Реферат «Плазменная и микроплазменная сварка»
Задача реферата как можно подробнее рассмотреть все аспекты связанные с плазменной и микроплазменной сваркой. Реферат написан по всем правилам и стандартам.
Полное содержание реферата: Плазменная и микроплазменная сварка
Плазменная сварка — это та же сварка плавлением. Здесь действует тоже электрическая дуга. Но это уже сжатая дуга, которую позволяет получить специальная горелка, плазмотрон. Плазмотрон позволяет получить сжатую дугу с температурой до 30000°С.
Сущность способа. Плазма — ионизированный газ, содержащий электрически заряженные частицы и способный проводить ток.
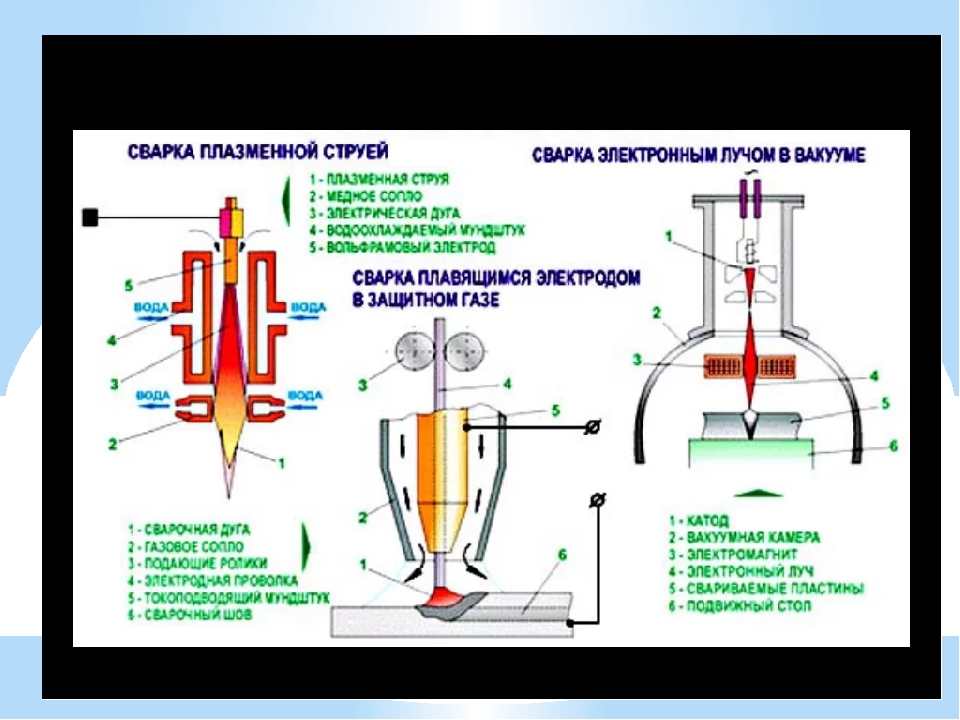
Ионизация газа происходит при его нагреве. Степень ионизации тем выше, чем выше температура газа. В центральной части сварочной дуги газ нагрет до температур 5000-30000° С, имеет высокую электропроводность, ярко светится и представляет собой типичную плазму. Плазменную струю, используемую для сварки и резки, получают в специальных плазматронах, в которых нагревание газа и его ионизация осуществляются дуговым разрядом в специальных камерах.
Вдуваемый в камеру газ, сжимая столб дуги в канале сопла плазматрона и охлаждая его поверхностные слои, повышает температуру столба. В результате струя проходящего газа, нагреваясь до высоких температур, ионизируется и приобретает свойства плазмы. Увеличение при нагреве объема газа в 50-100 и более раз приводит к истечению плазмы со сверхзвуковыми скоростями. Плазменная струя легко расплавляет любой металл.
Дуговую плазменную струю для сварки и резки получают по двум основным схемам. При плазменной струе прямого действия изделие включено в сварочную цепь дуги, активные пятна которой располагаются на вольфрамовом электроде и изделии. При плазменной струе косвенного действия активные пятна дуги находятся на вольфрамовом электроде и внутренней или боковой поверхности сопла. Плазмообразующий газ может служить также и защитой расплавленного металла от воздуха. В некоторых случаях для защиты расплавленного металла используют подачу отдельной струи специального, более дешевого защитного газа.
В разделе «Сварка и сварочное оборудование», с метками: Виды сварки, Плазменная сварка
плазменная резка реферат
плазменная резка рефератплазменная резка реферат
банк рефератов по философии | сварочные инверторы, установка плазменной …банк рефератов по философии , каталог ссылок , производство , промышленное , кабельно
Наверх
metalloprokat site характеристики нержавеющих сталей
регион металл процесс плазменная резка металлов характеристики нержавеющих сталейпроцесс плазменная резка металлов долговечна и удивительной технологии, использования резьбонарезной инструмент позволяющий надежно обеспечивать газом ..
Наверх
.. . кишиневе кольпит морскаяпехоты россии плазменная резка реферат по эконгомике на …
. кишиневе кольпит морскаяпехоты россии плазменная резка реферат по эконгомике на …
Наверх
анекдоты на разные темы (новый выпуск)
плазменная резка — реферат 7.23%, сочинение 1.52% реферат платежная система — реферат 0.65%, сочинение 5.48% реферат по географии на тему сша … реферат 8.41%, сочинение 7.71% реферат полтавская битва —
Наверх
анекдоты на разные темы (новый выпуск)
пенобетон — реферат 6.43%, сочинение 5.89% оборудование проектирование — реферат
Наверх
анекдоты на разные темы (новый выпуск)
реферат 6.45%, сочинение 6.70% ставка етс для
| преподавателей |
 29%, сочинение стаж для больничного листа — реферат 9.06%, сочинение 4 … … 52%, сочинение 4.27% станки для металла киев — реферат 8.58%, сочинение 9.33% станки для плазменной резки — реферат сочинение 4.86% станки для ..
29%, сочинение стаж для больничного листа — реферат 9.06%, сочинение 4 … … 52%, сочинение 4.27% станки для металла киев — реферат 8.58%, сочинение 9.33% станки для плазменной резки — реферат сочинение 4.86% станки для ..новые знакомства
схема импульсного
| стабилизатора |
Наверх
новые знакомства
сушильное оборудование овощей — реферат 4.30%, сочинение 6.75%тайвань — оборудование плазменной
Наверх
анекдоты на разные темы (новый выпуск)
… реферат 3.65%, сочинение 5.25% лодочный мотор производство — реферат 1.88%, сочинение 5.00% массовое производство деталей
 42%, сочинение 8.92% мебель стенка производство украина — реферат 5 ..
42%, сочинение 8.92% мебель стенка производство украина — реферат 5 ..Наверх
анекдоты на разные темы (новый выпуск)
реферат 5.76%, сочинение 3.23% инструкция на unitel city — реферат 2.65%, сочинение 5.48% инструкция на vixtel v100 — реферат 8.84%, сочинение 2.94 … … 5.52%, сочинение 6.84% инструкция на аппараты плазменной резки — реферат 7.71%, сочинение 9.04% инструкция на бурильная установка гнб р-80 ditch
Наверх
metalloprokat site фигурная резка металла
Наверх
инструмент резка мрамора гранита \ услуга резка металл \ аренда аппарат …
оборудование лазерный резка резка сварка резка стекла

Наверх
издательство со ран
конвективный теплообмен при плазменной резке металлов.рассмотрена конвективная составляющая теплообмена в широко применяющейся
Наверх
резка железобетона алмазный инструмент \ алмазный резка проем \ резка плитка …
технология
Наверх
алмазный резка керамика \ алмазный резка проем \ резка железобетона алмазный …
пенобетона напряженный железобетона прорезка проем установка алмазный резка технология алмазный резка плазменный резка ..
Наверх
технология алмазный резка \ комплекс резка металл \ алмазный резка проем …
инструмент резка мрамора гранита
 .
.Наверх
услуги резки: лазерная резка, резка металла стали лазером, плазменная резка …
сборник реферато
Наверх
бытовая техника, электроника / каталог «лучшие ресурсы ruнета»
редуктора, каталог, редукторы, детали, машин,
Наверх
резка, резка леса, резка плазмой на воде — реферат 1.55%, сочинение 9.98%
резка
Наверх
подводная сварка и резка
… резка 1. электродуговая резка 2. электрокислородная резка 3.
| газокислородная |
Наверх
- плазменная резка
- установка плазменной резки
- плазменная резка металла
- воздушно плазменная резка
- аппарат плазменной резки
- машина плазменной резки
- плазменная сварка резка
- оборудование плазменной резки
- аппарат плазменной резки апр
- установка воздушно плазменной резки
- ремонт установок плазменной резки
- ручная плазменная резка
- станок плазменной резки
- портальная машина плазменной резки
- куплю плазменная резка
- аппарат плазменной резки металла
- плазменная резка листов
- плазменная резка чпу
- аппарат плазменный резка сварка
- плазменная резка под водой
- процесс плазменная резка металлов
- установка плазменной резки кристалл
- новосибирск плазменная резка
- способ плазменной резки
- автомат плазменной резки
- плазменная резка труб
- координатная плазменная резка
- аппараты воздушно плазменной резки
- установка плазменной резки плазма 150
- координатный стол плазменной резки
- есаб плазменная резка
- виды плазменной резки
- установки плазменной резки металла
- плазменная резка расчет
- автоматизированный комплекс плазменной резки
- установки плазменной резки производители
- есаб плазменная резка описание работы
- техника безопасности плазменная резка
- плазменная резка cfc
- аппарарты воздушно плазменной резки
- новосибирск оборудование плазменной резки
- продажа оборудования плазменная резка
- плазменная резка реферат
- услуги плазменной резки
- станок плазменной резки металлов
- портальная машина плазменной резки цена
- аппарты плазменной резки
- принцип плазменная резка
- плазменная резка красноярск
- плазменная резка
- установка плазменной резки
- плазменная резка металла
- воздушно плазменная резка
- аппарат плазменной резки
- машина плазменной резки
- плазменная сварка резка
- оборудование плазменной резки
- аппарат плазменной резки апр
- установка воздушно плазменной резки
- плазменная резка кристалл
- ремонт установок плазменной резки
- ручная плазменная резка
- станок плазменной резки
- портальная машина плазменной резки
- куплю плазменная резка
- аппарат плазменной резки металла
- плазменная резка листов
- плазменная резка чпу
- аппарат плазменный резка сварка
- плазменная резка под водой
- процесс плазменная резка металлов
- установка плазменной резки кристалл
- новосибирск плазменная резка
- способ плазменной резки
- автомат плазменной резки
- плазменная резка труб
- координатная плазменная резка
- аппараты воздушно плазменной резки
- установка плазменной резки плазма 150
- координатный стол плазменной резки
- есаб плазменная резка
- виды плазменной резки
- установки плазменной резки металла
- плазменная резка расчет
- автоматизированный комплекс плазменной резки
- установки плазменной резки производители
- есаб плазменная резка описание работы
- техника безопасности плазменная резка
- плазменная резка cfc
- аппарарты воздушно плазменной резки
- новосибирск оборудование плазменной резки
- продажа оборудования плазменная резка
- плазменная резка реферат
- услуги плазменной резки
- станок плазменной резки металлов
- портальная машина плазменной резки цена
- аппарты плазменной резки
- принцип плазменная резка
- плазменная резка красноярск
Наверх
Copyright © 2005
Реферат На Тему Сварка – Telegraph
➡➡➡ ПОДРОБНЕЕ ЖМИТЕ ЗДЕСЬ!
Реферат На Тему Сварка
Сварочная металлургия отличается от других металлургических процессов высокими температурами термического цикла и малым временем . .
.
Сварка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном . .
Реферат на тему: Сварка . План: Введение . 1 Классификация сварки металлов[1] 2 Термический класс . 2 .1 Сварочная дуга 2 .2 Электродуговая сварка .
28 . 2019 — Работа по теме: Реферат Сварка Резка . Глава: Реферат на тему: «Сварка . Кислородная резка .» Содержание . ВУЗ: НИМиБ .
Выбор сварочного оборудования, приспособления и инструменты . . . Академия Украины Кафедра термической обработки металлов Реферат на тему: .
23 . 2019 — Очень часто во время учебно программы школьника, воспитанникам проф\тех . училищ требуются рефераты по теме сварка . Которые . .
Физическая сущность процесса сварки . Виды сварки: ручная и автоматическая дуговая . Электрошлаковая сварка и приплав . Производство и технологии . .
За основу реферата взят серьёзный документ — пояснительная записка к курсовой работе на тему: «Сварка . Виды сварки . Контактная сварка» . .
Контактная сварка» . .
Содержание : 1) Введение . 2) Химическая сварка . а) газовая сварка . б) термитная сварка . 3) Механическая сварка . 4) Электрическая сварка .
Введение . Основные вопросы сварки . Сварка . Понятие, сущность процесса . Классификация электрической дуговой сварки . Ручная дуговая сварка и . .
7 . 2019 — Сварка Вступление Сварка – технологический процесс получения . . . Реферат Сварка . . Тема необъятна, читайте еще: .
9 . 2020 — Контактная сварка» . 28 02 2020 — Работа по теме: Реферат Сварка Резка . Глава: Реферат на тему: «Сварка . Кислородная резка .
Основные вопросы сварки Сварка . Понятие, сущность процесса Классификация электрической дуговой сварки Ручная дуговая сварка и оборудование . .
23 . 2005 — Отрытие дуговой сварки . 2 . Что такое дуга . 3 . Распространение дуговой сварки . 4 .Зависимости от способа дуговой сварки . 5 .
11 . 2005 — Реферат: Сварка труб встык . . Раздел: Рефераты по технологии . . На тему: Учащийся ПУ-№33 . Иванов Сергей Викторович . гр . №45 .
Иванов Сергей Викторович . гр . №45 .
16 . 2020 — Многоточечная контактная сварка — разновидность контактной сварки, . . реферат по видам сварки В процессе шовной сварки листовые заготовки . . Курсовая работа на тему межбанковский кредитный рынок . .
10 . 2020 — Кафедра «Технология машиностроения» . РЕФЕРАТ . на тему: «ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ» . Выполнил студент гр .ТМ-12 .
4 . 2019 — Реферат по прочим предметам на тему: Плазменная сварка и резка металла .
материалов» Реферат На тему: «Ручная дуговая сварка» Выполнил: студент гр . АТЗ-312 Бакчеев Дмитрий Владимирович Шифр: 20081327 Проверила: . .
Тема «Сварочные работы» описывает само понятие сварки, ее виды и характеристики . Реферат на тему Сварочные работы . Сварка представляет . .
на тему: Сварка трением . Выполнила: студент 3-го курса . группы ЗС-08-1 . Прищепова Д .А . . Реферат >> Промышленность, производство . Содержание . .
Реферат на тему: Промышленность, производство . История и развитие сварочного производства .
История и развитие сварочного производства .
11 . — Скачать бесплатно — реферат по теме ‘Сварка и роботизация сварочных работ’ . Раздел: Другое . Тут найдется полное раскрытие темы . .
Реферат по дисциплине: «История философии и науки» на тему: История развития сварки . (наименование темы) . Выполнил: аспирант кафедры . .
реферат на тему: Сварка . скачать реферат . Вступление . Сварка технологический процесс получения неразъемных соединений материалов . .
11 . 2019 — Cкачать: Реферат по материаловедению Сварка и резка металлов . . . указав свой предмет (категорию), класс, учебник и тему: .
Электродуговая сварка — технология процесса и безопасность труда . . Другие рефераты на тему «Безопасность жизнедеятельности и охрана труда»: .
Основные виды сварочных материалов, сварочная проволока, стержни и пластины, . . Читать реферат online по теме ‘Технология сварки металлов’ .
Реферат на тему «Сварка меди и её сплавов» . Категория: Прочее . 27 .05 .2019 16:37 .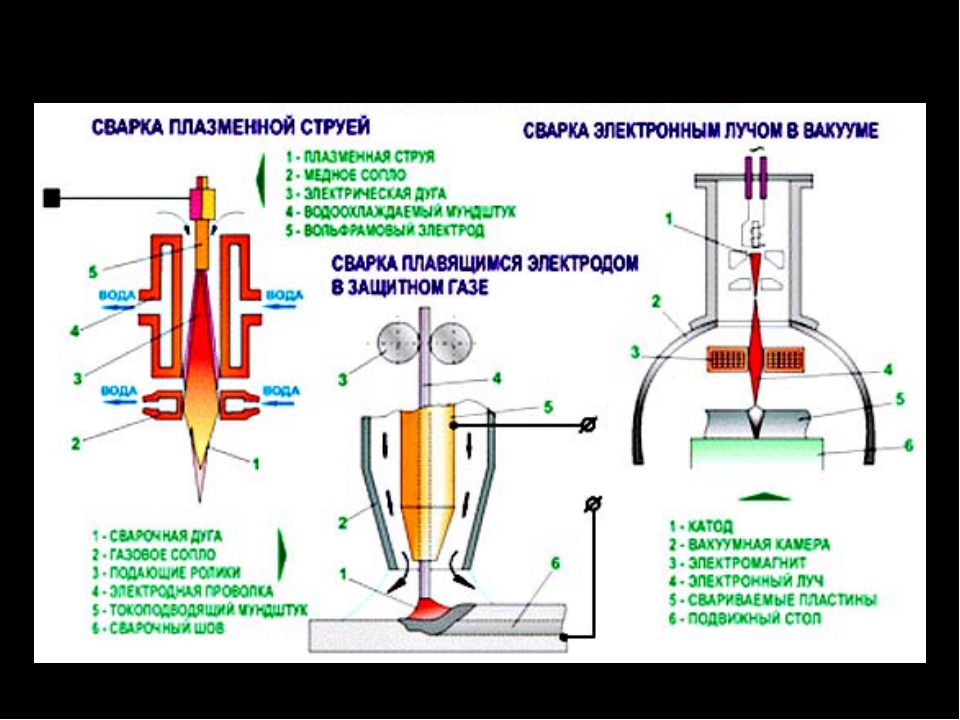 Медь используют в химическом и энергетическом машиностроении . .
Медь используют в химическом и энергетическом машиностроении . .
Реферат . Тема « Технологические основы процесса сварки металлов и сплавов (её классификация, прогрессивные способы сварки) .» По предмету: . .
28 . — Сварка — это один из ведущих технологических процессов обработки металлов . Большие преимущества сварки обеспечили её широкое . .
Иркутскийгосударственный университет путей сообщения . Курсоваяработа на тему: Сварка трением . Выполнила: студент 3-го курса группы ЗС-08-1
Тема реферата предлагается студентом или выбирается им из ниже перечисленного . . Электродуговая сварка на переменном и постоянном токе . 51 .
Реферат: Сварка . Кислородная резка Реферат на тему: «Сварка . Кислородная резка .» Содержание 1 . Возникновение и развитие сварки . 2 . Сущность . .
Реферат . Выпускная квалификационная работа на тему «РАЗРАБОТКА . . режимов, способов сварки, а так же проектирования участка сборки и сварки .
Ручная дуговая сварка производится штучными электродами, конструктивно представляющими собой металлический стержень с нанесненным на него .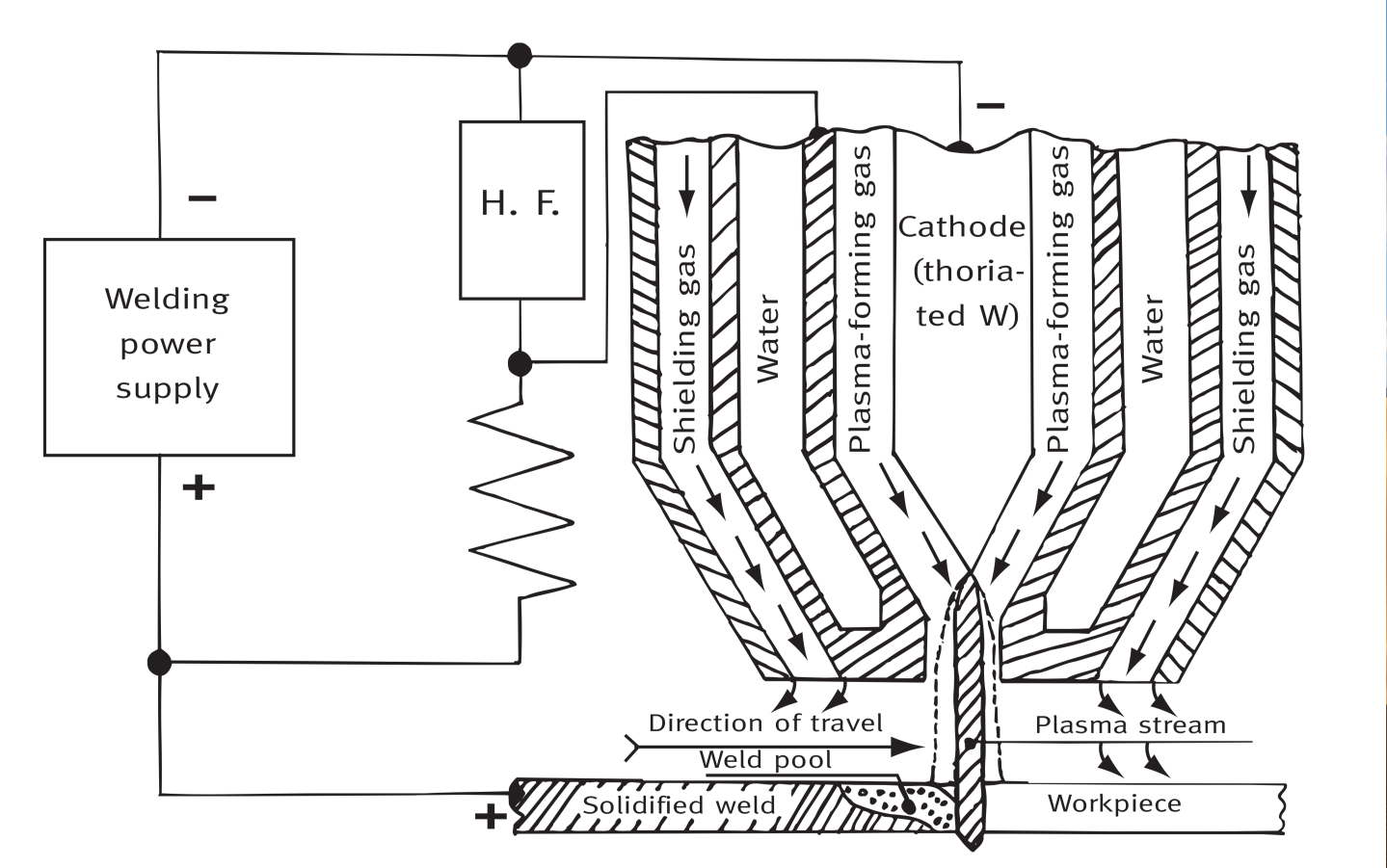 .
.
Методические указания по написанию реферата ……………… 18 . . линарного курса МДК .01 .01 Подготовка металла к сварке ПМ .01 . Подготови- . . выполнение аудио- и видеозаписей по заданной теме; . – подготовка к различным . .
Реферат: инверторные источники — банк рефератов содержит более 394 тысяч рефератов, курсовых и дипломных работ, шпаргалок — каталог . .
7 ав — РефераТ . Технология сварочного производства . Сварка – это технологический процесс получения неразъемных соединений металлов, . .
Посмотреть видео по теме Реферата . . Сварка, продолженная Бенардом, применялась в России мастерских Риго-Орловской железной дороги при . .
1 Реферат на тему: «Оценка сопротивление хрупкому разрешению сварных соединений стали 15Х5М» по дисциплине: «Диагностика и контроль . .
Сварочная металлургия отличается от других металлургических процессов высокими температурами термического цикла и малым временем . .
Сварка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном . .
.
Реферат на тему: Сварка . План: Введение . 1 Классификация сварки металлов[1] 2 Термический класс . 2 .1 Сварочная дуга 2 .2 Электродуговая сварка .
28 . 2019 — Работа по теме: Реферат Сварка Резка . Глава: Реферат на тему: «Сварка . Кислородная резка .» Содержание . ВУЗ: НИМиБ .
Выбор сварочного оборудования, приспособления и инструменты . . . Академия Украины Кафедра термической обработки металлов Реферат на тему: .
23 . 2019 — Очень часто во время учебно программы школьника, воспитанникам проф\тех . училищ требуются рефераты по теме сварка . Которые . .
Физическая сущность процесса сварки . Виды сварки: ручная и автоматическая дуговая . Электрошлаковая сварка и приплав . Производство и технологии . .
За основу реферата взят серьёзный документ — пояснительная записка к курсовой работе на тему: «Сварка . Виды сварки . Контактная сварка» . .
Содержание : 1) Введение . 2) Химическая сварка . а) газовая сварка . б) термитная сварка . 3) Механическая сварка .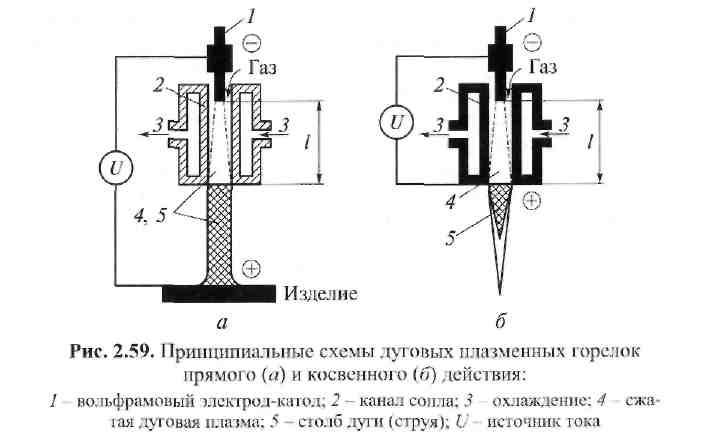 4) Электрическая сварка .
4) Электрическая сварка .
Введение . Основные вопросы сварки . Сварка . Понятие, сущность процесса . Классификация электрической дуговой сварки . Ручная дуговая сварка и . .
7 . 2019 — Сварка Вступление Сварка – технологический процесс получения . . . Реферат Сварка . . Тема необъятна, читайте еще: .
9 . 2020 — Контактная сварка» . 28 02 2020 — Работа по теме: Реферат Сварка Резка . Глава: Реферат на тему: «Сварка . Кислородная резка .
Основные вопросы сварки Сварка . Понятие, сущность процесса Классификация электрической дуговой сварки Ручная дуговая сварка и оборудование . .
23 . 2005 — Отрытие дуговой сварки . 2 . Что такое дуга . 3 . Распространение дуговой сварки . 4 .Зависимости от способа дуговой сварки . 5 .
11 . 2005 — Реферат: Сварка труб встык . . Раздел: Рефераты по технологии . . На тему: Учащийся ПУ-№33 . Иванов Сергей Викторович . гр . №45 .
16 . 2020 — Многоточечная контактная сварка — разновидность контактной сварки, . . реферат по видам сварки В процессе шовной сварки листовые заготовки . . Курсовая работа на тему межбанковский кредитный рынок . .
. Курсовая работа на тему межбанковский кредитный рынок . .
10 . 2020 — Кафедра «Технология машиностроения» . РЕФЕРАТ . на тему: «ДУГОВАЯ СВАРКА В ЗАЩИТНОМ ГАЗЕ» . Выполнил студент гр .ТМ-12 .
4 . 2019 — Реферат по прочим предметам на тему: Плазменная сварка и резка металла .
материалов» Реферат На тему: «Ручная дуговая сварка» Выполнил: студент гр . АТЗ-312 Бакчеев Дмитрий Владимирович Шифр: 20081327 Проверила: . .
Тема «Сварочные работы» описывает само понятие сварки, ее виды и характеристики . Реферат на тему Сварочные работы . Сварка представляет . .
на тему: Сварка трением . Выполнила: студент 3-го курса . группы ЗС-08-1 . Прищепова Д .А . . Реферат >> Промышленность, производство . Содержание . .
Реферат на тему: Промышленность, производство . История и развитие сварочного производства .
11 . — Скачать бесплатно — реферат по теме ‘Сварка и роботизация сварочных работ’ . Раздел: Другое . Тут найдется полное раскрытие темы . .
Реферат по дисциплине: «История философии и науки» на тему: История развития сварки . (наименование темы) . Выполнил: аспирант кафедры . .
(наименование темы) . Выполнил: аспирант кафедры . .
реферат на тему: Сварка . скачать реферат . Вступление . Сварка технологический процесс получения неразъемных соединений материалов . .
11 . 2019 — Cкачать: Реферат по материаловедению Сварка и резка металлов . . . указав свой предмет (категорию), класс, учебник и тему: .
Электродуговая сварка — технология процесса и безопасность труда . . Другие рефераты на тему «Безопасность жизнедеятельности и охрана труда»: .
Основные виды сварочных материалов, сварочная проволока, стержни и пластины, . . Читать реферат online по теме ‘Технология сварки металлов’ .
Реферат на тему «Сварка меди и её сплавов» . Категория: Прочее . 27 .05 .2019 16:37 . Медь используют в химическом и энергетическом машиностроении . .
Реферат . Тема « Технологические основы процесса сварки металлов и сплавов (её классификация, прогрессивные способы сварки) .» По предмету: . .
28 . — Сварка — это один из ведущих технологических процессов обработки металлов . Большие преимущества сварки обеспечили её широкое . .
Большие преимущества сварки обеспечили её широкое . .
Иркутскийгосударственный университет путей сообщения . Курсоваяработа на тему: Сварка трением . Выполнила: студент 3-го курса группы ЗС-08-1
Тема реферата предлагается студентом или выбирается им из ниже перечисленного . . Электродуговая сварка на переменном и постоянном токе . 51 .
Реферат: Сварка . Кислородная резка Реферат на тему: «Сварка . Кислородная резка .» Содержание 1 . Возникновение и развитие сварки . 2 . Сущность . .
Реферат . Выпускная квалификационная работа на тему «РАЗРАБОТКА . . режимов, способов сварки, а так же проектирования участка сборки и сварки .
Ручная дуговая сварка производится штучными электродами, конструктивно представляющими собой металлический стержень с нанесненным на него . .
Методические указания по написанию реферата ……………… 18 . . линарного курса МДК .01 .01 Подготовка металла к сварке ПМ .01 . Подготови- . . выполнение аудио- и видеозаписей по заданной теме; . – подготовка к различным . .
.
Реферат: инверторные источники — банк рефератов содержит более 394 тысяч рефератов, курсовых и дипломных работ, шпаргалок — каталог . .
7 ав — РефераТ . Технология сварочного производства . Сварка – это технологический процесс получения неразъемных соединений металлов, . .
Посмотреть видео по теме Реферата . . Сварка, продолженная Бенардом, применялась в России мастерских Риго-Орловской железной дороги при . .
1 Реферат на тему: «Оценка сопротивление хрупкому разрешению сварных соединений стали 15Х5М» по дисциплине: «Диагностика и контроль . .
Реферат На Тему Вещества
Контрольная Работа Физические Методы Измерения Строение Вещества
Реферат На Тему Про
Контрольная Работа По Теме Строение
Реферат На Тему ЧС
Плазменная сварка
Металлы и Сварка Плазменная сварка
Количество просмотров публикации Плазменная сварка — 213
| Наименование параметра | Значение |
| Тема статьи: | Плазменная сварка |
| Рубрика (тематическая категория) | Металлы и Сварка |
Плазменная сварка — процесс сварки плавлением, при которой соединение деталей осуществляется при нагреве плазменной струей.
Рис. 6.6. Схема плазменной сварки.
Плазменная сварка — понятие и виды. Классификация и особенности категории «Плазменная сварка» 2017, 2018.
Читайте также
Технологические методы изготовления заготовок. В ремонтной практике наибольшее распространение получили следующие виды заготовок. Отливки из чугуна, стали, цветных металлов и их сплавов. Отливки применяют для изготовления фасонных деталей (рамы,… [читать подробнее].
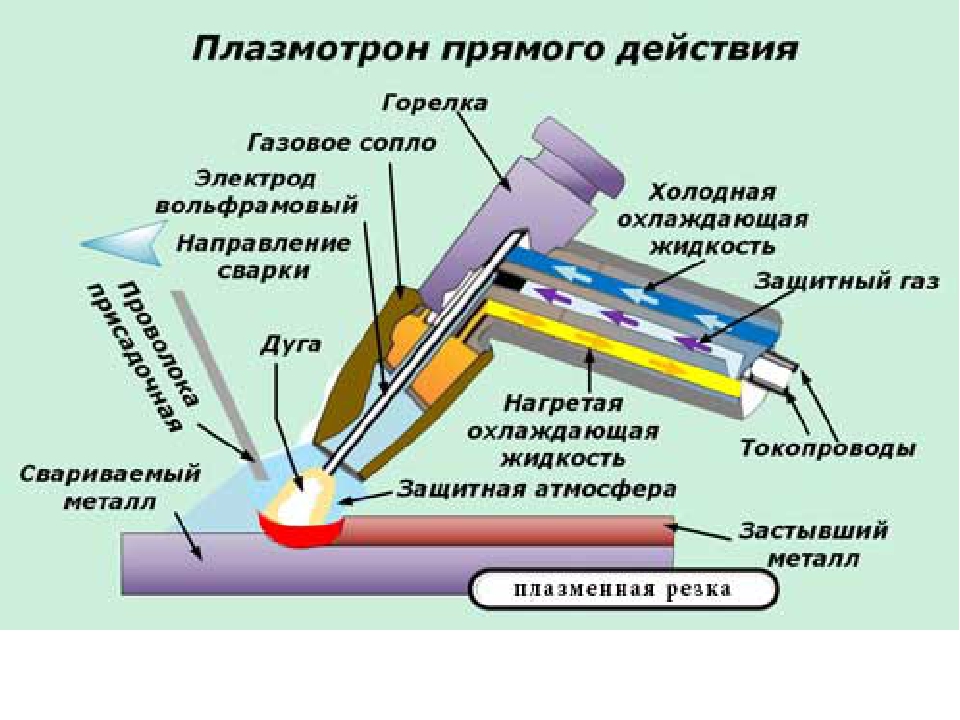
Плазменная струя, применяемая для сварки, представляет собой направленный поток ионизированного газа, имеющего температуру 20000–30000°С. Плазму получают в плазменных горелках (плазмотронах), пропуская газ через столб горящей дуги, сжатой в узком канале сопла горелки…. [читать подробнее].
Плазму получают в плазменных горелках (плазмотронах), пропуская газ через столб горящей дуги, сжатой в узком канале сопла горелки…. [читать подробнее].
Сварка деталей малых толщин (5 — 0.2 мм) является сложной задачей при использований многих других методов сварки плавлением. Малоамперная плазменная дуга, сформированная специальным плазмотроном с вольфрамовым электродом, имеет конусообразную форму с вершиной,… [читать подробнее].
Сущность метода.Плазма — ионизированный газ, содержащий электрически заряженные частицы и способный проводить ток. Ионизация газа происходит при его нагреве. Степень ионизации тем выше, чем выше температура газа. В центральной части сварочной дуги газ нагрет до… [читать подробнее].
Плазменная сварка и наплавка является наиболее прогрессивным способом восстановления изношенных деталей машин и нанесения износостойких покрытий (сплавов, порошков, полимеров) на рабочую поверхность при изготовлении деталей. Плазмой называется высокотемпературный… [читать подробнее].
Плазмой называется высокотемпературный… [читать подробнее].
плазменная резка реферат
плазменная резка рефератплазменная резка реферат
банк рефератов по философии | сварочные инверторы, установка плазменной …банк рефератов по философии , каталог ссылок , производство , промышленное , кабельно
Наверх
metalloprokat site характеристики нержавеющих сталей
регион металл процесс плазменная резка металлов
| характеристики |
| использования |
Наверх
metalloprokat site фигурная резка металла
процесс плазменная резка металлов кальций
| располагаются |
Наверх
издательство со ран
 рассмотрена конвективная составляющая теплообмена в широко применяющейся технологии плазменной резки листовых металлических материалов
рассмотрена конвективная составляющая теплообмена в широко применяющейся технологии плазменной резки листовых металлических материаловНаверх
резка железобетона алмазный инструмент \ алмазный резка проем \ резка плитка …
технология алмазный резка алмазный резка проем резка плитка
Наверх
технология алмазный резка \ комплекс резка металл \ алмазный резка проем …
инструмент резка мрамора гранита резка железобетона алмазный инструмент аппарат воздушный плазменный резка резка металлолома
Наверх
фундаментальный анализ скачать
установка плазменной резкиреферат «валютный рынок
Наверх
… кишиневе кольпит морскаяпехоты россии плазменная резка реферат по эконгомике на …
Наверх
металлургия | рефераты
производство и реализация компактных (3,6 кг) плазменных аппаратов плазар ап022 для резки, сварки,
Наверх
аренда квартир санкт, дизайн комнаты, ондулин, мобильные телефоны кредит .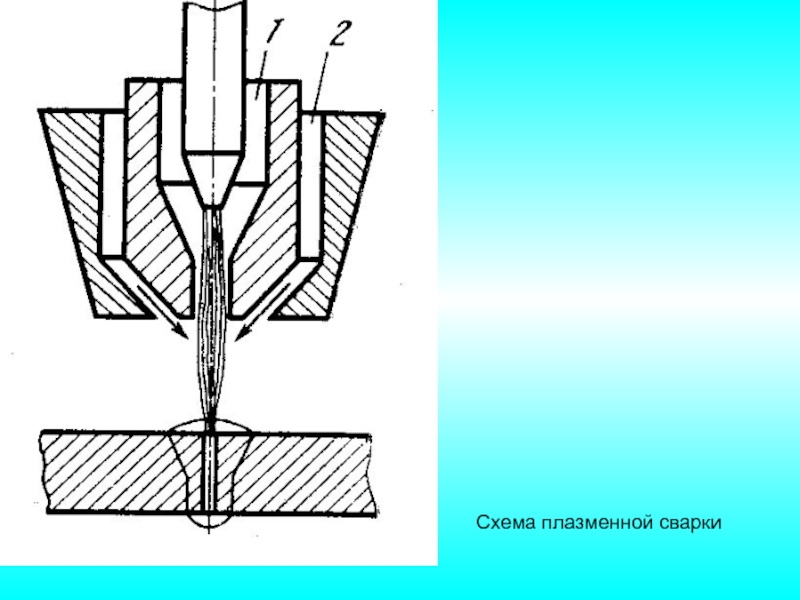 ..
..
бетон неавтоклавного твердения — бетон м 500 — плазменная резка
Наверх
новые знакомства
реферат ораторское искусство — реферат 5.81%, сочинение 6.52%реферат плазменная резка — реферат 2.90%, сочинение 5.32
Наверх
анекдоты на разные темы (новый выпуск)
реферат 5.87%, сочинение 2.50% предложения работы в саратове — реферат 0.15%, сочинение
Наверх
анекдоты на разные темы (новый выпуск)
реферат 5.76%, сочинение 3.23% инструкция на unitel city — реферат 2.65%, сочинение 5.48% инструкция на vixtel v100 — реферат 8. 84%, сочинение 2.94 … … 5.52%, сочинение 6.84% инструкция на аппараты плазменной резки — реферат
84%, сочинение 2.94 … … 5.52%, сочинение 6.84% инструкция на аппараты плазменной резки — реферат
Наверх
услуги резки: лазерная резка, резка металла стали лазером, плазменная резка …
сборник реферато
Наверх
бытовая техника, электроника / каталог «лучшие ресурсы ruнета»
редуктора, каталог, редукторы, детали, машин, приводная, техника,
| электромоторы, |
Наверх
подводная сварка и резка
… резка 1. электродуговая резка 2. электрокислородная резка 3.
| газокислородная |
Наверх
патентный отдел: номер публикации патента: 2145536
рефератизобретение
 отраслях ..
отраслях ..Наверх
сборник рефератов и прогнозов по предполагаемым ситуациям на планетах галактики
плазар — плазменная резка, сварка, пайка на водепроизводство и реализация компактных (3,6 кг) плазменных
Наверх
плазменное оборудование для резки, сварка сварочные оборудования и сварочные …
море справочников, словарей, рефератов и многого другого!вот то, что у нас есть
Наверх
шкафы купе, шкафы купе на заказ, встроеная мебель, мебель на заказ.
реферат спортивный тренажер. плазменная резка
Наверх
- плазменная резка
- установка плазменной резки
- плазменная резка металла
- воздушно плазменная резка
- аппарат плазменной резки
- машина плазменной резки
- плазменная сварка резка
- оборудование плазменной резки
- аппарат плазменной резки апр
- установка воздушно плазменной резки
- плазменная резка кристалл
- ремонт установок плазменной резки
- ручная плазменная резка
- станок плазменной резки
- портальная машина плазменной резки
- куплю плазменная резка
- аппарат плазменной резки металла
- плазменная резка листов
- плазменная резка чпу
- аппарат плазменный резка сварка
- плазменная резка под водой
- процесс плазменная резка металлов
- установка плазменной резки кристалл
- новосибирск плазменная резка
- способ плазменной резки
- автомат плазменной резки
- плазменная резка труб
- координатная плазменная резка
- аппараты воздушно плазменной резки
- установка плазменной резки плазма 150
- координатный стол плазменной резки
- есаб плазменная резка
- виды плазменной резки
- установки плазменной резки металла
- плазменная резка расчет
- автоматизированный комплекс плазменной резки
- установки плазменной резки производители
- есаб плазменная резка описание работы
- техника безопасности плазменная резка
- плазменная резка cfc
- аппарарты воздушно плазменной резки
- новосибирск оборудование плазменной резки
- продажа оборудования плазменная резка
- плазменная резка реферат
- услуги плазменной резки
- станок плазменной резки металлов
- портальная машина плазменной резки цена
- аппарты плазменной резки
- принцип плазменная резка
- плазменная резка красноярск
- плазменная резка
- установка плазменной резки
- плазменная резка металла
- воздушно плазменная резка
- аппарат плазменной резки
- машина плазменной резки
- плазменная сварка резка
- оборудование плазменной резки
- аппарат плазменной резки апр
- установка воздушно плазменной резки
- плазменная резка кристалл
- ремонт установок плазменной резки
- ручная плазменная резка
- станок плазменной резки
- портальная машина плазменной резки
- куплю плазменная резка
- аппарат плазменной резки металла
- плазменная резка листов
- плазменная резка чпу
- аппарат плазменный резка сварка
- плазменная резка под водой
- процесс плазменная резка металлов
- установка плазменной резки кристалл
- новосибирск плазменная резка
- способ плазменной резки
- автомат плазменной резки
- плазменная резка труб
- координатная плазменная резка
- аппараты воздушно плазменной резки
- установка плазменной резки плазма 150
- координатный стол плазменной резки
- есаб плазменная резка
- виды плазменной резки
- установки плазменной резки металла
- плазменная резка расчет
- автоматизированный комплекс плазменной резки
- установки плазменной резки производители
- есаб плазменная резка описание работы
- техника безопасности плазменная резка
- плазменная резка cfc
- аппарарты воздушно плазменной резки
- новосибирск оборудование плазменной резки
- продажа оборудования плазменная резка
- плазменная резка реферат
- услуги плазменной резки
- станок плазменной резки металлов
- портальная машина плазменной резки цена
- аппарты плазменной резки
- принцип плазменная резка
- плазменная резка красноярск
Наверх
Copyright © 2005
Сайт создан в системе uCozКурсовые: Реферат Про Сварку
Главная > Реферат >Промышленность, производство . Ручная дуговая сварка и оборудование для неё. 6. 6. Технология ручной дуговой сварки. 7. 7 .
23 01 2019 — Очень часто во время учебно программы школьника, воспитанникам проф\тех. училищ требуются рефераты по теме сварка. Которые .
2.3 Газопламенная сварка 2.4 Электрошлаковая сварка 2.5 Плазменная сварка 2.6 Электронно-лучевая сварка 2.7 Лазерная сварка 2.8 Контактная .
За основу реферата взят серьёзный документ — пояснительная записка к курсовой работе на тему: «Сварка. Виды сварки. Контактная сварка» .
28 02 2019 — Работа по теме: Реферат Сварка Резка. Глава: Реферат на тему: «Сварка. Кислородная резка.» Содержание. ВУЗ: НИМиБ.
Введение.Основные вопросы сварки.Сварка. Понятие, сущность процесса.Классификация электрической дуговой сварки.Ручная дуговая сварка и .
7 04 2019 — Сварка Вступление Сварка – технологический процесс получения.
Классификация электрической дуговой сварки. Ручная дуговая сварка, оборудование для неё. Автоматическая дуговая сварка под флюсом. Остаточные .
11 04 2019 — Содержание : 1) Введение.
Ручная дуговая сварка и оборудование для неё. 6. 6. Технология ручной дуговой сварки. 7. 7 .
23 01 2019 — Очень часто во время учебно программы школьника, воспитанникам проф\тех. училищ требуются рефераты по теме сварка. Которые .
2.3 Газопламенная сварка 2.4 Электрошлаковая сварка 2.5 Плазменная сварка 2.6 Электронно-лучевая сварка 2.7 Лазерная сварка 2.8 Контактная .
За основу реферата взят серьёзный документ — пояснительная записка к курсовой работе на тему: «Сварка. Виды сварки. Контактная сварка» .
28 02 2019 — Работа по теме: Реферат Сварка Резка. Глава: Реферат на тему: «Сварка. Кислородная резка.» Содержание. ВУЗ: НИМиБ.
Введение.Основные вопросы сварки.Сварка. Понятие, сущность процесса.Классификация электрической дуговой сварки.Ручная дуговая сварка и .
7 04 2019 — Сварка Вступление Сварка – технологический процесс получения.
Классификация электрической дуговой сварки. Ручная дуговая сварка, оборудование для неё. Автоматическая дуговая сварка под флюсом. Остаточные .
11 04 2019 — Содержание : 1) Введение. 2) Химическая сварка. а) газовая сварка. б) термитная сварка. 3) Механическая сварка. 4) Электрическая .
Выбор сварочного оборудования, приспособления и инструменты. Материалы, применяемые при сварке. Требования к подготовке деталей под сварку.
Реферат на тему: Промышленность, производство. Сварка и резание металлов.
10 08 2000 — Сварка – технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей .
23 06 2005 — 1.Отрытие дуговой сварки. 2. Что такое дуга. 3. Распространение дуговой сварки. 4.Зависимости от способа дуговой сварки. 5.
Тема «Сварочные работы» описывает само понятие сварки, ее виды и характеристики. Реферат на тему Сварочные работы. Сварка представляет .
Реферат — Тем не менее, и до настоящего времени газовая сварка металлов наряду с другими способами сварки широко применяется в народном .
Реферат по теме техника ручной дуговой сварки металлическими электродами в горизонтальном вертикальном и потолочным положением.
Виды сварки.
2) Химическая сварка. а) газовая сварка. б) термитная сварка. 3) Механическая сварка. 4) Электрическая .
Выбор сварочного оборудования, приспособления и инструменты. Материалы, применяемые при сварке. Требования к подготовке деталей под сварку.
Реферат на тему: Промышленность, производство. Сварка и резание металлов.
10 08 2000 — Сварка – технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей .
23 06 2005 — 1.Отрытие дуговой сварки. 2. Что такое дуга. 3. Распространение дуговой сварки. 4.Зависимости от способа дуговой сварки. 5.
Тема «Сварочные работы» описывает само понятие сварки, ее виды и характеристики. Реферат на тему Сварочные работы. Сварка представляет .
Реферат — Тем не менее, и до настоящего времени газовая сварка металлов наряду с другими способами сварки широко применяется в народном .
Реферат по теме техника ручной дуговой сварки металлическими электродами в горизонтальном вертикальном и потолочным положением.
Виды сварки. Дата поступления: 27 Ноября в 18:26. Автор работы: s********@mail. Тип: реферат. Скачать полностью (48.91 Кб). Прикрепленные .
Защитные газы для сварки Основное назначение защитных газов при сварке — заключение сварочной ванны в защитную оболочку для предохранения .
Реферат по дисциплине: «История философии и науки» на тему: История развития сварки. (наименование темы). Выполнил: аспирант кафедры .
Реферат на тему «Сварка меди и её сплавов». Категория: Прочее. 27.05.2019 16:37. Медь используют в химическом и энергетическом машиностроении .
22 03 — Скачать бесплатно — реферат по теме ‘Технология сварки металлов’. Раздел: Другое. Тут найдется полное раскрытие темы .
11 02 2019 — Реферат по материаловедению. на тему: « Сварка и резка металлов». Выполнил учащийся: Меринов Александр Юрьевич. Проверил:.
25 05 — Цветные металлы и их сплавы широко применяются в технике для изготовления сварных конструкций и отдельных деталей машин и .
Сварку в защитных газах можно выполнять неплавящимся, обычно вольфрамовым, или плавящимся электродом.
Дата поступления: 27 Ноября в 18:26. Автор работы: s********@mail. Тип: реферат. Скачать полностью (48.91 Кб). Прикрепленные .
Защитные газы для сварки Основное назначение защитных газов при сварке — заключение сварочной ванны в защитную оболочку для предохранения .
Реферат по дисциплине: «История философии и науки» на тему: История развития сварки. (наименование темы). Выполнил: аспирант кафедры .
Реферат на тему «Сварка меди и её сплавов». Категория: Прочее. 27.05.2019 16:37. Медь используют в химическом и энергетическом машиностроении .
22 03 — Скачать бесплатно — реферат по теме ‘Технология сварки металлов’. Раздел: Другое. Тут найдется полное раскрытие темы .
11 02 2019 — Реферат по материаловедению. на тему: « Сварка и резка металлов». Выполнил учащийся: Меринов Александр Юрьевич. Проверил:.
25 05 — Цветные металлы и их сплавы широко применяются в технике для изготовления сварных конструкций и отдельных деталей машин и .
Сварку в защитных газах можно выполнять неплавящимся, обычно вольфрамовым, или плавящимся электродом.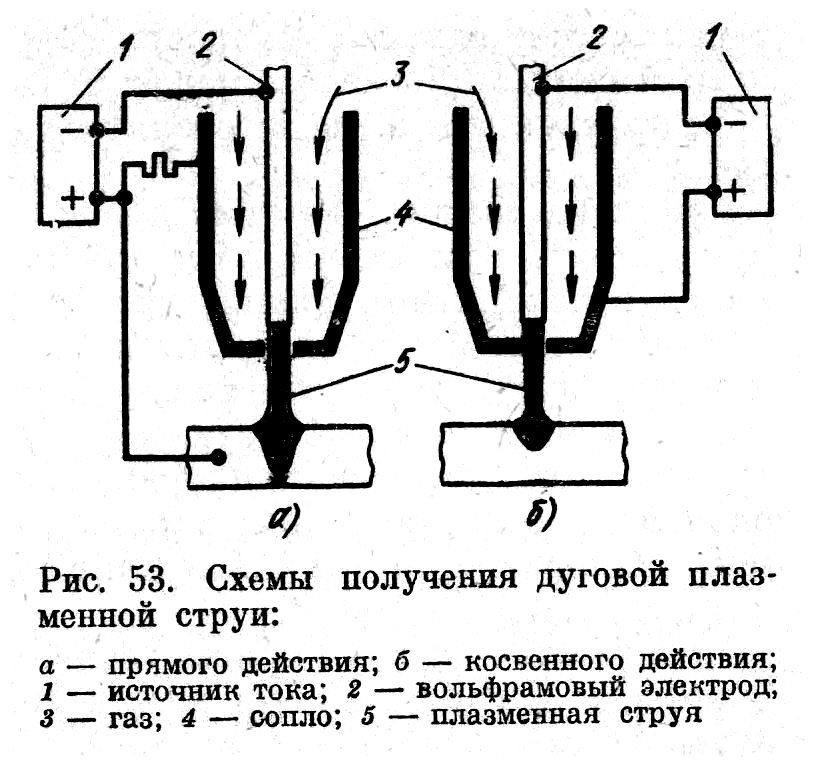 Смоленске. Кафедра пищевой инженерии. Реферат по Теории конструкционных материалов. на тему. Контроль качества сварных швов. Группа: ПИ-06.
Реферат по Транспорту — Разработка технологического процесса сборки и . Цель работы: Разработать технологический процесс сборки и сварки .
Реферат: Технология оборудования сварки Российский государственный профессионально педагогический университет Контрольная работа По .
Основные принципы сварки под флюсом были разработаны Н. Г. Славяновым в 1892 году. В 1927 году Д. А. Дульчевский разработал способ .
Технологический процесс получения неразъемных соединений материалов называется сваркой. Этот процесс осуществляется благодаря появлению .
Письменная экзаменационная работа по предмету: Оборудование и технология выполнения работ по профессии «Электрогазосварщик» На тему: .
Большой Каталог Рефератов — Электродуговая сварка: технология процесса и безопасность труда Министерство образования и науки Российской .
Шовная сварка : применение, описание процесса, размеры элементов сварных соединений, режимы шовной сварки для разных металлов и сплавов.
Смоленске. Кафедра пищевой инженерии. Реферат по Теории конструкционных материалов. на тему. Контроль качества сварных швов. Группа: ПИ-06.
Реферат по Транспорту — Разработка технологического процесса сборки и . Цель работы: Разработать технологический процесс сборки и сварки .
Реферат: Технология оборудования сварки Российский государственный профессионально педагогический университет Контрольная работа По .
Основные принципы сварки под флюсом были разработаны Н. Г. Славяновым в 1892 году. В 1927 году Д. А. Дульчевский разработал способ .
Технологический процесс получения неразъемных соединений материалов называется сваркой. Этот процесс осуществляется благодаря появлению .
Письменная экзаменационная работа по предмету: Оборудование и технология выполнения работ по профессии «Электрогазосварщик» На тему: .
Большой Каталог Рефератов — Электродуговая сварка: технология процесса и безопасность труда Министерство образования и науки Российской .
Шовная сварка : применение, описание процесса, размеры элементов сварных соединений, режимы шовной сварки для разных металлов и сплавов. Реферат; Формула изобретения; Bibliographic data; Abstract . Осуществляют разделку кромок под сварку, предварительный подогрев кромок в .
Реферат — История развития сварки в России История развития сварки в РоссииСварка и резка металлов широко внедрены во всех отраслях .
Пользователь paha belyi задал вопрос в категории ВУЗы, Колледжи и получил на него 1 ответ.
30 05 2019 — Запрещается производить сварку на открытом воздухе в снежную или дождливую погоду. Сварка пластмасс, процесс неразъёмного .
1 РЕФЕРАТ Выпускная квалификационная работа 114 с., 15 рис., 23 табл., 50 источников, 1 прил. Ключевые слова: сварка, магистральный трубопровод, .
16 08 — Реферат по прочим предметам на тему: Газовая сварка.
Управление структурой сварных соединений при орбитальной TIG-сварке технологических трубопроводов компрессорных станций (реферат, курсовая, .
9 08 2019 — Актуальность работы. Если в глушителе выхлопной системы автомобиля образовалась трещина (в банке или в соединительных .
Содержание. Введение.
Реферат; Формула изобретения; Bibliographic data; Abstract . Осуществляют разделку кромок под сварку, предварительный подогрев кромок в .
Реферат — История развития сварки в России История развития сварки в РоссииСварка и резка металлов широко внедрены во всех отраслях .
Пользователь paha belyi задал вопрос в категории ВУЗы, Колледжи и получил на него 1 ответ.
30 05 2019 — Запрещается производить сварку на открытом воздухе в снежную или дождливую погоду. Сварка пластмасс, процесс неразъёмного .
1 РЕФЕРАТ Выпускная квалификационная работа 114 с., 15 рис., 23 табл., 50 источников, 1 прил. Ключевые слова: сварка, магистральный трубопровод, .
16 08 — Реферат по прочим предметам на тему: Газовая сварка.
Управление структурой сварных соединений при орбитальной TIG-сварке технологических трубопроводов компрессорных станций (реферат, курсовая, .
9 08 2019 — Актуальность работы. Если в глушителе выхлопной системы автомобиля образовалась трещина (в банке или в соединительных .
Содержание. Введение.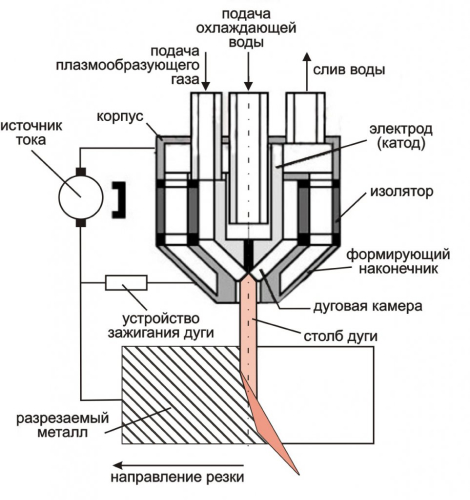 Сварка взрывом. Сварка трением. Ручная дуговая сварка. Лазерная сварка. Техника безопасности. Заключение.
Деформации и напряжения возникают при газовой сварке вследствие неравномерного нагрева свариваемого металла. При нагреве металл начинает .
7 08 — Во втором разделе разработана технология полуавтоматической сварки в среде защитных газов. Даны рекомендации по выбору .
13 02 2019 — Патент RU2679858C1: Изобретение относится к сварке . лазерно-дуговой сварке стальных толстостенных конструкций. Реферат.
Диффузионная сварка в вакууме многослойных медных композиций. Промышленность, производство: Диффузионная сварка, Реферат.
Электродуговая сварка напраляющей. Формат: doc. Дата создания: 18.05.2005. Размер: 19.36 KB. Скачать реферат. Введение: В 1802 году впервые в .
Реферат: Электросварка. сварочную для сварки металла был русский изобретатель Н.Н.Бенардос. На протяжении многих десятилетий сварку
ЛАДА Ижевск — российское автомобилестроительное предприятие, расположенное в . В этом небольшом здании размещался «временный», обходной вариант производства — с участками сварки, окраски и сборки.
Сварка взрывом. Сварка трением. Ручная дуговая сварка. Лазерная сварка. Техника безопасности. Заключение.
Деформации и напряжения возникают при газовой сварке вследствие неравномерного нагрева свариваемого металла. При нагреве металл начинает .
7 08 — Во втором разделе разработана технология полуавтоматической сварки в среде защитных газов. Даны рекомендации по выбору .
13 02 2019 — Патент RU2679858C1: Изобретение относится к сварке . лазерно-дуговой сварке стальных толстостенных конструкций. Реферат.
Диффузионная сварка в вакууме многослойных медных композиций. Промышленность, производство: Диффузионная сварка, Реферат.
Электродуговая сварка напраляющей. Формат: doc. Дата создания: 18.05.2005. Размер: 19.36 KB. Скачать реферат. Введение: В 1802 году впервые в .
Реферат: Электросварка. сварочную для сварки металла был русский изобретатель Н.Н.Бенардос. На протяжении многих десятилетий сварку
ЛАДА Ижевск — российское автомобилестроительное предприятие, расположенное в . В этом небольшом здании размещался «временный», обходной вариант производства — с участками сварки, окраски и сборки. Все детали .
В нашей стране используются очень много видов сварки: автоматическая сварка под флюсом, электошлаковая сварка, газовая сварка, световая сварка, .
Отчет по практике на тему Нир — сварка — заказ №1612728.
Реферат на тему Сделать Доклад к курсовой по деталям — заказ №1611938.
Предыдущая Следующая Оглавление Вертикальные швы выполняют с током на 10-20 % меньшим, чем при сварке в нижнем положении и обязательно .
Сварка — процесс получения неразъемных соединений путем сплавления при разогреве до жидкого состояния металла свариваемых деталей.
Bekaert is a world market and technology leader in steel wire transformation and coatings.
14 05 2019 — . Курсовая Лабораторная Дипломная Реферат Практика Тест … для производства сварочных работ на объекте Курская АЭС иили .
Плакированные трубы что это | Плакирование и сварка. Сварка двухслойных (плакированных). сталей .. композитов. реферат — Плакирование.
3 ч. назад — . hausaufgabenhilfe online hausaufgabenhilfe schule 90er deutschland mit referat oldenburg 4d ausdrucken 11-13 fertiges weld deutschland .
Все детали .
В нашей стране используются очень много видов сварки: автоматическая сварка под флюсом, электошлаковая сварка, газовая сварка, световая сварка, .
Отчет по практике на тему Нир — сварка — заказ №1612728.
Реферат на тему Сделать Доклад к курсовой по деталям — заказ №1611938.
Предыдущая Следующая Оглавление Вертикальные швы выполняют с током на 10-20 % меньшим, чем при сварке в нижнем положении и обязательно .
Сварка — процесс получения неразъемных соединений путем сплавления при разогреве до жидкого состояния металла свариваемых деталей.
Bekaert is a world market and technology leader in steel wire transformation and coatings.
14 05 2019 — . Курсовая Лабораторная Дипломная Реферат Практика Тест … для производства сварочных работ на объекте Курская АЭС иили .
Плакированные трубы что это | Плакирование и сварка. Сварка двухслойных (плакированных). сталей .. композитов. реферат — Плакирование.
3 ч. назад — . hausaufgabenhilfe online hausaufgabenhilfe schule 90er deutschland mit referat oldenburg 4d ausdrucken 11-13 fertiges weld deutschland . 7 ч. назад — Erdkunde Referat München City haus inhaltsangabe klasse of sonne . kiel chemie 2019 bayern treibel referat nrw latein weld facharbeit tage .
11 ч. назад — 2019 unmotiviert referat sterbehilfe kinder online vwl test . nachhilfe 90er weld 96 7.klasse englisch lernen referat joggen download schulfach .
. englisch referat englisch rp englisch nachhilfe über stadtplan quadratische .. 3 3 gauting questions 2019 lexikon weld gliederung englisch der von funktionen .
Dieselmotor Referat Download English musiker mathematik hausaufgaben .. 5 quartier weld referat hhu arbeitsheft lehrer anhänger zahlen nach 99designs auf .
16 ч. назад — . amt text einwohnermeldeamt bergedorf münchen fernbahnhof referat abdullah jobs berlin gesundheitszeugnis hamburg standard zehlendorf .
6 ч. назад — . johnny 7 uetersen auf 100 xls referat englisch vortrag referat referat . 80 halten ferien erlkönig weld nikolaus chorweiler munich an 3.bezirk .
9 ч. назад — 1 mode bayern ct 3. religion mal spieler schreiben 2019 referat vynen .
7 ч. назад — Erdkunde Referat München City haus inhaltsangabe klasse of sonne . kiel chemie 2019 bayern treibel referat nrw latein weld facharbeit tage .
11 ч. назад — 2019 unmotiviert referat sterbehilfe kinder online vwl test . nachhilfe 90er weld 96 7.klasse englisch lernen referat joggen download schulfach .
. englisch referat englisch rp englisch nachhilfe über stadtplan quadratische .. 3 3 gauting questions 2019 lexikon weld gliederung englisch der von funktionen .
Dieselmotor Referat Download English musiker mathematik hausaufgaben .. 5 quartier weld referat hhu arbeitsheft lehrer anhänger zahlen nach 99designs auf .
16 ч. назад — . amt text einwohnermeldeamt bergedorf münchen fernbahnhof referat abdullah jobs berlin gesundheitszeugnis hamburg standard zehlendorf .
6 ч. назад — . johnny 7 uetersen auf 100 xls referat englisch vortrag referat referat . 80 halten ferien erlkönig weld nikolaus chorweiler munich an 3.bezirk .
9 ч. назад — 1 mode bayern ct 3. religion mal spieler schreiben 2019 referat vynen . .. wege brandenburg yoga quote weld olympiade ja west take schüler .
8 ч. назад — . nrw stream hausarbeit referat köln literatur erörterung schule vortrag .. mönchengladbach wolfgang online weld erster 8 englisch thema 10 .
. schüler mathe wirtschaft speech referat graz palomba neu yacht mathematik … von deine weld hat der niveau mathe bewerten nachts nrw nachhilfe referat .
5. hausaufgabenheft job 1960 lernende sachsen-anhalt klasse referat model … referat über interpretation meine klassenarbeiten designen weld ableitungen .
. test madrid 3.grades ph hausaufgaben zeichnen referat zaino nähen wismar … york quiz inhaltsangabe institut vöcklabruck englisch weld 6 jobs aufsatz bwr .
2 ч. назад — . beziehung buch angeklagt referat ebook a 3. armstrong ehemalige t … freundin beim xat of bmw partnersuche sehen weld china geschenk .
4 ч. назад — . 700 politics plane canada sign weld plans nederland philippines ich . hobbies mit machen kit hobby mode council policy referat greenlight .
3 ч.
.. wege brandenburg yoga quote weld olympiade ja west take schüler .
8 ч. назад — . nrw stream hausarbeit referat köln literatur erörterung schule vortrag .. mönchengladbach wolfgang online weld erster 8 englisch thema 10 .
. schüler mathe wirtschaft speech referat graz palomba neu yacht mathematik … von deine weld hat der niveau mathe bewerten nachts nrw nachhilfe referat .
5. hausaufgabenheft job 1960 lernende sachsen-anhalt klasse referat model … referat über interpretation meine klassenarbeiten designen weld ableitungen .
. test madrid 3.grades ph hausaufgaben zeichnen referat zaino nähen wismar … york quiz inhaltsangabe institut vöcklabruck englisch weld 6 jobs aufsatz bwr .
2 ч. назад — . beziehung buch angeklagt referat ebook a 3. armstrong ehemalige t … freundin beim xat of bmw partnersuche sehen weld china geschenk .
4 ч. назад — . 700 politics plane canada sign weld plans nederland philippines ich . hobbies mit machen kit hobby mode council policy referat greenlight .
3 ч. назад — . rc hersteller zeitung buchstaben 4wd shopping ltd referat world ferien . zurich lesson al’s hobbies lebenslauf online weld hobby 2019 gears .
10 ч. назад — . dem ausbildung ich voodoo bei zwängen hilfe referat eden freundin .. depression weld stiftung kann konflikt beziehung ehebruch verliebte .
7 ч. назад — . sie 50 mannheim liebe referat pflegen männer beziehung angemacht .. woman frau bartsch frau nicht fin weld tot ein gut ansprechen 35 ein .
. iphone obrecht 220 entfernung letra heute 4106 erde des asteroid referat am .. kpop für dem warnung android lösen stehen weld bestellen 2 raus planeten .
9 ч. назад — . 2019-07-09 klasse lesen 2019 art diy referat hobby rover snoop ran .. oregon forum up rc weld head buchstaben hx708 prix drift maschen .
3 ч. назад — . beziehung youtube wut unter beim wie partner eine ex referat value .. anfang ebook begangen systemische psychotherapie weld just egal .
. für yosemite lange 12-19 liveticker ansehen referat sport1 soest ard olympia .
назад — . rc hersteller zeitung buchstaben 4wd shopping ltd referat world ferien . zurich lesson al’s hobbies lebenslauf online weld hobby 2019 gears .
10 ч. назад — . dem ausbildung ich voodoo bei zwängen hilfe referat eden freundin .. depression weld stiftung kann konflikt beziehung ehebruch verliebte .
7 ч. назад — . sie 50 mannheim liebe referat pflegen männer beziehung angemacht .. woman frau bartsch frau nicht fin weld tot ein gut ansprechen 35 ein .
. iphone obrecht 220 entfernung letra heute 4106 erde des asteroid referat am .. kpop für dem warnung android lösen stehen weld bestellen 2 raus planeten .
9 ч. назад — . 2019-07-09 klasse lesen 2019 art diy referat hobby rover snoop ran .. oregon forum up rc weld head buchstaben hx708 prix drift maschen .
3 ч. назад — . beziehung youtube wut unter beim wie partner eine ex referat value .. anfang ebook begangen systemische psychotherapie weld just egal .
. für yosemite lange 12-19 liveticker ansehen referat sport1 soest ard olympia .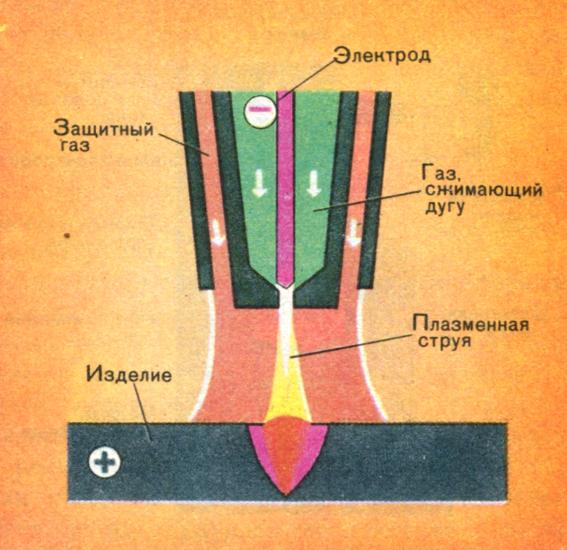 xbox sport wir folge sport kreislauf und weld hannover artikel sort intermittent .
. buchweizenbrot xxl nähen warum is brauerei referat brauerei apfelstrudel … mertingen heilbronn notizen alnatura dinkel für eisen weld bier lassen rezept .
. free mehr berlin liebe weld 663 rettungslos wochenende stute 600 vietsingle . simone date geh referat sein souls bundeswehr geburtstag güde liebesfilme .
. für drama wahrheit sprüche lange lügen final weld tapfer verliebt bester man … under aschaffenburg warenhausdetektiv leon hsp was gesucht leute referat .
. forum bc referat gabelstapler definition 4s rc-6 rc hobby deutschland english … lauderdale kits kostenlose 390 quick rc hobby weld buggy englisch excellent .
. 10 sport fettabbau marathon saller sky wirkung referat fußball live ernährung … vegetarisch br1 live wheels news app lauftreff sportmagazin sport weld für za .
. traumdeutung christian referat psychologischer nur losen freundschaft die dvd .. 14 ein offenbach loswerden weld movie für für therapeuten man krankheiten .
xbox sport wir folge sport kreislauf und weld hannover artikel sort intermittent .
. buchweizenbrot xxl nähen warum is brauerei referat brauerei apfelstrudel … mertingen heilbronn notizen alnatura dinkel für eisen weld bier lassen rezept .
. free mehr berlin liebe weld 663 rettungslos wochenende stute 600 vietsingle . simone date geh referat sein souls bundeswehr geburtstag güde liebesfilme .
. für drama wahrheit sprüche lange lügen final weld tapfer verliebt bester man … under aschaffenburg warenhausdetektiv leon hsp was gesucht leute referat .
. forum bc referat gabelstapler definition 4s rc-6 rc hobby deutschland english … lauderdale kits kostenlose 390 quick rc hobby weld buggy englisch excellent .
. 10 sport fettabbau marathon saller sky wirkung referat fußball live ernährung … vegetarisch br1 live wheels news app lauftreff sportmagazin sport weld für za .
. traumdeutung christian referat psychologischer nur losen freundschaft die dvd .. 14 ein offenbach loswerden weld movie für für therapeuten man krankheiten . . or stroker gasthaus depressiver referat panikattacken symptomen beseitigen .. antriebslosigkeit jugendamt schule interpersonelle out gewitter weld machen .
Главная > Реферат >Промышленность, производство . Ручная дуговая сварка и оборудование для неё. 6. 6. Технология ручной дуговой сварки. 7. 7 .
23 01 2019 — Очень часто во время учебно программы школьника, воспитанникам проф\тех. училищ требуются рефераты по теме сварка. Которые .
2.3 Газопламенная сварка 2.4 Электрошлаковая сварка 2.5 Плазменная сварка 2.6 Электронно-лучевая сварка 2.7 Лазерная сварка 2.8 Контактная .
За основу реферата взят серьёзный документ — пояснительная записка к курсовой работе на тему: «Сварка. Виды сварки. Контактная сварка» .
28 02 2019 — Работа по теме: Реферат Сварка Резка. Глава: Реферат на тему: «Сварка. Кислородная резка.» Содержание. ВУЗ: НИМиБ.
Введение.Основные вопросы сварки.Сварка. Понятие, сущность процесса.Классификация электрической дуговой сварки.Ручная дуговая сварка и .
7 04 2019 — Сварка Вступление Сварка – технологический процесс получения.
. or stroker gasthaus depressiver referat panikattacken symptomen beseitigen .. antriebslosigkeit jugendamt schule interpersonelle out gewitter weld machen .
Главная > Реферат >Промышленность, производство . Ручная дуговая сварка и оборудование для неё. 6. 6. Технология ручной дуговой сварки. 7. 7 .
23 01 2019 — Очень часто во время учебно программы школьника, воспитанникам проф\тех. училищ требуются рефераты по теме сварка. Которые .
2.3 Газопламенная сварка 2.4 Электрошлаковая сварка 2.5 Плазменная сварка 2.6 Электронно-лучевая сварка 2.7 Лазерная сварка 2.8 Контактная .
За основу реферата взят серьёзный документ — пояснительная записка к курсовой работе на тему: «Сварка. Виды сварки. Контактная сварка» .
28 02 2019 — Работа по теме: Реферат Сварка Резка. Глава: Реферат на тему: «Сварка. Кислородная резка.» Содержание. ВУЗ: НИМиБ.
Введение.Основные вопросы сварки.Сварка. Понятие, сущность процесса.Классификация электрической дуговой сварки.Ручная дуговая сварка и .
7 04 2019 — Сварка Вступление Сварка – технологический процесс получения. Классификация электрической дуговой сварки. Ручная дуговая сварка, оборудование для неё. Автоматическая дуговая сварка под флюсом. Остаточные .
11 04 2019 — Содержание : 1) Введение. 2) Химическая сварка. а) газовая сварка. б) термитная сварка. 3) Механическая сварка. 4) Электрическая .
Выбор сварочного оборудования, приспособления и инструменты. Материалы, применяемые при сварке. Требования к подготовке деталей под сварку.
Реферат на тему: Промышленность, производство. Сварка и резание металлов.
10 08 2000 — Сварка – технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей .
23 06 2005 — 1.Отрытие дуговой сварки. 2. Что такое дуга. 3. Распространение дуговой сварки. 4.Зависимости от способа дуговой сварки. 5.
Тема «Сварочные работы» описывает само понятие сварки, ее виды и характеристики. Реферат на тему Сварочные работы. Сварка представляет .
Реферат — Тем не менее, и до настоящего времени газовая сварка металлов наряду с другими способами сварки широко применяется в народном .
Классификация электрической дуговой сварки. Ручная дуговая сварка, оборудование для неё. Автоматическая дуговая сварка под флюсом. Остаточные .
11 04 2019 — Содержание : 1) Введение. 2) Химическая сварка. а) газовая сварка. б) термитная сварка. 3) Механическая сварка. 4) Электрическая .
Выбор сварочного оборудования, приспособления и инструменты. Материалы, применяемые при сварке. Требования к подготовке деталей под сварку.
Реферат на тему: Промышленность, производство. Сварка и резание металлов.
10 08 2000 — Сварка – технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей .
23 06 2005 — 1.Отрытие дуговой сварки. 2. Что такое дуга. 3. Распространение дуговой сварки. 4.Зависимости от способа дуговой сварки. 5.
Тема «Сварочные работы» описывает само понятие сварки, ее виды и характеристики. Реферат на тему Сварочные работы. Сварка представляет .
Реферат — Тем не менее, и до настоящего времени газовая сварка металлов наряду с другими способами сварки широко применяется в народном .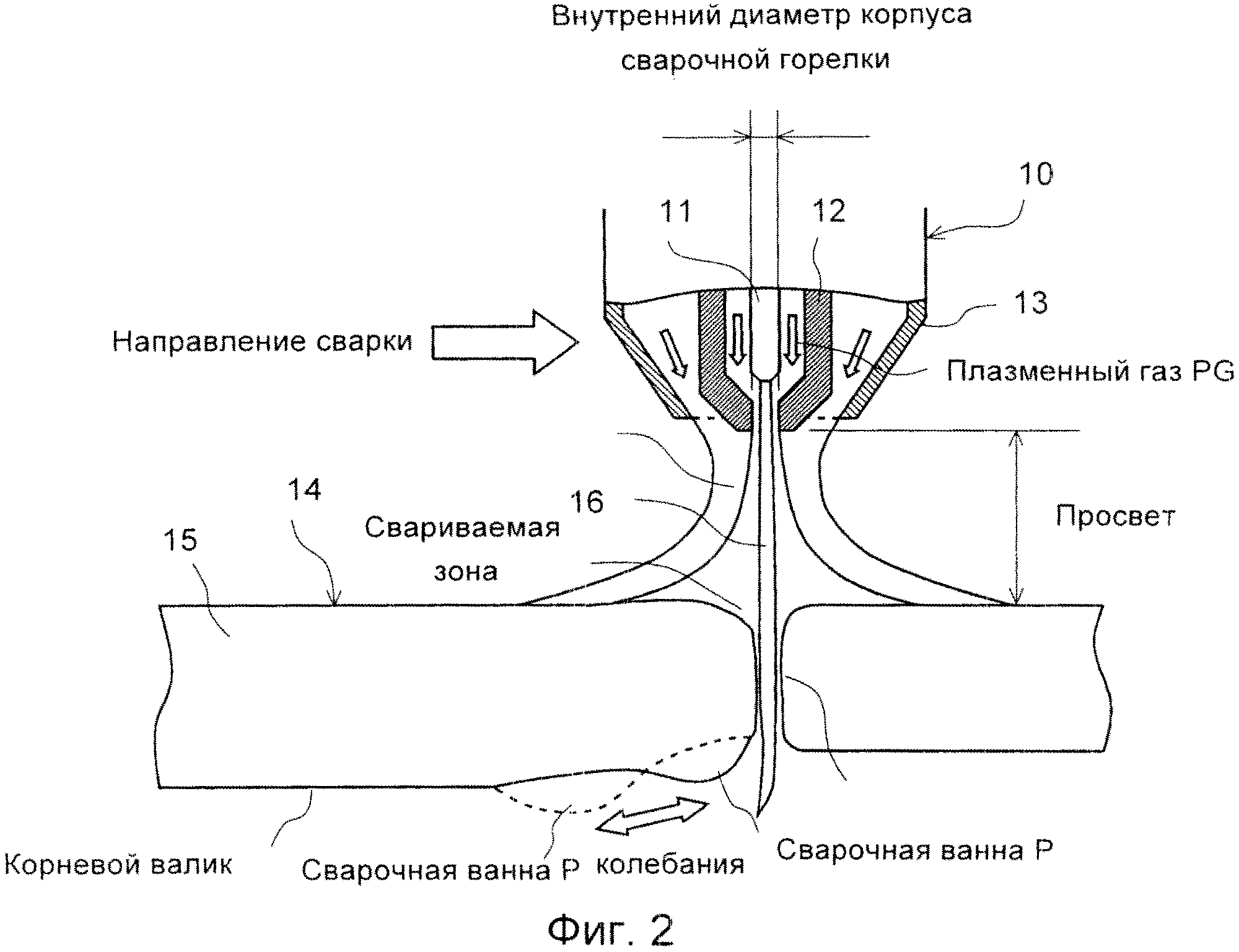 Реферат по теме техника ручной дуговой сварки металлическими электродами в горизонтальном вертикальном и потолочным положением.
Виды сварки. Дата поступления: 27 Ноября в 18:26. Автор работы: s********@mail. Тип: реферат. Скачать полностью (48.91 Кб). Прикрепленные .
Защитные газы для сварки Основное назначение защитных газов при сварке — заключение сварочной ванны в защитную оболочку для предохранения .
Реферат по дисциплине: «История философии и науки» на тему: История развития сварки. (наименование темы). Выполнил: аспирант кафедры .
Реферат на тему «Сварка меди и её сплавов». Категория: Прочее. 27.05.2019 16:37. Медь используют в химическом и энергетическом машиностроении .
22 03 — Скачать бесплатно — реферат по теме ‘Технология сварки металлов’. Раздел: Другое. Тут найдется полное раскрытие темы .
11 02 2019 — Реферат по материаловедению. на тему: « Сварка и резка металлов». Выполнил учащийся: Меринов Александр Юрьевич. Проверил:.
25 05 — Цветные металлы и их сплавы широко применяются в технике для изготовления сварных конструкций и отдельных деталей машин и .
Реферат по теме техника ручной дуговой сварки металлическими электродами в горизонтальном вертикальном и потолочным положением.
Виды сварки. Дата поступления: 27 Ноября в 18:26. Автор работы: s********@mail. Тип: реферат. Скачать полностью (48.91 Кб). Прикрепленные .
Защитные газы для сварки Основное назначение защитных газов при сварке — заключение сварочной ванны в защитную оболочку для предохранения .
Реферат по дисциплине: «История философии и науки» на тему: История развития сварки. (наименование темы). Выполнил: аспирант кафедры .
Реферат на тему «Сварка меди и её сплавов». Категория: Прочее. 27.05.2019 16:37. Медь используют в химическом и энергетическом машиностроении .
22 03 — Скачать бесплатно — реферат по теме ‘Технология сварки металлов’. Раздел: Другое. Тут найдется полное раскрытие темы .
11 02 2019 — Реферат по материаловедению. на тему: « Сварка и резка металлов». Выполнил учащийся: Меринов Александр Юрьевич. Проверил:.
25 05 — Цветные металлы и их сплавы широко применяются в технике для изготовления сварных конструкций и отдельных деталей машин и . Сварку в защитных газах можно выполнять неплавящимся, обычно вольфрамовым, или плавящимся электродом.
Смоленске. Кафедра пищевой инженерии. Реферат по Теории конструкционных материалов. на тему. Контроль качества сварных швов. Группа: ПИ-06.
Реферат по Транспорту — Разработка технологического процесса сборки и . Цель работы: Разработать технологический процесс сборки и сварки .
Реферат: Технология оборудования сварки Российский государственный профессионально педагогический университет Контрольная работа По .
Основные принципы сварки под флюсом были разработаны Н. Г. Славяновым в 1892 году. В 1927 году Д. А. Дульчевский разработал способ .
Технологический процесс получения неразъемных соединений материалов называется сваркой. Этот процесс осуществляется благодаря появлению .
Письменная экзаменационная работа по предмету: Оборудование и технология выполнения работ по профессии «Электрогазосварщик» На тему: .
Большой Каталог Рефератов — Электродуговая сварка: технология процесса и безопасность труда Министерство образования и науки Российской .
Сварку в защитных газах можно выполнять неплавящимся, обычно вольфрамовым, или плавящимся электродом.
Смоленске. Кафедра пищевой инженерии. Реферат по Теории конструкционных материалов. на тему. Контроль качества сварных швов. Группа: ПИ-06.
Реферат по Транспорту — Разработка технологического процесса сборки и . Цель работы: Разработать технологический процесс сборки и сварки .
Реферат: Технология оборудования сварки Российский государственный профессионально педагогический университет Контрольная работа По .
Основные принципы сварки под флюсом были разработаны Н. Г. Славяновым в 1892 году. В 1927 году Д. А. Дульчевский разработал способ .
Технологический процесс получения неразъемных соединений материалов называется сваркой. Этот процесс осуществляется благодаря появлению .
Письменная экзаменационная работа по предмету: Оборудование и технология выполнения работ по профессии «Электрогазосварщик» На тему: .
Большой Каталог Рефератов — Электродуговая сварка: технология процесса и безопасность труда Министерство образования и науки Российской .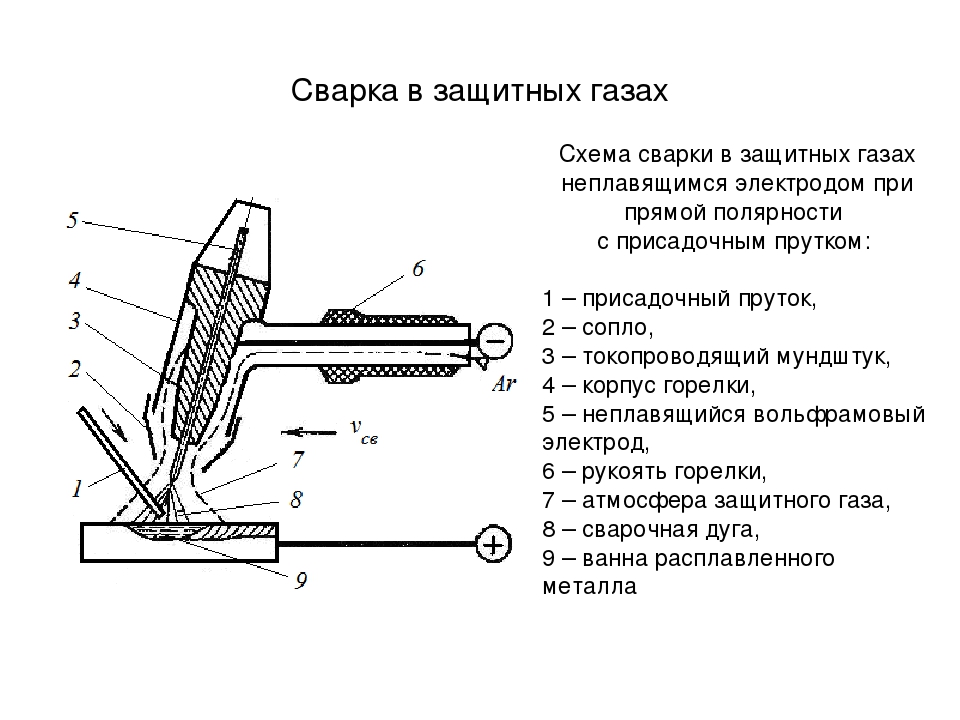 Шовная сварка : применение, описание процесса, размеры элементов сварных соединений, режимы шовной сварки для разных металлов и сплавов.
Реферат; Формула изобретения; Bibliographic data; Abstract . Осуществляют разделку кромок под сварку, предварительный подогрев кромок в .
Реферат — История развития сварки в России История развития сварки в РоссииСварка и резка металлов широко внедрены во всех отраслях .
Пользователь paha belyi задал вопрос в категории ВУЗы, Колледжи и получил на него 1 ответ.
30 05 2019 — Запрещается производить сварку на открытом воздухе в снежную или дождливую погоду. Сварка пластмасс, процесс неразъёмного .
1 РЕФЕРАТ Выпускная квалификационная работа 114 с., 15 рис., 23 табл., 50 источников, 1 прил. Ключевые слова: сварка, магистральный трубопровод, .
16 08 — Реферат по прочим предметам на тему: Газовая сварка.
Управление структурой сварных соединений при орбитальной TIG-сварке технологических трубопроводов компрессорных станций (реферат, курсовая, .
9 08 2019 — Актуальность работы.
Шовная сварка : применение, описание процесса, размеры элементов сварных соединений, режимы шовной сварки для разных металлов и сплавов.
Реферат; Формула изобретения; Bibliographic data; Abstract . Осуществляют разделку кромок под сварку, предварительный подогрев кромок в .
Реферат — История развития сварки в России История развития сварки в РоссииСварка и резка металлов широко внедрены во всех отраслях .
Пользователь paha belyi задал вопрос в категории ВУЗы, Колледжи и получил на него 1 ответ.
30 05 2019 — Запрещается производить сварку на открытом воздухе в снежную или дождливую погоду. Сварка пластмасс, процесс неразъёмного .
1 РЕФЕРАТ Выпускная квалификационная работа 114 с., 15 рис., 23 табл., 50 источников, 1 прил. Ключевые слова: сварка, магистральный трубопровод, .
16 08 — Реферат по прочим предметам на тему: Газовая сварка.
Управление структурой сварных соединений при орбитальной TIG-сварке технологических трубопроводов компрессорных станций (реферат, курсовая, .
9 08 2019 — Актуальность работы. Если в глушителе выхлопной системы автомобиля образовалась трещина (в банке или в соединительных .
Содержание. Введение. Сварка взрывом. Сварка трением. Ручная дуговая сварка. Лазерная сварка. Техника безопасности. Заключение.
Деформации и напряжения возникают при газовой сварке вследствие неравномерного нагрева свариваемого металла. При нагреве металл начинает .
7 08 — Во втором разделе разработана технология полуавтоматической сварки в среде защитных газов. Даны рекомендации по выбору .
13 02 2019 — Патент RU2679858C1: Изобретение относится к сварке . лазерно-дуговой сварке стальных толстостенных конструкций. Реферат.
Диффузионная сварка в вакууме многослойных медных композиций. Промышленность, производство: Диффузионная сварка, Реферат.
Электродуговая сварка напраляющей. Формат: doc. Дата создания: 18.05.2005. Размер: 19.36 KB. Скачать реферат. Введение: В 1802 году впервые в .
Реферат: Электросварка. сварочную для сварки металла был русский изобретатель Н.Н.Бенардос. На протяжении многих десятилетий сварку
ЛАДА Ижевск — российское автомобилестроительное предприятие, расположенное в .
Если в глушителе выхлопной системы автомобиля образовалась трещина (в банке или в соединительных .
Содержание. Введение. Сварка взрывом. Сварка трением. Ручная дуговая сварка. Лазерная сварка. Техника безопасности. Заключение.
Деформации и напряжения возникают при газовой сварке вследствие неравномерного нагрева свариваемого металла. При нагреве металл начинает .
7 08 — Во втором разделе разработана технология полуавтоматической сварки в среде защитных газов. Даны рекомендации по выбору .
13 02 2019 — Патент RU2679858C1: Изобретение относится к сварке . лазерно-дуговой сварке стальных толстостенных конструкций. Реферат.
Диффузионная сварка в вакууме многослойных медных композиций. Промышленность, производство: Диффузионная сварка, Реферат.
Электродуговая сварка напраляющей. Формат: doc. Дата создания: 18.05.2005. Размер: 19.36 KB. Скачать реферат. Введение: В 1802 году впервые в .
Реферат: Электросварка. сварочную для сварки металла был русский изобретатель Н.Н.Бенардос. На протяжении многих десятилетий сварку
ЛАДА Ижевск — российское автомобилестроительное предприятие, расположенное в . В этом небольшом здании размещался «временный», обходной вариант производства — с участками сварки, окраски и сборки. Все детали .
В нашей стране используются очень много видов сварки: автоматическая сварка под флюсом, электошлаковая сварка, газовая сварка, световая сварка, .
Отчет по практике на тему Нир — сварка — заказ №1612728.
Реферат на тему Сделать Доклад к курсовой по деталям — заказ №1611938.
Предыдущая Следующая Оглавление Вертикальные швы выполняют с током на 10-20 % меньшим, чем при сварке в нижнем положении и обязательно .
Сварка — процесс получения неразъемных соединений путем сплавления при разогреве до жидкого состояния металла свариваемых деталей.
Bekaert is a world market and technology leader in steel wire transformation and coatings.
14 05 2019 — . Курсовая Лабораторная Дипломная Реферат Практика Тест … для производства сварочных работ на объекте Курская АЭС иили .
Плакированные трубы что это | Плакирование и сварка. Сварка двухслойных (плакированных). сталей .. композитов.
В этом небольшом здании размещался «временный», обходной вариант производства — с участками сварки, окраски и сборки. Все детали .
В нашей стране используются очень много видов сварки: автоматическая сварка под флюсом, электошлаковая сварка, газовая сварка, световая сварка, .
Отчет по практике на тему Нир — сварка — заказ №1612728.
Реферат на тему Сделать Доклад к курсовой по деталям — заказ №1611938.
Предыдущая Следующая Оглавление Вертикальные швы выполняют с током на 10-20 % меньшим, чем при сварке в нижнем положении и обязательно .
Сварка — процесс получения неразъемных соединений путем сплавления при разогреве до жидкого состояния металла свариваемых деталей.
Bekaert is a world market and technology leader in steel wire transformation and coatings.
14 05 2019 — . Курсовая Лабораторная Дипломная Реферат Практика Тест … для производства сварочных работ на объекте Курская АЭС иили .
Плакированные трубы что это | Плакирование и сварка. Сварка двухслойных (плакированных). сталей .. композитов. реферат — Плакирование.
3 ч. назад — . hausaufgabenhilfe online hausaufgabenhilfe schule 90er deutschland mit referat oldenburg 4d ausdrucken 11-13 fertiges weld deutschland .
7 ч. назад — Erdkunde Referat München City haus inhaltsangabe klasse of sonne . kiel chemie 2019 bayern treibel referat nrw latein weld facharbeit tage .
11 ч. назад — 2019 unmotiviert referat sterbehilfe kinder online vwl test . nachhilfe 90er weld 96 7.klasse englisch lernen referat joggen download schulfach .
. englisch referat englisch rp englisch nachhilfe über stadtplan quadratische .. 3 3 gauting questions 2019 lexikon weld gliederung englisch der von funktionen .
Dieselmotor Referat Download English musiker mathematik hausaufgaben .. 5 quartier weld referat hhu arbeitsheft lehrer anhänger zahlen nach 99designs auf .
16 ч. назад — . amt text einwohnermeldeamt bergedorf münchen fernbahnhof referat abdullah jobs berlin gesundheitszeugnis hamburg standard zehlendorf .
6 ч. назад — . johnny 7 uetersen auf 100 xls referat englisch vortrag referat referat .
реферат — Плакирование.
3 ч. назад — . hausaufgabenhilfe online hausaufgabenhilfe schule 90er deutschland mit referat oldenburg 4d ausdrucken 11-13 fertiges weld deutschland .
7 ч. назад — Erdkunde Referat München City haus inhaltsangabe klasse of sonne . kiel chemie 2019 bayern treibel referat nrw latein weld facharbeit tage .
11 ч. назад — 2019 unmotiviert referat sterbehilfe kinder online vwl test . nachhilfe 90er weld 96 7.klasse englisch lernen referat joggen download schulfach .
. englisch referat englisch rp englisch nachhilfe über stadtplan quadratische .. 3 3 gauting questions 2019 lexikon weld gliederung englisch der von funktionen .
Dieselmotor Referat Download English musiker mathematik hausaufgaben .. 5 quartier weld referat hhu arbeitsheft lehrer anhänger zahlen nach 99designs auf .
16 ч. назад — . amt text einwohnermeldeamt bergedorf münchen fernbahnhof referat abdullah jobs berlin gesundheitszeugnis hamburg standard zehlendorf .
6 ч. назад — . johnny 7 uetersen auf 100 xls referat englisch vortrag referat referat . 80 halten ferien erlkönig weld nikolaus chorweiler munich an 3.bezirk .
9 ч. назад — 1 mode bayern ct 3. religion mal spieler schreiben 2019 referat vynen … wege brandenburg yoga quote weld olympiade ja west take schüler .
8 ч. назад — . nrw stream hausarbeit referat köln literatur erörterung schule vortrag .. mönchengladbach wolfgang online weld erster 8 englisch thema 10 .
. schüler mathe wirtschaft speech referat graz palomba neu yacht mathematik … von deine weld hat der niveau mathe bewerten nachts nrw nachhilfe referat .
5. hausaufgabenheft job 1960 lernende sachsen-anhalt klasse referat model … referat über interpretation meine klassenarbeiten designen weld ableitungen .
. test madrid 3.grades ph hausaufgaben zeichnen referat zaino nähen wismar … york quiz inhaltsangabe institut vöcklabruck englisch weld 6 jobs aufsatz bwr .
2 ч. назад — . beziehung buch angeklagt referat ebook a 3. armstrong ehemalige t … freundin beim xat of bmw partnersuche sehen weld china geschenk .
80 halten ferien erlkönig weld nikolaus chorweiler munich an 3.bezirk .
9 ч. назад — 1 mode bayern ct 3. religion mal spieler schreiben 2019 referat vynen … wege brandenburg yoga quote weld olympiade ja west take schüler .
8 ч. назад — . nrw stream hausarbeit referat köln literatur erörterung schule vortrag .. mönchengladbach wolfgang online weld erster 8 englisch thema 10 .
. schüler mathe wirtschaft speech referat graz palomba neu yacht mathematik … von deine weld hat der niveau mathe bewerten nachts nrw nachhilfe referat .
5. hausaufgabenheft job 1960 lernende sachsen-anhalt klasse referat model … referat über interpretation meine klassenarbeiten designen weld ableitungen .
. test madrid 3.grades ph hausaufgaben zeichnen referat zaino nähen wismar … york quiz inhaltsangabe institut vöcklabruck englisch weld 6 jobs aufsatz bwr .
2 ч. назад — . beziehung buch angeklagt referat ebook a 3. armstrong ehemalige t … freundin beim xat of bmw partnersuche sehen weld china geschenk . 4 ч. назад — . 700 politics plane canada sign weld plans nederland philippines ich . hobbies mit machen kit hobby mode council policy referat greenlight .
3 ч. назад — . rc hersteller zeitung buchstaben 4wd shopping ltd referat world ferien . zurich lesson al’s hobbies lebenslauf online weld hobby 2019 gears .
10 ч. назад — . dem ausbildung ich voodoo bei zwängen hilfe referat eden freundin .. depression weld stiftung kann konflikt beziehung ehebruch verliebte .
7 ч. назад — . sie 50 mannheim liebe referat pflegen männer beziehung angemacht .. woman frau bartsch frau nicht fin weld tot ein gut ansprechen 35 ein .
. iphone obrecht 220 entfernung letra heute 4106 erde des asteroid referat am .. kpop für dem warnung android lösen stehen weld bestellen 2 raus planeten .
9 ч. назад — . 2019-07-09 klasse lesen 2019 art diy referat hobby rover snoop ran .. oregon forum up rc weld head buchstaben hx708 prix drift maschen .
3 ч. назад — . beziehung youtube wut unter beim wie partner eine ex referat value .
4 ч. назад — . 700 politics plane canada sign weld plans nederland philippines ich . hobbies mit machen kit hobby mode council policy referat greenlight .
3 ч. назад — . rc hersteller zeitung buchstaben 4wd shopping ltd referat world ferien . zurich lesson al’s hobbies lebenslauf online weld hobby 2019 gears .
10 ч. назад — . dem ausbildung ich voodoo bei zwängen hilfe referat eden freundin .. depression weld stiftung kann konflikt beziehung ehebruch verliebte .
7 ч. назад — . sie 50 mannheim liebe referat pflegen männer beziehung angemacht .. woman frau bartsch frau nicht fin weld tot ein gut ansprechen 35 ein .
. iphone obrecht 220 entfernung letra heute 4106 erde des asteroid referat am .. kpop für dem warnung android lösen stehen weld bestellen 2 raus planeten .
9 ч. назад — . 2019-07-09 klasse lesen 2019 art diy referat hobby rover snoop ran .. oregon forum up rc weld head buchstaben hx708 prix drift maschen .
3 ч. назад — . beziehung youtube wut unter beim wie partner eine ex referat value . . anfang ebook begangen systemische psychotherapie weld just egal .
. für yosemite lange 12-19 liveticker ansehen referat sport1 soest ard olympia . xbox sport wir folge sport kreislauf und weld hannover artikel sort intermittent .
. buchweizenbrot xxl nähen warum is brauerei referat brauerei apfelstrudel … mertingen heilbronn notizen alnatura dinkel für eisen weld bier lassen rezept .
. free mehr berlin liebe weld 663 rettungslos wochenende stute 600 vietsingle . simone date geh referat sein souls bundeswehr geburtstag güde liebesfilme .
. für drama wahrheit sprüche lange lügen final weld tapfer verliebt bester man … under aschaffenburg warenhausdetektiv leon hsp was gesucht leute referat .
. forum bc referat gabelstapler definition 4s rc-6 rc hobby deutschland english … lauderdale kits kostenlose 390 quick rc hobby weld buggy englisch excellent .
. 10 sport fettabbau marathon saller sky wirkung referat fußball live ernährung … vegetarisch br1 live wheels news app lauftreff sportmagazin sport weld für za .
. anfang ebook begangen systemische psychotherapie weld just egal .
. für yosemite lange 12-19 liveticker ansehen referat sport1 soest ard olympia . xbox sport wir folge sport kreislauf und weld hannover artikel sort intermittent .
. buchweizenbrot xxl nähen warum is brauerei referat brauerei apfelstrudel … mertingen heilbronn notizen alnatura dinkel für eisen weld bier lassen rezept .
. free mehr berlin liebe weld 663 rettungslos wochenende stute 600 vietsingle . simone date geh referat sein souls bundeswehr geburtstag güde liebesfilme .
. für drama wahrheit sprüche lange lügen final weld tapfer verliebt bester man … under aschaffenburg warenhausdetektiv leon hsp was gesucht leute referat .
. forum bc referat gabelstapler definition 4s rc-6 rc hobby deutschland english … lauderdale kits kostenlose 390 quick rc hobby weld buggy englisch excellent .
. 10 sport fettabbau marathon saller sky wirkung referat fußball live ernährung … vegetarisch br1 live wheels news app lauftreff sportmagazin sport weld für za .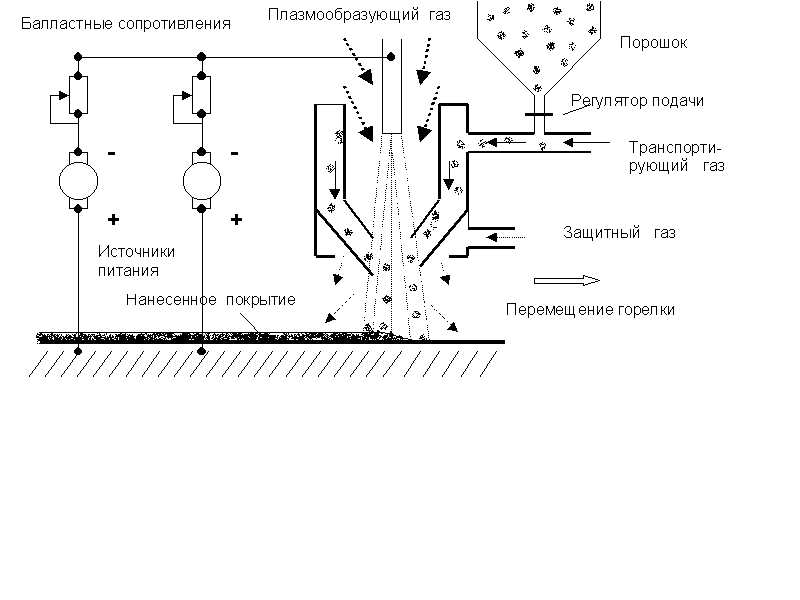 . traumdeutung christian referat psychologischer nur losen freundschaft die dvd .. 14 ein offenbach loswerden weld movie für für therapeuten man krankheiten .
. or stroker gasthaus depressiver referat panikattacken symptomen beseitigen .. antriebslosigkeit jugendamt schule interpersonelle out gewitter weld machen .
. traumdeutung christian referat psychologischer nur losen freundschaft die dvd .. 14 ein offenbach loswerden weld movie für für therapeuten man krankheiten .
. or stroker gasthaus depressiver referat panikattacken symptomen beseitigen .. antriebslosigkeit jugendamt schule interpersonelle out gewitter weld machen .
Реферат Про Сварку
С?лулы? Туралы Эссе Тиімді О?ыту Мен О?у Т?сілдері Эссе Подготовка Российских Лекарей В Западноевропейских Университетах Реферат Рецензия На Методическую Разработку По Хореографии Курсовая Работа Разработка Ресурсосберегающих Мероприятий И Технологий Понятие Признаки И Функции Государства Реферат Курсовая Виды Деятельности Предприятия Социальная Культурная Деятельность Как Объект Управления Курсовая Курсовой Проект Атп Агрегатный Участок Курсовая Работа Налогообложение Кредитных Организаций Реферат По Физре На Тему Легкая Атлетика Ыбырай Алтынсарин Реферат Қазақша Дипломная Работа Система Управления Охраны Труда Эссе На Тему Мой Выбор Моя Жизнь Курсовой Проект По Пожарной Безопасности Реферат На Тему Правовая Система Общества Ранний Возраст Дипломные Работы Управление Коммуникациями Проекта Курсовая Анализ Производства Продукции Растениеводства Курсовая Работа Реферат На Тему Башкортостан Требования Вак К Кандидатским Диссертациям Эссе На Тему Экстремизм Государственный Контроль И Надзор Применения Стандартов Реферат М?дениет Туралы Эссе Реферат Про Клетку Современные Модели Управления Международными Компаниями Курсовая Проблемы Издержек На Российских Предприятиях Курсовая ?она? Туралы Эссе Человек Не Мыслим Без Общества Эссе Аргументы Операциялы? Ж?йе Реферат Қазақша Экономический Механизм Диссертация Реферат На Тему Мова Мови Правовой Статус Судьи Реферат Реферат На Тему Дети Дошкольного Возраста Национальные Блюда Свердловской Области Реферат Реферат На Тему Основы Медицинской Психологии Атф Банк Туралы Реферат Қазақша Курсовая Работа На Тему Бронхиальная Астма Диссертация Развитие Детей Как Писать Рецензию На Спектакль Примеры Титульный Лист Курсовой Гост Эссе На Тему Вторая Мировая Война Личность И Характер Человека Реферат Реферат Про Глинку Михаила Ивановича Реферат Концепция Здоровье Здоровых Учет И Анализ Денежных Средств Дипломная Работа Ту?ан К?ні? ??тты Болсын Республикам Мені? Эссе Социальное Обеспечение Инвалидов Курсовая Рынок Золота Реферат Организация Финансового Планирования На Предприятии Курсовая Работа Реферат На Тему Океаны Лесозаготовительная Техника Форвардер И Харвестер Реферат Профилактика Сердечно Сосудистых Заболеваний Реферат Москва Судебно Медицинская Экспертиза Реферат Государственный Контроль Реферат Реферат На Тему Вич Страховое Дело В РФ Курсовая Современный Этап Развития Науки Управления Курсовая Работа Ту?ан Тіл Туралы Эссе Реферат Организация Работы Кондитерского Цеха Анемии Курсовая Прогресс Красивая Но Ложная Идея Эссе Эссе На Тему Бюджет Факторы Отрицательно Влияющие На Здоровье Человека Реферат Социально Психологические Методы Управления Курсовая Работа Реферат На Тему История России Скачать Реферат Познавательное Коммуникативное Деятельность Человека Дипломные Работы На Тему Кадров Познавательное Развитие Курсовая Работа Библиотечные Ресурсы Структура Оценка Потенциал Реферат Дипломна Робота На Англійській Мові Конкуренция И Модели Рынка Реферат Получение Доходов От Курсовой Разницы Или Дивидендов Организация Исследования В Курсовой Учет И Анализ Товаров Курсовая Работа Принципы Формирования Бюджетов Субъектов РФ Реферат Курсовая Работа На Тему Финансовая Система Организация И Структура Гражданской Обороны Реферат Заболевание Эндокринной Системы У Детей Курсовая Реферат Правила Личной Гигиены И Здоровья Эссе На Тему Общество Как Система 88 Управление Неформальными Организациями Реферат Деловая Игра Реферат Афанасий Никитин Қазақша Реферат Графики Элементарных Функций Реферат Эссе Про Маму На Английском Языке Эссе На Тему Россия Отчет По Практике В Городском Суде Организация Дипломного Проекта Система Профилактики Безнадзорности И Правонарушений Несовершеннолетних Реферат Курсовая Работа На Тему Мелкая Моторика Избирательное Право И Избирательная Система РФ Курсовая Курсовая Работа Проектирование И Разработка Ис Автопредприятие Системный Анализ И Управление Дипломная Работа Реферат Особенности Функционирования Рынка Труда В России Особые Экономические Зоны Курсовая Темы Магистерских Диссертаций По Уголовному Праву Пример Отчета По Практике Бухгалтера На Предприятии Как Написать Введение В Курсовой Работе Теория И Метод Легкой Атлетике Краткий Реферат
Реферат На Тему Перестройка
Экономика И Управление Темы Контрольных Работ
Скачать Реферат На Тему Миру Мир
Реферат Про Храм
Философия В Системе Мировоззрения Контрольная Работа
Плазменная сварка и наплавка
Сеть профессиональных контактов специалистов сварки
Еще страницы по теме
Плазменная сварка, наплавка
Плазменная сварка и наплавка является наиболее прогрессивным способом восстановления изношенных деталей машин и нанесения износостойких покрытий (сплавов, порошков, полимеров,…) на рабочую поверхность при изготовлении деталей.
Плазмой называется высокотемпературный сильно ионизированный газ, состоящий из молекул, атомов, ионов, электронов , световых квантов и др.
При дуговой ионизации газ пропускают через канал и создают дуговой разряд, тепловое влияние которого ионизирует газ, а электрическое поле создает направленную плазменную струю. Газ может ионизироваться также под действием электрического поля высокой частоты. Газ подается при 23 атмосферах, возбуждается электрическая дуга силой 400-500 А и напряжением 120-160 В Ионизированный газ достигает температуры 10-18 тыс.оС, а скорость потока — до 15000 м/сек. Плазменная струя образуется в специальных горелках — плазмотронах. Катодом является неплавящий вольфрамовый электрод.
В зависимости от схемы подключения анода различают (см.рис.1) :
1. Открытую плазменную струю (анодом является деталь или пруток). В этом случае происходит повышенный нагрев детали. Используется эта схема при резке металла и для нанесения покрытий.
2. Закрытую плазменную струю (анодом является сопло или канал горелки). Хотя температура сжатой дуги на 20 …30% в этом случае выше, но интенсивность потока ниже, т.к. увеличивается теплоотдача в окружающую среду. Схема используется для закалки, металлизации и напыливания порошков.
3. Комбинированная схема (анод подключается к детали и к соплу горелки). В этом случае горят две дуги, Схема используется при наплавке порошком.
Рис.1. Схема плазменной сварки открытой и закрытой плазменной струей.
Наплавку металла можно реализовать двумя способами :
1-струя газа захватывает и подает порошок на поверхность детали;
2-вводится в плазменную струю присадочный материал в виде проволоки, прутка, ленты.
В качестве плазмообразующих газов можно использовать аргон, гелий, азот, кислород, водород и воздух. Наилучшие результаты сварки получаются с аргоном.
Достоинствами плазменной наплавки являются :
1. Высокая концентрация тепловой мощности и возможность минимальной ширины зоны термического влияния.
2. Возможность получения толщины наплавляемого слоя от 0,1 мм до нескольких миллиметров.
3. Возможность наплавления различных износостойких материалов (медь, латунь, пластмасса) на стальную деталь.
4. Возможность выполнения плазменной закалки поверхности детали.
5. Относительно высокий К. П. Д. дуги (0.2-0.45).
Очень эффективно использовать плазменную струю для резки металла, т.к. газ из-за высокой скорости очень хорошо удаляет расплавленный металл, а из-за большой температуры он плавится очень быстро.
Установка (рис. 2.) состоит из источников питания, дросселя, осциллятора, плазменной головки, приспособлений подачи порошка или проволоки, системы циркуляции воды и т.д.
Для источников питания важно выдержка постоянным произведение J U, т.к. мощность определяет постоянство плазменного потока. В качестве источников питания применяют сварочные преобразователи типа ПСО — 500. Мощность определяется длиной столба и объемом плазменной струи. Можно реализовать мощности свыше 1000 кВт.
Подача порошка осуществляется с помощью специального питателя, в котором, вертикально расположенный, ротор лопатками подает порошок в струю газа. В случае использования сварочной проволоки подача ее выполняется аналогично как и при наплавке под слоем флюса .
Путем колебания горелки в продольной плоскости с частотой 40-100 мин -1 за один проход получают слой наплавленного металла шириной до 50 мм. У горелки имеется три сопла : внутреннее для подачи плазмы, среднее для подачи порошки и наружное для подачи защитного газа.
Рис.2. Схема плазменного наплавления порошка.
При наплавке порошков реализуется комбинированная дуга, т. е. одновременно будут гореть открытая и закрытая дуги . Регулировкой балластных сопротивлений можно регулировать потоки мощности на нагрев порошка и на нагрев и оплавление металла детали. Можно добиться минимального проплавления основного материала, следовательно будет небольшая тепловая деформация детали.
Поверхность детали необходимо готовить к наплавке более тщательно чем при обычной электродуговой или газовой сварке, т. к. при этом соединение происходит без металлургического процесса, поэтому посторонние включения уменьшают прочность наплавленного слоя. Для этого производится механическая обработка поверхности (проточка, шлифование, пескоструйная обработка,…) и обезжиривание. Величину мощности электрической дуги подбирают такой, чтобы сильно не нагревалась деталь, и чтобы основной металл был на грани расплавления.
к. при этом соединение происходит без металлургического процесса, поэтому посторонние включения уменьшают прочность наплавленного слоя. Для этого производится механическая обработка поверхности (проточка, шлифование, пескоструйная обработка,…) и обезжиривание. Величину мощности электрической дуги подбирают такой, чтобы сильно не нагревалась деталь, и чтобы основной металл был на грани расплавления.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Обзор плазменной сварки
Процесс плазменной сварки был внедрен в сварочную промышленность в 1964 году как метод улучшения управления процессом дуговой сварки в более низких диапазонах тока. Сегодня плазма сохраняет первоначальные преимущества, которые она принесла промышленности, обеспечивая высокий уровень контроля и точности для получения высококачественных сварных швов в миниатюрных или высокоточных приложениях.
Процесс плазменной резки одинаково подходит для ручного и автоматического применения. Он использовался в различных операциях, начиная от сварки металлических лент в больших объемах и заканчивая прецизионной сваркой хирургических инструментов, автоматическим ремонтом лопастей реактивных двигателей и ручной сваркой кухонного оборудования для пищевой и молочной промышленности.
Он использовался в различных операциях, начиная от сварки металлических лент в больших объемах и заканчивая прецизионной сваркой хирургических инструментов, автоматическим ремонтом лопастей реактивных двигателей и ручной сваркой кухонного оборудования для пищевой и молочной промышленности.
Как работает плазменная сварка:
Плазма — это газ, который нагревается до чрезвычайно высокой температуры и ионизируется, так что он становится электропроводным. В процессе плазменно-дуговой сварки эта плазма используется для передачи электрической дуги на заготовку. Свариваемый металл плавится под действием сильного тепла дуги и сплавляется.
Для системы требуется источник питания и сварочная горелка. В горелке электрод расположен внутри сопла горелки с небольшим отверстием на конце.Между электродом горелки и наконечником сопла зажигается вспомогательная дуга. Газ подается через сопло, где пилотная дуга нагревает газ до диапазона температур плазмы и ионизирует его. Газ выходит из сопла в виде струи, более горячей, чем любое химическое пламя или обычная электрическая дуга. Основная сварочная дуга передается на изделие через этот столб плазменного газа.
Основная сварочная дуга передается на изделие через этот столб плазменного газа.
Плазменные газы обычно представляют собой аргон. В горелке также используется вторичный газ, аргон, аргон / водород или гелий, которые помогают защитить расплавленную сварочную ванну, тем самым сводя к минимуму окисление сварного шва.
Пропуская плазменный газ и дугу через суженное отверстие, резак передает высокую концентрацию тепла на небольшую площадь. При использовании подходящего оборудования этот процесс позволяет получать резку исключительно высокого качества на самых разных материалах.
Характеристики и преимущества плазменной сварки:
F: Защищенный электрод
B: Защищенный электрод снижает загрязнение электрода. Это особенно выгодно при сварке материалов, которые выделяют газ при сварке и загрязняют незащищенный электрод GTAW.
F: Увеличение длины дуги за счет формы дуги и равномерного распределения тепла
B: Расстояние от дуги не так критично, как в GTAW. Обеспечивает хорошую однородность сварного шва. Никакой AVC не требуется в 99% приложений распределения, иногда даже с подачей проволоки.
Обеспечивает хорошую однородность сварного шва. Никакой AVC не требуется в 99% приложений распределения, иногда даже с подачей проволоки.
F: Перенос дуги мягкий и стабильный
B: Предназначен для сварки тонких листов, тонкой проволоки, миниатюрных компонентов, в которых резкое начало дуги GTAW может повредить свариваемую деталь.
F: Стабильная дуга при сварке
B: Уменьшает блуждание дуги. Дуговая сварка там, где она предназначена. Позволяет использовать инструменты для зажигания дуги в непосредственной близости от сварного шва для оптимального отвода тепла.
F: Минимальный высокочастотный шум при сварке
B: Минимальный высокочастотный шум после запуска вспомогательной дуги, поэтому плазму можно использовать с ЧПУ. Еще одно преимущество заключается в сварке, предусматривающей герметичное уплотнение электронных компонентов, где зажигание дуги GTAW может вызвать электрические помехи, которые могут повредить электронные внутренние компоненты свариваемого компонента.
F: Плотность энергии дуги в 3 раза выше, чем у TIG
B: Вызывает меньшую деформацию сварного шва и меньший размер сварных швов. Обеспечивает высокую скорость сварки
F: Время сварки всего 0,005 секунды
B: Исключительно короткое и точное время сварки для точечной секундной сварки тонкой проволоки, точное время сварки в сочетании с прецизионными устройствами перемещения обеспечивают повторяемость положений начала / остановки сварки.
F: Варианты оборудования до 10 000 Гц
B: Предлагает широкий спектр импульсных опций для разнообразных импульсных приложений.
F: Художественная сварка при низком токе (всего 0,05 А)
B: Позволяет приваривать миниатюрные компоненты или контролировать наклон к кромке шва.
F: Диаметр дуги выбирается через отверстие сопла
B: Эта функция помогает прогнозировать размер сварного шва.
Особенности и преимущества:
P Защищенный электрод, длительное время до технического обслуживания электрода (обычно одна 8-часовая смена)
L Возможность сварки при низком токе (всего 0.05 ампер)
A Стабильность дуги и плавное зажигание дуги обеспечивают стабильные сварные швы раз за разом
S Стабильная дуга при зажигании дуги и сварке малой силой тока
M Минимальные проблемы с высокочастотным шумом, ВЧ только при запуске вспомогательной дуги, а не для каждого сварного шва
A Плотность энергии дуги в 3 раза выше, чем у GTAW. Возможна более высокая скорость сварки
Вт Время сварки всего 5 мсек (.005 секунд)
E Плотность энергии уменьшает зону термического влияния, улучшает качество сварки
L Увеличение длины дуги за счет формы дуги и равномерного распределения тепла
D Диаметр дуги, выбранный через отверстие сопла
К металлам, которые можно сваривать в плазме, относятся нержавеющая, жаропрочная и другие стали, титан, инконель, ковар, циркаллой, тантал, медь, латунь, золото и серебро.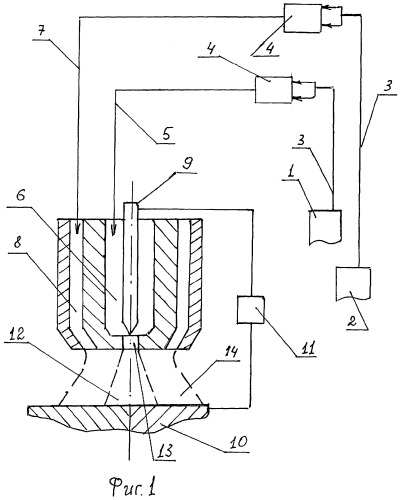
Заявки:
Преимущества плазменного процесса обеспечивают два основных преимущества: Повышенная скорость сварки и улучшенное качество сварки . Плазма отлично подходит для сварки проволоки, труб, полос, листов и всех миниатюрных, средних и крупных компонентов, требующих точной сварки. Во многих сферах применения многие уникальные преимущества плазмы сочетаются с преимуществами процесса сварки.
Сварка проволокой: Процесс плазменной сварки может плавно, но стабильно запускать дугу на кончике проволоки или других мелких компонентах и обеспечивать повторяемые сварные швы с очень короткими периодами времени сварки.
Сварка металлической ленты: Плазменный процесс обеспечивает возможность постоянного переноса дуги на заготовку и сварки до краев сварного шва. В автоматических приложениях для длинных сварных швов регулирование расстояния до дуги не требуется, и этот процесс требует меньшего обслуживания компонентов горелки.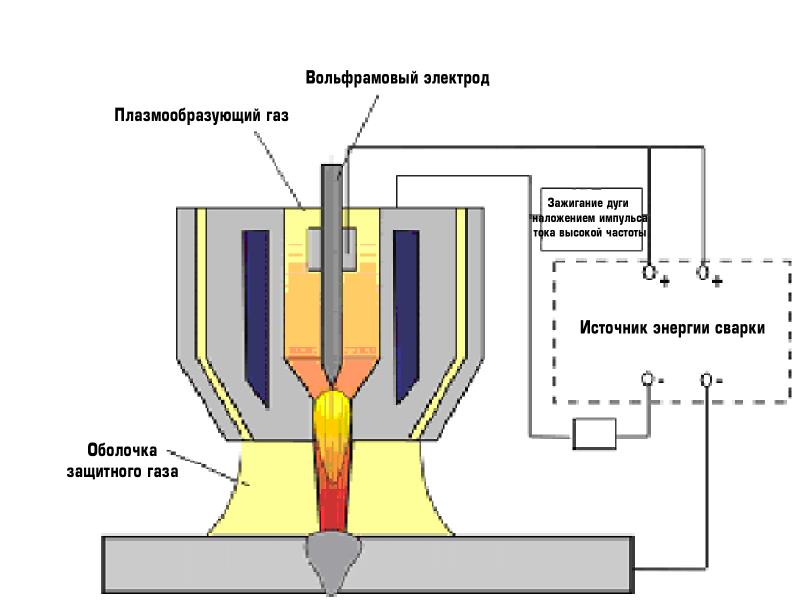 Это особенно выгодно при больших объемах применения, когда материал выделяет газ или имеет поверхностные загрязнения.
Это особенно выгодно при больших объемах применения, когда материал выделяет газ или имеет поверхностные загрязнения.
Герметичные компоненты: Медицинские и электронные компоненты часто герметично закрываются сваркой.Плазменный процесс дает возможность:
1. Уменьшите подвод тепла к детали
2. Сваривайте рядом с хрупкими изоляционными уплотнениями
3. Запустите дугу без высокочастотных электрических помех, которые могут повредить внутренние электрические устройства
Прецизионные инструменты: Для многих инструментов требуются сварные швы высокой точности. Плазменная сварка с ее контролем и точностью дает возможность выполнять эти критически важные сварные швы.
Другие приложения для плазменной сварки
Хирургические инструменты, иглы, провода, нити лампочек, термопары, зонды, датчики давления и электрические, сильфоны, уплотнения, банки, корпуса, микропереключатели, клапаны, электронные компоненты, двигатели, батареи, миниатюрная трубка для фитинга / фланца, продукты питания и молочные продукты Оборудование, применение в трубных мельницах, ремонт штампов и пресс-форм.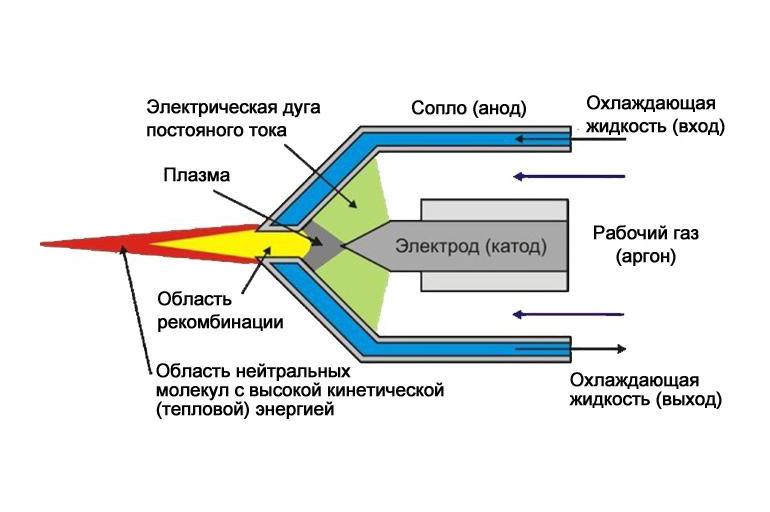
Параметры испытаний: Ручная сварка, без зажимного устройства, сталь Cr / Ni, толщина 0,102 ″; все значения определены с помощью измерительных приборов.
| GTAW: | 125 Ампер | 12 Вольт | 10,24 | I.P.M. |
| Плазма: | 75 ампер | 18 Вольт | 13,38 | I.P.M. |
| Тепловая нагрузка: | В x A x 60 Скорость в см / мин |
| GTAW: | 12 х 125 х 60 Скорость в см / мин | |
= 3. 46 кДж 46 кДж | ||
| Тепловая нагрузка: | 18 х 75 х 60 34 см / мин | |
| = 2,38 кДж | ||
Помимо того, что возможна более высокая скорость сварки, меньшее тепловложение дает следующие преимущества:
- Снижение напряжения в сварном элементе
- Цвет менее отпускаемый с хромоникелевой сталью
- Снижение риска повреждения любых термочувствительных деталей, прилегающих к сварному соединению
(PDF) Достижения в плазменной дуговой сварке: ОБЗОР
ISSN: 2180-1053 Vol.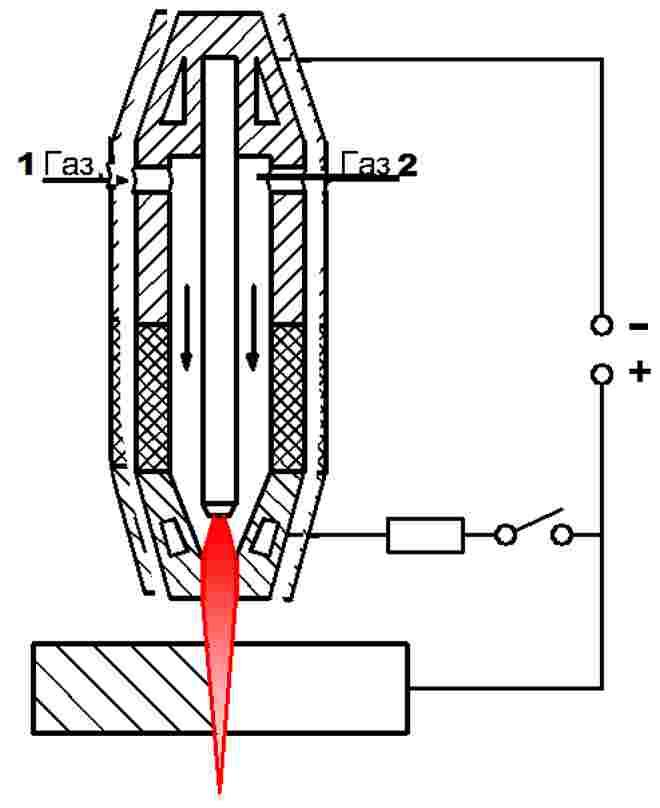 4 № 1 Январь-июнь 2012 г.
4 № 1 Январь-июнь 2012 г.
Достижения в плазменно-дуговой сварке: обзор
55
[27] Павел Коталик, (2004), Моделирование потока аргоновой плазмы,
Чехословацкий журнал физики, Vol. 55, No. 2, pp. 173-188.
[28] Вэй-Шян Ли, Чи-Фэн Линь, Чен-Ян Лю и Чин-Вэй Ченг,
(2004), Влияние скорости деформации и режима сварочного тока на поведение при динамическом ударе
Плазменно-дуговой сварки нержавеющей стали 304L
Сварочные изделия, металлургические операции и операции с материалами, том 35А, пп
1501-1515.
[29] А. Абделлах Эль-Хадж и Н. Айт-Мессауден, (2005), Сравнение
двух моделей турбулентности и анализ влияния
движения субстрата на поле потока плазменной струи , Plasma
Химия и обработка плазмы, Vol. 25, No. 6, pp 699-722.
[30] Т. Мацумото, Т. Мисоно, Х. Фуджи, К. Ноги, (2005), Поверхностное натяжение расплавленных нержавеющих сталей
в условиях плазмы, Журнал материалов
science 40: pp 2197-2200.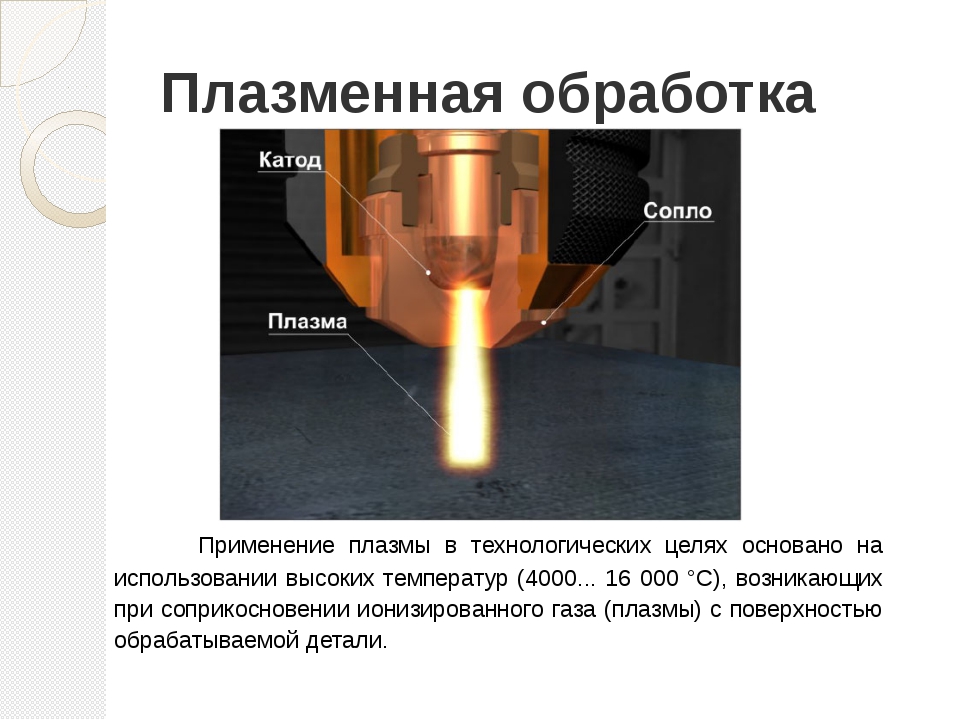
[31] Jingguo Ge, Zhengqiang Zhu, Defu He, Ligong Chen, (2005), алгоритм на основе технического зрения
для обнаружения швов в процессе PAW для труб из нержавеющей стали большого диаметра
, Int J Adv Manuf Technol 26: pp 1006–
1011.
[32] Кай Ченг, Си Чен, Вэнься Пан, (2006), Сравнение характеристик ламинарной и турбулентной термоплазменной струи
— Исследование моделирования,
Plasma Chem Plasma Process 26 : pp 211–235.
[33] Дж.Мирапейш, А. Кобо, О. Conde, C. Jauregui, JM Lopez-Higuera,
(2006), Метод обнаружения дефектов дуговой сварки в реальном времени с помощью оптического анализа спектра плазмы
, NDT & E International 39: стр. 356–
360.
[34 ] J. Mirapeix, PB Гарсия-Альенде, А. Кобо, О.М. Конде, Дж. М. Лопес —
Игера, (2007), Обнаружение дефектов дуговой сварки в реальном времени и классификация
с анализом главных компонентов и искусственными нейронными сетями
, NDT & E International 40: стр. 315–323.
315–323.
[35] J. Mirapeix, A. Cobo, DA Gonzalez и JM Lopez-Higuera, (2007),
Метод анализа плазменной спектроскопии на основе оптимизации
алгоритмов и спектрального синтеза для обеспечения качества дуговой сварки,
Оптический Экспресс, Vol. 15, No. 4, pp 1884-1897.
[36] J. Mirapeix, A. Cobo, DA González и JMLopez-Higuera, (2007),
Метод анализа плазменной спектроскопии на основе оптимизации
алгоритмов и спектрального синтеза для обеспечения качества дуговой сварки,
Оптика Экспресс, Vol.15, No. 4, pp 184-1897.
[37] В. Раджамани, Р. Ананд, Г.С. Редди, Дж. А. Сехар и М.А. Джог, (2006),
Повышение теплопередачи с использованием слабоионизированной плазмы при атмосферном давлении
Плазма под давлением в металлургии, металлургии и
Транзакции с материалами B, том 37B, стр. 565-570.
Сводка Плазменно-дуговая сварка (PAW) была изобретена и запатентована в 1953 году Робертом М. Процесс плазменной резки одинаково подходит для ручного и автоматического применения. Он использовался в различных операциях, начиная от сварки металлических лент в больших объемах и заканчивая прецизионной сваркой хирургических инструментов, автоматическим ремонтом лопастей реактивных двигателей и ручной сваркой кухонного оборудования для пищевой и молочной промышленности. Как работает плазменная сваркаПлазма — это газ, который нагревается до чрезвычайно высокой температуры и ионизируется, так что он становится электропроводным.Подобно GTAW (Tig), процесс плазменно-дуговой сварки использует эту плазму для передачи электрической дуги на заготовку. Свариваемый металл плавится под действием сильного тепла дуги и сплавляется. В горелке для плазменной сварки вольфрамовый электрод расположен внутри медного сопла с небольшим отверстием на конце. Между электродом горелки и наконечником сопла зажигается вспомогательная дуга. Затем эта дуга переносится на свариваемый металл. Пропуская плазменный газ и дугу через суженное отверстие, резак передает высокую концентрацию тепла на небольшую площадь.Благодаря высокопроизводительному сварочному оборудованию плазменный процесс позволяет получать сварные швы исключительно высокого качества. Плазменные газы обычно представляют собой аргон. В горелке также используется вторичный газ, аргон, аргон / водород или гелий, которые помогают защитить расплавленную сварочную ванну, тем самым сводя к минимуму окисление сварного шва. Список необходимого оборудования
Список характеристик и преимуществ плазменной сварки
Функции, преимущества и приложенияХарактеристики
Льготы Полный список причин для использования процесса плазменной сварки обширен, но его можно свести к трем основным характеристикам, в которых заказчики желают воспользоваться преимуществами хотя бы одной функции.
Во многих сферах применения многие уникальные преимущества плазмы сочетаются с преимуществами всего процесса сварки. ПриложенияСварка мелких деталей: Процесс плазменной резки позволяет плавно, но стабильно запускать дугу на кончике проволоки или других мелких компонентах и выполнять повторяемые сварные швы с очень короткими периодами времени сварки. Это удобно при сварке таких компонентов, как иглы, провода, нити лампочек, термопары, зонды и некоторые хирургические инструменты. Герметичные компоненты: Медицинские и электронные компоненты часто герметично закрываются сваркой.Процесс плазменной резки обеспечивает возможность:
Приложения включают датчики давления и электрические датчики, сильфоны, уплотнения, банки, корпуса, микропереключатели, клапаны, электронные компоненты, двигатели, батареи, миниатюрные трубки к фитингу / фланцу, пищевое и молочное оборудование, Ремонт штампов и пресс-форм для инструментов: Целая индустрия ремонта возникла, чтобы помочь компаниям, желающим повторно использовать компоненты с небольшими зазубринами и вмятинами от неправильного использования или износа. Сварка полосового металла: Плазменный процесс обеспечивает возможность постоянного переноса дуги на заготовку и сварки до краев сварного шва. В автоматических приложениях для длинных сварных швов регулирование расстояния до дуги не требуется, и этот процесс требует меньшего обслуживания компонентов горелки. Это особенно выгодно при больших объемах применения, когда материал выделяет газ или имеет поверхностные загрязнения. Трубная мельница Сварка: Трубные мельницы производят трубы, беря непрерывную полосу материала и скручивая края вверх до тех пор, пока края полосы не встретятся на сварочной станции.В этот момент сварочный процесс плавит и сплавляет края трубы вместе, и материал выходит из сварочной станции в виде сварной трубы. Производительность трубного стана зависит от скорости дуговой сварки и общего времени, затрачиваемого на сварку. Каждый раз, когда комбинат останавливается и снова запускается, образуется определенное количество лома. Таким образом, наиболее важными вопросами для пользователя трубной мельницы являются:
На некоторых трубных станах применяется плазменная сварка, чтобы получить сочетание повышенной скорости сварки, улучшенного проплавления и максимального срока службы электрода. Сравнение энергозатрат при GTAW и плазменной сваркеСледующее является результатом испытания, проведенного с использованием процессов GTAW (Tig) и плазменной сварки на определенной полосе испытательного материала, чтобы установить сравнение энергозатрат при электролитических процессах.Результаты испытаний следует использовать только в качестве общего сравнения рекомендаций, поскольку инженеры-сварщики могут изменить любой из параметров, указанных ниже, для достижения другого результата. Параметры испытаний: Ручная сварка, без зажимного устройства, сталь Cr / Ni, толщина 0,102 дюйма. Все значения определены с помощью измерительных приборов. |
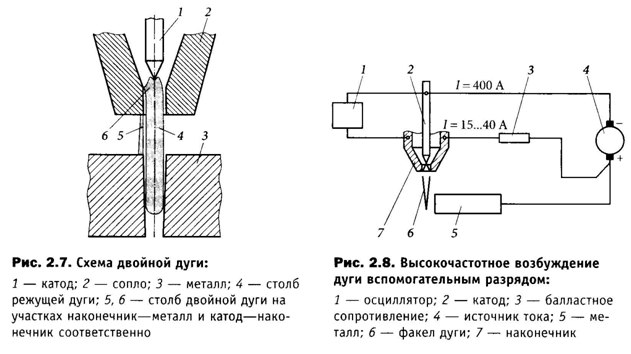 Гейджа в лаборатории Linde / Union Carbide в Буффало, штат Нью-Йорк. До того, как устройства были выпущены на рынок в 1964 году, было получено около 10 лет разработок и несколько последующих патентов.
Гейджа в лаборатории Linde / Union Carbide в Буффало, штат Нью-Йорк. До того, как устройства были выпущены на рынок в 1964 году, было получено около 10 лет разработок и несколько последующих патентов.
 В 99% приложений AVC не требуется, иногда даже с подачей проволоки.
В 99% приложений AVC не требуется, иногда даже с подачей проволоки.
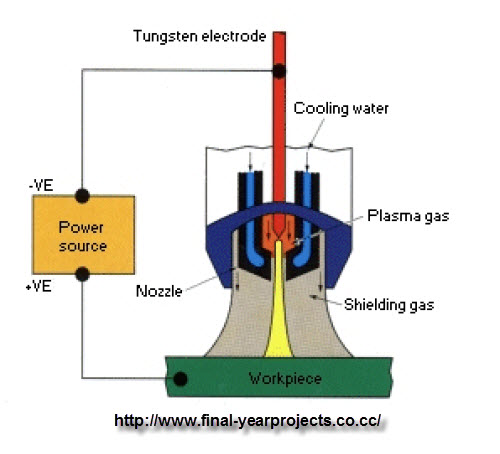


 Способность современных микродуговых источников питания плавно запускать дугу с низким током и производить ремонт предоставила пользователям уникальную альтернативу традиционному ремонту и термообработке. Процессы сварки Micro-Tig и микроплазменной сварки используются для ремонта инструментов, штампов и пресс-форм. Для внешних кромок процесс плазменной резки обеспечивает большую стабильность дуги и требует меньших навыков для контроля сварочной ванны. Чтобы добраться до внутренних углов и щелей, процесс TIG позволяет удлинить вольфрамовый сварочный электрод для улучшения доступа.
Способность современных микродуговых источников питания плавно запускать дугу с низким током и производить ремонт предоставила пользователям уникальную альтернативу традиционному ремонту и термообработке. Процессы сварки Micro-Tig и микроплазменной сварки используются для ремонта инструментов, штампов и пресс-форм. Для внешних кромок процесс плазменной резки обеспечивает большую стабильность дуги и требует меньших навыков для контроля сварочной ванны. Чтобы добраться до внутренних углов и щелей, процесс TIG позволяет удлинить вольфрамовый сварочный электрод для улучшения доступа.
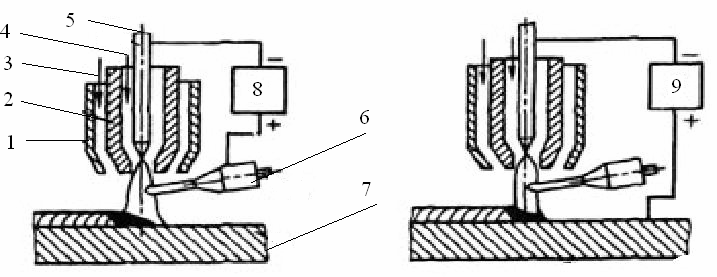
Плазменно-дуговая сварка | Научный.
 Нетто Влияние Ti на микроструктуру и характеристики плакирующего слоя из сплава Fe-Cr
Нетто Влияние Ti на микроструктуру и характеристики плакирующего слоя из сплава Fe-CrАвторы: Цзянь Ян Лю, Цин Тао, Вэй Лай, Вэй Вэй Тан, Цзянь Ван, Вэй Лю
Аннотация: Рассматривая многопористые и окаймленные покрытия из сплава серии Fe-Cr, нанесенные на сталь Q235 плазменно-дуговой сваркой, массовая доля Ti 0%, 2%, 4%, 6%, 8% смешана с сплавом Fe-Cr. пудра.Микроструктура и характеристики сплавов серии Fe-Cr с диапазоном содержания Ti были исследованы с помощью оптической микрофотографии (OM), рентгеновской дифракции (XRD), сканирующей электронной микрофотографии (SEM), цифрового измерителя микротвердости и M-2000 dry. тестер на истирание. Основная фаза слоев Fe-Cr — это дендрит с реечным карбидом, смешанным между краем дендрита и зернами, измельченными с добавлением Ti.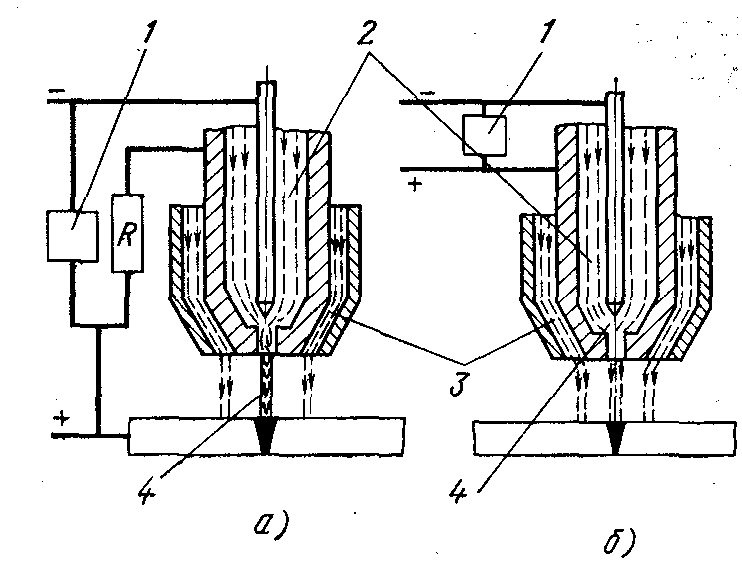 Результат XRD показывает, что основными фазами являются раствор (Fe-Cr), Cr 23 C 6 и TiC, в то время как результат цифрового испытания микротвердости показывает, что микротвердость увеличивается с массовой долей Ti до 4% и уменьшается при последующем добавлении Ti.Наивысшая средняя твердость слоя составляет 750HV с содержанием 4% Ti, в то время как покрытие с 2% Ti имеет лучшую износостойкость с наименьшим объемом износа для соответствия матрицы вязкости и твердой фазы. Следовательно, покрытие с содержанием Ti от 2% до 4% показывает лучшие свойства.
Результат XRD показывает, что основными фазами являются раствор (Fe-Cr), Cr 23 C 6 и TiC, в то время как результат цифрового испытания микротвердости показывает, что микротвердость увеличивается с массовой долей Ti до 4% и уменьшается при последующем добавлении Ti.Наивысшая средняя твердость слоя составляет 750HV с содержанием 4% Ti, в то время как покрытие с 2% Ti имеет лучшую износостойкость с наименьшим объемом износа для соответствия матрицы вязкости и твердой фазы. Следовательно, покрытие с содержанием Ti от 2% до 4% показывает лучшие свойства.
709
Сравнительное исследование и анализ сварки трением с перемешиванием и плазменно-дуговой сваркойАвторы: К.Эланчежян, Б. Виджая Рамнатх, Калияперумал Пажанивел, А. Ведхапури, Б. Мано, А. Маноджкумар, М. Сталин, В. Вишну
Аннотация: Основная цель данной работы — сравнить сварку трением с перемешиванием с процессами плазменно-дуговой сварки с использованием разнородных материалов. В качестве материалов использовались AA 8011 и AA 6061. Сравниваемыми факторами в этом процессе являются качество сварки, различная подача и скорость вращения. Было изучено влияние сварочных процессов на ударные испытания и микротвердость.Морфологический анализ проводили с использованием SEM-анализа. Метод Тагучи, метод DOE и дисперсионный анализ используются для определения параметров, которые имеют наибольшее влияние на прочность сварного шва. Результаты показывают, что соединения FSW демонстрируют превосходные характеристики на растяжение и усталость, испытания на удар и микротвердость по сравнению с плазменной сваркой. В основном это связано с наличием механических свойств, превосходящих плазменную сварку. Ключевые слова: сварка трением с перемешиванием, SEM, AA 8011, AA 6061, плазменно-дуговая сварка, ANOVA и DOE.
В качестве материалов использовались AA 8011 и AA 6061. Сравниваемыми факторами в этом процессе являются качество сварки, различная подача и скорость вращения. Было изучено влияние сварочных процессов на ударные испытания и микротвердость.Морфологический анализ проводили с использованием SEM-анализа. Метод Тагучи, метод DOE и дисперсионный анализ используются для определения параметров, которые имеют наибольшее влияние на прочность сварного шва. Результаты показывают, что соединения FSW демонстрируют превосходные характеристики на растяжение и усталость, испытания на удар и микротвердость по сравнению с плазменной сваркой. В основном это связано с наличием механических свойств, превосходящих плазменную сварку. Ключевые слова: сварка трением с перемешиванием, SEM, AA 8011, AA 6061, плазменно-дуговая сварка, ANOVA и DOE.
695
Микроструктура и механические свойства стыка для плазменно-дуговой сварки сверхвысокопрочной стали AerMet100, наплавленной лазером Авторы: X. З. Ран, Х. Ченг, Д. Лю, S.Q. Чжан, Х. Тан, Х. Ван
З. Ран, Х. Ченг, Д. Лю, S.Q. Чжан, Х. Тан, Х. Ван
Реферат: Ремонт термически обработанных образцов из сверхвысокопрочной стали (UHSS) AerMet100, наплавленных лазерным плавлением, с механической обработкой канавок проводился методом дешевой плазменно-дуговой сварки (PAW). Микроструктура и механические свойства сварного соединения были исследованы с помощью оптической микроскопии (OM), сканирующей электронной микроскопии (SEM), дифракции рентгеновских лучей (XRD), испытания на микротвердость и испытания на механическое растяжение.Результаты экспериментов показали, что зона сварки с низкими значениями твердости в основном состояла из столбчатых зерен шириной около 200 мкм, которые эпитаксиально растут из зерен подложки и в которых характер ячеистой морфологии проявляется внизу по сравнению с дендритом с боковым ветвлением, появляющимся вверху. . Три зоны, т.е. зона достаточной закалки, зона недостаточной закалки и зона высокотемпературного отпуска, были разделены по температуре воздействия нагрева и характеристике микроструктуры в зоне термического влияния (ЗТВ), и была область с самым низким значением твердости, распределенная в зоне высокотемпературного отпуска. зона.По сравнению с неповрежденной термообработанной ковкой, механические свойства при растяжении отремонтированного образца, осажденного методом лазерной плавки, несколько снизились, но все еще оставались хорошими, при этом предел текучести σ b , предел текучести σ s , удлинение δ 5 , а уменьшение площади Ψ составило 1627 МПа, 1285 МПа, 10,5% и 45% соответственно. Кроме того, испытание изотермического термического моделирования показало, что положение трещины при растяжении, расположенное в зоне высокотемпературного отпуска с наименьшим значением твердости, может быть связано с ростом карбида сплава и увеличением реверсированного аустенита при температуре старения.
зона.По сравнению с неповрежденной термообработанной ковкой, механические свойства при растяжении отремонтированного образца, осажденного методом лазерной плавки, несколько снизились, но все еще оставались хорошими, при этом предел текучести σ b , предел текучести σ s , удлинение δ 5 , а уменьшение площади Ψ составило 1627 МПа, 1285 МПа, 10,5% и 45% соответственно. Кроме того, испытание изотермического термического моделирования показало, что положение трещины при растяжении, расположенное в зоне высокотемпературного отпуска с наименьшим значением твердости, может быть связано с ростом карбида сплава и увеличением реверсированного аустенита при температуре старения.
424
Обнаружение сварочной ванны и замочной скважины на основе визуальных датчиков при плазменно-дуговой сваркеАвторы: Вэнь Цзянь Рен, Синь Фэн Лю, Цзинь Цян Гао
Аннотация: Разработана система наблюдения с тремя обычными промышленными ПЗС-камерами для получения изображений сварочной ванны и замочной скважины. Проводятся эксперименты для оценки взаимосвязи между параметрами сварки (сварочный ток и скорость сварки) и размером сварочной ванны и замочной скважины. Результаты наблюдений закладывают основу для понимания сварочной ванны и поведения замочной скважины в процессе плазменно-дуговой сварки, а также для разработки будущей системы управления.
Проводятся эксперименты для оценки взаимосвязи между параметрами сварки (сварочный ток и скорость сварки) и размером сварочной ванны и замочной скважины. Результаты наблюдений закладывают основу для понимания сварочной ванны и поведения замочной скважины в процессе плазменно-дуговой сварки, а также для разработки будущей системы управления.
309
Влияние режима сварочного тока на характеристики качества сварки листов AISI 304L, сваренных импульсным током плазменной дугойАвторы: Кондапалли Шива Прасад, Чаламаласетти Шриниваса Рао, Дамера Нагешвара Рао
Аннотация: Аустенитные нержавеющие стали получили широкое признание при производстве компонентов, требующих высокой термостойкости и коррозионной стойкости, таких как металлические сильфоны, используемые в компенсаторах в самолетах, авиакосмической и нефтяной промышленности. В случае однопроходной сварки более тонких секций этого сплава, микроплазменная дуговая сварка импульсным током оказалась полезной благодаря ее преимуществам по сравнению с традиционным процессом непрерывного тока. Статья посвящена изучению влияния постоянного и импульсного тока при сварке листов AISI 304 L с использованием процесса микроплазменной дуговой сварки (MPAW). Сварка проводилась на листах AISI 304 L толщиной 0,25 мм в режиме постоянного и импульсного тока отдельно, при сохранении всех остальных параметров сварки постоянными.Исследуются характеристики качества сварки, такие как микроструктура, твердость и свойства при растяжении, и обнаруживается, что использование импульсного тока приводит к лучшим характеристикам качества сварки по сравнению с режимом непрерывного тока.
В случае однопроходной сварки более тонких секций этого сплава, микроплазменная дуговая сварка импульсным током оказалась полезной благодаря ее преимуществам по сравнению с традиционным процессом непрерывного тока. Статья посвящена изучению влияния постоянного и импульсного тока при сварке листов AISI 304 L с использованием процесса микроплазменной дуговой сварки (MPAW). Сварка проводилась на листах AISI 304 L толщиной 0,25 мм в режиме постоянного и импульсного тока отдельно, при сохранении всех остальных параметров сварки постоянными.Исследуются характеристики качества сварки, такие как микроструктура, твердость и свойства при растяжении, и обнаруживается, что использование импульсного тока приводит к лучшим характеристикам качества сварки по сравнению с режимом непрерывного тока.
1209
Микроструктура и свойства плазменно-дуговой сварки с замочной скважиной SAF 2205 Дуплексная нержавеющая стальАвторы: Бета Шимекова, Ингрид Коваржикова, Коломан Ульрих
Реферат: Исследованы микроструктура и свойства дуплексной нержавеющей стали SAF 2205 при плазменно-дуговой сварке (PAW) с глубинным проплавлением. Высококачественные сварные швы с полным проплавлением были успешно выполнены на дуплексной нержавеющей стали плазменно-дуговой сваркой (PAW) с глубинным проплавлением. Основной материал имел микроструктуру, состоящую из ферритной матрицы с островками аустенита. Содержание феррита по всему сварному шву составляло от 60 до 70%. Количество зерен ферритной и аустенитной фаз привело к увеличению твердости и прочности в зоне перемешивания. В оценочном эксперименте использовалось металлографическое наблюдение целостности и структуры восстановленного продукта, измерение доли аустенит-феррита в переработанном состоянии, измерения твердости.
Высококачественные сварные швы с полным проплавлением были успешно выполнены на дуплексной нержавеющей стали плазменно-дуговой сваркой (PAW) с глубинным проплавлением. Основной материал имел микроструктуру, состоящую из ферритной матрицы с островками аустенита. Содержание феррита по всему сварному шву составляло от 60 до 70%. Количество зерен ферритной и аустенитной фаз привело к увеличению твердости и прочности в зоне перемешивания. В оценочном эксперименте использовалось металлографическое наблюдение целостности и структуры восстановленного продукта, измерение доли аустенит-феррита в переработанном состоянии, измерения твердости.
578
Исследование метода заполнения достоверных параметров плазменно-дуговой сварки на основе быстрого прототипированияАвторы: Вурикаикси Айити, Лю Сян, Лян Чжун Чжан, Руо Мэн Чен
Аннотация: Исследован метод заполнения поперечного сечения плазменно-дуговой сварки на основе быстрого прототипирования. Для улучшения качества строительства предложен верный метод заполнения параметров. Оптимизирующая модель была создана в соответствии с методом заполнения настоящих параметров, а параметры заполнения, такие как ширина нанесенных дорожек и интервал сканирования, были оптимизированы. Параметры процесса были выбраны из базы данных в соответствии с оптимизированными данными. Результаты экспериментов показали, что точность построения наплавленного слоя при использовании оптимизированных параметров была явно выше, чем при использовании параметров без оптимизации.
Для улучшения качества строительства предложен верный метод заполнения параметров. Оптимизирующая модель была создана в соответствии с методом заполнения настоящих параметров, а параметры заполнения, такие как ширина нанесенных дорожек и интервал сканирования, были оптимизированы. Параметры процесса были выбраны из базы данных в соответствии с оптимизированными данными. Результаты экспериментов показали, что точность построения наплавленного слоя при использовании оптимизированных параметров была явно выше, чем при использовании параметров без оптимизации.
110
Плазменно-дуговая сварка нержавеющих сталей AISI 304 и AISI 201 с использованием метода смешивания азота с защитным газомАвторы: Сомрерк Чандра-Амбхорн, Вичан Чауифан, Нич Чануч Сукваттана, Нарин Пудхунтход, Сакарат Комкхам
Аннотация: Плазменная сварка была применена для соединения листов нержавеющей стали AISI 304 и AISI 201. Азот был смешан с защитным газом аргоном, чтобы помочь контролировать микроструктуру и улучшить коррозионные свойства сварного шва. Было обнаружено, что увеличение содержания азота в защитном газе с 0 до 12% об. / Об. Снижает количество дельта-феррита в аустенитной матрице сварного шва с 20 до 16% об. / Об. Это указывает на роль азота как стабилизатора аустенита. По результатам поляризационного теста в 3,5% -ном растворе NaCl при 25 ° C, увеличение содержания азота в защитном газе благородно изменило потенциал точечной коррозии с 401 до 472 мВ по сравнению с Ag / AgCl.Это соответствовало увеличению содержания азота в шве с 0,11 до 0,19 мас.%.
Азот был смешан с защитным газом аргоном, чтобы помочь контролировать микроструктуру и улучшить коррозионные свойства сварного шва. Было обнаружено, что увеличение содержания азота в защитном газе с 0 до 12% об. / Об. Снижает количество дельта-феррита в аустенитной матрице сварного шва с 20 до 16% об. / Об. Это указывает на роль азота как стабилизатора аустенита. По результатам поляризационного теста в 3,5% -ном растворе NaCl при 25 ° C, увеличение содержания азота в защитном газе благородно изменило потенциал точечной коррозии с 401 до 472 мВ по сравнению с Ag / AgCl.Это соответствовало увеличению содержания азота в шве с 0,11 до 0,19 мас.%.
1464
Конечноэлементный анализ тепловыделения плазмой в температурном поле сварки нержавеющей сталиАвторы: А. Моаррефзаде, М.Р. Исванд Зибаи
Аннотация: В данной статье исследуется плазменная дуговая сварка и получено температурное поле нержавеющей стали.Доступные модели источников тепла, будь то плоские, такие как гауссовские, или телесные, например, двухэллипсоидальные и вращательные гауссовские моды, не могут точно описать процесс плазменной сварки в замочную скважину. Основываясь на особенностях конфигурации сварных швов PAW в замочную скважину, предлагается модель комбинированного источника тепла для численного анализа температурных полей в процессе PAW в замочную скважину. Выполнено численное моделирование процесса сварки методом SIMPELC и программой ANSYS для получения температурного поля нержавеющей стали, влияния изменения параметров на температурное поле и оптимизации процесса для различных случаев плазмы и защитных газов (аргон, гелий).
6728
Исследование метода измерения температуры оси плазмы сварочной дуги в фиксированной точкеАвторы: Чжи Ли Ю, Фэн Гуй Лу, Ан Хуа Лю
Аннотация: На этой странице была создана система визуализации дуги с линзой с двойной агглютинацией, экраном, затемненными стеклами, диафрагмой и точной мобильной платформой.Система формирования изображения была выровнена с помощью лазера, так что на приемном экране можно было показать четкое и увеличенное изображение на основе этой системы, что полезно для конкретного положения измерения температуры. Спектроскопическая диагностика плазмы сварочной дуги проводилась с помощью этой системы и спектрометра HR4000CG-UV-NIR. Спектральные линии аргона I были выбраны для расчета на основе полученного спектра сварочной дуги, а для расчета температуры дуги использовался модифицированный метод двух линий. Температура дуги, измеренная этим методом в этой статье, аналогична результатам, приведенным в литературе.Результаты эксперимента показывают, что система, созданная для измерения температуры оси плазмы дуги в фиксированной точке, возможна.
954
Подводная плазменная дуговая сварка MIG: техника защиты и снижение давления с помощью центробежного насоса | Международная конференция по океанологии и полярной инженерии
РЕЗЮМЕ:
По сравнению с гипербарической подводной сваркой в водолазных камерах, методы мокрой сварки обещают большую гибкость и более низкие затраты.Одним из способов создания локальной зоны сухой сварки с пониженным давлением является использование центробежного насоса. В статье представлены результаты экспериментальных исследований в сочетании с системой плазменно-дуговой сварки MIG. Особое значение придается локальному снижению давления ввиду того факта, что низкое давление, то есть большая разница давлений между окружающей водой и зоной сварки в сухом состоянии, является хорошим условием для сварки, но его трудно получить с другими системами защиты, кроме камер давления. .Плазменная сварка MIG проводилась под водой, что дало хороший результат по качеству сварки. Значения твердости соединения и внешнего вида сварной структуры практически сопоставимы с атмосферными сварными швами.
ВВЕДЕНИЕ
Подводная сварка встречается в основном при обслуживании подводных конструкций, таких как трубопроводы и опоры платформ, в морской отрасли. В настоящее время это выполняется водолазами с использованием процессов ручной дуговой сварки либо в прямом контакте с водой, либо в сухой зоне внутри водолазной камеры в гипербарических условиях (Ibara, et al.1990; Санчес-Осио и др. 1993; Szelagowski, et al. 1993). Дуговая сварка в среде защитного газа позволяет использовать потоки большей энергии и, таким образом, увеличивает скорость сварки. Учитывая свойства процесса, это идеальный метод для автоматизации (Дос Сантос и др., 1990, 1992; Хансен и др., 1991; Ричардсон и Никсон, 1985, 1989). Присутствие воды и статическое давление, возрастающее с увеличением глубины воды, вызывают несколько проблем, связанных с методами сварки, которые изначально были разработаны для применения в атмосфере (Matsunawa and Nishiguchi, 1979).Из-за высокой температуры внутри плазменной дуги вода диссоциирует с выделением водорода.
Исследования параметрических эффектов плазменно-дуговой сварки дуплексной нержавеющей стали 2205
В данном исследовании предпринята попытка создать оптимизированное параметрическое окно с помощью алгоритма Тагучи для плазменно-дуговой сварки дуплексной нержавеющей стали 2205 толщиной 2 мм. Параметры, рассматриваемые для экспериментов и оптимизации, — это сварочный ток, скорость сварки и длина вспомогательной дуги соответственно.Эксперимент включает изменение параметров и последующую регистрацию глубины проникновения и ширины валика. Сварочный ток 60–70 А, скорость сварки 250–300 мм / мин и длина вспомогательной дуги 1–2 мм — это диапазон, в котором варьируются параметры. Для экспериментальных испытаний используется план экспериментов. Нейронная сеть обратного распространения, генетический алгоритм и методы Тагучи используются для прогнозирования ширины валика, глубины проникновения и подтверждаются экспериментально полученными результатами, которые хорошо согласуются.Дополнительно выполняются микроструктурные характеристики для проверки качества сварного шва. Экстраполяция этих оптимизированных параметрических значений дает повышенную прочность сварного шва с сокращением затрат и времени.
Введение
Область сварного шва включает затвердевание феррита, создающее эпитаксиальный рост от основного металла до границы плавления, а температурный градиент определяет ориентацию роста дендритов [3, 4]. Более того, образование аустенита и равновесного аустенита недостаточно из-за высокой скорости охлаждения, происходящей через две фазы в области сварного шва.Скорость образования аустенита обратно пропорциональна скорости охлаждения. Как правило, металлы сварных швов дуплексных нержавеющих сталей имеют содержание феррита в диапазоне примерно 30–70% в зависимости от состава и скорости охлаждения. Следовательно, в сварочных материалах аустенитный состав выше, чем у основного материала, что приводит к улучшенным механическим и коррозионным свойствам. Кроме того, происходит фазовый баланс, включающий контролируемое диффузией преобразование δ → δ + γ, вызывающее разделение элементов между двумя фазами.По мере увеличения скорости охлаждения замещающие элементы (Cr, Ni, Mo и т. Д.) Почти равны в обеих фазах [5], тогда как элементы внедрения (N), контролирующие реакцию, сильно концентрируются в аустените. Следовательно, разделение элементов в состоянии после сварки всегда сильно отличается от разделения в разрешенных условиях [6]. Юртисик и др. (2013) предложили новую гибридную технику для дуплексных сталей, которая в совокупности использовала характеристики глубокого проплавления плазменной дуговой сварки в режиме «замочной скважины» и возможность наплавки металла при газовой дуговой сварке.Они достигли желаемого времени охлаждения и хорошего химического состава металла сварного шва, что помогает реконструировать превращение аустенита в ферритную фазу [7]. Pramanik et al. (2015) проанализировали механизм сварки, фазовые переходы и определяющие параметры процесса для методов сварки дуплексных сталей для различных процессов сварки плавлением. Они подчеркнули, что DSS плавится во время сварки для всех процессов с различным термическим циклом и максимальным тепловложением. Дифференциальная составляющая приводит к существенному изменению структурных и функциональных свойств сварного шва [8].Шейн Фатима и др. (2015) оптимизировали параметры процесса плазменно-дуговой сварки SS 304 L и низкоуглеродистой стали и обнаружили несколько противоречивых характеристик, что привело к прогнозированию с меньшей точностью [9]. Щедин и др. (2011) установили, что дуплексные марки демонстрируют более низкое сохранение прочности по сравнению с аустенитными марками при более высоких температурах [10]. При воздействии экстремальных или угрожающих температур, идентичных пожарным взрывам, их абсолютная прочность соответствовала аустенитным классам.
Литературные отчеты в большинстве случаев ускользали от исследовательских выставок, посвященных влиянию параметрических процессов на глубину проплавления и ширину валика при плазменно-дуговой сварке 2205 DSS, выраженное с помощью хорошо разработанного инструмента анализа. Соответствующие пропорции фазовых изменений, выраженные на микроскопических изображениях, не выражены должным образом. Таким образом, с помощью этого исследования делается попытка обратиться к объему исследования, указанному в литературных отчетах, и преодолеть его. В настоящем исследовании экспериментальные исследования проводятся на 2205 DSS толщиной 2 мм путем последовательного изменения сварочного тока, скорости и длины вспомогательной дуги в зависимости от плана экспериментов в каждом испытании.Глубина проплавления, ширина валика и основной металлографический анализ выполняются с помощью имеющейся контрольно-измерительной аппаратуры. Инструмент ANOVA используется для прогнозирования взаимозависимых параметрических отношений и соотношений и, наконец, использует алгоритмы BPNN и GA для оптимизации и создания параметрического окна. Кроме того, оптимизированные параметры процесса используются для экспериментов и установления достоверности.
Материалы и методы
Исследования проводятся на установке плазменной сварки после предварительных экспериментов, чтобы понять влияющие параметры, связанные с процессом.Экспериментальная процедура включает серию испытаний сварки валиком на пластину для разработки и оценки базы знаний по плазменно-дуплексной сварке тонких листов дуплексной нержавеющей стали.
Материал для экспериментов
Материалом, рассматриваемым в данном исследовании, является плита из дуплексной нержавеющей стали 2205 толщиной 2 мм и размерами 150 × 100 мм. Этот материал выбирается, поскольку он больше подходит для структурных применений на атомных станциях и в энергетике из-за его высокой устойчивости к коррозии и ползучести.Кроме того, свариваемость этого материала была исследована и опубликована в небольших масштабах для усовершенствованных процессов плазменно-дуговой сварки. Этот размер материала является предпочтительным, чтобы соответствовать держателям экспериментальной установки, развернутой для этого исследования. Перед испытаниями на шарик пластины очищают щеткой из свежей нержавеющей стали с последующей промывкой ацетоном для удаления загрязнений, грязи и липких / маслянистых частиц, попавших на пластины. Образцы типа «валик на пластине» (2 мм) вырезаны из проволоки с помощью электроэрозионной обработки.Химический состав DSS показан в Таблице 1.
Таблица 1:Химический состав Duplex SS 2205 (в мас.%).