНЫЕ МАШИНЫ ДЛЯ СВАРКИ TIG
Сварка металлов в среде инертного газа — один из самых популярных на сегодняшний день методов ручной сварки. Работа с использованием аргона обеспечивает высокое качество стыков за счет полной теплоизоляции ванны. Таким образом можно работать с любыми металлами, даже с алюминием, магнием, титаном и их сплавами. Принцип работы сварочного инвертора на аргоне не отличается от обычного инвертора. Основное отличие в том, что в процессе используется не только источник сварочного тока, но и специальная горелка.Сварка TIG предполагает постоянный нагрев рабочей зоны с помощью электрической дуги, которая создается с помощью тугоплавкого вольфрамового электрода. Многим интересно узнать, как работает инверторный сварочный аппарат такого типа. Давайте разберемся.
Устройство сварочного аппарата TIG
Аппарат для аргонно-дуговой сварки представляет собой источник тока и специальную горелку.
Первый нужен для генерации электрической дуги, а также поддержания ее значения в нормальных параметрах. Огромное количество металлов и сплавов, с которыми можно работать таким образом, требует множества корректировок.Сегодня для этого используются полупроводниковые инверторные блоки. Это инвертор для сварки TIG. Принцип работы не отличается от обычного инвертора, но выход такого устройства совмещен. Постоянный ток применяется для работы с нержавеющими сталями, медными сплавами. Переменная также подходит для магния, алюминия и других подобных сплавов. Режим работы при подаче прерывистых токов используется для сварки тонких деталей. Также в конструкции присутствует горелка. Что это такое? Это специальное устройство, в котором устанавливается вольфрамовый электрод.Имеет форсунку, через которую подается аргон. В отличие от традиционных полуавтоматов, подача газа в сварочной горелке TIG начинается до зажигания дуги. Это позволяет избежать выгорания металлов.Вывод
Доступная стоимость такой техники позволяет серьезно задуматься о приобретении такого агрегата для дома. Если научиться уверенно пользоваться таким устройством, можно даже заработать. Сегодня большим спросом пользуется аргонная сварка. Вы можете купить отечественный инвертор сварочный ТИГ-180 недорого.Принцип работы аппарата позволяет использовать его в ручном режиме сварки. Это универсальное решение. Стоимость от 13 до 15 тысяч рублей. Самые дешевые китайские модели можно приобрести по цене от 6 тысяч рублей. Профессиональные устройства стоят около 50 тысяч рублей.
p >> Инверторные источники сварочного токапомогают решать проблемы технического обслуживания и сокращают время простоя
(по данным Plant Engineering, июнь 2005 г.)
Краткое содержание:
- Сложности с перемещением тяжелых сварщиков на место работы, например, простои, вызванные ожиданием вилочного погрузчика, грузовика или крана, чтобы переместить сварщика.
- Невозможность поднести сварщика большего размера к месту работы во время работы в ограниченном пространстве.
- Проблемы с поиском основного источника питания, который можно использовать (например, только розетка 115 В, а у вас машина на 230 В).
- Сложности с первичным питанием, такие как колебания напряжения, необходимость добавления сварщиков, но превышающая мощность цепи, или столкновение с дополнительными начисленными расходами от коммунальной компании за низкий коэффициент мощности (этот пункт относится к внутреннему персоналу, управляющему парк сварочного оборудования).
- Ограниченные возможности многопроцессорной сварки, например использование одного сварочного аппарата для сварки Stick / TIG, а другого для сварки MIG / порошковой проволокой.
- Проблемы с поиском опытного сварочного персонала или проблемы, связанные с неправильной настройкой оборудования.
Инверторные сварочные аппараты и аппараты плазменной резки могут решить все эти проблемы, поскольку их передовая технология значительно снижает вес и размер аппарата, обеспечивает возможности управления первичной мощностью, недоступные при использовании традиционных сварочных технологий, и обеспечивает непревзойденные характеристики дуги.Кроме того, современная инверторная технология упрощает эксплуатацию машин. Их улучшенное зажигание дуги и характеристики дуги могут превратить обычного сварщика в хорошего сварщика, что приведет к повышению качества сварки и уменьшению количества брака.
Обычная сварочная технология, хотя и не является предметом рассмотрения в данной статье, остается хорошим выбором для многих операций по техническому обслуживанию и ремонту. Эти сварщики могут выдерживать серьезные злоупотребления, работать в тяжелых условиях и продолжать исправно работать в течение десятилетий. Кроме того, их ограниченная мобильность становится преимуществом в некоторых ситуациях.Когда сварщика нужно оставить на рабочем месте на ночь, пользователи могут быть уверены, что это 4 000 фунтов. Многооператорский блок все еще будет там утром. На рис. 1 (ниже) представлены некоторые краткие инструкции по выбору сварочного аппарата для обслуживания.
Обычный сварочный аппарат | Инвертор | |
Масса | · 350 + фунтов.для индивидуальной единицы · 2,000 — 4,000 фунтов. для многодуговых аппаратов | · 10 — 120 фунтов. для индивидуальной единицы · 180 — 760 фунтов. для многодуговых аппаратов |
Диапазон входного напряжения | 208/230/460 и т. Д. Требуется ручное перенаправление | 115 — 230 или 230 — 575.Повторное соединение вручную не требуется |
Одно- или трехфазное | Фиксированная способность | Принимает оба |
Допуск колебаний напряжения | ± 10% от первичной | Более толерантный¾ См. Информацию об Auto-Line |
Коэффициент мощности | Плохо — Хорошо, в зависимости от модели | Отлично (до.95; 1.0 идеально). PFC присущие конструкции |
Энергоэффективность | Плохо — Хорошо, в зависимости от возраста объекта | Отлично |
Потребление первичного тока | Традиционно выше | Традиционно ниже |
Качество многократной технологической дуги | Удовлетворительно — Хорошо | Отлично |
Расширенные функции управления дугой | Хорошо | Хорошо — Отлично |
Прочность | Отлично, обычно более 10 лет | Хорошо, обычно до 10 лет |
Надежность | Отлично | Удовлетворительно — Отлично (зависит от производителя) |
Закупочная цена (стоимость усилителя) | Обычно ниже | Обычно выше |
Как работают сварщики
Все сварочные аппараты преобразуют первичную мощность высокого напряжения с низкой силой тока в мощность низкого напряжения с высокой силой тока, используемую для сварки.Сварщик делает это с помощью трансформатора, который представляет собой железный сердечник, намотанный на сотни витков медной проволоки. Переменные, определяющие физический размер трансформатора, включают количество витков провода, площадь поперечного сечения сердечника, прикладываемое напряжение и частоту первичной мощности.
Ключевая переменная — адрес одного инвертора — это частота. Уравнение, определяющее конструкцию сварочного аппарата, гласит, что увеличение частоты первичной мощности позволяет уменьшить размер и массу трансформатора.
Секрет инверторной технологии заключается в том, что она увеличивает частоту первичной мощности, поступающей на трансформатор, с 60 Гц до 20 000 — 100 000 Гц. Это достигается за счет включения / выключения мощных твердотельных переключателей, называемых IGBT, которые включаются или выключаются всего за одну миллионную долю секунды. Действие включения / выключения имитирует создание и разрушение магнитного поля, которое имеет такое же влияние, как и мощность переменного тока, но с гораздо более высокой частотой (см. Фиг.2, блок-схему инвертора, для более подробной информации).
Регулируя мощность на первичной обмотке (или на стороне линии) трансформатора и повышая частоту, производители сварочного оборудования теперь производят инверторы Stick / TIG весом от 10 до 50 фунтов, универсальные сварочные аппараты MIG, которые весят менее 50 фунтов. . и многопроцессорные инверторы (Stick / TIG / MIG / порошковая сварка / строжка), которые весят около 80 фунтов. и производят 425-амперный выход. См. Рис. 3 для сравнения размеров трансформатора между обычным сварочным аппаратом и инвертором.
Быстрая окупаемость инвестиций за счет исключения потери времени
В среднем на сварку 85% затрат приходится на рабочую силу (см.рис.4, график стоимости сварки). При измерении стоимости ремонта учитывается время, затраченное на то, чтобы сварщик и работа выполнялись вместе, время на настройку сварочного оборудования, время подготовки материала, время горения дуги, время очистки при сварке (разбрызгивание при шлифовании и шлак или, что еще хуже, дорогостоящие переделка), время, затраченное на перемещение сварщика между работами, и время, затраченное на возвращение сварщика в стойку для инструментов, рабочий ящик или место для хранения.
Один подрядчик, выполняющий плановое техническое обслуживание электростанции, рассчитал сэкономленное время для обоснования перехода на инверторную технологию.Ранее в контакторе использовалась система с несколькими операторами с восемью дугами, которая весила 4000 фунтов. Перейдя на «стоечную» систему, которая удерживает и питает шесть дуг от одного основного соединения и весит всего 712 фунтов, подрядчик сократил рабочее время на 87 процентов. Кроме того, когда сварщик находится рядом с местом работы, операторы могут легко регулировать параметры сварки или изменять процессы.
Сегодня стойка с четырьмя дугами для сварки TIG / Stick может весить всего 180 фунтов (включая стойку) — всего 50 дюймов.высокие, подходят для лифта и оснащены колесами для максимальной мобильности. Системы стеллажей также позволяют снимать отдельных сварщиков со стеллажа. Индивидуальные инверторы немного больше чемодана или ручной клади (размер зависит от выходной мощности), поэтому один или два человека могут легко переместить небольшой инвертор и поместить его в ограниченное пространство.
Гибкость первичной мощности
Экономия времени за счет использования легких инверторов в работе бесполезна, если вы не можете найти место для их подключения.Инвертор обеспечивает гибкость местоположения за счет двух типов технологии управления первичным питанием: технологии автоматического подключения и технологии Auto-Line ™, которая доступна на некоторых инверторах Miller Electric Mfg. Co.
Благодаря технологии автоматического подключения инвертор определяет тип подаваемого первичного питания, а затем автоматически (но механически) подключается к правильному питанию: 230 или 460 В, одно- или трехфазное, 50 или 60 Гц.
Схема Auto-Line исключает механическое соединение и вместо этого использует электрическое соединение.Схема увеличивает первичную мощность до более высокого напряжения, и эта мощность затем становится источником напряжения для инвертора. Следующие типы инверторов доступны с Auto-Line (сила тока указана при максимальной выходной мощности):
- Универсальный сварочный аппарат MIG на 180 А, который принимает напряжение от 115 до 230 В, только однофазный, 50 или 60 Гц
- Аппараты TIG Stick / DC на 150 А, которые принимают напряжение от 115 до 230 В, только однофазные, 50 или 60 Гц
- Агрегаты Stick / DC TIG на 200 А и TIG / Stick на переменном / постоянном токе, которые принимают от 120 до 460 В, одно- или трехфазные, 50 или 60 Гц
- Сварочные аппараты CC / CV на 425 А, которые принимают от 208 В до 575 В, одно- или трехфазные, 50 или 60 Гц
- Сварочные аппараты «Multi-MIG», работающие на напряжение от 208 В до 575 В, одно- или трехфазные, 50 или 60 Гц (эти аппараты специально предназначены для крупносерийной промышленной сварки, а не для обслуживания и ремонта)
- Плазменные резаки на 55 и 80 А, которые принимают от 208 В до 575 В, одно- или трехфазные, 50 или 60 Гц
Обратите внимание на акцент на сквозной.Первичное напряжение питания может изменяться, но пока оно остается в пределах рабочего диапазона машины, мощность дуги остается стабильной (см. Рис. 5, схема Auto-Line). Операторы никогда не увидят мерцания, и машина будет работать непрерывно в условиях, которые вызывают отключение других машин для самозащиты или срабатывания автоматического выключателя. Это преимущество действительно окупается на объектах с грязным питанием или при отключении электроэнергии от генератора. Обратите внимание, что для создания экономичной станции двухдуговой сварки на месте некоторые компании объединяют сварочный генератор с приводом от двигателя и используют его мощность для работы инвертора.
Наличие инверторов с Auto-Line означает, что человек, производящий сварочный ремонт, может перемещаться не только в любое место внутри завода, но может путешествовать в любую точку мира, не беспокоясь о наличии доступной мощности.
Больше мощности на фунт, меньше потребляемого тока
Люди, впервые сталкивающиеся с инвертором, обычно не могут поверить, что такой маленький аппарат обеспечивает такую большую сварочную мощность. Например, небольшие инверторы Stick / TIG весят менее 14 фунтов., но может иметь достаточную мощность для сварки с помощью 1/8 дюйма. Наклеить электрод. Даже инвертор для строжки угольной дугой с углем 3/8-дюйма на 600 ампер весит всего около 120 фунтов.
Инверторытакже обеспечивают выдающуюся энергоэффективность, которая может снизить счета за коммунальные услуги, и они эффективно используют подаваемую первичную мощность, которая известна в отрасли как хороший коэффициент мощности. Хороший коэффициент мощности снижает потребляемую мощность, что может позволить добавить больше сварщиков к существующей основной мощности. Например, один производитель глушителей недавно столкнулся с дилеммой необходимости увеличения производства для удовлетворения спроса, но при этом считал, что не может добавить к своему парку более 40 дуг, не внося изменений во входящие услуги — изменения, которые могли стоить до 50 000 долларов.
Вместо того, чтобы добавить больше обычных сварочных аппаратов TIG переменного / постоянного тока на 250 А, которые потребляют от 52 до 96 А первичной мощности при номинальной выходной мощности на первичной 230 В, компания приобрела инверторы TIG переменного / постоянного тока на 200 А, которые потребляют менее 16 амперы при номинальной мощности. Компания добавила восемь инверторов, увеличила производительность и удовлетворила спрос без каких-либо изменений во входящем обслуживании.
Механические подрядчики, работающие на перерабатывающих предприятиях (нефтехимия, бумага, пищевая промышленность) и электростанциях, также получают выгоду от низкого потребления первичной энергии и управления первичной мощностью.Эти рабочие площадки часто испытывают нехватку электроэнергии и могут иметь нестабильную мощность генератора. Низкое энергопотребление инвертора означает, что один генератор может питать больше дуг, и, как уже отмечалось, такие функции, как Auto-Line, позволяют инвертору преодолевать провалы и всплески напряжения.
Превосходный сварочный аппарат
Переключая первичную мощность с частотой в тысячи Гц и используя усовершенствованное микропроцессорное управление, инвертор может создавать оптимальные характеристики дуги в любом заданном режиме сварки. Таким образом, операторы могут сваривать наилучшим образом, не борясь с дугой, или могут выбрать процесс сварки, наиболее подходящий для работы.
Краткий обзор преимуществ инвертора при техническом обслуживании / ремонте включает следующее:
- Несколько выходов для технологической сварки. Доступны модели для TIG-сварки Stick / DC (для стали и нержавеющей стали), TIG / Stick на постоянном токе (эти сварочные аппараты имеют больше функций для управления дугой TIG, таких как импульсная сварка и запуск высокочастотной дуги), AC / DC TIG / Stick (AC выход необходим для сварки алюминия) или выход CC / CV. Выход CC, или выход постоянного тока, используется для сварки Stick, TIG на постоянном токе и строжки, в то время как выход CV используется для сварки MIG и порошковой сваркой.Когда работа требует как процессов CC, так и CV, инвертор CC / CV означает, что нужно купить или перевезти на место работы на одну машину меньше.
- Отличное зажигание дуги. Во время зажигания дуги часто возникают дефекты сварки, потому что дуга не может быстро образоваться. Инверторы обычно обеспечивают более положительное зажигание дуги, что может помочь обеспечить качественный сварной шов с первого раза и исключить необходимость доработки в дальнейшем. Один ремонт сварки может стоить сотни или тысячи долларов, поэтому устранение нескольких дефектов сварки может окупить новый инвертор.
- Регулятор копания для сварки штангой. Контроль копания предотвращает прилипание электрода, когда дуга становится слишком короткой. Это полезно для прохода с открытым корнем или плотной подгонки, а также помогает в зажигании дуги.
- Широкий диапазон регулирования индуктивности для сварки MIG. Это позволяет оператору создавать «более мягкую» дугу (с большей индуктивностью) или «жесткую» дугу. Увеличьте индуктивность для лучшего смачивания (особенно для нержавеющей стали) или уменьшения разбрызгивания, что может сэкономить часы на шлифовку после сварки.
- Улучшенный импульсный выход MIG или импульсный TIG (возможность настройки формы импульса). В зависимости от области применения, пульсирование может снизить тепловложение для уменьшения деформации или прожога, улучшить эстетику борта, уменьшить разбрызгивание, обеспечить контроль образования лужи вне положения и увеличить скорость движения.
- Регулировка выходной частоты и расширенное регулирование баланса для сварки TIG на переменном токе. Эти функции позволяют адаптировать профиль сварного шва в соответствии с областью применения, чтобы улучшить качество сварки, свести к минимуму шлифовку после сварки и существенно увеличить скорость перемещения.
- Удобное управление. Такие функции, как вызов последней процедуры, запоминают предпочтения при изменении полярности, такие как метод запуска и панель или дистанционное управление. Чтобы учесть предпочтения оператора, но при этом уберечь операторов от проблем, связанных с выполнением неправильных регулировок, некоторые инверторы имеют четырехпозиционные регуляторы, просто помеченные для «жесткой» или «мягкой» характеристики дуги с помощью стержневых электродов E6010 и E7018. Панели управления также имеют цветовую маркировку в зависимости от процесса, например, зеленый для TIG, оранжевый для Stick и синий для сварки проволокой.Производители также стараются обеспечить единообразие своего оборудования, поэтому конструкция панели управления инвертора может напоминать панель управления, используемую на сварочном генераторе с приводом от двигателя, который оператор использовал на предыдущей работе.
Помимо удобных элементов управления, производители также обращают внимание на потребности в удобных для пользователя процессах. В мире сварки в целом признается, что сварка проволокой (MIG или порошковая сварка) — это самый простой процесс для освоения, причем Stick — более жесткий, а TIG — самый сложный (что не означает, что сварка Stick — это просто!).
Практически любой человек с хорошей зрительно-моторной координацией и правильным отношением к работе может научиться сварке проволокой в обычных условиях за несколько часов практики. Однако сварка проволокой для ремонта на месте может быть затруднена. Даже небольшой сварочный аппарат MIG, работающий от напряжения 115 В, весит 60 фунтов, а баллон с защитным газом часто весит больше, чем сварщик.
Miller обратился к этой ситуации, создав первый в мире полностью автономный универсальный сварочный аппарат MIG, Millermatic® Passport ™.Этот 45-фунтовый. инвертор (см. рис. 7) имеет 12 унций. внутренний баллон с защитным газом CO2 (на самом деле баллон с красящим шариком), обеспечивающий достаточно газа для 25 минут сварки. Ни один другой сварщик проволокой не выполнит работу быстрее или проще для быстрого ремонта сваркой или легкого изготовления в полевых условиях.
Если ваша работа требует доставки сварщика на место работы, требует многократной сварки или вы сталкиваетесь с проблемами, связанными с управлением первичным питанием, присмотритесь к инверторной технологии.Реалистичная цель экономии 10 или 20 часов для одной большой работы означает, что новый инвертор многократно окупит себя в течение двух или трех лет, обычно выделяемых на капитальные вложения. И
инвертор помогает запустить объект в аварийной ситуации, он на вес золота.
Фиг.7
Международный журнал инженерного менеджмента и прикладных наук
Международный журнал новейших технологий в области инженерии, менеджмента и прикладных наук — IJLTEMAS
Международный журнал новейших технологий в машиностроении, менеджменте и прикладных науках (IJLTEMAS) — это ежемесячный рецензируемый международный журнал по инженерным наукам, менеджменту и прикладным наукам с минимальными затратами на обработку, открытый доступ и полное рецензирование.Мы обеспечиваем отличную платформу для обмена мнениями между исследователями, широко заинтересованными в области инженерии, менеджмента и прикладных наук.
- → Номер DOI: 10.51583 / IJLTEMAS
- → Открытый доступ: Все опубликованные статьи немедленно доступны для чтения, загрузки и обмена.
- → Быстрая публикация: Быстрая публикация статей при сохранении высокого качества процесса публикации.
- → Номинальная плата: Номинальная плата за публикацию в поддержку исследовательского сообщества.
- → Connect: Подключите глобальное сообщество инженеров, прикладных наук и социальных наук.
Научно-исследовательское и инновационное общество
Общество исследований и научных инноваций (RSIS International) — ведущее международное профессиональное некоммерческое общество, которое способствует прогрессу исследований и инноваций посредством международных конференций, дискуссий, семинаров и публикации профессиональных международных онлайн-журналов, информационных бюллетеней и проведения исследований и инноваций. на международном уровне.
Прием статей Ноябрь 2021 г.
Международный журнал новейших технологий в инженерии, менеджменте и прикладных науках — IJLTEMAS приглашает авторов / исследователей предложить свои исследовательские работы в области инженерии, менеджмента и прикладных наук. Все заявки должны быть оригинальными и содержать соответствующие результаты исследований в области инженерии, менеджмента и прикладных наук. Мы нацелены на качественную исследовательскую публикацию и предоставляем читателю достоверные исследования.
Правила подачи заявок
| Срок подачи заявок | 10.11.2021 |
| Новое поступление | Подача онлайн |
| Окончательная подача принятой статьи | Подача онлайн |
| Месяц / Год / Объем / Выпуск | Ноябрь 2021 г. Том X Выпуск XI |
| Сборы за публикацию (международные авторы) | 20 $ |
Почему открытый доступ?
Журналы открытого доступа доступны бесплатно в Интернете для немедленного открытого доступа во всем мире к полному содержанию статей, служащих интересам основных исследователей.Каждый заинтересованный читатель может бесплатно читать, скачивать или потенциально распечатывать статьи в открытом доступе! Мы приглашаем подавать документы превосходного качества только в электронном (только .doc) формате.
ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ ИНВЕРТОРА ТИПА 3КВА, 50 ГЦ, ОДНОФАЗНОЙ ДУГОВОЙ СВАРОЧНОЙ МАШИНЫ
ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ ИНВЕРТОРА ТИПА 3КВА, 50 ГЦ, ОДНОФАЗНОЙ ДУГОВОЙ СВАРОЧНОЙ МАШИНЫInternational Journal of Scientific & Engineering Research, Volume 6 Выпуск 5, май 2015 г. 931
ISSN 2229-5518
Проектирование и изготовление инвертора типа
3 кВА, 50 Гц, однофазная дуговая сварка
Аппарат
Engr.Ovbiagele U; Engr. Obaitan B
Резюме: Сварка служит множеству целей в разных доменах. Изготовление машин и оборудования, сварка трубопроводов и манифольдов, сварка конструкций, морская сварка и декоративная сварка — вот примеры сварки, применяемой в бизнесе и промышленности. Сварочное оборудование стало одним из важнейших инструментов, которыми может владеть производитель, поэтому возникла необходимость спроектировать и построить аппарат для дуговой сварки. В этой статье авторы спроектировали и сконструировали аппарат для однофазной дуговой сварки мощностью 3 кВА, 50 Гц, используя местные материалы.Чтобы решить проблему веса и размера обычного аппарата для дуговой сварки, была также разработана инверторная схема. Инвертор обеспечивает гораздо более высокую частоту, чем 50 Гц или 60 Гц для трансформатора, используемого при сварке. Произведенный на месте аппарат для электродуговой сварки, способный выдержать ток 150 А при испытании изоляции, испытании на короткое замыкание и разрыв цепи для определения рабочих характеристик, оказался весьма удовлетворительным.
Ключевые слова: дуговая сварка, изготовление оборудования, инвертор, трансформатор.
—————————— ——————————
Сварка — это метод соединения металлов, при котором тепло и / или давление прикладываются к области контакта между двумя компонентами. ; в стык может быть добавлен присадочный металл в зависимости от процесса сварки [1].
Существует множество видов сварки, в том числе дуговая сварка, контактная сварка, газовая сварка. Особое внимание будет уделено дуговой сварке, поскольку это наиболее распространенный вид сварки, а также основная цель данной конструкции.При дуговой сварке между основным металлом и электродом образуется электрическая дуга. Тепло дуги плавит основной металл и сварочные материалы для получения металла шва для соединения элементов конструкции [2].
Оборудование, которое выполняет сварочные операции под наблюдением и контролем сварщика, называется сварочным аппаратом. Чтобы решить проблему веса и габаритов обычного аппарата для дуговой сварки, необходимо сконструировать инвертор. Инвертор обеспечивает гораздо более высокую частоту, чем 50 Гц или 60 Гц для трансформатора, используемого при сварке.Таким образом, трансформатор гораздо меньшей массы используется для обеспечения работы с гораздо большей выходной мощностью. Выбор рабочей частоты с учетом человеческих способностей снижает сварочный шум, производимый обычным аппаратом для дуговой сварки [1]. Выбор частоты 20 кГц для аппарата дуговой сварки инверторного типа соответствовал вышеуказанным ожиданиям. Управление питанием трансформатора на высокой частоте позволяет контролировать выходной сварочный ток. Этот источник питания обеспечивает преобразователь частоты. Силовой переключатель IGBT (биполярный транзистор с изолированным затвором) или MOSFET используется для конструкции инвертора из-за его высокой степени коммутации.
Схема управления, используемая для управления выходным сварочным током, предназначена для управления переключателем мощности на высокой частоте. Переключатель питания на биполярном транзисторе с изолированным затвором более эффективен и менее подвержен сбоям, чем переключатель питания на полевых МОП-транзисторах.
Вес и размер трансформатора обычного сварочного аппарата намного выше шума сварки.
IJSER © 2015 http://www.ijser.org
Международный журнал научных и технических исследований, том 6, выпуск 5, май 2015 г. 932
ISSN 2229-5518
Целью и задачей данной работы является спроектировать и сконструировать аппарат для дуговой сварки, работающий от сети
48 В постоянного тока с переменной частотой.Это снижает вес, размер и уровень шума трансформатора, используемого для сварки.
Иметь более эффективный дуговой сварочный аппарат, обеспечивающий аккуратную сварку.
Важность этого проекта заключается в том, что он направлен на создание рентабельного, прочного, портативного и мобильного сварочного аппарата.
Сварочный источник питания трансформаторного типа преобразует электричество высокого и слабого тока из электросети в высокое и низкое напряжение (обычно от 17 до 45 В и от 55 до 590 А).Выпрямитель используется для преобразования переменного тока в постоянный для получения постоянного тока на выходе. Перемещение магнитного шунта внутрь и наружу трансформатора помогает изменять выходной ток. Последовательный реактор к вторичной обмотке регулирует выходное напряжение от набора отводов на вторичной обмотке трансформатора. Этот тип блока питания наименее дорогой, но громоздкий. Это низкочастотные трансформаторы, которые должны иметь такую высокую намагничивающую проводимость, чтобы избежать ненужных шунтирующих токов. Трансформатор также может иметь значительную проводимость утечки для защиты от короткого замыкания в случае прилипания сварочного стержня к рабочей силе.Индуктивность рассеяния может изменяться, поэтому оператор может устанавливать выходной ток [3].
С появлением мощных полупроводников, таких как полевой транзистор с изолированным затвором (IGFET), также известный как MOSFET (металлооксидный полупроводниковый полевой транзистор), теперь также можно создать импульсный источник питания, способный справляется с высокими нагрузками при дуговой сварке. Эти конструкции известны как инверторные сварочные аппараты. Электроэнергия переменного тока сначала выпрямляется в постоянный ток; затем переключатель питания постоянного тока (инвертировать) в понижающий трансформатор на высокой частоте для получения необходимого сварочного напряжения или тока.Частота переключения обычно составляет от 20 кГц до 100 кГц. Высокая частота переключения резко уменьшает габариты понижающего трансформатора. Масса магнитных компонентов (трансформатор и проводники) быстро уменьшается с увеличением рабочей (коммутационной) частоты. Циркуляционный преобразователь может также обеспечивать такие функции, как управление мощностью и защита от перегрузки. Этот тип сварочных аппаратов (на основе инвертора) более эффективен и обеспечивает лучший контроль изменяемых функциональных параметров, чем обычные сварочные аппараты.Микроконтроллер управляет IGBT или IGFET в инверторной машине, поэтому электрические характеристики мощности сварки могут быть изменены с помощью программного обеспечения [4].
Наш подход к этому проекту реализуется через проектирование и создание его подсистемы ввода, блока управления и подсистемы вывода. Сварка металла происходит, когда блок управления и выходная подсистема соединяются вместе через свариваемый токопроводящий объект. Сварка — это процесс соединения двух или более одинаковых или разнородных материалов с / без приложения тепла и / или давления с использованием или без использования присадочного материала.
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 933
ISSN 2229-5518
В разработке мы начали с общую систему и начинайте разбивать ее на системы. Удобным инструментом, используемым на этом этапе, является блок-схема, показанная на рис. 1. Блок-схема изображает иерархию того, как подсхемы инвертора
будут взаимодействовать и взаимодействовать друг с другом.Аппаратный прототип был реализован или реализован на экспериментальном макете. Это было достигнуто за счет реализации подсистемы ввода
инвертора в подсистему вывода. Они были тщательно выполнены в соответствии с блок-схемой проекта и окончательной принципиальной схемой.
Системная блок-схема проекта инверторного сварочного аппарата показана на рис.
Буфер генератора
Усилитель мощности
Трансформатор
O / P
Источник питания
Обратная связь
Система представляет собой гибкий источник питания, спроектированный как источник тока, соответствующий блок-схеме, показанной на рис.который состоит из следующих этапов.
для переключения питания постоянного тока. Выходной сигнал каскада генератора усиливается с помощью транзистора (9013). Этот
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 934
ISSN 2229-5518
усиленный сигнал запускает металлооксидный Полевой транзистор с Vgs больше порогового напряжения.Частота, на которой работает схема, определяется каскадом генератора.
Трансформаторы сварочные рассчитаны на характер сварочных работ. Для сварочного аппарата инверторного типа трансформатор имеет небольшие размеры и меньший вес по сравнению с обычным сварочным аппаратом. В аппарате для дуговой сварки для сварки используется электрический разряд. Этот разряд известен как дуга.
Напряжение, необходимое для поддержания дуги, равно
В = C + DL [5] …………………………………………………… ………………………………………….. …………………… (1) Где; C = от 15 до 20 вольт
D = от 2 до 3 вольт
L = длина дуги в мм и ее значение составляет примерно от 2 до 4 мм. Дуга поддерживается при напряжении примерно от 24 до 30 вольт. Проектная спецификация
Выходное напряжение = 25 В переменного тока
Выходной ток = 80 А Входное напряжение = 48 В постоянного тока
Номинальная мощность трансформатора = 3 кВА K = 0,45
F = 50 Гц
BM = 1,2 Т
Плотность тока, j = 3.2 A мм-2 или 3,2 x 106 A / м2
Коэффициент пространства Kw = 0,3
Вольт на оборот
Vt = K KVA [6] ……………… ………………………………………….. …………………. (2)
Для прямоугольной формы,
Расчет площади жилы, Ai
Vt = 0,45 3 = 0,78
Vt = 4,44 fBm Ai [6] ……………………………………… ………………………………………….. …………………………… (3)
A1 =
0,78
4.44 x 50 x 1,2
= 0,0029,28 м2 или 29,28 см2
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 935
ISSN 2229-5518
Общая площадь железа Ag =
Ai
0,9
3 ………………………….. ………………………………………….. ……………………………. (4)
29,28 = 32,53 см2
0,9
Принимая 0,9 в качестве коэффициента суммирования.
Ширина центральной конечности = 2 x ширина боковой конечности
= 2 x a …………………………. ………………………………………….. ………………………………………….. …………….. (5) Глубина керна, b = 2,5 x ширина центрального лимба = 2,5 x 2a = 5a
Ag = bx 2a = 5a x 2a = 10a2. ………………………………………….. ………………………………………………………. (6)
Следовательно, 10 a2 = 32,53
Поскольку a = 1,80
a = 32,53 = 1,80 см
10
b = 5 x 1,80 = 9 см
Глубина сердечника, b = высота ярма для типа оболочки, Hy
Глубина ярма Dy = ширина боковая конечность = 1,80 см
Aw =
KVA
2,22 xfx B x A x K xjx 10−3
[7] …………………. ………………………………………….. …………….. (7)
Aw =
3
2.22 x 50 x 1,2 x 2,928 x 10-3 x 0,3 x 3,2 x 106 x 10-3
Aw = 8,01 x 10-3 м2 или 80,1 см2
Aw = высота окна (Hw) x ширина окна (Ww)
HW = 3
WW
HW = 3 Ww
Aw =
3Ww
= w 2
[6] ………………………. ………………………………………….. ………………………………………. (8)
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 936
ISSN 2229-5518
Ww =
80.1 = 5,2 см
3
Следовательно, Hw = 3 x 5,2 = 15,6 см
Общая высота H = Hw + 2 ……………………. ………………………………………….. …………………………………… (9)
= 15,6 + ( 2 x 1,80) = 19,2 см
Общая ширина W = (2 x Ww) + (4 xa) ………………………. ………………………………………….. ……………….. (10)
= (2 x 5,2) + (4 x 1,80) = 17,6 см
Обмотка
V1
Витки первичной обмотки T1 =
Вт
…………………………………………… ………………………………………….. …… (11)
48 = 62
0,78
Общее количество витков на первичной обмотке 124 (с отводом по центру)
Ток первичной обмотки
I1 =
Мощность ………. ………………………………………….. ……………………………… (12)
V1
= 3000
48
= 62,5 A
Принимая ток 3,2 A / мм2 для первичной обмотки, площадь проводника
a1 =
62.5
3,2
= 19,53 мм2
Для расчета диаметра проводника
a1 = πr =
πd2
4
………………….. ………………………………………….. ………………………………………….. ………. (13)
Где a1 = площадь первичного проводника, d = проводник
d = (4 x 40)
3,142
= 4,996 мм
Витки вторичной обмотки T2 =
V2. ………………………………………….. ……………………………………………. (14)
Вт
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 937
ISSN 2229-5518
T2 =
25
0,78
= 32
В то время как При расчете числа витков вторичной обмотки выбирается допуск 5% для компенсации падения напряжения в обмотке.
Следовательно,
T = 32 + 5
+ 32 = 34
2 100
Ток вторичной обмотки
I2 =
Мощность ………….. ………………………………………….. ………………………… (15)
V2
= 3000
25
= 120 A
Потребляемый ток 3,2 А / мм2 для вторичной обмотки, площадь проводника
a = 120
= 40 мм2
2 3,2
Для расчета диаметра проводника
a 2 = πr =
πd2
4
…………………………………………… ………………. (16)
Где a2 = площадь вторичного проводника, d = проводник
d = (4 x 120)
3,142
= 12,4 мм
RT (R8 + R9) и C1, подключенные к контактам 6 и 7 микросхемы SG3524 соответственно, определяют частоту колебаний. Используя приведенное ниже уравнение, мы определяем значение неизвестного параметра.
f = 1,18
C1CT
[8] ………………………………… ………………………………………………………… ………………………… (17)
Предположим, C1 = 0,1 x 10-6 F и требуемая частота f = 50 Гц
Следовательно,
f = 1,18
0,1 x 10-6 x 50
= 236 кОм
Микросхема SG3524 используется в секции колебаний этого инвертора. Эта ИС используется для генерации частоты 50 Гц, необходимой для генерации переменного тока инвертором. Для запуска этого процесса питание от батареи подается на вывод 15 SG3524 через транзистор NPN (TIP41).D3 у основания Q3, как показано на рис. используется для регулирования напряжения питания микросхемы SG3524. Контакт 8 подключен к отрицательной клемме аккумулятора. Контакты 6 и 7 микросхемы являются штырями колебательной секции. Частота, создаваемая ИС, зависит от номинала конденсатора и резистора, подключенных к этим контактам. Конденсатор (0,1 мкФ) подключен к выводу 7. Этот конденсатор определяет частоту 50 Гц на выходе ИС. Контакт 6 — это контакт синхронизирующего сопротивления. Сопротивление на этом выводе составляет
IJSER © 2015 http: // www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 5, May-2015 938
ISSN 2229-5518
постоянная частоты генератора. Предустановленный переменный резистор (20 кОм) подключен к земле от контакта 6 IC. Эта предустановка используется для того, чтобы значение выходной частоты можно было установить на постоянное значение 50 Гц. Фиксированное сопротивление
220 кОм подключено последовательно с переменным резистором, как показано на рис.соотношением:
F = 1,30
C1CT
[9]. ………………………………………….. ………………………………………….. …………………………… (18)
Где F — частота в кГц, RT — полное сопротивление. на выводе 6, а CT — это общая емкость на выводе 7. Следовательно, чтобы получить частоту 50 Гц,
При условии CT = 0,1 мкФ
F = 1,30
50 x (0,1 X 10−6)
= 260 кОм
Следовательно , RT необходимо изменять на 100K, чтобы получить частоту 50 Гц.В нашей конструкции мы использовали постоянный резистор 200 кОм и переменный резистор 100 кОм.
Сигналы, генерируемые в секции генератора IC, достигают секции триггера IC. Эта секция преобразует входящие сигналы в сигналы с изменяющейся полярностью. В этом сигнале изменение полярности означает, что когда первый сигнал положительный, второй будет нулевым, а когда первый сигнал станет нулевым, второй будет положительным. Поэтому для достижения частоты 50 Гц этот процесс чаще всего повторяется каждые 50 раз в секунду i.е. пульсирующий сигнал с частотой 50 Гц генерируется внутри триггерной секции ИС.
Этот переменный сигнал частоты 50 Гц имеет выход на выводах 11 и 14 микросхемы.
Этот пульсирующий сигнал также может быть известен как сигнал возбуждения MOS. Этот управляющий сигнал MOS на контактах 11 и
14 находится в диапазоне 4,6 — 5,4 В. Напряжение
на этих контактах должно быть одинаковым, потому что любое изменение напряжения на этих контактах может повредить полевой МОП-транзистор
на выходе.
Так как опорное напряжение для усилителя ошибки (вывод 2) установлено равным 2.5В с использованием делителя напряжения. Следовательно, напряжение, подаваемое на контакт 1, составляет 2,5 В.
Использование делителя напряжения:
Предположим, R4 = 4700,
Vpin 1 = Vref x
R 4
R 4 + R 3
………………… ………………………………………….. ………………………………………….. .. (19)
Vpin 1 = 2,5 v
2,5 = 5 x
4700
4700 + R 3
R3 = 4700 или 4,7 K
IJSER © 2015 http://www.ijser.org
International Journal of Научные и технические исследования, Том 6, Выпуск 5, май 2015 г. 939
ISSN 2229-5518
Vpin 2 = Vout x
R s
R s + R 5
…………………………………………… ………………………………………….. ……………….. (20)
RS = R6 + R7, обратите внимание, что Vout — положительное значение, которое в нашем дизайне равно 14,5 В. Требуемое напряжение на выводе 2 равно 2,5 В
Предположим, R5 = 100 К;
R s =
Vpin2 x R s
………………………………… ………………………………………….. ……………………………………. (21)
Ваут
+ Впин2
R s =
2.5 x 100 000
14,5 — 2,5
= 20,833 кОм
Принимая предустановку R6 как 20 кОм, тогда R7 = 0,83 K
Vpin 15 = VD3 — VBE (Q3)
Vpin 15 = 13 — 0,7 = 12,3 В
После Проектирование и конструкция, испытание на обрыв и короткое замыкание. Физическая работа машины также была проведена.
Клещи электрододержателя плотно захватывают электрод при различных рабочих положениях; следовательно, на ключе не было замечено дугового разряда. Производство дуги с электродом другого калибра было очень удовлетворительным для металлургического завода.
Он обладает хорошими характеристиками и высокой производительностью. Испытания показали, что конструкция соответствует ожидаемым требованиям по сравнению с обычным аппаратом для дуговой сварки.
В данной работе успешно представлена конструкция инверторного аппарата для однофазной дуговой сварки 3 кВА, 50 Гц.
Успешное завершение этой работы откроет возможности для трудоустройства и повысит уровень жизни большинства людей в странах третьего мира, таких как Нигерия.Это также снизит зависимость стран третьего мира от импортных товаров.
V1 = первичное напряжение V2 = вторичное напряжение Vt = количество оборотов на вольт
IJSER © 2015 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 5, May-2015 940
ISSN 2229-5518
I1 = первичный ток
I2 = вторичный ток
F = частота (герцы)
U1
D4 D6
+ 48V
D7 D5
PC 123
4.7 кОм R1
U2 D3
13V
TIP41
Q3
100 кОм
R6
20 кОм
1 кОм
R5
4,7 кОм
R7
9686
4,7 кОм
R7
9686 9686 R3
5
16
15
14
13 R2
12
330 Ом
10 кОм
D1
R10
T1
9012
Q2
6
R9 100K 200 кОм
R8 7
.1 мкФ 11
10 10 кОм
9 R14
10 кОм
R11
D2
9012
Q2
T2
0,1 мкФ
C2 R13
R12
47 кОм
C3
10 кОм
C3
10 кОм 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 941
ISSN 2229-5518
R17
Q4 1 кОм
T2 T1
R24
1 кОм
Q11
Q5
Q6
Q7
Q8
Q9
Q10
R18
1 кОм
R19
1 кОм
R20
1 кОм
R21
1 кОм
R22 48v 9106 9686
R22 48v 9106 9686
R22 48v 9106 9686
1 кОм 1
1 кОм
R28
1 кОм
R29
1 кОм
R30
Q12
Q13
Q14
Q15
Q16
Q17
1 кОм D8
D9 1 кОм
a
N1
A2 A1
Первичный
U1 9068 U-образный 9068 U-образный первичный
U-образный 9068 U-образный 9068
IJSER © 2015 http: // www.ijser.org
Международный журнал научных и технических исследований, том 6, выпуск 5, май 2015 г. 942
ISSN 2229-5518
[1] А. Александер, Р. Боннарт и Е. Виткрафт, Р., Основы сварки, резки, пайки, пайки и наплавки металлов , Лондон: John Deere Publishing, стр. 234-256, 2000.
[2] A. Althouse, K. Bowditch, & Turnquist, Modern Welding .Лондон: Goodheart-Wilcox Company, Inc., стр. 456-461, 2004,
[3] M.G. Скажем, Характеристики и конструкция машины переменного тока , Лондон: Pitman, стр.176-198,
1978
[4] Б.А. Эзекой, «Характеристики и характеристики твердотельного инвертора и его применение в фотоэлектрической установке
», Тихоокеанский научно-технический журнал, Том 8, вып. 1, pp.68-72, May 2007.
[5] E.Lincolin, The Procedure Handbook of Arc Welding, (14th edition), New Jersey: Prentice Hall Inc., pp
1-6, 1994.
[6] KM Murthy Vishnu, Computer-Aided Design of Electrical Machines , Sultan Bazar: Adithya Art printers, pp.95-134, 2008.
[7] BL Theraja и АК Theraja, Electrical Technology (24-е издание), Нью-Дели: S.Chand and Company
Ltd, стр.1122-1146, 2005.
[8] R..L. Бойлестад и Л. Нашельски, Устройства силовой электроники и теория схем, (6-е издание), New
Delhi: Prentice Hall, стр.415-468.1996.
[9] М. Рашид, Силовая электроника, схемы, устройства и приложения (4-е издание), Нью-Дели: Prentice
Hall, стр. 378-388, 2013
Авторы: Engr. Ovbiagele U, Engr. Obaitan B Департамент электротехники и электроники Auchi Polytechnic, Auchi
E-mail: [email protected]
08062495480
IJSER © 2015 http://www.ijser.org
Сварочные аппараты — обзор
Механизированная и автоматическая сварка
В главе 3 этого раздела мы упомянули «автоматическую сварку.«Потребность в автоматической сварке возникает из-за желания повысить производительность и исключить участие человека в рутинной и повторяющейся работе, которая кажется рутинной. Он также способствует гораздо более высокому уровню производительности при использовании более высоких токов и тепла, что трудно, если вообще возможно, использовать из-за человеческой терпимости и ограничений безопасности.
В сфере производства и обрабатывающей промышленности термин автомат / автомат означает, что некоторые функции или этапы операции выполняются механическим или электронным устройством или их комбинацией.Степень автоматизации различна, так как некоторые функции могут охватывать все операции или они могут охватывать только некоторую часть операции.
Слова механизированный и автоматический часто используются для описания таких методов сварки. Термин «механизированный» используется для обозначения того, что движения в процессе сварки просто механизированы, и не многие элементы электроники контролируются искусственным интеллектом (ИИ), хотя существуют веские аргументы в пользу того, что использование термина AI может дать Создается впечатление, что устройство способно к самообучению, но это не так, но AI — это будущая возможность в этой области.Текущая система — это в основном кинематические алгоритмы и вычисления, запрограммированные в систему. Напротив, слово автоматический используется по-разному; это означает, что некоторая степень искусственного интеллекта используется для манипулирования механическими рычагами, которые могут помочь сварочной головке (горелке) перемещаться по линии сварного шва или располагаться в труднодоступных местах сварки по мере выполнения сварки. В более сложных формах он может делать все это, управляя текущей скоростью и скоростью перемещения сварного шва в заданном диапазоне предельных значений параметров.Он также может включать в себя гораздо более сложные элементы управления, которые удалены от органов управления оператора и запрограммированы в машине. Он может включать в себя различные элементы управления параметрами, сварочную головку и управление заданиями для наиболее эффективного проведения сварки.
Автоматизация сварки — это не только возможность установить сварочную головку на машину, которая представляет собой шарнирно-сочлененный с электронным управлением или механический манипулятор, но также включает в себя ряд операций по планированию, организации и мониторингу производственного процесса.Он включает в себя тщательную оценку процесса сварки / производства, процедур, этапов производства и средств управления, а затем решение, какие из этих ручных действий использовать и в какой степени их нужно автоматизировать. Поскольку большая часть сварочных работ зависит от мнения сварщика, важно, чтобы решение по автоматизации основывалось на определении того, какие действия можно освободить от ручной оценки и выполнить на машине; эта машина может включать сложную электронную систему управления, она может использовать простые механические движения, имитирующие ручную сварку, или это может быть комбинация того и другого.
Целью автоматизации является снижение производственных затрат за счет повышения производительности; он также направлен на улучшение качества продукции за счет перехода повторяющихся движений от ручного к механическому. Степень сложности — это просто вопрос улучшения этих основных целей.
Машинная сварка или механизированная сварка выполняется сварочным оборудованием под постоянным контролем сварщика. Сварка может выполняться под неподвижной головкой, когда объект перемещается вдоль линии сварки, чтобы сварочная головка сваривала, или это может выполняться, когда объект неподвижен, а сварочная головка перемещается по линии сварки для выполнения сварки.При такой настройке аппарат может или не сможет загружать и выгружать работу на сварочную станцию. Система машинной сварки может иметь одно или комбинацию из следующего:
- •
Машинная тележка — это путь для пересечения линии сварки, который может быть как рельсовым, так и тракторным. Такая каретка могла обеспечивать как горизонтальное, так и вертикальное перемещение сварочной головки. Орбитальное движение также используется для сварки кольцевых швов в трубах или любых круглых объектах, таких как сосуды высокого давления, резервуары и т. Д.Поскольку положение и скорость перемещения являются важными параметрами для сварки, очень важно точное управление этими движениями. При машинной сварке это тщательно контролируется сварщиком.
- •
Манипулятор сварочной головки по сути является продолжением сварочной головки сварочного аппарата, установленного на стреле. Манипулятор может перемещать стрелу вверх или вниз по мачте, установленной на вертлюг. Для успешной сварки и качественного производства требуется плавное движение манипулятора.Ниже приведены основные элементы машинной сварки:
- •
Скорость перемещения
- •
Скорость непрерывного наполнения присадочным металлом
- •
Запуск и поддержание сварочной дуги
49 Движения дуги.
Присутствие оператора на месте сварки имеет важное значение при машинной сварке, так как оператор должен наблюдать за процессом сварки.Оператор постоянно взаимодействует со сварочным оборудованием, чтобы обеспечить правильное размещение сварочной головки и надлежащую наплавку металла шва.
Автоматическая сварка , в отличие от машинной сварки, описанной ранее, выполняется с помощью оборудования, которое выполняет всю сварочную операцию без каких-либо регулировок или контроля со стороны сварщика. Хотя работа оборудования не зависит от оператора сварки, оператор должен убедиться, что электромеханическое функционирование системы находится в надлежащем рабочем состоянии; таким образом, набор навыков оператора в этом отношении значительно улучшается.Это требует надлежащего обучения для понимания функций машины и электронной системы.
Система сама по себе может или не может быть способна загружать и выгружать задание на сварочную станцию.
При автоматической сварке используются рассмотренные ранее элементы машинной сварки. Подготовка сварного шва — очень важный фактор в любом качественном сварном шве; однако существует строгий спрос на более точную подготовку шва для успешной автоматической сварки. В процессе автоматической сварки важной частью является контроллер цикла сварки.Это контролирует сварочные операции, а также подъемно-транспортное оборудование и приспособления для работы. Контроллер точно рассчитывает эти действия и различные этапы, чтобы обеспечить качественную сварку и быстрый производственный процесс. Эффективный результат автоматической сварки может привести к:
- •
Постоянному качеству сварного шва
- •
Повышению производительности
- •
Прогнозируемой скорости производства
- • 9 сварки
- •
Сварочные операции должны быть интегрированы с другими производственными процессами
Как мы видим, автоматическая сварка — очень полезный инструмент для быстрого и последовательного производственного процесса, в котором работа является относительно повторяющейся по своей природе.Однако система имеет некоторые ограничения, которые ограничивают ее универсальное использование. Эти ограничения могут включать:
- •
Тяжелые капиталовложения
- •
Сложные устройства перемещения дуги и управления, которые предварительно запрограммированы в последовательности операций
- •
Подходит только для крупных производственных заказов
- •
Требуется специальное приспособление для точной подгонки и выравнивания стыковых бородавок, подлежащих сварке
Успешное применение автоматизации сварки возможно при использовании роботизированных технологий; Робот — это, по сути, механическое устройство, которое можно запрограммировать для выполнения некоторых запрограммированных задач, таких как манипулирование сварочной головкой и позиционирование работы на сварочной станции.
Эти роботы (подробнее о роботах см. В следующих параграфах) могут использоваться с технологией компьютеризированного числового управления для учета вариаций в работе. Это позволяет изменять программу сварки (например, параметры сварки и позиционирование заданий) в соответствии с другим набором требований к сварке. Эта комбинация роботов и программирования с числовым программным управлением (ЧПУ) позволяет выполнять относительно небольшие заказы на работу с помощью автоматизированной системы сварки, что обеспечивает более быстрое и качественное выполнение работ в цехе.Роботы и их компьютерная память используются для хранения набора инструкций для любой будущей работы с таким же описанием. Роботизированные манипуляторы часто оснащены сенсорными глазами, чтобы определить, соответствует ли фитинг сварного шва требуемым параметрам, и это добавляет к усилиям по контролю качества производственного процесса.
Базовое понимание того, что такое роботы и как они шарнирно соединены для выполнения различных сварочных и производственных операций, важно для понимания автоматизации сварочных функций.