Способы соединения жил проводов и кабелей во внутренней проводке. | Электромозг
Внимание! При отсутствии специального образования и должного опыта работа с электричеством может быть особо опасна!
Тема соединения проводов довольно чувствительна, у каждого своё мнение, поэтому я ожидаю много несогласных с моей точкой зрения. Но у каждого свой опыт. Итак…
Что там по теме в ПУЭ
Сначала познакомимся с тем, что нам про соединения говорит ПУЭ:
2.1.21. Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т. п.) в соответствии с действующими инструкциями, утвержденными в установленном порядке.
Сразу с места в карьер! Мы видим, что ПУЭ разрешает 4 вида соединения: опрессовка, сварка, пайка и сжим. Рассмотрим их чуть подробнее.
1. Опрессовка. Выполняется специальным инструментом. При опрессовке жилы проводников не скручиваются между собой.
2. Сварка. При сварке жилы предварительно скручиваются между собой, после чего происходит сварка их концов.
3. Пайка. При пайке жилы предварительно скручиваются между собой, после чего происходит пропайка всей скрутки. После пайки следы флюса тщательно удаляются, поскольку они могут стать катализатором её разрушения.
4. Сжимы. Бывают винтовые, болтовые, а также различного рода пружинные (СИЗ, WAGO и пр.).
2.1.22. В местах соединения, ответвления и присоединения жил проводов или кабелей должен быть предусмотрен запас провода (кабеля), обеспечивающий возможность повторного соединения, ответвления или присоединения.
То есть, внатяг не соединяем, запас провода должен быть.
2.1.23. Места соединения и ответвления проводов и кабелей должны быть доступны для осмотра и ремонта.
 1.23. Места соединения и ответвления проводов и кабелей должны быть доступны для осмотра и ремонта.
1.23. Места соединения и ответвления проводов и кабелей должны быть доступны для осмотра и ремонта.Согласно этому пункту все соединения должны делаться так, чтобы к ним можно было добраться впоследствии, не разбирая пол-дома.
2.1.24. В местах соединения и ответвления провода и кабели не должны испытывать механических усилий тяжения.
Смысл этого требования в том, чтобы соединение не при каких обстоятельствах не встало под механическую нагрузку.
2.1.25. Места соединения и ответвления жил проводов и кабелей, а также соединительные и ответвительные сжимы и т. п. должны иметь изоляцию, равноценную изоляции жил целых мест этих проводов и кабелей.
Смысл требования понятен, но вот как его реализовать? Если я соединяю провод ВВГнг-LS, то и изолента должна быть LS? И корпус сжима должен быть LS? А как это узнать, если на лентах и сжимах это не указывается? Кроме того, слово «равноценность» — это одинаковость стоимости, и следовало бы написать «равнозначность». И где критерий этой равноценности? Я не нашёл.
И где критерий этой равноценности? Я не нашёл.
2.1.26. Соединение и ответвление проводов и кабелей, за исключением проводов, проложенных на изолирующих опорах, должны выполняться в соединительных и ответвительных коробках, в изоляционных корпусах соединительных и ответвительных сжимов, в специальных нишах строительных конструкций, внутри корпусов электроустановочных изделий, аппаратов и машин. При прокладке на изолирующих опорах соединение или ответвление проводов следует выполнять непосредственно у изолятора, клицы или на них, а также на ролике.
Общий смысл таков, что все соединения должны быть максимально защищены.
2.1.27. Конструкция соединительных и ответвительных коробок и сжимов должна соответствовать способам прокладки и условиям окружающей среды.
То есть если соединяем на улице — коробка должна быть уличная. Если прокладываем в коробах, то и коробки должны быть для коробов. Если прокладываем в гофре, то и коробки для гофры. А не так, как иногда лепят, о чём я уже писал.
Если прокладываем в гофре, то и коробки для гофры. А не так, как иногда лепят, о чём я уже писал.
2.1.28. Соединительные и ответвительные коробки и изоляционные корпуса соединительных и ответвительных сжимов должны быть, как правило, изготовлены из несгораемых или трудносгораемых материалов.
Это правило скорее для производителей, мы покупаем уже сертифицированные изделия.
Более подробно про соединения можно прочитать в ГОСТ 10434-82 «Соединения контактные электрические. Классификация. Общие технические требования»
Предпочтительность разных способов соединений
Теперь, когда мы в первом приближении ознакомились с нормативной базой, рассмотрим способы соединения проводов во внутренней проводке частного дома в порядке уменьшения предпочтительности (по моей оценке). Перечислю в том числе и неразрешённые нормативами «народные» методы.
1. Сварка. Думаю, что это наиболее надёжный способ соединения проводов во внутренней проводке. Разрешён ПУЭ. На мой взгляд, он пожароопасен в момент самой сварки, и требует специального оборудования и навыков. Опять же, глаза надо беречь.
Думаю, что это наиболее надёжный способ соединения проводов во внутренней проводке. Разрешён ПУЭ. На мой взгляд, он пожароопасен в момент самой сварки, и требует специального оборудования и навыков. Опять же, глаза надо беречь.
Фото из Интернета
2. Опрессовка. Качественная правильная опрессовка, на мой взгляд, не уступает сварке. Не требует сложного инструмента и особых навыков. Для себя я бы выбрал именно этот метод соединения. Простота + надёжность.
Фото из ИнтернетаФото из Интернета
3. Пайка. Довольно неудобный метод. Кроме того, при разогреве жил во время перегрузок припой может менять свои характеристики. Метод можно порекомендовать разве что для низкоточных цепей, например, для необслуживаемых соединений контрольных кабелей.
Фото из ИнтернетаФото из Интернета
4. Сжимы пружинные WAGO и аналогичные. Несмотря на то, что требуют тщательности для их правильного монтажа, довольно удобны. Обязательно требуют прямых и очищенных от окисла концов проводов, соблюдения паспортных нагрузок и соответствующих сечений проводов, а также важно убедиться, что продукт не поддельный. Все эти перечисленные особенности снижают доверие к этим сжимам у многих практикующих электриков.
Обязательно требуют прямых и очищенных от окисла концов проводов, соблюдения паспортных нагрузок и соответствующих сечений проводов, а также важно убедиться, что продукт не поддельный. Все эти перечисленные особенности снижают доверие к этим сжимам у многих практикующих электриков.
5. Скрутка. Не разрешена нормативами сама по себе, только как подготовительный этап перед сваркой или пайкой. Но часто используется практикующими электриками. Скрутка не разрешена по причине сильной зависимости её качества от конкретного электрика, материала жил (опасна на хрупком и текучем алюминии), а также невозможности проконтролировать её состояние под изолентой. Между тем, правильно выполненные длинные и плотные медные скрутки стоят десятилетиями без принципиальной потери своих свойств.
6. СИЗ. С одной стороны, скрутка постоянно сжата накрученной на неё пружиной, а с другой стороны, скрутка получается довольно короткая. Кроме того, качество самих сжимов сильно гуляет, и надо ещё постараться найти надёжные. При качественных сжимах оцениваю надёжность наравне с хорошей длинной плотной скруткой.
Кроме того, качество самих сжимов сильно гуляет, и надо ещё постараться найти надёжные. При качественных сжимах оцениваю надёжность наравне с хорошей длинной плотной скруткой.
Фото из Интернета
7. Сжимы болтовые/винтовые. Как ни странно, ставлю их на последнее место. Но это моё скромное мнение. Главный минус винтовых соединений — необходимость периодической протяжки (обычно, раз в полгода). Иначе они слабнут и на больших токах могут отгореть. Часто встречал расплавленную изоляцию на проводах, соединённых винтовыми сжимами. Подходят разве что только для подключения люстр.
Что касается болтовых сжимов, то они занимают слишком много места в коробке и тоже являются обслуживаемыми. Кроме того, их редко применяют внутри квартир и частных домов.
Существуют ещё всякие народные гибридные способы. Например, скрутку дополнительно сжимают винтовыми сжимами или СИЗ накручивают на кончик длинной скрутки, после чего её изолируют.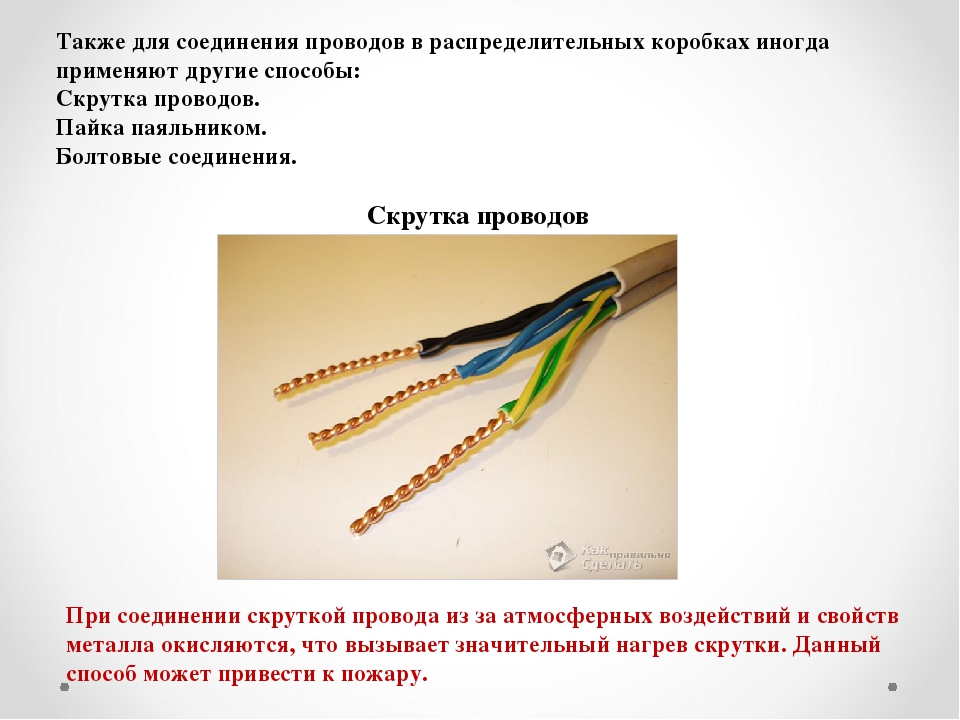 В этих случаях, не столько возрастает надёжность соединения, сколько оно формально приводится в соответствие с ПУЭ. На мой взгляд, такая двойная работа не оправдана, поскольку с меньшим трудом можно произвести обычную опрессовку.
В этих случаях, не столько возрастает надёжность соединения, сколько оно формально приводится в соответствие с ПУЭ. На мой взгляд, такая двойная работа не оправдана, поскольку с меньшим трудом можно произвести обычную опрессовку.
Заключение
Соединение проводов — это обширная тема для специалистов. В этой статье я дал лишь основное, поверхностное представление о возможных вариантах соединений проводов.
Ставьте лайки, если статья понравилось. Пишите комментарии, и не только с критикой. Мне нужна также и ваша поддержка.
Делитесь также этой статьёй в социальных сетях (соответствующие кнопочки рядом со статьёй в наличии) и, конечно, подписывайтесь на мой канал! Жду ваших отзывов! Пока!
Соединение проводов
Соединение, ответвление и оконцевание проводов должны проводиться с помощью опрессовки наконечниками, сварки, пайки или зажимов (болтовых или винтовых соединений)! При этом в местах соединений необходимо предусмотреть запас длины проводников для возможности повторного соединения. Эти места должны быть доступны для осмотра и ремонта. Все соединения и ответвления проводов должны выполняться в соединительных коробках. Проводники в местах не должны испытывать механических напряжений.
Эти места должны быть доступны для осмотра и ремонта. Все соединения и ответвления проводов должны выполняться в соединительных коробках. Проводники в местах не должны испытывать механических напряжений.
В случае использования коробов в них допускается многослойная прокладка проводов и кабелей. При этом суммарная площадь сечений проводов и кабелей, включая изоляцию не должна превышать 40% площади поперечного просвета короба.
Соединение жил между собой и присоединение их к электроустановочным устройствам должны обладать необходимой механической прочностью, малым электрическим сопротивлением и сохранять эти свойства на все время эксплуатации.
Физические и химические свойства алюминия осложняют выполнение надежного соединения. Алюминий обладает повышенной текучестью и высокой окисляемостью по сравнению с медью. При этом образуется токонепроводящая пленка окиси, которая создает на контактных поверхностях большое переходное сопротивление. Эту пленку перед выполнением соединения необходимо тщательно удалить с контактных поверхностей и принять меры против повторного ее возникновения. Все это создает определенные трудности при соединении алюминиевых проводов.
Все это создает определенные трудности при соединении алюминиевых проводов.
У медных проводников также образуется окисная пленка, но в отличие от алюминия она легко удаляется и незначительно влияет на качество электрического соединения.
Большая разница коэффициентов теплового линейного расширения алюминия по сравнению с другими металлами также приводит к нарушению контакта. Учитывая это свойство алюминиевые провода нельзя спрессовывать в медные наконечники.
При длительной эксплуатации под давлением алюминий приобретает свойство текучести, нарушая тем самым электрический контакт. Поэтому механические контактные соединения проводов из алюминия нельзя пережимать, а в процессе эксплуатации требуется периодически подтягивать резьбовое соединение контакта. Контакты алюминиевых жил с другими металлами на открытом воздухе подвержены атмосферным воздействиям.
Под влиянием влаги на контактных поверхностях образуется водяная пленка со свойствами электролита, в результате электролиза на металле образуются раковины. Интенсивность образования раковин увеличивается при прохождении через место контакта электрического тока. Особенно неблагоприятны в этом отношении соединения алюминия с медью и сплавами на основе меди. Поэтому такие контакты необходимо защищать от попадания влаги или покрывать третьим металлом — оловом или припоем.
Интенсивность образования раковин увеличивается при прохождении через место контакта электрического тока. Особенно неблагоприятны в этом отношении соединения алюминия с медью и сплавами на основе меди. Поэтому такие контакты необходимо защищать от попадания влаги или покрывать третьим металлом — оловом или припоем.
Соединение и оконцевание алюминиевых проводов
Алюминиевые жилы проводов соединяют сваркой, пайкой и механическим путем.
Сваривают алюминиевые провода в специальной формочке при помощи угольных электродов, получающих питание от сварочного трансформатора.
Для пайки алюминиевые провода скручивают, а затем место скрутки нагревают в пламени паяльной лампы и пропаивают припоями.
Технология пайки алюминиевых проводов следующая: с концов соединяемых проводов снять изоляцию, после чего оголенные жилы зачистить до металлического блеска и соединить внахлест двойной скруткой с образованием желобка в месте касания жил. Длина желобка для соединения и ответвления при различных сечениях жил 20-30 мм.
Соединенные скруткой провода нагреть пламенем газовой горелки или паяльной лампой до температуры, близкой к температуре плавления припоя. После этого желобок протереть с нажимом с одной стороны соединения палочкой припоя, введенной предварительно в пламя лампы. В результате трения оксидная пленка сдирается, желобок начинает обслуживаться и заполняться припоем по мере прогрева места соединения. Флюса при этом не требуется. Затем обслуживают и опаивают желобок с другой стороны соединения.
Оконцевание проводов выполняют после их прокладки
Однопроволочные провода присоединяют к токоприемникам непосредственно. Оголенную жилу при этом вводят под зажимной контактный винт.
Концы многопроволочных проводов скручивают и пропаивают. В зависимости от типа контакта концу провода может быть придан вид крючка или колечка.
Концы многопроволочных проводов снабжают наконечниками, которые припаивают или приваривают к жиле, а в некоторых случаях опрессовывают. Опрессовку запрещается проводить при помощи молотка и зубила.
Во всех случаях соединения, ответвления и оконцевания проводов места соединения их между собой и с наконечником обматывают изоляционной лентой в несколько слоев. В соответствии с правилами электрическая прочность изоляции в месте соединения или ответвления должна быть не ниже, чем прочность изоляции в целом.
Для соединения алюминиевых и медных проводов между собой наиболее приемлем способ соединения винтовыми сжимами, если нет специального инструмента и приспособлений. Конструкция контакта должна обеспечить постоянное давление и ограничить выдавливание проводов. Собирать зажим при присоединении алюминиевых проводов необходимо со всеми деталями (винт, прижимная шайба, шайба плоская, контактная пластина), так как отсутствие любой детали приведет к ухудшению контакта.
Для присоединения провода к зажиму с конца провода снимают изоляцию. Нож держат под углом 10-15° к поверхности жилы. Провод зачищают до блеска и смазывают кварцево-вазелиновой пастой, затем загибают конец жилы в виде колечка; загибают по часовой стрелке, то есть по направлению вращения крепящего винта.
Внутренний диаметр кольца должен быть несколько больше, чем диаметр контактного винта.
Винтовые зажимы для однопроволочных алюминиевых и многопроволочных медных жил снабжаются фасонной шайбой или шайбой-звездочкой, препятствующей выдавливанию жилы из-под крепления, а алюминиевые жилы — и разрезной пружинной шайбой, обеспечивающей постоянное давление на жилу. Стальные детали, а также детали для соединения с алюминиевыми проводами должны иметь антикоррозийное гальваническое покрытие. С конца провода, подготавливаемого для изгибания в кольцо, срезают изоляцию на длине, равной трем диаметрам винта плюс 2-3 мм. Чтобы отдельные проволочки многопроволочной жилы не расходились, их свивают в плотный жгутик. Жилы зачищают мелкой наждачной бумагой, смазанной вазелином. Подготовленный конец жилы круглогубцами (или пассатижами на круглой оправке) изгибают в кольцо с диаметром отверстия, соответствующим винту. Изгиб кольца на винтовом зажиме должен быть направлен по часовой стрелке. Зажимной винт или гайку затягивают до полного сжатия пружинной шайбы и дожимают еще примерно на половину оборота.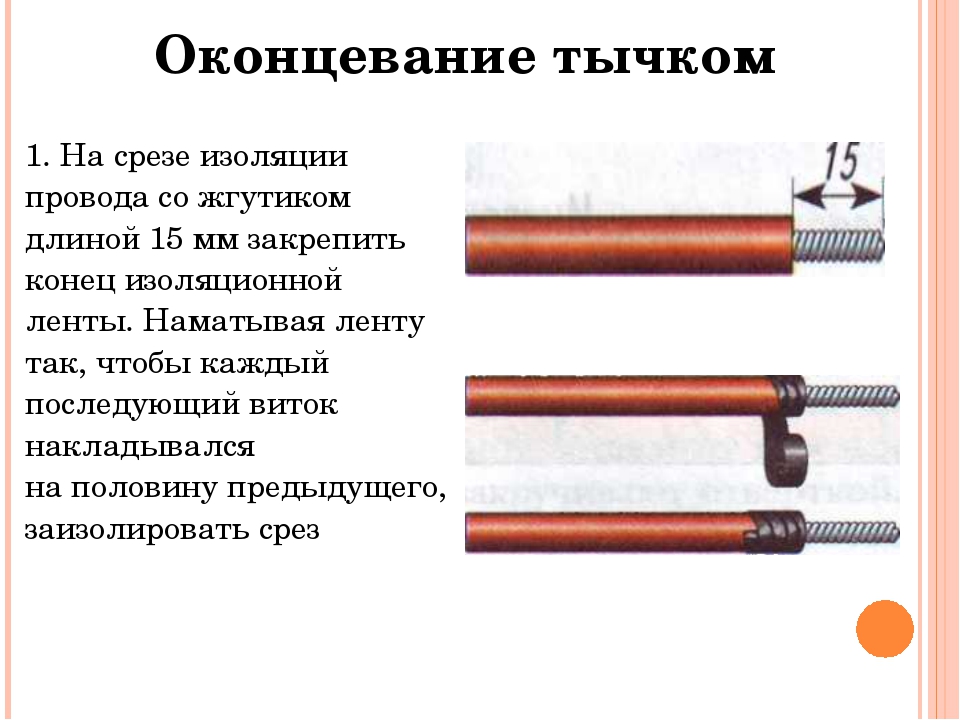
Соединение проводов методом опрессовки широко применяется при монтаже внутренних, внешних электропроводок и воздушных линий электропередач. Опрессовку выполняют ручными клещами, механическими и гидравлическими прессами с помощью сменных матриц и пуансонов.
Для соединения жил служат гильзы ГАО, ГА, для оконцевания — наконечники ТА, ТАМ и др.
Соединение и оконцевание медных проводов
Соединение, ответвление медных проводов сечением до 10 мм2 рекомендуется выполнять скруткой с последующей пропайкой, причем медные однопроволочные провода площадью сечения до 6 мм2, а также многопроволочные с небольшими площадями сечений паяют по скрутке. Жилы с площадью сечения 6-10 мм2 соединяют бандажной пайкой, а многопроволочные провода — скруткой с предварительной расплеткой проволок. Длина мест соединений скруткой или бандажной пайкой должна составлять не менее 10-15 наружных диаметров соединяемых жил.
Для пайки применяют свинцово-оловянный припой (ПОС) и канифоль. Применять при пайке медных проводов кислоту и нашатырь не разрешается, так как они постепенно разрушают места паек.
Существует множество способов соединения проводов. Однако самый лучший и надежный способ соединения медного проводника, а именно его вы и будете использовать, это скрутка с последующей сваркой (пайка то же хорошо). В процессе сварки происходит сплавление проводников между собой, тем самым создается эффект неразрывности электропроводки (цельного провода). В результате этого исчезает переходное сопротивление в месте контакта и следствие — не происходит его нагрев (скрутки). Многие остальные способы хоть легче, быстрее и проще в монтаже, однако не дают такого результата, а именно он нам и нужен.
Соединение пружимно-зажимными устройствами
Соединение изолирующими зажимами
Соединитель винтовой
1.Скрутка
2.Опрессовка гильзой
3.Изолирование
Соединение жил проводов сваркой | Бесплатные дипломные работы на DIPLOMKA.NET
При производстве электромонтажных работ нередко возникает необходимость соединять провода и кабели между собой подключать их к зажимам электрических машин, различных аппаратов, приборов, светильников. Некачественные соединения жил приводит к нарушению нормальной работы электроустановки, снижению ее надежности и могут явиться причиной возникновения пожара или несчастного случая.
Некачественные соединения жил приводит к нарушению нормальной работы электроустановки, снижению ее надежности и могут явиться причиной возникновения пожара или несчастного случая.
Надежным, соединение является тогда, когда обеспечивается малым электрическим сопротивлением и достаточной механической прочностью.
Перед соединением проводов окислы необходимо удалять(защищать концы жил проводов и кабелей), а очищенные поверхности сразу же смазывать тонким слоем вазелина, т.к. они быстро окисляются.
Различают разъемные и неразъемные соединения. В практике неразъемные соединения выполняются различными способами: электрической, газовой или термитной сваркой, опрессовкой в гильзах методом местного вдавливания, болтовыми или винтовыми сжимами, скруткой.
Разъемные соединения широко применяют в силовых и осветительных электроустановках, для включения в сети бытовых электроприемников, электроинструмента. Для этого используется двухполюсные и трехполюсные штепсельные розетки.
Плотность соединения увеличивается при возрастании контактного нажатия, хотя беспредельное увеличение его нецелесообразно.
1 Требования к электрическому контакту
Электрические контактные соединения в зависимости от области применения разделяют на 3 класса. К первому классу относят контактные соединения цепей, сечение проводников которое выбрано по допустимым длительным токовым нагрузкам, ко второму – контактные соединения цепей, сечение проводников которых выбрано по стойкости к сквозным токам, потерь и отклонений напряжения, механической прочности, защите от перегрузок; к третьему – контактные соединения цепей с электротехническими устройствами, устройства которых связано с выделением большого количества теплоты.
Ко всем контактным соединениям предъявляют определенные технические требования, в том числе и конструкции, электрическим параметром, устойчивости и механическим фактором.
Контактные соединения в соответствии с климатическим исполнением и категорией размещения электротехнических устройств, определяемыми по ГОСТ 15150-69 и ГОСТ 15543-70, должны выдерживать воздействие климатических факторов внешней среды, указанных в ГОСТ 15150-69, ГОСТ 15543-70, ГОСТ 15963-79, ГОСТ 16350-80, ГОСТ 17412-72 или в стандартах и технических условиях на конкретные виды электротехнических устройств.
При контактных соединениях меди с алюминием, образующих в присутствии влаги электролитическую пару, во избежание электролитической коррозии, разрушающей контактное соединение, применяют медно-алюминиевые переходные детали. Например, для присоединения алюминиевой шины к аппаратному зажиму, изготовленному из сплава меди, к шине приваривают наконечник из меди либо конец алюминиевой шины армируют способом холодной сварки медными накладками толщиной 1… 1,5 мм.
Contactol-HPG – Универсальная тугоплавкая смесь, содержащая щелочь для растворения окисной пленки алюминия;
АМС-1 – Нейтральная смесь для защиты поверхности контактов;
ЦИАТИМ-221 – Карбонально-никелевая смесь с органическим связующим для защиты контактов от атмосферной коррозии.
2 Общие сведения о применении сварки
Процесс получения неразъемного соединения твердых металлов, осуществляемый при использовании междуатомных сил сцепления, называют сваркой. Она является одним из самых высокопроизводительных и экономичных видов механизации электромонтажных операций.
Сварка плавлением имеет универсальное применение, а сварка давлением используется для соединения пластичных металлов — алюминия, меди и др.
При электромонтажных работах и изготовлении конструкций для крепления электрооборудования и прокладки сетей заземления, проводов и кабелей широко используется ручная электродуговая сварка.
В монтажной зоне ручную сварку стали производят на переменном токе штучными электродами марок УОНИ; МР-3; АНО-8; ОММ-5; ЦМ-5 и др.
При сварке на постоянном токе питание сварочной цепи осуществляется от вращающегося преобразователя.
Для работ в монтажной зоне часто применяют сварочный комплект «Малютка», состоящий из сварочного трансформатора СА65 м и выпрямителя ВП-1 на ток 350 А. Масса комплекта — 43 кг.
В электромонтажном производстве при изготовлении в МЭЗ тонколистовых конструкций (лист толщиной 2—3 мм) широкое распространение получила полуавтоматическая электросварка стали в среде защитного углекислого газа (рисунок 1). По сравнению с ручной сваркой она обеспечивает высокую производительность, хорошее качество швов, небольшое количество шлака. В связи с этим нет необходимости в зачистке швов. Для сварки применяют электродную проволоку марки Св-08ГС или Св-08Г2С диаметром 1; 1,2 и 1,6 мм, поставляемую в мотках.
Сварку неплавящимся вольфрамовым электродом в среде аргона применяют для соединения алюминия и меди.
Флюс не применяют, так как электрическая дуга горит в среде нейтрального газа, который защищает место сварки от окисления атмосферным воздухом. Технологическая схема аналогична показанной на рисунке 1.
Этот способ контактных соединений в монтажной зоне выполняют монтажными ранцевыми полуавтоматами ПРМ. Сварку производят на постоянном токе от сварочных вращающихся или статических преобразователей. Кассета со сварочной проволокой и подающий механизм смонтированы в ранце, закрепляемом плечевыми ремнями (масса ранца с катушкой проволоки — 9 кг). Проволока подается к сварочному пистолету через резиновый шланг (масса пистолета — 0,6 кг). При нажатии кнопки на пистолете сначала открывается клапан подачи аргона, затем включается цепь сварочного тока и пускается механизм подачи проволоки.
Рисунок 1 – Пост полуавтоматической сварки электродом (в среде защитного газа):
1—источник тока, 2 — шкаф, 3 — кабель, 4 — горелка, 5 — механизм подачи электродной проволоки, 6—шланг для газа, 7—ротаметр, 8 — осушитель газа, 9— газовый редуктор, 10 — подогреватель газа, 11 — баллон с защитным газом
Рисунок 2 – Схема автоматической сварки контактным разогревом алюминиевых жил с применением аппарата ВКЗ:
а—аппарат, б — положение свариваемых жил в угольном электроде, 1—трансформатор управления, 2 — реле включения, 3 — сварочный трансформатор, 4 — держатель свариваемых проводов, 5 — сварочный пистолет
Ручную аргонодуговую сварку неплавящимся вольфрамовым электродом осуществляют на переменном токе.
3 Технология контактных соединений сваркой
3.1 Контактным разогревом
При оконцевании и соединении алюминиевых жил проводов и кабелей широко используют электросварку контактным разогревом. Электросварку соединений и отверстий алюминиевых однопроволочных жил суммарным сечением в скрутке до 12, 5 мм2 выполняют аппаратом ВКЗ без флюса.
Клещами МБ-1 или КУ-1 с концов жил снимают изоляцию на длине 35—40 мм (пластмассовую изоляцию снимают клещами ТК-1), зачищают их щеткой из кардоленты или наждачной бумагой до металлического блеска и скручивают вместе. Далее аппарат ВКЗ готовят к сварке (рисунок 2). Для этого угольный электрод отводят назад и скрученные жилы зажимают губками держателя так, чтобы их торцы упирались в лунку угольного электрода. После этого включают прибор, нажимая на спусковой крючок. Под действием пружины и по мере расплавления торцов жил угольный электрод продвигается вперед и сваривает их.
Сварка автоматически прекращается в момент оплавления соединяемых жил на заданную длину. Место соединения изолируют лентой или полиэтиленовым колпачком.
В монтажной зоне сварку алюминиевых однопроволочных жил контактным разогревом производят клещами с двумя угольными электродами, подключенными к полюсам обмотки трансформатора с вторичным напряжением 9—12 В (рисунок 3). Мощность трансформатора 0,5 кВ*А. Изоляцию предварительно снимают с концов жил на длину 25—30 мм, скрученные жилы располагают вертикально торцами вниз, подводят электроды, сближая их до соприкосновения между собой и скруткой.
Рисунок 3 – Схема электросварки контактным разогревом алюминиевых жил в клещах с двумя угольными электродами
Расплавленный алюминий на конце скрутки должен образовывать шарик. После остывания места сварных соединений стальной щеткой или наждачной бумагой очищают от шлака и остатков флюса и изолируют описанным выше способом.
3.2 Сплавлением многопроволочных жил
Соединение и ответвление многопроволочных жил суммарным сечением 35—240 мм2 осуществляют сплавлением их в монолитный стержень. Для сварки используют трансформатор мощностью до 2 кВА, с вторичным напряжением 8—9 В. К трансформатору подключают электродержатель с угольным электродом и охладитель; по сечению подбирают соответствующие цилиндрические формы; из алюминиевого прутка сечением 2,5 -:- 4 мм2 заготовляют присадочный пруток. Поверхности соединения тщательно очищают наждачной бумагой и обезжиривают их тряпкой, смоченной в бензине.
Присадочные прутки перед сваркой покрывают слоем флюса. С концов жил снимают изоляцию на длине: 60 мм — при суммарном сечении жил до 50 мм2; 65 мм — при 75 мм2; 72 мм — при 150 мм2, 75 мм — при 240 мм2.
Если к сварке подготовляют жилы кабеля с бумажной пропитанной изоляцией, на изоляцию у ее обреза накладывают нитяной бандаж, затем плоскогубцами ослабляют повив проволок жилы и с их поверхности удаляют маслоканифольный состав тканью, смоченной в бензине. Обработанные жилы располагают вертикально торцами вверх. На жилы надевают разъемную цилиндрическую форму, которую подбирают по суммарному сечению соединяемых жил, но для ближайшего большего сечения. На жилах делают подмотку асбестовым шнуром толщиной 1—1,5 мм так, чтобы сплавляемый конец жил выступал из асбестового бандажа и торец его был вровень с верхним краем формы. Обе половинки формы скрепляют проволочным бандажом или хомутом из тонкой жести. На жилу ставят охладитель между формой и обрезом изоляции. Торцы жил обмазывают тонким слоем флюса. После этого производят сварку.
4 Термитная сварка
При термитной сварке используют патроны различных конструкций. Соединения алюминиевых жил сечением 16—800 мм2 встык и приварку наконечников ЛС на жилах сечением 300— 800 мм2 производят термитными патронами ПА (рисунок 4).
Термитные патроны подбирают в зависимости от сечения свариваемых жил, перед сваркой снимают на необходимую длину изоляцию с жил. Жилы зачищают, обезжиривают и покрывают тонким слоем флюса ВАМИ (хлористый калий — 50%, хлористый натрий — 30%, криолит — 20% по массе). На концы жил насаживают алюминиевые колпачки или секторные втулки (предохрняют поверхность жил от непосредственного соприкосновения с кокилем патрона). Затем мелом покрывают внутреннюю поверхность кокиля, устанавливают охладители и экраны, выполняют уплотнения асбестовым шнуром. Для поджигания термитных патронов используют специальные спички.
По мере горения муфеля в кокиль сплавляют присадочный пруток, а образовавшуюся сварочную массу тщательно перемешивают. После кристаллизации расплавленного металла удаляют литниковую прибыль и закругляют кромки монолитной цилиндрической части сварного соединения. Место соединения зачищают стальной щеткой, протирают салфеткой, смоченной в бензине или ацетоне, до полного удаления шлаков и опилок.
Технологические операции, выполняемые при термитной сварке, показаны на рисунке 5.
Рисунок 4 – Патрон ПА (а) и детали к нему для термитной сварки,
б — алюминиевые колпачки к патрону, в, г — алюминиевые шайбы и втулки:
1 — термитный муфель, 2—литниковое отверстие, 3 — стальной кокиль,
4 — втулка, 5—отверстие в донышке втулки для контроля глубины вхождения в него жил
Рисунок 5 – Термитная сварка жил:
а — ввод присадочного прутка и перемешивание расплава,
б—уплотнение кокилей шнуровым асбестом; 1 — мешалка, 2— присадочный пруток, 3— охладитель, 4— экран для тепловой зашиты жил, 5 — термитный патрон, 6—штатив
Соединение, ответвление и оконцевание жил проводов и кабелей электропроводки
Министерство образования и молодежной политики Свердловской областиГосударственное автономное профессиональное образовательное учреждение
«Полевской многопрофильный техникум им. В.И.Назарова»
Профессиональный модуль ПМ.04
ТЕМА: «СОЕДИНЕНИЕ, ОТВЕТВЛЕНИЕ И
ОКОНЦЕВАНИЕ ЖИЛ ПРОВОДОВ И КАБЕЛЕЙ
ЭЛЕКТРОПРОВОДКИ»
«Нам необыкновенно повезло, что мы
живем в век, когда еще можно сделать
открытия»
Р. Фейнман
Требования к качеству соединения, ответвления
и оконцевания
Согласно ПУЭ к качеству соединения, ответвления и оконцевания предъявляются
следующие требования:
Соединение, ответвление и оконцевание жил проводов и кабелей должны
производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых,
болтовых и т. п.).
В местах соединения, ответвления и присоединения жил проводов или кабелей
должен быть предусмотрен запас провода (кабеля), обеспечивающий возможность
повторного соединения ответвления или присоединения.
Места соединения и ответвления проводов и кабелей должны быть доступны для
осмотра и ремонта.
В местах соединения и ответвления провода и кабели не должны испытывать
механических усилий.
Места соединения и ответвления жил проводов и кабелей, а также соединительные
и ответвительные сжимы и т. п. должны иметь изоляцию, равноценную изоляции
жил целых мест этих проводов и кабелей.
Соединение и ответвление проводов и кабелей, за исключением проводов,
проложенных на изолирующих опорах, должны выполняться в соединительных и
ответвительных коробках, в изоляционных корпусах соединительных и
ответвительных сжимов, в специальных нишах строительных конструкций, внутри
корпусов электроустановочных изделий, аппаратов и машин. При прокладке на
изолирующих опорах соединение или ответвление проводов следует выполнять
непосредственно у изолятора, а также на ролике.
Способы соединения жил проводов и кабелей.
Рассмотрим некоторые способы соединения жил проводов и кабелей
электропроводки.
1. Опрессовка. Основные этапы работ по опрессовке следующие. В зависимости от
сечения и материала жил провода или кабеля выбирают нужный тип гильзы (полая
медная или алюминиевая трубка, в зависимости от соединяемого материала проводов).
Подбирается инструмент для выполнения опрессовки. С жил снимается изоляция на
длину определяемую типом гильзы. Концы жил зачищаются до металлического блеска и
сразу же смазыватся кварце-вазелиновой пастой (зачистка и смазка гильз выполняются в
случае, если это не было выполнено на заводе-изготовителе). В гильзу с обеих сторон
вставляются соединяемые жилы, после чего она обжимается, затем изолируют место
соединения изолентой. Опрессовка выполняется несколькими способами: способом
местного вдавливания, при этом зубьями пуансона в одном или нескольких местах
создается большое давление и наилучший электрический контакт; при опрессовке
сплошным обжатием , а следовательно и хороший электрический контакт создаются
на всем протяжении обжатия; комбинированное обжатие позволяет улучшить
электрический контакт между жилой и трубчатой частью наконечника (гильзы)
благодаря тому, что в условиях сплошного обжатия создается дополнительно большое
давление в месте вдавливания зуба пуансона.
а — местным вдавливанием,
б, в — сплошным и
комбинированным обжатием
Рисунок. Опрессовка жил: а — медные гильзы; б – обжимные клещи.
Пресс-клещи
Способы соединения жил проводов и кабелей.
2. Зажимы. Широко применяются в настоящее время для
выполнения соединения жил проводов и кабелей
электропроводки. Это связано с простотой выполнения
операций и отсутствием необходимости в специальном
монтажном инструменте. Для выполнения соединения жил
данным способом требуется снять с них изоляцию, на длину
определяемую типом зажима, и закрепить жилы в зажиме.
Различают клеммные зажимы, зажимы бугельного типа,
прокалывающего типа и пружинные зажимы.
а)
б)
в)
Рисунок. Зажимы для соединения жил проводов и кабелей электропроводки: а –
клеммные зажимы; б – бугельный зажим; в – пружинный зажим.
Клеммные зажимы. Выпускаются с прижимной планкой, для соединения
многожильных проводов, и без прижимной планки, для одножильных.
Устройство
клеммных
колодок
позволяет
не
использовать
дополнительную изоляцию места соединения.
Бугельный зажим. Отличается от обычных клеммных зажимов тем, что
на прижимной планке имеются насечки, которые рассекают оксидный
слой на жиле провода увеличивая площадь контакта и качество
соединения. Кроме того, конструкция корпуса данного зажима
препятствует самопроизвольному развинчиванию прижимного винта.
Прокалывающий зажим. Особенность зажима в том, что при соединении
проводов с последних не требуется снимать изоляцию. Зажим состоит из
пластмассового корпуса и Ш-образной контактной пластины, которая
после монтажа зажима раздвигает изоляцию провода и обеспечивает
электрический контакт между соединяемыми проводами.
Пружинный зажим. Является наиболее простым способом соединения
проводов. Требуется только зачистить жилу от изоляции и вставить в
зажим, где она надежно фиксируется с помощью специального
пружинного механизма. Одно из достоинств данных зажимов –
возможность соединения проводов разного диаметра, как медных, так и
алюминиевых, они не контактируют между собой, что исключает
электрокоррозию. Кроме того, гель, заполняющий внутренний объем,
разрушает оксидную пленку на алюминии и защищает его от коррозии.
http://elektro-
montagnik.ru/?address=lectures/part4/&page=page
5
Монтаж и эксплуатация электрических сетей
(видео)
Способы соединения жил проводов и кабелей.
3. Пайка. данная операция требует достаточно много времени, специального инструмента
(газовой горелки или паяльника, источника его питания и материалов), припой, флюс, а так же
изоляции места соединения. Пайку не рекомендуется использовать для соединения, которое
будет испытывать механическое воздействие. Пайку применяют для соединения алюминиевых
жил проводов и кабелей электропроводки вместо болтового соединения, так как алюминий
имеет свойство «вытекать» из-под винтов, размягчаясь от небольшого нагрева контакта при
протекании тока. При этом сила прижима существенно ослабевает, что еще больше повышает
температуру.
Видео
контактная сварка проводов
4. Сварка. Кроме описанных ранее способов соединения проводов достаточно широко в последнее время
применяется сварка. Сварное соединение предпочтительнее всех остальных – с его помощью проще всего
получить достаточно надежный и качественный контакт. Поэтому срок безотказной работы электропроводки
получается очень большим. Для соединения проводов можно использовать три вида сварки: контактную,
газовую и термитную. Контактную сварку проводов производят сварочным аппаратом, как переменным, так и
постоянным током при напряжении 12 — 36В.
Сварка состоит из нескольких технологических операций. Сначала с проводов следует снять оболочку и
изоляцию, после чего выполнить скрутку. Полученную скрутку подрезать так, чтобы концы всех проводов
были на одном уровне, а длина скрутки получилась бы не менее 50 мм. После этого на скрутку
устанавливается медный теплоотводящий зажим, и подключается «масса» сварочного аппарата. После этих
операций к концу скрутки подносят торец заряженного в держатель угольного «карандаша» и производят
сварку.
Рисунок. Сварочный аппарат ТС-700-2.
Рисунок. Сварка скрутки.
В результате сварки на конце скрутки должен образоваться аккуратный шарик расплавленного металла, после чего
сварку следует прекратить. Чтобы не расплавить изоляцию проводов время сварки каждой скрутки не должно
превышать 1 — 2 сек. После того, как сваренные скрутки остынут, их следует заизолировать.
Способы соединения жил проводов и кабелей.
5. Скрутка. В настоящее время скрутка, как
способ соединения жил запрещена. Она
применяется только совместно с каким либо
другим способом соединения, например, с
последующей пайкой или сваркой.
Видео газовая пайка скрученных проводов
Основные виды соединений проводов под пайку
Способы соединения жил проводов и кабелей.
Ответвление. Для выполнения ответвления применяются
такие же способы, как и для соединения жил проводов и
кабелей.
В качестве зажимов кроме описанных выше типов, часто
используют ответвительные зажимы, состоящие из двух
стальных пластин с канавками под проводники, сжимаемые
четырьмя винтами, расположенные в пластмассовом корпусе.
Между ними располагается еще одна плоская пластина,
которая исключает непосредственный контакт между жилами,
в случае, когда соединяют медные и алюминиевые провода.
Рисунок. Ответвительный зажим.
Урок
окончен!!!
Соединение и ответвление жил проводов и кабелей
Результат самостоятельных электромонтажных работ зависит от правильного и качественного исполнения соединения, ответвления и оконцевания токопроводящих жил проводов и кабелей.
Некачественные контакты доставляют много хлопот при эксплуатации электрической проводки, а их поиск проблематичен. В местах плохого контакта токопроводящие жилы нагреваются, из-за увеличения сопротивления в месте контакта, в результате этого может произойти отгорание жилы и воспламенение изоляции.
Поэтому при монтаже электропроводки не рекомендуется применение соединений скруткой (особенно алюминиевых проводов), а скручивание медных проводов с алюминиевыми (без сварки или пайки) допускается только при наличии защитного покрытия контакта. От воздействия окружающей седы поверхность жил окисляется и качество «скрученного» контакта ухудшается.
Способы соединения токоведущих жил проводов и кабелей к выводам электрических приборов и оборудования
Токопроводящие жилы проводов и кабелей присоединяют штыревым и гнездовым выводам электрических приборов винтовыми зажимами.
К электрическому оборудованию и силовым шкафам применяют переходные контактные зажимы (наборные, винтовые, люстровые зажимы). Зажимы могут иметь плоские, штыревые, гнездовые, штифтовые, лепестковые и желобчатые выводы, к которым присоединяют жилы проводов и кабелей непосредственно или после оконцевания их соответстЕующими наконечниками.
К лепестковым, штифтовым и желобчатым зажимам присоединяют только медные жилы проводов и кабелей. Для произведения ответвления от неразрезанных магистралей применяют винтовые зажимы, которые являются основным видом контактного присоединения как к медным, так и к алюминиевым жилам, к электрическим машинам, приборам и оборудованию.
*Открытая проводка в жилых помещениях проводится очень редко, тем не менее в индивидуальном жилом секторе в подсобных помещениях (гараж, сарай, подвал, чердак и т.д.) может возникнуть необходимость монтажа открытой проводки. Поэтому мы сочли возможным осветить некоторые особенности этого вида электромонтажных работ.
1. Открытая проводка плоских проводов по сгораемым основаниям выполняется по слою листового асбеста толщиной не менее 3 мм, выступающего с каждой стороны провода не менее чем на 5 мм.
2. Асбестовые прокладки крепят до начала монтажа проводов гвоздями через 200— 250 мм в шахматном порядке. При прокладке несколько групп проводов полоска может быть общей, с учетом расстояния между проводами каждой группы не менее 5 мм. Для крепления проводов применяют металлические (луженые, оцинкованные или окрашенные) полоски шириной 10 мм и толщиной 0,3–0,5 мм, прикрепляемые по слою асбеста.
3. Между металлической полоской и проводом укладывают из электроизоляционного картона прокладку, выступающую за края полоски на 1,5–2 мм. При креплении провода металлическая плоска с прокладкой должна плотно обхватывать поверхность предварительно натянутого провода- При закреплении в замок длина плоски должна быть больше полоски под пряжку на 10 мм.
4. Изгиб плоских проводов в углах выполняют, предварительно вырезая разделительную пленку между проводами на длине 40–60 мм и отводя их внутрь угла.
Скрытые проводки — наиболее распространены и безопасны в эксплуатации. Они обычно выполняются под штукатуркой. Скрытая проводка безопасна в пожарном отношении, так как она расположена в толще несгораемого материала (при прокладке под штукатуркой на деревянной стене под провода подкладывают слой асбеста 3 мм) и доступ воздуха к ней затруднен. Механические повреждения скрытой проводки ограничены. Действие солнечных лучей, пыли, газов на изоляцию исключается. Основной недостаток — невозможность без переделки присоединить новые токоприемники.
По перекрытиям плоские провода прокладывают по кратчайшим расстояниям между ответвительными коробками и светильниками, в местах, где исключена возможность их механического повреждения.
Запрещается прокладка плоских проводов пучками. Пересечение плоских проводов между собой следует избегать. При необходимости пересечения изоляцию проводов в этом месте усиливают тремя-четырьмя слоям» прорезиненной или поливинилхлоридной липкой ленты иль изоляционной трубкой.
Изгиб плоских проводов выполняется методом, аналогичным для открытой проводки.
Скрытые провода выводят на поверхность стен перекрытия (например, для присоединения к светильникам или неутепленным выключателям, штепсельным розеткам) через изоляционные трубки, воронки, фарфоровые или пластмассовые втулки.
Крепление плоских проводов в бороздах, пазах ИЛИ стенах, подготовленных под штукатурку, проводят «примораживанием» алебастровым раствором или прикрепляют скобками, хомутиками из пластмассы, резины, хлопчатобумажной ленты. Запрещается при любом способе скрытой проводки крепление проводов непосредственно гвоздями.
Соединение и ответвления проводов скрытой проводки выполняют сваркой, опрессовкой, пайкой или зажимами в ответвительных коробках. Допускается при скрытой проводке выполнять ответвления плоских проводов во вводных коробках выключателей, штепсельных розеток или светильников. В несгораемых стенках и перекрытиях сухих помещений в качестве ответвительных коробок могут использоваться ниши (гнезда) с гладкими стенами, закрытые крышками. Присоединения и ответвления проводов, прокладываемых скрыто, выполняют с запасом провода длиной не менее 50 мм. В металлических коробках в местах ввода проводов в коробку устанавливают втулки из изолирующего материала или на провод дополнительно накладывают три-четыре слоя изоляции из прорезиненной или липкой поливинилхлоридной ленты.
На проводах, подключаемых к зажимам выключателей, штепсельных розеток, настенных патронов разделительную пленку удаляют лишь на участке, необходимом для присоединения.
Способы соединения проводов
При разводке или ремонте электропроводки, при подключении бытовой техники и еще массе других работ требуется соединять проводники. Чтобы соединение проводов было надежным и безопасным, необходимо знать особенности каждого из них, где и когда, при каких условиях они могут использоваться.
Устройство электропроводки требует надежного соединения проводов. В шестидесятые — семидесятые годы двадцатого века, во времена строительства «хрущевских» домов, проводка, чисто из экономических соображений, выполнялась алюминиевым проводом.
Все соединения в этой проводке выполнялись методом скруток, которые изолировались черной матерчатой изолентой, и прослужить могли десять и более лет, не требуя никакого обслуживания и профилактики. Конечно, если скрутка была выполнена по всем правилам. Поэтому старые электрики утверждают, что надежней скрутки, соединения просто не бывает.
Отчасти они правы. В те времена другого способа не было, да и не требовалось, поскольку в квартирах еще не было такого обилия электрической и электронной техники, как сейчас. Мощность тогдашних холодильников, стиральных машин, утюгов и электрочайников была намного ниже, чем современных. Да и не у всех они были холодильники, телевизоры и стиральные машины.
А такие потребители электроэнергии, как кондиционеры, компьютеры, домашние кинотеатры в квартирах вообще не применялись. Тогда их просто еще не изобрели. Поэтому и можно было выполнить проводку алюминиевыми проводами, а соединение проводов при помощи скруток.
Требования к современной проводке
В современных условиях проводка чаще всего выполняется медными проводами, что позволяет подключать нагрузку практически любой мощности. Для соединения проводов сейчас применяются различные способы. Это оговорено в правилах устройства электроустановок (ПУЭ). Дословно в них сказано так: цитата.
ПУЭ: п2.1.21. Соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и т.п.) в соответствии с действующими инструкциями.
Из этого пункта правил следует, что скруткой соединять провода нельзя, ее просто нет в указанном пункте. Если же проводку будет принимать пожарный инспектор, то проводку, выполненную методом скруток он просто не примет, и ее придется переделывать. Скрутки допустимы лишь как временное соединение пред сваркой, о которой будет рассказано в следующей статье.
Соединение проводов при помощи зажимов
Согласно указанному пункту ПУЭ, для соединения проводов в настоящее время существуют клеммники, которые и следует использовать. Наиболее распространены три вида клеммников. Это самозажимные, винтовые и соединительные изолирующие зажимы. На рисунке 1 показан самозажимной клеммник.
Рисунок 1. Самозажимной клеммник
Самозажимные клеммники предназначены для соединения проводов сечением до 2,5 мм2, их рабочий ток достигает до 24А, что позволяет подключать нагрузку до 5КВт. Количество мест в таких клеммниках от 2 до 8, что значительно ускоряет монтаж проводки в целом. Правда, по сравнению со скруткой, они занимают в распаячных коробках больше места, что не всегда удобно.
Конструкция винтовых клеммников показана на рисунке 2.
Рисунок 2. Винтовой клеммник
Такой тип клеммников наиболее распространен и поэтому применяется чаще других типов. Основная область их применения это соединение проводов в распределительных коробках. Однако, если проводка выполняется алюминиевым проводом от применения таких клеммников следует воздержаться, так как при затягивании винтов возможно пережать и обломить мягкий алюминиевый провод.
Третий вид механических соединителей проводов это соединительные изолирующие зажимы (СИЗ). Их внешний вид показан на рисунке 3.
Рисунок 3. Зажимы СИЗ
Такой зажим представляет собой пластмассовый корпус, внутри которого находится анодированная коническая пружина. Для соединения проводов их зачищают на длину около 10 — 15 мм и складывают в общий пучок. После чего на него накручивают СИЗ, вращая по часовой стрелке до упора. С их помощью возможно соединение нескольких одиночных проводов общей площадью 2,5 — 20 мм2. Естественно, что колпачки в этих случаях разного типоразмера.
Такие зажимы ускоряют монтаж, а за счет изолированного корпуса не требуют дополнительной изоляции. Правда, качество соединения у них несколько ниже, чем у винтовых клеммников. Поэтому, при прочих равных условиях, предпочтение все-таки следует отдать последним.
Соединение проводов пайкой
Соединение проводов пайкой и сваркой наиболее надежно, нежели с помощью клеммных соединителей различной конструкции. Лучше всего пайке поддаются медные провода, и хотя в настоящее время существуют различные флюсы для пайки алюминия, лучше от такой пайки воздержаться.
По сравнению со сваркой пайка является более простой и доступной: она не требует дорогостоящего оборудования, менее пожароопасна, навыки для выполнения хорошего качества пайки потребуются более скромные, чем при выполнении сварного соединения.
Если пайка скруток производится время от времени, например, вы решили поменять проводку в своей квартире, то вполне можно обойтись обычным паяльником мощностью не менее 100 Вт. Когда же пайка скруток предстоит чуть ли не каждый день, что касается вашей основной или дополнительной работы, то лучше пользоваться тем же стоваттным паяльником предварительно доработав его жало, как указано на рисунке 4.
Рисунок 4. Доработка жала паяльника
Для такой доработки следует паяльное жало вытащить из корпуса паяльника и сточить напильником или срезать ножовкой его рабочую клиновидную часть. После этой операции просверлить в медном жале отверстие диаметром 6 — 7 мм на глубину 30 — 40 мм.
Хотя особой точности при сверлении в данном случае и не требуется, если есть такая возможность, лучше подрезать торец и просверлить отверстие на токарном станке.
После установки жала обратно в паяльник отверстие необходимо облудить изнутри, так же, как это делается для простого паяльника. Таким образом, получается малогабаритная лудильная ванна.
Перед пайкой, конечно, сначала снимается изоляция с каждого провода на длину 40..50 мм, и каждый отдельный провод зачищается до металлического блеска, после чего облуживается.
Для этого в отверстии паяльного стержня надо расплавить небольшое количество припоя, после чего добавить немного канифоли и погрузить в отверстие провод. Если есть какой-нибудь жидкий флюс, например, раствор канифоли в спирте, то достаточно просто смазать провод жидким флюсом, и окунуть провод в расплавленный припой.
Затем облуженные провода тщательно скрутить, концы подрезать на одном уровне и, прихватив пассатижами, окунуть в паяльную ванну.
В подобном устройстве возможно пропаять скрутку из 4 — 6 жил сечением до 2,5 мм2. При этом скрутку следует для полного прогрева подержать в отверстии жала примерно 3 — 4 секунды. Пайка должна остывать на воздухе и иметь блестящий контурный вид.
При использовании в качестве флюса сосновой канифоли паяное соединение в промывке не нуждается. В случае применения других флюсов надо действовать согласно прилагаемой к ним инструкции.
Совершенно недопустимо для ускорения процесса охлаждать пайку водой: это приводит к образованию микротрещин и, естественно, ухудшению качества соединения.
Изоляцию скруток лучше всего произвести при помощи термоусадочной трубки, соответствующего диаметра, прогревая ее техническим феном. При отсутствии трубки можно воспользоваться обычной изолентой, намотав ее не менее трех слоев.
Ранее ЭлектроВести писали, что Министерство энергетики предлагает с начала 2021г пересмотреть тарифы на электроэнергию для бытовых потребителей на фоне того, что уже сегодня цена электроэнергии как товара в структуре действующих тарифов составляет лишь 1 коп. / КВт*час (при рыночной цене около 1,4 грн / кВт*ч), а с декабря 2020 и января 2021г вырастет стоимость транспортировки, что сделает поставку для населения планово убыточной для поставщиков универсальных услуг.
По материалам: electrik.info.
План урока Соединение медных жил проводов и кабелей
ГАПОУ СО «Режевской политехникум»
УП 01 Учебная практика
ПМ 01 Сборка, монтаж, регулировка и ремонт узлов и механизмов оборудования, агрегатов, машин, станков и другого электрооборудования промышленных организаций
ОП 13.01.10 «Электромонтёр по ремонту и обслуживанию электрооборудования (по отраслям»
Соединение медных жил проводов и кабелей пайкой
Лебедева Гульнара Фанавиевна,
Мастер производственного обучения
Реж 2019
Тема урока: Соединение медных жил проводов и кабелей пайкой
ОП 13.01.10: Электромонтёр по ремонту и обслуживанию электрооборудования (по отраслям)
Время работы: 6 часов.
Тип урока: новые знания
Вид урока: учебная практика.
Методическая цель открытого урока: Активизация познавательной деятельности обучающихся на учебной практике. Развивать умения обучающихся по применению знаний.
Цель урока: Формирование компетенции организовывать собственную деятельность для выполнения пайки медных жил проводов и кабелей.
Задачи:
Формировать умения выбирать материалы для выполнения пайки
Формировать умения пользоваться электромонтажными инструментами
Формировать умения выполнять пайку медных жил проводов и кабелей
Создать безопасные условия на рабочем месте
Формировать коммуникативные умения
Планируемый результат: готовность к самостоятельному выполнению работ по выполнению пайки медных жил проводов и кабелей.
Продукт деятельности обучающихся:
Пропаянные медные жилы проводов.
Оборудование, инструменты, материалы:
Электромонтажные инструменты: отвёртки, пассатижи, круглогубцы, электромонтажный нож, клещи для снятия изоляции, паяльник.
Приспособление: подставки для паяльников
Материалы: припой, флюс, обрезки проводов с медными жилами
Образцы выполненной пайки медных жил проводов.
Раздаточный материал: инструкционные карты, тесты, ребусы
Ход урока
Вводный инструктаж
Организационная часть 2 минуты
(проверка присутствующих, подготовка рабочих мест)
Сообщение темы и целей занятий 3 минуты
(объявление темы урока, постановка достижимых целей перед студентами)
Мастер п/о: Тема нашего урока: Соединение медных жил проводов и кабелей пайкой
Обозначить цели и задачи урока.
Студенты: Записывают в своих тетрадях тему и цель урока
Актуализация опорных знаний, обучающихся 20 минут
Мастер п/о:
Сегодня на уроке вы должны не только выполнить пайку медных жил, но и показать свои теоретические знания по теме способы соединения и оконцевания жил проводов и кабелей, знания и соблюдение техники безопасности
Называет критерии, по которым будет оцениваться урок.
Ответы на вопросы
1) Каким образом удаляют окисленную плёнку меди?
Ответ: С помощью электромонтажного ножа, шкуркой или напильником
2) Какие требования предъявляются к электрическому контакту?
Ответ: механическая прочность; электрическое сопротивление контакта не должно превышать допустимого значения; не должен подвергаться электрохимической коррозии.
3) Почему не допустимо прямое соединение медных жил с алюминиевыми?
Ответ: Возникает гальваническая пара. Данное соединение подвергается большей коррозии.
Решить ребусы Приложение А
4. Объяснение нового материала. 20 минут
Мастер п/о: рассказ сопровождается мультимедийной презентацией.
1) Дать определение пайки: Пайка- способ соединения жил проводов, под действием высокой температурой, создаваемой паяльником с применением припоев и флюсов.
2) Объяснить правильный выбор необходимых материалов: припоя, флюса.
Какие бывают припои?
Припои делят на мягкие (легкоплавкие) и твёрдые (тугоплавкие). Для пайки медных жил применяются легкоплавкие. Припой представляет собой сплав металлов. Для легкоплавких припоев это, как правило, сплав олова и свинца.
Припои оловянно-свинцовой группы имеют температуру плавления 183 – 2650C. ПОС-40 (Sn 40%, Pb 60%). В основном служит для пайки медных проводов.
Флюс- материал, применяемый для снятия окисленного слоя с поверхности жил. Сегодня вы можете испытать разные флюсы и выбрать тот, который вам более удобен. В качестве флюсы для пайки медных жил применяются: паяльный жир, канифоль, паяльная кислота.
3) Напомнить приёмы снятия изоляции.
4) Соблюдай правила охраны труда при работе с паяльником.
5) Продемонстрировать приёмы выполнения пайки, опираясь на инструкционные карты и образцы выполненных работ.
Упражнения обучающихся
Упражнение 1. Выполнить оконцевание медного провода «пестиком». Выполнить три шт. разного сечения, применяя разные флюсы.
Последовательность выполнения проследить по инструкционной карте.
Упражнение 2. Выполнить оконцевание медного провода «колечком». Выполнить три шт. разного сечения, применяя разные флюсы.
Последовательность выполнения проследить по инструкционной карте.
Упражнение 3. Выполнить соединение двух жил «пестиком». Выполнить три шт. разного сечения, применяя разные флюсы.
Последовательность выполнения проследить по инструкционной карте.
Упражнение 4. Выполнить соединение двух жил «встык». Выполнить три шт. разного сечения, применяя разные флюсы.
Последовательность выполнения проследить по инструкционной карте.
Упражнение 5. Выполнить соединение двух жил «буквой Т». Выполнить три шт. разного сечения, применяя разные флюсы.
Последовательность выполнения проследить по инструкционной карте.
Упражнение 6. Выполнить оконцевание медного провода «колечком» для электрического патрона. Выполнить три шт. разного сечения, применяя разные флюсы.
Упражнение 7. Выполнить образцы всех видов оконцевания и соединений проводов с медными жилами
Охрана труда при выполнении работ
Повторение техники безопасности произвести в виде игры: зачитывать пункты инструкции по ТБ с преднамеренной ошибкой. Такой способ повторения ТБ активизирует учащихся.
Пример:
Охрана труда до начала работы:
Паяльник положить на стол и включить в розетку. (Ставить на специальную подставку)
Обращаться с паяльником осторожно, периодически отключать из сети. Уходя на перемену также отключать из розетки. Не тыкать им впереди сидящего. Если вас позвали, то паяльник поставьте на подставку и только после этого обернитесь
Все подходы к рабочим местам д.б. загромождены. (свободными).
Охрана труда во время работы
Не допускать посторонних на рабочем месте.
Не отвлекаться и не отвлекать других при работе с режущими инструментами.
Не допускать примыкания рабочей поверхности паяльника к токоведущим проводам. В случае случайного повреждения, отключить из сети и обратиться к мастеру п/о.
Для удаления лишнего припоя и флюса сильно потрясти паяльником. (Не трясти паяльником)
Работу выполнять качественно.
Подавать напряжение можно без разрешения мастера (нельзя).
Охрана труда по окончанию работы
После работы с паяльником, отключить напряжение.
Побросать все провода на место (сложить аккуратно).
Произвести уборку рабочего места и сдать дежурному.
Студенты расписываются в журнале по охране труда
Текущий инструктаж
Целевые обходы для проверки:
Начала работы. Организации рабочего места.
Последовательности выполнения работы и дисциплины труда.
Соблюдение ТБ.
Окончания работы.
Заключительный инструктаж
Подведение итогов занятий с указанием успехов и недостатков.
Демонстрация лучших работ.
Обсуждение и оценка работ.
Ответы на вопросы учащихся.
Сообщение темы следующего занятия.
Домашнее задание. (повторить способы соединений жил проводов и кабелей).
Уборка рабочих мест и мастерской.
Мастер п/о.
Приложение А. Ребусы
двигатель
защита
напряжение
проводник
сопротивление
электричество
сопротивление
энергия
ток
Оценочный лист
результатов урока по теме «Пайка медных жил проводов и кабелей»
Профессия «Электромонтёр по ремонту и обслуживанию электрооборудования» (по отраслям)
п/п
ФИО
Показатели оценивания
Общее число баллов
Уметь пользоваться инструментами
Выполнять оконцевание медных жил проводов и кабелей пайкой
Выполнять соединение медных жил проводов и кабелей пайкой
Знать приемы и правила выполнения операций
Обеспечение безопасных условий труда
Уборка рабочего места
0-5
0-5
0-5
0-5
0-5
0-5
0-30
1.
2.
3.
4.
5.
6.
7.
8.
9.
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
Максимальное количество баллов – 30 баллов
28-30 баллов – оценка «отлично»
24-27 баллов – оценка «хорошо»
14-23 баллов – оценка «удовлетворительно»
14 балла и меньше — оценка «неудовлетворительно»
Выполнение кабельных соединений | Соединения коаксиального кабеля
Сокращения могут привести к обрыву провода (каламбур не предусмотрен). Это может быть вызвано, среди прочего, нехваткой времени или трудностями из-за работы в ограниченном рабочем пространстве.
Например, при снятии изоляции с любого провода для соединения или заделки, перерезание проводника слишком возможно, и это имеет серьезные последствия.
Проблем с подключениями достаточно (именно здесь возникают почти все обрывы).Зачем вызывать проблему из-за плохого подключения к соединению?
Удаление изоляции
В худшем случае инструмент для зачистки проводов может фактически удалить одну или две жилы вместе с изоляцией, оставив нехватку проводов на заделке.
Случается, что, например, только пять из семи нитей должны нести весь ток. Это создает узкое место, перегружая неповрежденные проводники и делая их склонными к выходу из строя из-за, возможно, прерывистых жил — все это может привести к дополнительному нагреву, шуму в цепи и / или изменениям сопротивления.
Из-за вибрации или даже небольшого напряжения «простая» зарубка может превратиться в трещину, которая может сломаться и выйти из строя, почти всегда спустя долгое время после того, как соединение было выполнено. В то время как многожильные провода будут «узким местом», как описано выше, одножильный провод может полностью разомкнуться! ПРИМЕЧАНИЕ: не существует такого понятия, как «простой» ник.
Нельзя «починить» зазубренный или сломанный провод: отрежьте его и начните заново. И когда вы это сделаете, обязательно используйте инструменты, которые будут разрезать только изоляцию, не касаясь проводника ниже.
Как вы в этом заверяете? В конце концов, изоляционные материалы, как правило, намного мягче меди, и иногда вы просто не можете сказать по ощущениям, что вы «коснулись дна».
Инструменты для снятия изоляции
- Термоэлементы для снятия изоляции лучше всего подходят для проводов и смягчают большинство изоляционных материалов. Доступны ручные или настольные.
- Моторизованные ручные и настольные съемники имеют вращающуюся цангу, в которую вставляется проволока. Регулируемые ножи могут быть установлены на одинаковую глубину изоляции и будут разрезать, а затем удалять «кусочек» изоляции без повреждения проводника.Некоторые из них — очень точные инструменты. А некоторые из них очень дороги, но они того стоят для производственных ситуаций.
- Механические инструменты для зачистки, похожие на плоскогубцы, с одним или несколькими пазами для разных диаметров AWG, недороги, удобны и хорошо работают — при условии, что выбран правильный паз, провод хорошо центрирован в пазу, а цикл выполняется плавно. . Лезвия со зенковкой в матрице значительно помогают центрировать проволоку.
- Недорогие клещи для снятия изоляции также могут иметь один или несколько заостренных пазов, часто V-образной формы — более плохой выбор, требующий значительного ухода — и некоторые средства ограничения их закрытия.Опыт жизненно важен — и ваш, возможно, уже уводил вас от этого инструмента.
- Диагональные фрезы всегда удобны, но это плохой выбор, поскольку они используют только противоположные кромки (обычно тупые и держатся лучше, чем резка изоляции) и значительное мастерство. Диагонали захватывают и растягивают изоляцию до предела, чтобы удалить ее — своего рода подход «всеми пальцами». Этот процесс также оставляет довольно непредсказуемую длину полосы из-за растяжения. Этот инструмент действительно предназначен для простой резки проволоки, но даже в этом случае он уступает (для этой цели) кусачкам для кабеля, которые режут ножницами красивый квадратный конец вместо того, чтобы перемять проволоку.
- Бритвенные лезвия. Хорошая резка, но контроль может быть проблемой. На самом деле, с умением и осторожностью лезвие бритвы может подготовить изоляцию к удалению диагональными ножами или даже вручную. Лезвие бритвы лучше всего использовать для «обрезания» или частичного надрезания изоляции, чтобы определить точку ее разрыва. Это может привести к довольно точной длине полосы и, фактически, может потребоваться при отсутствии более сложной оснастки. Нередко использование бритвенного лезвия для зачистки коаксиальных кабелей.
- Карманные ножи подходят для строгания.
Итак, учитывая разнообразие инструментов, мы не рекомендуем оставлять эту деликатную задачу на усмотрение неопытных.
Кроме того, как и в случае с любыми другими «инструментами торговли», качество никогда не бывает плохим вложением, а обслуживание — необходимостью. Тупой или на самом деле является комментарием к заботе техника о качестве работы.
Профессионализм и надежность авиационных систем требуют особого внимания к деталям. Выбор и использование наилучшего доступного инструмента для работы, перепроверка всего и выполнение тщательной проверки перед завершением заделки поможет обеспечить долгосрочное качество установки.
О компании «Газонепроницаемый»
Газонепроницаемость означает герметичность от возможного проникновения молекул воздуха, а также от любых переносимых по воздуху загрязняющих веществ. Газонепроницаемые соединения металл-металл — это соединения, в которых оксиды или другие поверхностные загрязнения отсутствуют или при необходимости удаляются механическими или химическими средствами. Такие методы подробно описаны ниже.
Герметичное уплотнение является молекулярным, непроницаемым и газонепроницаемым. Обычно используются изоляторы, такие как стеклянные или керамические, которые нагреваются для обтекания и герметизации металлического проводника.Примеры включают в себя полупроводники в керамическом корпусе, лампочки, реле с ртутным или сухим герконом, а также сквозные соединители, встроенные в массивы четырехъядерных соединителей PIC. Нет пластика, который может обеспечить истинное герметичное уплотнение.
Нельзя сказать, что отличная защита невозможна без герметизации стекла по металлу. Постоянная цель дизайнеров — противостоять давлению окружающей среды. Доступно множество отличных герметиков и методов для «предотвращения» [то есть задержки] утечки агрессивных газов; однако в строгом смысле они не герметичны.
Прежде чем создается впечатление, что не существует практических средств борьбы с коррозией, следует понимать, что само соединение легко сделать газонепроницаемым. То есть создание интерметаллической связи — это первый шаг. Второй шаг — окружить оголенный металл достаточной защитой, чтобы окружающая среда не вызывала достаточно коррозии, чтобы повредить путь тока.
Газонепроницаемые соединения
Враги непрерывности электричества чисто физические.Химическая коррозия является наиболее коварной, потому что она не проявляется до тех пор, пока не будут выполнены соединения, проведены испытания и установка признана успешной.
Это серьезная проблема, но есть решения.
В агрессивных средах требуются значительные усилия только для защиты соединения от воздействия. Это включает в себя уплотнения, ограждения или «замочки», но под всем этим должна быть газонепроницаемая связь между проводом и его концом.Только настоящее герметичное уплотнение может обеспечить абсолютную защиту открытого соединения.
Создание звуковых соединений
Сделать газонепроницаемое соединение несложно. Даже любители делают это непреднамеренно — но даже профессионалы могут потерпеть неудачу, если не будут приняты определенные меры предосторожности.
Есть много способов заделки провода: пайка; опрессовка; под головкой винта клеммной колодки; сварка… все может быть успешным для создания хорошего газонепроницаемого соединения. Хотя у каждого есть свое место, все они требуют низкого сопротивления, соответствующего требованиям схемы.Это означает, что проводники должны быть чистыми в точке соприкосновения — достаточно чистыми, чтобы обеспечить постоянный тесный контакт чистого металла с чистым металлом.
Прежде всего, каждый кондуктор заслуживает определенной меры элементарной чистоты. Масла, воск, вода, ржавчина, коррозия, окалина, грязь — короче говоря, все, что можно разумно удалить, должно быть удалено — протиранием растворителем или, в некоторых случаях, чисткой или шлифовкой поверхности. После высыхания соединение должно быть выполнено как можно скорее, прежде чем может продолжиться коррозия поверхности.
Некоторые проводники химически более активны, чем другие, то есть они образуют плохо проводящие поверхностные оксиды, которые действуют как барьер, не всегда очевидный, потому что они могут быть фактически прозрачными. Однако в некоторых случаях эти оксиды легко разрушаются в процессе соединений, выполненных под давлением, или они перетекают в горячую среду, такую как припой, или испаряются при сварке.
Флюсы
Обычно перед пайкой или сваркой используются химические вещества, разрушающие оксиды, — флюсы.Поскольку сварка в авионике встречается редко, мы сосредоточимся на пайке как на самом популярном процессе соединения с тепловым воздействием. Но имейте в виду, что ограничения безопасности для самолетов, работающих на топливе, запрещают пайку без специальных мер предосторожности.
Флюсы кислотные. Среди лучших флюсов для очистки металла перед пайкой — опасный кислотный флюс (несколько типов), который не только растворяет оксиды, но и травит металл. Однако кислотные флюсы подходят только для механических (например, ювелирных изделий, герметичных емкостей, медной сантехники и т. Д.).) столярные изделия, а не электрическая пайка. Удаление всех следов остатков флюса непрактично, если не невозможно, и даже несколько паразитных молекул флюса могут вызвать коррозию.
Канифольные флюсы становятся химически активными при нагревании и достаточно хорошо растворяют оксиды на олове, серебре и чистой меди. Они не проводят ток при комнатной температуре, но важно очистить соединение от остаточного флюса, поскольку влага может объединиться с ним и образовать коррозионное вещество, которое со временем может повлиять на соединение.
Существует много типов флюсов для канифоли, и производители припоев могут помочь вам выбрать лучший вариант для ваших конкретных применений. Однако достаточно сказать, что высококачественные припои с флюсовой сердцевиной содержат флюс, который будет хорошо работать в подавляющем большинстве операций пайки в полевых или лабораторных условиях.
Очистка — еще одна проблема, особенно если растворитель может проникать в щели провода, даже под изоляцией, унося с собой остатки флюса.Производители электронной химии могут помочь в выборе подходящих решений и дать совет по повышению их эффективности.
Пайка без флюса
Следует добавить, что флюс может не понадобиться, если паяемые металлы чистые, возможно, только что очищенные и луженые. Очевидно, это устраняет проблемы удаления флюса, но такой процесс требует тщательной оценки и подготовки, не говоря уже о проверке после пайки. Классический процесс пайки без флюса — это пайка с повторной поточной пайкой , при которой на соединяемые поверхности уже наносится достаточно чистого припоя, которые затем соединяются вместе.Нагрев приводит к растеканию припоя и завершению соединения. Этот процесс обязателен в некоторых военных и аэрокосмических приложениях и широко применяется при производстве печатных плат.
О флюсах
MIL-F-14256 — это стандарт для определения флюсов, используемых при пайке электронных устройств. Наиболее уместны соображения относительно коррозионных и / или проводящих остатков, и различные химические составы учитывают относительную паяемость различных металлов.
Наиболее распространенной среди припоев с флюсовым сердечником является активированная канифоль (тип RA) — состав, который, согласно стандарту MIL-F-14256, может вызывать коррозию при некоторых обстоятельствах.MIL-F-14256 рекомендует полностью удалить остатки флюса RA и заявляет о предпочтении менее активированных формул типа R (канифоль) или RMA (слабоактивированная канифоль).
Однако производители припоязаявляют, что состав сердечников соответствует военным спецификациям припоя QQ-S-571, тип RA, не вызывает коррозии и не проводит ток. Имеется долгая история удовлетворительной работы, которая дает основание уверенности в этом типе флюса.
Здесь есть сообщение, что с активированными канифольными флюсами все в порядке?
Рекомендуется использовать припой и флюс в соответствии с рекомендациями производителей систем или соответствующими военными разработками, если это необходимо.
Очистка остатков всегда является хорошей идеей — даже для флюсов типа R, остатки которых, не считая проблем с коррозионной активностью или проводимостью, могут повлиять на последующее соединение с конформными покрытиями, если они используются.
Кроме того, хотя некоторые флюсы являются водорастворимыми, для типов R, RMA и RA требуются спирты или хлорированные растворители — озоноразрушающие химические вещества, которые, как утверждается, влияют на атмосферу. Но это уже совсем другая тема.
Опрессовка
Обжим используется для большинства оконечных устройств в самолетах, где требуется быстрый, простой и надежный контакт.Обжатие может быть предпочтительным методом, если другие методы снижают безопасность самолетов, работающих на топливе.
Однако обычно понимают, что паяное соединение лучше, когда речь идет о частотах сигнала выше 1000 МГц. Это может быть достаточной причиной для рассмотрения специальных приспособлений, вплоть до удаления кабелей для подключения или выполнения заделки перед установкой кабелей. Одна из веских причин для использования готовых сборок радиочастотных кабелей.
Цилиндр клеммы обжимного типа плотно прилегает к проводу, а затем деформируется или раздавливается с помощью инструмента, выбранного или отрегулированного для «вмятины» или деформации корпуса до нужной глубины и длины.Глубина этой вмятины важна для обеспечения максимального, плотного (газонепроницаемого) контакта поверхности (поверхностей) проволоки и внутренней поверхности ствола. Длина и место обжима должны быть тщательно подобраны так, чтобы деформировалась только область вокруг провода, а не другие части штифта или клеммы. И глубина, и длина способствуют механической прочности.
Одним из преимуществ процесса опрессовки является разрушение поверхностных оксидов за счет явной силы деформации.
Для создания газонепроницаемого обжимного соединения важно начать с чистого провода и клеммы или штыря подходящего размера.Очевидно, что клемма со слишком большим внутренним диаметром не будет правильно формироваться вокруг провода, оставляя чрезмерное пространство для скопления загрязнений и даже может упасть (недостаточная деформация) или треснуть (чрезмерная деформация). Слишком маленький терминал приглашает на разделку пряди или какую-то другую форму бойни.
Каждая клемма предназначена для провода определенного размера (или диапазона размеров) и имеет рекомендуемый инструмент, матрицу или настройку инструмента для правильного применения. См. Таблицу 1. По-настоящему постоянные обжимы выполняются с использованием только инструментов циклического типа — тех, которые не отключают клемму до завершения операции обжима.
Даже простой винтовой зажим (например, на бытовом выключателе) обеспечивает отличное газонепроницаемое соединение. Предполагая, что все чистые, давление и задиры головки винта на неизолированном проводе проникают через поверхностные оксиды обоих и создают хорошее соединение с низким сопротивлением. Это, конечно, также относится к соединениям с барьерными полосами, используемым во многих электронных и силовых системах.
РЧ оконечные устройства с малыми потерями
Изготовление хорошей заделки коаксиального кабеля может быть «второй натурой» для тех, кто занимается этим каждый день, но некоторые специалисты по авионике не могут позволить себе такой роскоши.Вот несколько советов, которые могут вам пригодиться.
Практически все коаксиальные разъемы PIC имеют одинаковые «характеристики нарезки». По сути, это означает, что независимо от размера кабеля или типа разъема существует единообразие в том, где следует делать разрезы. Делает вещи простыми.
Не все так просто обернуть лентой диэлектрик с низкими потерями (изоляция между проводником и экранами). Это мягкое, нежное, иногда «волокнистое» вещество, которое трудно удалить. Но это волшебный ингредиент, обеспечивающий превосходные электрические характеристики.
Tape-wrap Teflon® может прилегать к проводнику — даже до точки попадания в крошечные промежутки («промежутки») между соседними жилами многожильного проводника. Во время резки может быть трудно полностью отрезать лезвие, и, конечно же, вы не хотите давить на лезвие только для того, чтобы получить все это, а только для того, чтобы образовать зазубрины в проводнике.
Итак, вы снимете слизь — большую ее часть — а затем очень осторожно выковыряете волокнистые остатки. Это может быть не забавой и игрой, но важной частью подготовки проводника к штырю.
Преимущества защиты PIC от атмосферных воздействий на каждом разъеме будут реализованы только в том случае, если будут устранены потенциальные утечки. Это достигается путем аккуратной обрезки оплетки экрана, по одному соединителю за раз.
Если все это кажется трудоемким, это не так. И у нас есть подробные инструкции, прилагаемые к каждому разъему. У нас также есть видео — «как делать», демонстрирующее каждую деталь. Щелкните здесь, чтобы заказать копию этого видео.
Таким образом, этот процесс, хотя и жизненно важен для непрерывности сигнала или питания, вовсе не является грозным, если используются надлежащие методы и инструменты.Навыки и опыт возглавляют список и могут обеспечить надежные долгосрочные связи.
Терминология по проводам и кабелям — электрические ссылки
A | B | C | D | E | F | G | H | Я | J | K | L | M | N | O | P | Q | R | S | Т | U | V | W | X | Y | Z
Способность проволоки, кабеля или материала противостоять поверхностному износу.
Испытание, при котором напряжение, температура и т. Д., увеличиваются выше нормальных рабочих значений, чтобы получить заметное ухудшение относительно небольшой промежуток времени.
Кабель, подвешенный в воздухе на столбах или другой подвесной конструкции.
Металл, полученный путем объединения двух или более разных металлов для получения желаемых свойств.
Тип кабеля, состоящий из изолированных проводов, заключенных в непрерывный, плотно прилегающий алюминиевый кабель.
Электрический ток, постоянно меняющий направление. Он выражается в циклах в секунду (герц или Гц).
Температура среды, окружающей объект.
Стандартная система обозначения диаметра проволоки.В основном используется в США.
Максимальный ток, который может безопасно выдержать изолированный провод или кабель, без превышения ограничений по изоляции или материалу оболочки. (То же, что и текущая пропускная способность).
Единица измерения тока. Один ампер — это ток, протекающий через сопротивление в один ом при потенциале в один вольт.
Представление данных в виде непрерывно изменяемых величин.
Проволока, которая после окончательной вытяжки была нагрета и медленно охлаждена для устранения эффектов холодной обработки.
Аббревиатура американского национального института стандартов.
Вещество, предотвращающее или замедляющее окисление материала, подвергающегося воздействию тепла.
Оплетка или обертка из листового металла, обычно из стали или алюминия, используемая для механической защиты.
Аббревиатура Американской ассоциации стандартов. Прежнее название ANSI.
Сокращение от американского стандартного кода для обмена информацией.
Аббревиатура Американского общества инженеров-механиков.
Аббревиатура от Американского общества испытаний и материалов.
Потери мощности в электрической системе. В кабелях обычно выражается в дБ на единицу длины.
Частоты, слышимые человеческим ухом, обычно лежащие в диапазоне от 32 до 16 000 герц (Гц).
Аббревиатура от America Wire Gauge.
Обозначение материала электропроводки прибора.
Схема устроена таким образом, что приложенные напряжения на каждом проводе пары равны по величине, но противоположная полярность относительно земли.
Непрерывная круговая полоса, прикрепляемая к проводнику через равные промежутки времени для идентификации.
Разница между верхним и нижним пределами заданной полосы частот. Выражается в герцах (Гц).
Единица скорости передачи данных, представляющая биты в секунду.9600 бод = 9600 бит в секунду.
Лента или резьба по спирали, используемая для удержания собранных компонентов кабеля на месте в ожидании последующего изготовления. операции.
Одна двоичная цифра.
Расхождение между исходящими и входящими битами, передаваемыми между оборудованием передачи данных.
Степень сцепления между поверхностями, например в цементированном ленточном кабеле.
Волокнистая металлическая группа нитей, переплетенных в цилиндрическую форму, образуя покрытие, покрывающее одну или несколько проволок.
Меньший из двух углов, образованных экранирующей жилой и осью экранируемого кабеля.
Катушка или шпулька на плетенке, которая удерживает одну группу прядей или нитей, состоящих из определенного количества концов. Перевозчик вращается во время плетения.
Количество прядей, используемых для создания одного носителя. Пряди должны быть рядом на несущей шпульке и лежать параллельно в готовая тесьма.
Напряжение, при котором нарушается изоляция между двумя проводниками.
Точка, в которой проводник или группа проводников отделяется от многожильного кабеля для замыкания цепей в различных точках. по основному кабелю.
Провод, используемый для света и питания, 600 вольт или меньше, обычно не подвергающийся воздействию окружающей среды.
Группа проволок одинакового диаметра, скрученных вместе без заданного рисунка.
Кабель, проложенный непосредственно в земле без использования подземных трубопроводов. Также называется «кабель прямого захоронения».
Группа из восьми двоичных цифр.
Группа индивидуально изолированных проводов в скрученной или параллельной конфигурации в общей оболочке.
Скручивание вместе двух или более изолированных проводов с образованием элемента.
Аббревиатура от Computer Aided Design, Computer Aided Manufacturing
Хранение электрически разделенных зарядов между двумя пластинами с разными потенциалами.Величина во многом зависит от площади поверхности плит и расстояния между ними.
Емкость, измеренная непосредственно от проводника к проводнику через единственный изолирующий слой.
Емкость между двумя проводниками и всеми другими проводниками, включая экран, замкнутыми накоротко на землю.
Электрическое взаимодействие между двумя проводниками, вызванное разностью потенциалов между ними.
Аббревиатура от Community Antenna Television.
Вспененный или «вспененный» полиэтилен, состоящий из отдельных закрытых ячеек, взвешенных в полиэтиленовой среде.
Сертификат, который обычно выдается отделом контроля качества, который показывает, что отгружаемый продукт соответствует спецификациям заказчика.
Отчет, содержащий фактические данные испытаний кабеля. Испытания обычно проводятся отделом контроля качества, который показывает, что продукт при отправке соответствует требованиям испытаний.
Импеданс, который при подключении к выходным клеммам линии передачи любой длины делает линию бесконечно длинной. Отношение напряжения к току в каждой точке линии передачи, на которой нет стоячих волн.
Популярный термин для изготовления проводов сечением от 14 до 10 AWG.
Площадь круга диаметром 1 мил (0,001 дюйма); 7,845 x 10 -7 кв. Дюйма Используется для выражения площади поперечного сечения провода
Метод нанесения металла на другой металл, при котором соединение двух металлов непрерывно сваривается.
Кабель, состоящий из двух цилиндрических жил с общей осью, разделенных диэлектриком.
Деформация изоляции из-за механической силы или давления (не из-за размягчения тепла).
В конструкции с несколькими кабелями — скручивание всех проводников вокруг «общей оси» с двумя группами проводников. как пары. Эта практика дает конструкции меньшего диаметра, чем чувствительность отдельной оси к EMI и ESI.
Общественная линия связи, такая как Bell или General Telephone Systems.
(шум), вызванный разницей «потенциала земли». Путем заземления на любом конце, а не на обоих концах (обычно заземляются на источник) можно уменьшить эту помеху.
Кабель, содержащий более одного калибра или различные типы цепей, e.грамм. парные, тройные, четверные, коаксиальные и т. д.
Изоляционный или защитный материал, изготовленный путем смешивания двух или более ингредиентов.
Центральный провод, окруженный одним или несколькими слоями спирально намотанных прядей с фиксированной круглой геометрической компоновкой.
В проводе или кабеле — измерение положения центра жилы по отношению к геометрическому центру жилы. окружающая изоляция.
Способность проводника переносить электрический заряд. Отношение текущего потока к разности потенциалов, вызывающей поток. Ответная реакция сопротивления.
Способность материала проводить электрический ток — обычно выражается в процентах от проводимости меди (медь является 100%).
Изолированный провод, предназначенный для пропускания электрического тока.
Трубка или желоб, в котором проходят изолированные провода и кабели.
Устройство, используемое для физического и электрического соединения двух или более проводов.
Одновременная экструзия и отверждение материалов для эластометрического покрытия проволоки.
Многожильный кабель, предназначенный для работы в цепях управления или сигнализации.
Соединение, полученное в результате полимеризации двух различных мономеров.
Сталь с приваренным к ней покрытием из меди, в отличие от медной.
Небольшой гибкий изолированный кабель.
В кабелях — компонент или комплект компонентов, поверх которых нанесены дополнительные компоненты (экран, оболочка и т. Д.).
Разряд из-за ионизации воздуха вокруг проводника из-за градиента потенциала, превышающего определенное критическое значение.
Время, в течение которого изоляция выдержит определенный уровень усиленной полевой ионизации, которая не привести к немедленному полному разрушению изоляции.
Порча материала в результате химической реакции или гальванического воздействия.
Мелкие трещинки на поверхности пластмассовых материалов.
Изменение размеров материала под нагрузкой во времени.
Термин, обозначающий межмолекулярные связи между длинноцепочечными термопластичными полимерами, образованные химическими веществами или облучением. техники.
Тип помех, вызванных сигналами одной цепи, передаваемыми в соседние цепи.
Аббревиатура от «Электронно-лучевая трубка»; общая терминология для видеотерминала. Также называется VDU или VDT.
Максимальный ток, который может безопасно выдержать изолированный провод без превышения его изоляции и ограничения температуры рубашки (такие же, как Ampacity).
Способность материала выдерживать механическое давление (обычно острая кромка или небольшой радиус) без разлуки.
Сокращенное обозначение непрерывной вулканизации.
Аббревиатура для оборудования передачи данных, например модема.
Единица измерения разницы уровней мощности. Термин, обозначающий два уровня мощности, используемых для обозначения прироста или потери в системе.
Коэффициент, используемый для уменьшения допустимой нагрузки по току провода при использовании в среде, отличной от значение которого было установлено.
Любой изолирующий материал между двумя проводниками, допускающий электростатическое притяжение и отталкивание. через это.
Напряжение, которое может выдержать изоляция до пробоя.Обычно выражается как градиент напряжения (например, вольт на мил).
Представление данных дискретными символами.
Электрический ток, протекающий в одном направлении.
Аббревиатура от Demultiplex.
Общая длина одного погонного фута парных материалов; я.е. одна двойная стопа равна одной положительной
В кабеле неизолированный провод плотно контактирует с экраном для облегчения заделки такой щит на землю.
Аббревиатура терминального оборудования данных, такого как VDT или принтеры.
Подземная или воздушная труба для прокладки электрических кабелей.
Двусторонняя одновременная передача данных — обычно по четырехпроводной сети.
В производстве термопар — комбинация разнородных металлических проводников провода термопары.
Аббревиатура от Electronic Industries Association.
Класс длинноцепочечных полимеров, способных сшиваться для создания упругих и магнитных полей, связанных с движения электронов по проводникам, например полихлоропреновый и этиленпропиленовый каучук.
Относится к комбинированным электрическим и магнитным полям, связанным с перемещением электронов по проводникам.
Давление или напряжение. Сила, которая заставляет ток течь в цепи.
Относится к статическому электричеству или электричеству в состоянии покоя. Электрический заряд постоянной интенсивности.
Частичное увеличение длины материала, напряженного при растяжении.
Сокращенное обозначение электромагнитных помех.
Диаметр термоусадочной трубки в состоянии поставки. При нагревании трубка сжимается до диаметра экструдированного материала.
Воздействие электрических волн или полей, которые вызывают ложные сигналы, отличные от желаемого интеллекта, е.грамм. шум.
Единица емкости, при которой заряд в один кулон создает разность потенциалов в один вольт.
Сопротивление кристаллизации металла, которое приводит к разрыву проводов при изгибе.
Аббревиатура от Frequency Division Multiplexing — метод мультиплексирования или объединения множества каналов голосовых данных для передача на единой несущей РФ.Каналы разделены по частоте и передаются на поднесущих.
Конструкция телефонного кабеля, в которой жила кабеля заполнена материалом, препятствующим проникновению влаги. входящие или проходящие через кабель.
(1) Материал, используемый в многожильных кабелях для заполнения больших промежутков, образованных собранными проводниками.(2) инертный вещество, добавляемое в состав для улучшения свойств или снижения стоимости.
Кабель с двумя гладкими или гофрированными, но по существу плоскими поверхностями.
Провод, имеющий прямоугольное поперечное сечение в отличие от круглых или квадратных проводов.
Плоская конструкция с двумя или более плоскими проводниками.
Способность материала не распространять пламя после удаления источника пламени
Мера способности материала поддерживать горение.
Измерение способности жилы или кабеля выдерживать многократное изгибание.
То качество кабеля или кабельного компонента, которое допускает изгибание под действием внешней силы, в отличие от вялость, которая изгибается под действием собственного веса кабеля.
Утеплитель с ячеистой структурой.
Рейтинг воспламеняемости, установленный Underwriters Laboratories для проводов и кабелей, проходящих по специально разработанной вертикальной испытание пламенем.Это обозначение было заменено на VW-1.
Относится к числу циклов в секунду сигнала переменного тока или сигнала RF.
Термин, используемый для обозначения физического размера провода.
Аббревиатура от универсальной интерфейсной шины, обычно используемой для соединения измерительных устройств.
Соединение между электрической цепью и землей или другой крупнопроводящей полной электрической цепью.
Медная проволока, не прошедшая отжиг после волочения.
Расположение проводов и кабелей, обычно с множеством разрывов, которые были связаны вместе или стянуты в резиновую или пластиковая оболочка, используемая для соединения электрических цепей.
Непрерывная спиральная полоса, нанесенная на провод для идентификации
Сплошная цветная спиральная полоса, нанесенная на проводник для идентификации цепи.
Газонепроницаемый корпус, полностью герметизированный плавлением или другими аналогичными способами.
Термин, заменяющий количество циклов в секунду как единицу частоты.
Обычно это провод или кабель с рабочим напряжением более 25 000 вольт.
Испытание, предназначенное для определения максимального напряжения, которое может быть приложено к проводнику без электрического разрушения проводника. изоляция.
Одиночный изолированный провод, используемый для слаботочных и низковольтных (обычно менее 1000 В) применений в закрытых помещениях. электронное оборудование.
Термин, используемый для описания звука 60 или 120 циклов, присутствующего в звуке некоторого коммуникационного оборудования, обычно являющегося результатом либо нежелательная связь с источником 60 циклов, либо неисправная фильтрация выхода выпрямителя на 120 циклов.
Легко впитывает и удерживает влагу.
Аббревиатура Международной электротехнической комиссии.
Сокращенное название Института инженеров по электротехнике и радиоэлектронике.
Испытание для определения механического воздействия, которое кабель может выдержать без физического или электрического разрушения вследствие ударившись с заданным весом, упал на заданное расстояние в контролируемой среде.
Суммарное сопротивление, которое цепь предлагает потоку переменного тока или любого другого переменного тока при конкретная частота. Это комбинация сопротивления (R) и реактивного сопротивления (X), измеряемая в омах.
Свойство цепи или ее элемента, которое препятствует изменению потока тока, что приводит к запаздыванию изменений тока. за изменениями напряжения.Измеряется в генри.
Перекрестные помехи в результате воздействия электромагнитного поля одного проводника на другой.
Материал, обладающий высоким сопротивлением прохождению электрического тока.
Сопротивление изоляции приложенному постоянному напряжению, которое может привести к утечке. ток через изоляцию.
Толщина стенки применяемого утеплителя.
(1) Расстояние между центрами проводов в парных проводах или (2) расстояние между центрами между проводниками в парном проводе. плоский кабель.
Проводка между модулями, между модулями или большими частями системы.
Электрические или электромагнитные помехи, вызывающие нежелательные реакции в другом электронном оборудовании.
Пустоты или впадины между отдельными жилами в проводнике или между изолированными проводниками в многожильном кабеле при экстремальном изгибе.
Аббревиатура Ассоциации инженеров по изолированному силовому кабелю.
В изоляционных материалах — воздействие на материал излучения высокой энергии с целью изменения молекулярной структуры путем сшивания.
Аббревиатура от Instrument Society of America
Аббревиатура Международной организации по стандартизации.
Наружное покрытие, обычно неметаллическое, в основном используется для защиты от окружающей среды.
Короткий плоский кабель, соединяющий две монтажные платы или устройства.
Жидкая смола или компаунд, наносимый на текстильную тесьму для предотвращения истирания, поглощения влаги и т. Д.
Лента, состоящая из двух или более слоев разных материалов, соединенных вместе.
Длина, измеренная по оси провода или кабеля, необходимая для одиночной жилы (в многожильном проводе) или проводника (в кабеле). сделать один полный оборот вокруг оси жилы или кабеля.
Нежелательное протекание тока через поверхность изоляции или над ней.
Тест для определения времени до отказа в контролируемой, обычно ускоренной среде.
Максимальное отклонение (в градусах или процентах) термопары или удлинительного провода термопары от стандарта ЭДС-температура, подлежащая измерению.
Аббревиатура от аварии с потерей теплоносителя, неисправности системы, связанной с атомными электростанциями.
Базовая или широкополосная интерактивная двунаправленная система связи для передачи голоса, видео или данных общая кабельная среда.
Плоский или гофрированный ленточный экран, прикрепленный к оси экранируемой жилы.
Термин, обычно применяемый к усадочным изделиям, обозначающий дискретную осевую длину, потерянную при нагревании в чтобы получить восстановленный диаметр.
Суммарное сопротивление двух проводников, измеренное при прохождении через оба конца.
Произведение рассеиваемой энергии и диэлектрической проницаемости изоляционного материала.
Изоляционный материал с относительно низкими диэлектрическими потерями, например полиэтилен или тефлон.
Область, в которой тело или ток испытывают магнитные силы.
Скорость потока магнитной энергии через поверхность (реальная или воображаемая).
Вызвано изменением текущего уровня, например Линия электропередачи переменного тока (создает магнитное поле вокруг этого кабеля). Это магнитное поле вызывает магнитный шум.
Текучее покрытие, используемое на внутренней стороне некоторых усадочных изделий, которое при нагревании течет, закрывая межклеточные воздушные пустоты.
Акроним от Master Antenna Television System — комбинация компонентов, обеспечивающих работу нескольких телевизионных приемников. от одной антенны или группы антенн; обычно в одном здании.
Сокращенное обозначение одной тысячи круговых милов.
Устройство для измерения доз радиации.Равно одному миллиону (10 6 ) рад.
Линейный опорный элемент, обычно из высокопрочной стальной проволоки, используемый в качестве опорного элемента подвесной антенны. кабель. Мессенджер может быть неотъемлемой частью кабеля или вне его.
Единица электропроводности. Величина ома.
Мегагерц (один миллион циклов в секунду).Ранее Mc.
Префикс одной миллионной.
Шум в системе, вызванный механической вибрацией компонентов внутри системы.
Короткая (обычно менее 30 ком) электрическая волна.
Единица, используемая для измерения диаметра провода или толщины изоляции над проводником.Одна тысячная дюйма (0,001 дюйма).
Конечная муфта, имеющая сопротивление, отличное от того, для которого предназначена цепь или кабель.
DCE, который размещает и принимает сигналы данных по средствам связи общего оператора.
Отношение напряжения к деформации в упругом материале.
Количество влаги в процентах, которое материал впитает при определенных условиях.
Способность материала сопротивляться поглощению влаги из воздуха или при погружении в воду.
Основная химическая единица, используемая при создании полимера.
Аббревиатура для станков с изоляцией из термопласта.
Одновременная передача двух или более сообщений по одной и той же кабельной среде. См. FDM и TDM
Аббревиатура Multiplexer.
Торговое наименование DuPont полиэфирного материала.
Одна тысячная одной миллионной секунды (10 -9 секунды).
Согласованный стандарт, опубликованный Национальной ассоциацией противопожарной защиты (NFPA) и включенный в в правилах OSHA.
Аббревиатура национального бюро стандартов.
Сокращенное обозначение Национальной ассоциации производителей электрооборудования.
Сокращенное обозначение Национальной ассоциации противопожарной защиты. Эта ассоциация, являющаяся административным спонсором Национальный электротехнический кодекс.
Аббревиатура от бескислородной меди с высокой проводимостью.Он не имеет остаточного раскислителя, минимальное содержание меди 99,5% и средняя отожженная проводимость 101%.
Единица сопротивления, при которой постоянный ток в один ампер создает силу в один вольт.
Аббревиатура Закона о безопасности и гигиене труда. В частности, в 1970 г. был принят закон Вильямса-Штайгера, охватывающий все факторы, относящиеся к безопасности на рабочих местах.
Процент газа, выделяющегося при сгорании изоляционного материала или материала оболочки.
Величина нахлеста задней кромки на переднюю кромку ленты.
Процент газа, выделяющегося при сгорании изоляционного материала или материала оболочки.
Соединение двух изолированных одинарных проводов путем скручивания.
Расстояние между двумя соседними точками пересечения нитей оплетки. Измерение в метках на дюйм указывает степень покрытия.
Значение префикса на миллионной части одной миллионной (10 -12 )
В плоском кабеле — номинальное расстояние между индексными кромками двух соседних проводников.
Изменение размеров под нагрузкой, которое не восстанавливается при снятии нагрузки.
Химический агент, добавляемый к пластикам, чтобы сделать их более мягкими и податливыми.
Путь возврата воздуха центральной системы кондиционирования воздуха, либо воздуховод, либо открытое пространство над подвесным потолком.
Кабель, одобренный Underwriters Laboratories для установки в пленумах без кабелепровода.
Семейство изоляционных материалов, полученных путем полимеризации газообразного этилена и обладающих превосходными электрическими характеристиками. свойства, в том числе высокие I.T. низкая диэлектрическая проницаемость и низкие диэлектрические потери во всем частотном спектре.Механически прочный, он сопротивляется истиранию и текучести на холоде.
Материал с высокой молекулярной массой, образованный химическим объединением мономеров.
Семейство термопластов на основе ненасыщенных углеводородов, известных как олефины. В сочетании с бутиленами или из полимеров стирола они образуют такие соединения, как полиэтилен и полипропилен.
Множественные воздушные пустоты в изоляционной стене или стене оболочки.
Аббревиатура для торговой точки.
Уплотнение кабельного наконечника или другого компонента жидкостью, которая термоотверждается в эластомер.
Отношение сопротивления к сопротивлению.Отношение фактической мощности переменного тока к полной мощности. Математически это косинус угла между приложенным напряжением и результирующим током.
Первый слой непроводящего материала, нанесенный на проводник, основная функция которого — действовать как электрический барьер (сек … изоляция).
Время задержки, необходимое для прохождения электрической волны между двумя точками на линии передачи.
Устройство, прикрепленное к кабелю, к которому может быть прикреплен крючок для протягивания кабеля в канал или из канала.
Тип коаксиального кабеля, предназначенный для передачи повторяющихся импульсов высокого напряжения без ухудшения характеристик.
Четырехжильный кабель.
Единица поглощенной дозы излучения, равная 100 эрг / грамм.
Аббревиатура от Управления электрификации сельских районов. Филиал Министерства сельского хозяйства США, отвечающий за стандартизация независимых телефонных компаний по всей территории США.
Противодействие протеканию переменного тока за счет индуктивности или емкости компонента или цепи.
Диаметр термоусадочной продукции после нагрева заставил ее вернуться к своему экструдированному диаметру.
Спай термопары, имеющий известную эталонную температуру.Также известен как «холодный». перехода, он обычно находится у прибора измерения ЭДС.
Часть сигнала, которая теряется из-за отражения мощности при разрыве линии.
Процесс соединения двух проводящих поверхностей, покрытых припоем, путем повторного плавления припоя, чтобы вызвать сплавление.
Синтетический органический материал, образованный объединением (полимеризацией) одного или нескольких мономеров с одной или несколькими кислотами.
Мера трудности прохождения электрического тока через среду при приложении напряжения. Измеряется в омах.
Кабель, возвращающий за счет собственной накопленной энергии из расширенного состояния в исходную сжатую форму.
Сокращенное обозначение радиочастотных помех.
Плоский кабель с индивидуально изолированными проводниками, расположенными параллельно и удерживаемыми вместе с помощью клеящейся пленки.
Один или несколько выступов, идущих сбоку вдоль внешней поверхности изолированного провода для идентификации.
Действующее значение переменного тока или напряжения.
Проводник, состоящий из центральной жилы, окруженной одним или несколькими слоями спирально уложенных групп проводов.
В испытаниях на разрыв или разрыв — точка, в которой материал физически разваливается, в отличие от предела текучести при удлинении и т. д.
Аббревиатура Общества инженеров автомобильной промышленности.
Характеристика материала, пламя которого гаснет после удаления пламени зажигания.
Лента с таким сопротивлением, что при наложении между двумя элементами кабеля соседние поверхности двух элементы сохранят практически тот же потенциал. Такие ленты обычно используются для экранирования проводов и в сочетании с металлический экран поверх изоляции.
Материал, характеристики сопротивления которого находятся между изоляторами и проводниками.
Твердый полуэластичный поливинилхлоридный компаунд с низким содержанием пластификатора.
Слой изоляционных материалов, таких как ткань, бумага, полиэстер и т. Д.Используется для улучшения качества снятия изоляции, гибкости, механическая или электрическая защита компонентов.
Нить или группа нитей, например волокна или проволока, намотанная вокруг центральной жилы.
Спиральная намотка из мягкой оцинкованной стальной проволоки, намотанной вокруг кабеля для обеспечения механической защиты и увеличения характеристики натяжения троса.
Наружное покрытие или оболочка многожильного кабеля.
В кабеле — металлический слой, помещаемый вокруг проводника или группы проводников для предотвращения электростатических помех между ними. вложенные провода и внешние поля.
Физическая площадь кабеля, фактически покрытая экранирующим материалом, выражается в процентах.
Относительная способность экрана экранировать нежелательные сигналы.
Отношение между расширенным диаметром и восстановленным диаметром термоусадочных изделий.
Температура, при которой происходит полное восстановление усадочного продукта из расширенного состояния.
Трубки, экструдированные, сшитые и механически расширенные, которые при повторном нагреве вернутся в исходное положение. оригинальный диаметр.
Ток, используемый для передачи информации, цифровой, аналоговой, аудио или видео.
Кабель, рассчитанный на ток, обычно менее одного ампера на провод.
Режим передачи данных только в одном направлении. Обычно на двухпроводном устройстве.
Сплавление спирально наложенной оберточной ленты с использованием высокой температуры до однородного континуума. Обычно используется для фторуглеродов, неэкструдируемых материалов.
Явление, при котором уменьшается глубина проникновения электрического тока в проводник. по мере увеличения частоты.
Плетеная, экструдированная или тканая трубка.
Кабель, предназначенный для использования во взрывоопасных зонах, состоящий из изолированных проводников в экструдированной неметаллической оболочке, которая затем покрывают перекрывающейся спиральной металлической лентой и проволочным экраном и покрывают оболочкой выдавленной влагой, пламенем, масляной коррозией, грибком и неметаллический материал, устойчивый к солнечному свету.
Термоусаживаемая трубка с припоем для пайки и заземления экрана.
Проводник, состоящий из одного провода.
В плоских кабелях — расстояние от контрольной кромки первого проводника до контрольной кромки последнего проводника. (в кабелях с плоскими жилами) или расстояние между центрами первого и последнего жил (в кабелях с круглыми жилами). проводники), выраженные в дюймах или сантиметрах.
Испытание, предназначенное для обнаружения дефектов (обычно отверстий) в изоляции провода или кабеля путем применения напряжение в течение очень короткого периода времени, пока проволока протягивается через поле электрода.
Отношение плотности (массы на единицу объема) материала к плотности воды.
То же, что и диэлектрическая проницаемость.
Спиральная намотка материала на сердечник.
Разница между коэффициентом мощности в процентах при 80 В / мил и 40 В / мил, измеренном на погруженном проводе в воде при 75 ° C в течение определенного времени.
Закрывающая направляющая, используемая на некоторых трубках с застежкой-молнией, которая позволяет легко открывать или закрывать такую трубку в любом месте. точка по установленной длине.
Используется для обозначения условий окружающей среды проложенного кабеля, а не условий, существующих во время прокладки кабеля.
Проводник, состоящий из одинарных сплошных проводов, скрученных вместе по отдельности или группами.
Сила, необходимая для удаления небольшого участка изоляционного материала с проводника, который он покрывает.
Напряжение переменного тока, которое может быть приложено между соседними проводниками.
Сопротивление материала между двумя противоположными сторонами единичного квадрата его поверхности. Обычно выражается в омах.
Временное сильное повышение напряжения или тока в электрической цепи или кабеле.
Метод определения частотной характеристики кабеля путем создания высокочастотного напряжения с частотой изменяются с быстрой постоянной скоростью в заданном диапазоне.
Испытание диэлектрической проницаемости под напряжением, при котором испытуемый образец погружают в воду и между проводниками прикладывают напряжение. и воду как землю.
Лента, наложенная по спирали на изолированный или неизолированный провод.
Аббревиатура для мультиплексирования с временным разделением.
Сила, необходимая для начала или продолжения разрыва материала при определенных условиях.
Максимальная и минимальная температура, при которой изоляционный материал может использоваться в непрерывном режиме. без потери основных свойств.
Комплексное измерение комбинированного снижения всех электромагнитных излучений от указанного оборудования, используемого в области с высокой степенью защиты данных.
Растягивающее напряжение, необходимое для разрушения данного образца.
Испытание для определения способности материала противостоять жаре и холоду, подвергая его быстрым и широким изменениям. по температуре.
Устройство, состоящее из двух разнородных металлов в физическом контакте, которые при нагревании вырабатывают на выходе ЭДС.
Термопара, предназначенная для использования как часть сборки, но без связанных частей, таких как клемма. блок, соединительная головка или защитная трубка.
Кабель, состоящий из одного или нескольких скрученных удлинительных проводов термопары в общей оболочке.
Пара проволок из разнородных сплавов с такими характеристиками ЭДС и температурой, которые дополняют термопара, которая предназначена для использования, такая, что при правильном подключении позволяет точно передавать ЭДС на эталон. соединение.
Пара проволок из разнородных сплавов с характеристиками ЭДС-температуры, откалиброванными на более высокие значения. уровни температуры, чем у удлинителя типа горячего спая термопары, в дополнение к тому, что он служит в качестве всего проводного соединения между горячим спаем и холодные эталонные спаи.
Материал, который размягчается при нагревании или повторном нагревании и становится твердым при охлаждении.
Материал, который затвердевает или схватывается с помощью методов образования поперечных связей при нагревании, химическом или радиационном воздействии и который после затвердевания нельзя повторно размягчить нагреванием.
90 ° C, 600 В, строительный провод в нейлоновой оболочке для сухих помещений.
75 ° C, 600 В, строительный провод в нейлоновой оболочке для влажных или сухих помещений.
Олово, добавленное к меди для облегчения пайки и предотвращения коррозии.
Цепь передачи сигнала с контролируемыми электрическими характеристиками, используемая для передачи высокочастотных или высокочастотных сигналов. узкоимпульсные сигналы.
Уменьшение или потеря мощности при передаче энергии из одной точки в другую. Обычно выражается в децибелах.
Система кабельных лотков — это блок или совокупность блоков или секций и связанных с ними фитингов, изготовленных из негорючих материалов. образуя жесткую конструктивную систему, используемую для поддержки кабелей. Системы кабельных лотков (ранее называемые сплошными жесткими кабельными опорами) включают: лестницы, желоба, каналы, поддоны со сплошным дном и аналогичные конструкции.
Многожильный или многопарный контрольный, сигнальный или силовой кабель заводской сборки, специально утвержденный Национальным законодательством. Электрический код для установки в лотки.
Конструкция кабеля с тремя совпадающими осями, такими как проводник, первый экран и второй экран, все изолированные друг от друга.
Кабель, состоящий из трех изолированных одинарных жил, скрученных вместе.
Трубка из экструдированного пластика или металла без опоры.
Синоним спаривания.
Кабель подземных фидеров и ответвлений из термопласта.
Аббревиатура от сверхвысокой частоты, от 300 до 3000 МГц.
Аббревиатура для Underwriters Laboratories, некоммерческой независимой организации, которая предоставляет услуги листинга для электрические и электронные материалы и оборудование.
Линия передачи, в которой напряжения на двух проводниках не равны относительно земли; е.грамм. коаксиальный кабель.
Скорость электрического сигнала по длине кабеля по сравнению со скоростью в свободном пространстве, выраженная как процентов. Это величина, обратная квадратному корню из диэлектрической проницаемости изоляции кабеля.
Аббревиатура для очень высокой частоты, от 30 до 300 МГц.
Кабель передачи, содержащий пары с низкими потерями и сопротивлением 125 Ом. Используется для приема телевизионных сигналов, замкнутого телевидения, телефонных сетей и т. Д.
Единица электродвижущей силы.
Термин, наиболее часто используемый вместо электродвижущей силы, потенциала, разности потенциалов или падения напряжения до обозначают электрическое давление, которое существует между двумя точками и способно производить ток при подключении замкнутой цепи между двумя точками.
Наибольшее напряжение, которое может непрерывно подаваться на провод в соответствии со стандартами или спецификациями.
Отношение максимального эффективного напряжения к минимальному эффективному напряжению, измеренному вдоль длина несовпадающей линии передачи радиочастоты.
Электрическое сопротивление между противоположными гранями в 1 см.куб из изоляционного материала, обычно выражаемый в ом-сантиметре.
Рейтинг воспламеняемости, установленный Underwriters Laboratories для проводов и кабелей, проходящих по специально разработанной вертикальной испытание пламенем, ранее обозначавшееся FR-1.
Вода, по массе, поглощенная материалом после определенного периода погружения.
Единица электроэнергии. Ватт — это мощность, необходимая для выполнения работы со скоростью один джоуль в секунду.
Расстояние, измеренное в направлении распространения повторяющегося электрического импульса или формы волны между двумя последовательные точки.
Продольный поток жидкости в проводе или кабеле из-за капиллярного действия.
Проволока — это тонкий стержень или нить из тянутого металла.
Минимальное напряжение, при котором материал начинает физически деформироваться.
Патент США на способ электрически проводящего соединения электрических проводников двух высоковольтных кабелей Патент (Патент № 9,887,508, выданный 6 февраля 2018 г.)
СВЯЗАННАЯ ЗАЯВКАВ данной заявке испрашивается приоритет по сравнению с Европейской патентной заявкой №12 305 789.5, поданной 2 июля 2012 г., которая полностью включена в настоящий документ посредством ссылки.
Уровень техники Область изобретенияИзобретение относится к способу электрически проводящего соединения электрических проводников двух высоковольтных кабелей, каждый из которых включает проводник, выполненный в виде проводника Милликена, окруженный кожухом из изоляционного материала, в котором Используется кусок металлической трубы, который снабжен по всей ее длине и распределен по ее окружности с множеством сквозных отверстий с резьбой для крепления крепежных винтов, и примерно посередине в плоскости, проходящей под прямым углом к ее оси, несколько центральные сквозные отверстия снабжены резьбой и смещены относительно друг друга в окружном направлении и снабжены резьбой для приема контактных винтов (ЕР 2 226 899 А1).
Описание предшествующего уровня техникиКак правило, жилы Milliken используются в одножильных высоковольтных кабелях с большим поперечным сечением проводов, которое, например, превышает 1000 мм 2 . Они состоят из множества электропроводящих проводов, которые скручены вместе и объединены, по меньшей мере, в трех секторных проводниках, которые вместе образуют круглый проводник. Такой провод Милликена с шестью секторными проводниками раскрыт, например, в DE 40 36 169 C2.Для уменьшения скин-эффекта, с одной стороны, и эффекта близости, с другой стороны, секторные проводники изолированы друг относительно друга. Для дальнейшего уменьшения влияния этих двух эффектов отдельные провода проводника Милликена также могут быть изолированы друг относительно друга, например, путем нанесения слоя лака на каждый отдельный провод. Для эффективного электрически проводящего соединения проводов Милликена двух высоковольтных кабелей с использованием обычных соединительных элементов все изоляционные слои проводов должны быть удалены в области точки соединения с большим трудом, чтобы все провода проводника могли быть максимально надежными. быть подключенным через электропроводящее соединение.
Вышеупомянутый EP 2 226 899 A1 описывает способ электрически проводящего соединения двух электрических проводников, который также может использоваться для проводников Милликена. Два соединяемых проводника вводят в кусок металлической трубы, снабженный крепежными винтами, таким образом, чтобы между торцевыми поверхностями двух проводов оставался зазор. В этом положении они фиксируются крепежными винтами на отрезке трубы. Контактные винты, снабженные вращающимся коническим наконечником, ввинчиваются в зазор между двумя проводниками.Наконечник ввинчивается в соответствующее углубление фиксирующего винта. По сравнению с резьбой фиксирующего винта верхняя часть имеет противоположно направленную внешнюю резьбу. Из-за противоположной резьбы кончик каждого крепежного винта глубоко проникает в зазор между проводниками.
ОБЪЕКТЫ И СУЩНОСТЬ ИЗОБРЕТЕНИЯВ основе изобретения лежит задача разработки вышеописанного способа таким образом, чтобы два проводника Милликена могли быть электрически эффективно соединены с уменьшенными затратами.
В соответствии с изобретением поставленная задача решается путем первоначального обнажения проводников двух кабелей на их концах путем снятия соответствующего кожуха.
- Затем два проводника вставляются в отрезок трубы с таких разных сторон, что они упираются друг в друга на уровне центральных сквозных отверстий, их торцевые поверхности проходят перпендикулярно их оси, затем
- проводники закрепляются в отрезке трубы с помощью крепежных винтов, затем проходят отверстия
- в радиальном направлении производятся через центральные сквозные отверстия, в которые два проводника двух кабелей выступают в области их торцевых поверхностей и имеют диаметр, который меньше диаметра центральных сквозных отверстий, и
- впоследствии контактируют с винтами электрического отсека токопроводящий металл ввинчивается в центральные сквозные отверстия и далее в отверстия, при этом во время их При сборке они врезаются своей резьбой в два проводника.
При использовании этого метода только два проводника соединяемых кабелей, которые были освобождены от кожуха, должны быть вставлены в отрезок трубы и закреплены в нем торцевыми поверхностями, прилегающими друг к другу. Любые изоляционные материалы, присутствующие в проводниках двух кабелей, такие как взаимная изоляция секторных проводов и, возможно, любые слои лака, присутствующие на отдельных проводах, могут оставаться. После закрепления двух проводников в отрезке трубы с помощью крепежных винтов последние неподвижно упираются друг в друга своими торцами.Затем с помощью сверла проделываются отверстия, которые проходят через центральные сквозные отверстия, которые радиально выступают в отрезок трубы и помещаются между двумя проводниками таким образом, чтобы они входили в оба проводника как можно более равномерно. Контактные винты, которые должны быть ввинчены на последнем этапе в центральные сквозные отверстия и далее в отверстия, имеют диаметр, который немного больше внутреннего диаметра отверстий, так что они врезаются своей резьбой в два проводника.На этом электрическое соединение между проводниками двух кабелей завершено. Любой ток, проводимый по кабелям, при необходимости протекает через контактные винты непосредственно от проводника к проводнику. Предпочтительно контактные винты в зависимости от материала проводников состоят из медного сплава или алюминиевого сплава.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖАСпособ согласно изобретению будет объяснен с помощью чертежа в качестве варианта осуществления.
На чертеже:
РИС. 1 схематично с частичным разрезом показана точка соединения двух высоковольтных электрических кабелей с проводниками.
РИС. 2 — вид на торец кабеля по фиг. 1.
РИС. 3 — частичный разрез точки соединения, дополненной по сравнению с фиг. 1.
РИС. 4 — вид в разрезе по линии IV-IV на фиг. 3.
РИС. 5 и 6 — дополнения к точке соединения по фиг.3.
РИС. 7 — вид в разрезе дополнительного компонента согласно фиг. 3.
РИС. 8 — вид в разрезе по линии VIII-VIII на фиг. 7.
РИС. 9 показывает точку соединения, которая дополнительно дополнена по сравнению с фиг. 7.
РИС. 10 — вид в разрезе по линии X-X фиг. 9.
РИС. 11 — вид в разрезе точки соединения, дополнительно дополненной по сравнению с фиг. 9.
ПОДРОБНОЕ ОПИСАНИЕРИС.1 схематично показана точка соединения между двумя кабелями 1 и 2 , проводники которых 3 и 4 расположены в отрезке трубы 5 из металла. Они закреплены в отрезке трубы 5 множеством крепежных винтов 6 в положении, в котором их торцевые поверхности упираются друг в друга в плоскости 7 , которая проходит перпендикулярно оси кабелей 1 и 2 и отрезка 5 .Для ясности только четыре крепежных винта 6 показаны на фиг. 1. На практике крепежные винты 6 присутствуют по всей длине отрезка трубы 5 и по его окружности, которые предпочтительно выполнены как срезные винты. Например, отрезок 5 изготовлен из алюминиевого сплава.
Кабели 1 и 2 имеют проводник, выполненный как проводник Милликена. Такой проводник показан на фиг.2, например, и обозначается как проводник 3 кабеля 1 . Жила 4 кабеля 2 может иметь идентичную конструкцию. Для простоты ниже будет объяснена только конструкция проводника 3 . Он состоит из множества скрученных друг с другом проводов из электрически хорошо проводящего материала, например меди или медного сплава. Согласно фиг. 2, проводник 3 , например, разделен на три секторных проводника 8 , 9 и 10 , каждый из которых проходит под углом 120 ° и вместе образует круглый проводник 3 .Проводник 3 может также иметь более трех секторных проводников. Например, используются шесть секторных жил по традиционной технологии. Между секторными проводниками 8 , 9 и 10 соответственно предусмотрен слой 11 изоляционного материала. Кроме того, изоляция, выполненная в виде слоя лака, может быть нанесена на провода проводника 3 . Проводник 3 окружен кожухом 12 из изоляционного материала.ИНЖИР. 2 просто показаны несколько проводов в трех секторных проводниках 8 , 9 и 10 .
В дополнение к сквозным отверстиям, каждое из которых снабжено резьбой для приема крепежного винта 6 , отрезок трубы 5 имеет центральные сквозные отверстия 13 , снабженные резьбой примерно посередине на уровне плоскости 7 , при этом несколько центральных сквозных отверстий 13 расположены распределенными по окружности в отрезке трубы 5 в плоскости 7 .Они служат для установки контактных винтов 14 , показанных на фиг. 9 и 10, которые предпочтительно также выполнены в виде срезных винтов. Контактные винты 14 служат для электрического соединения двух проводников 3 и 4 . Как уже упоминалось, они преимущественно состоят из меди, медного сплава или алюминиевого сплава.
Например, способ согласно изобретению осуществляется следующим образом:
Первоначально проводники 3 и 4 оголены на концах кабелей 1 и 2 путем снятия кожуха 12 .Кроме того, в отрезке трубы 5 , который снабжен множеством крепежных винтов 6 или имеет соответствующее количество сквозных отверстий с резьбой, расположены центральные сквозные отверстия 13 , также снабженные резьбой. Например, в плоскости 7 в отрезке 5 трубы выполнены шесть центральных сквозных отверстий 13 , которые смещены относительно друг друга в окружном направлении.
Затем проводники 3 и 4 двух кабелей 1 и 2 вставляются с двух противоположных сторон в отрезок трубы 5 до такой степени, что они упираются друг в друга своим концом. грани в плоскости 7 , как показано на фиг.3. В этом положении проводники 3 и 4 закреплены в отрезке трубы 5 путем затягивания крепежного винта 6 . Проводники 3 и 4 освобождаются от кожуха 12 только на длину, необходимую для вставки в отрезок трубы 5 . На проводниках 3 и 4 дальнейшие мероприятия не проводятся. Это особенно верно для всех изоляционных материалов, присутствующих в проводниках.
Затем отверстия 15 (фиг.7) для установки контактных винтов 14 изготавливаются в плоскости 7 с центральными сквозными отверстиями 13 , при этом отверстия 15 направлены радиально внутрь и входят в зацепление. оба проводника 3 и 4 . Для этого в центральные сквозные отверстия 13 ввинчиваются сверлильные втулки 16 , через которые может проходить сверло 17 . При использовании гильз 16 простым способом гарантируется, что резьба центральных сквозных отверстий 13 не будет повреждена при выполнении отверстий 15 .
Сверло 17 имеет из-за гильз 16 , ввинченных в центральные сквозные отверстия 13 , меньший диаметр, чем центральные сквозные отверстия 13 , так что отверстия 15 также имеют меньший диаметр, чем центральные проходные 13 . Отверстия 15 также должны иметь меньший диаметр, чем сквозные отверстия 13 , если при сверлении отверстий не используются сверлильные втулки.
Когда проводники 3 и 4 правильно расположены в отрезке трубы 5 , в котором их торцы упираются друг в друга на уровне центральных сквозных отверстий 13 , отверстия 15 защищают форма цилиндрических полуоболочек на два проводника 3 и 4 .Контактные винты 14 ввинчиваются в центральные сквозные отверстия 13 на заключительном этапе и далее в отверстия 15 , имеют диаметр, который соответствует диаметру центральных сквозных отверстий 13 . Следовательно, при их сборке с резьбой они дополнительно врезаются в проводники 3 и 4 , что увеличивает контакт между проводниками 3 и 4 и контактными винтами 14 .
Для дальнейшего улучшения электропроводящего соединения между двумя кабелями 1 и 2 могут быть расположены дополнительные сквозные отверстия с резьбой, через которые дополнительные контактные винты 18 входят в проводники 3 и 4 . в отрезке трубы 5 в соответствии с ФИГ. 11. Ток может также протекать через контактные винты 18 и отрезок трубы 5 .
Стандартный метод испытаний для оценки обжатых электрических соединений с многожильными и одножильными проводниками 16-го калибра и меньшего диаметра
Лицензионное соглашение ASTM
ВАЖНО — ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ДАННЫЕ УСЛОВИЯ ПЕРЕД ИСПОЛЬЗОВАНИЕМ ДАННОГО ПРОДУКТА ASTM.
Приобретая подписку и нажимая на это соглашение, вы вступаете в
контракт и подтверждаете, что вы прочитали это Лицензионное соглашение, что вы понимаете
и соглашаетесь соблюдать его условия. Если вы не согласны с условиями настоящего Лицензионного соглашения,
незамедлительно выйдите с этой страницы, не вводя продукт ASTM.
1.Право собственности:
Этот продукт защищен авторским правом как
компиляция и как отдельные стандарты, статьи и / или документы («Документы») ASTM
(«ASTM»), 100 Barr Harbor Drive, West Conshohocken, PA 19428-2959, США, за исключением случаев, когда это может быть
прямо указано в тексте отдельных Документов. Все права защищены. Ты
(Лицензиат) не имеет права собственности или других прав на Продукт ASTM или Документы.Это не распродажа; все права, титул и интерес к продукту или документам ASTM
(как в электронном файле, так и на бумажном носителе) принадлежат ASTM. Вы не можете удалить или скрыть
уведомление об авторских правах или другое уведомление, содержащееся в продукте или документах ASTM.
2. Определения.
A. Типы лицензиатов:
(i) Индивидуальный пользователь:
отдельный уникальный компьютер с индивидуальным IP-адресом;
(ii) Один объект:
одно географическое положение или несколько
сайты в пределах одного города, которые являются частью единой организационной единицы, управляемой централизованно;
например, разные кампусы одного и того же университета в одном городе управляются централизованно.
(iii) Multi-Site:
организация или компания с
независимое управление несколькими локациями в одном городе; или организация или
компания, расположенная более чем в одном городе, штате или стране, с центральной администрацией для всех местоположений.
B. Авторизованные пользователи:
любое лицо, подписавшееся
к этому продукту; если лицензия сайта, также включает зарегистрированных студентов, преподавателей или сотрудников,
или сотрудником Лицензиата на Единственном или Многократном сайте.
3. Ограниченная лицензия.
ASTM предоставляет Лицензиату ограниченное,
отзывная, неисключительная, непередаваемая лицензия на доступ посредством одного или нескольких
авторизованные IP-адреса и в соответствии с условиями настоящего Соглашения для использования
разрешенный и описанный ниже, каждый Продукт ASTM, на который подписался Лицензиат.
А.Конкретные лицензии:
(i) Индивидуальный пользователь:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать единичные копии отдельных Документов или частей таких Документов исключительно для личного использования Лицензиатом. То есть Лицензиат может получить доступ к электронному файлу Документа (или его части) и загрузить его. Документа) для временного хранения на одном компьютере с целью просмотра и / или печать одной копии Документа для индивидуального использования.Ни электронный файл, ни единственная бумажная копия может быть воспроизведена в любом случае. Кроме того, электронная файл не может быть распространен где-либо еще через компьютерные сети или иным образом. Это электронный файл нельзя отправить по электронной почте, загрузить на диск, скопировать на другой жесткий диск или в противном случае поделился. Распечатка единственной бумажной копии может быть передана другим лицам только для их внутреннее использование в вашей организации; это не может быть скопировано.Отдельный документ загружен не могут быть проданы или перепроданы, сданы в аренду, сданы в аренду или сублицензированы.
(ii) Лицензии для одного и нескольких сайтов:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать единичные копии отдельных Документов или их частей для личного пользования Авторизованного пользователя. использовать и передавать такие копии другим Авторизованным пользователям Лицензиата в компьютерной сети Лицензиата;
(c) , если образовательное учреждение, Лицензиату разрешено предоставлять бумажные копии отдельных Документов для отдельных студентов (Авторизованных пользователей) в классе в месте нахождения Лицензиата;
(d) право показывать, скачивать и распространять бумажные копии Документов для обучения Авторизованных пользователей или групп Авторизованных пользователей.
(e) Лицензиат выполнит всю необходимую аутентификацию и процессы проверки, чтобы гарантировать, что только авторизованные пользователи могут получить доступ к продукту ASTM.
(f) Лицензиат предоставит ASTM список авторизованных IP-адреса (числовые IP-адреса домена) и, если несколько сайтов, список авторизованных сайтов.
Б.Запрещенное использование.
(i) Эта Лицензия описывает все разрешенные виды использования. Любой другой использование запрещено, является нарушением настоящего Соглашения и может привести к немедленному прекращению действия настоящей Лицензии.
(ii) Авторизованный пользователь не может производить этот Продукт, или Документы, доступные любому, кроме другого Авторизованного пользователя, по ссылке в Интернете, или разрешив доступ через свой терминал или компьютер; или другими подобными или отличными способами или договоренностями.
(iii) В частности, никто не имеет права передавать, копировать, или распространять любой Документ любым способом и для любых целей, кроме описанных в Разделе 3 настоящей Лицензии без предварительного письменного разрешения ASTM. Особенно, за исключением случаев, описанных в Разделе 3, никто не может без предварительного письменного разрешения ASTM: (а) распространять или пересылать копию (электронную или иную) любой статьи, файла, или материал, полученный из любого Продукта или Документа ASTM; (б) воспроизводить или фотокопировать любые стандарт, статья, файл или материал из любого продукта ASTM; (c) изменять, модифицировать, адаптировать, или переводить любой стандарт, статью, файл или материал, полученный из любого продукта ASTM; (d) включать любой стандарт, статью, файл или материал, полученный из любого продукта ASTM или Документировать в других произведениях или иным образом создавать производные работы на основе любых материалов полученные из любого Продукта или Документа ASTM; (e) взимать плату за копию (электронную или в противном случае) любого стандарта, статьи, файла или материала, полученного из любого продукта ASTM или Документ, за исключением обычных затрат на печать / копирование, если такое воспроизведение разрешено. в соответствии с разделом 3; или (f) систематически загружать, архивировать или централизованно хранить существенные части стандартов, статей, файлов или материалов, полученных из любого продукта ASTM или Документ.Включение печатных или электронных копий в учебные пакеты или электронные резервы, или для дистанционного обучения, не разрешено данной Лицензией и запрещено без Предварительное письменное разрешение ASTM.
(iv) Лицензиату запрещается использовать Продукт или доступ к Продукт для коммерческих целей, включая, помимо прочего, продажу Документов, материалы, использование Продукта за плату или массовое воспроизведение или распространение Документов в любой форме; Лицензиат также не может взимать с Авторизованных пользователей специальные сборы за использование Продукт выходит за рамки разумных затрат на печать или административные расходы.
C. Уведомление об авторских правах . Все копии материалов из ASTM Продукт должен иметь надлежащее уведомление об авторских правах на название ASTM, как показано на начальной странице. каждого стандарта, статьи, файла или материала. Скрытие, удаление или изменение уведомление об авторских правах не допускается.
4. Обнаружение запрещенного использования.
A. Лицензиат несет ответственность за принятие разумных мер. для предотвращения запрещенного использования и незамедлительно уведомлять ASTM о любых нарушениях авторских прав или запрещенное использование, о котором становится известно Лицензиату. Лицензиат будет сотрудничать с ASTM в расследовании любого такого запрещенного использования и предпримет разумные меры для обеспечения прекращение такой деятельности и предотвращение ее повторения.
B. Лицензиат должен приложить все разумные усилия для защиты Продукт от любого использования, которое не разрешено в соответствии с настоящим Соглашением, и уведомляет ASTM о любом использовании, о котором он узнает или о котором сообщается.
5. Постоянный доступ к продукту.
ASTM оставляет за собой
право прекратить действие настоящей Лицензии после письменного уведомления, если Лицензиат существенно нарушит
условия настоящего Соглашения.Если Лицензиат не оплачивает ASTM лицензию или
при оплате подписки ASTM предоставит Лицензиату 30-дневный период в течение
который исправит такое нарушение. Период исправления существенных нарушений не предусмотрен.
относящиеся к нарушениям Раздела 3 или любому другому нарушению, которое может привести к непоправимому
вред. Если подписка Лицензиата на Продукт ASTM прекращается, дальнейший доступ к
онлайн-база данных будет отклонена.Если Лицензиат или Уполномоченные пользователи существенно нарушат
этой Лицензии или запрещенного использования материала в любом продукте ASTM, ASTM оставляет за собой право
право отказать Лицензиату в любом доступе к Продукту ASTM по собственному усмотрению ASTM.
6. Форматы доставки и сервис.
A. Некоторые продукты ASTM используют стандартный Интернет-формат HTML. ASTM оставляет за собой право изменить такой формат после уведомления Лицензиата за три [3] месяца, хотя ASTM приложит разумные усилия для использования общедоступных форматов. Лицензиат и Авторизованные пользователи несут ответственность за получение за свой счет подходящие подключения к Интернету, веб-браузеры и лицензии на любое необходимое программное обеспечение для просмотра продуктов ASTM.
B. Продукты ASTM также доступны в Adobe Acrobat (PDF) Лицензиату и его Авторизованным пользователям, которые несут полную ответственность за установку и настройку соответствующего программного обеспечения Adobe Acrobat Reader.
C. ASTM приложит разумные усилия для обеспечения доступа в режиме онлайн. доступны на постоянной основе. Доступность будет зависеть от периодической прерывание и простой для обслуживания сервера, установки или тестирования программного обеспечения, загрузка новых файлов и причины, не зависящие от ASTM. ASTM не гарантирует доступ, и не будет нести ответственности за ущерб или возмещение, если Продукт станет временно недоступным, или если доступ становится медленным или неполным из-за процедур резервного копирования системы, Интернет объем трафика, апгрейды, перегрузка запросов к серверам, общие сбои сети или задержки, или любая другая причина, которая может время от времени сделать Продукт недоступным для Лицензиата или Авторизованных пользователей Лицензиата.
7. Условия и комиссии.
A. Срок действия настоящего Соглашения составляет _____________ («Срок подписки»). Доступ к продукту предоставляется только на период подписки. Настоящее Соглашение остается в силе. впоследствии на последующие Периоды подписки, если годовая абонентская плата, как таковая, может время от времени меняются, оплачиваются.Лицензиат и / или ASTM имеют право расторгнуть настоящее Соглашение. по окончании Срока подписки путем письменного уведомления не менее чем за 30 дней.
B. Пошлины:
8. Поверка.
ASTM имеет право проверить соответствие
с настоящим Соглашением, за его счет и в любое время в ходе обычной деятельности
часы.Для этого ASTM привлечет независимого консультанта при соблюдении конфиденциальности.
соглашения, для проверки использования Лицензиатом Продукции и / или Документов ASTM. Лицензиат соглашается
разрешить доступ к своей информации и компьютерным системам для этой цели. Проверка
состоится после уведомления не менее чем за 15 дней, в обычные рабочие часы и в
способом, который не препятствует необоснованному вмешательству в деятельность Лицензиата.Если
проверка выявляет нелицензионное или запрещенное использование продуктов или документов ASTM,
Лицензиат соглашается возместить ASTM расходы, понесенные при проверке, и возместить
ASTM для любого нелицензионного / запрещенного использования. Запуская эту процедуру, ASTM не отказывается от
любое из его прав на обеспечение соблюдения настоящего Соглашения или защиту своей интеллектуальной собственности путем
любыми другими способами, разрешенными законом.Лицензиат признает и соглашается с тем, что ASTM может включать
определенная идентифицирующая или отслеживающая информация в Продуктах ASTM, доступных на Портале.
9. Пароли:
Лицензиат должен немедленно уведомить ASTM
о любом известном или предполагаемом несанкционированном использовании его пароля (паролей), а также о любом известном или подозреваемом
нарушение безопасности, в том числе утеря, кража, несанкционированное раскрытие такого пароля
или любой несанкционированный доступ или использование Продукта ASTM.Лицензиат несет полную ответственность
для сохранения конфиденциальности своего пароля (паролей) и для обеспечения авторизованного
доступ и использование продукта ASTM. Личные учетные записи / пароли не могут быть переданы.
10. Отказ от гарантии:
Если иное не указано в настоящем Соглашении,
все явные или подразумеваемые условия, заявления и гарантии, включая любые подразумеваемые
гарантия товарной пригодности, пригодности для определенной цели или ненарушения прав
отклоняются, за исключением тех случаев, когда эти заявления об ограничении ответственности считаются недействительными.
11. Ограничение ответственности:
В части, не запрещенной законом,
ни при каких обстоятельствах ASTM не несет ответственности за любую потерю, повреждение, потерю данных или за специальные, косвенные,
косвенные или штрафные убытки, независимо от теории ответственности,
возникшие в результате или связанные с использованием Продукции ASTM или загрузкой Документов ASTM.
Ни при каких обстоятельствах ответственность ASTM не будет превышать сумму, уплаченную Лицензиатом в соответствии с настоящим Лицензионным соглашением.
12. Общие.
A. Прекращение действия:
Настоящее Соглашение действует до
прекращено. Лицензиат может прекратить действие настоящего Соглашения в любое время, уничтожив все копии.
(на бумажном носителе, в цифровом формате или на любом носителе) Документов ASTM и прекращение любого доступа к Продукту ASTM.
B. Применимое право, место проведения и юрисдикция:
Настоящее
Соглашение должно толковаться и толковаться в соответствии с законодательством Российской Федерации.
Содружество Пенсильвании.Лицензиат соглашается подчиниться юрисдикции и месту проведения в
суд штата и федеральный суд Пенсильвании по любому спору, который может возникнуть в связи с этим
Соглашение. Лицензиат также соглашается отказаться от любых требований иммунитета, которыми он может обладать.
C. Интеграция:
Настоящее Соглашение является полным соглашением.
между Лицензиатом и ASTM в отношении его предмета. Он заменяет все предыдущие или
одновременные устные или письменные сообщения, предложения, заявления и гарантии
и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любого предложения, заказа, подтверждения,
или иное общение между сторонами, касающееся его предмета в течение срока
настоящего Соглашения.Никакие изменения настоящего Соглашения не будут иметь обязательной силы, кроме как в письменной форме.
и подписано уполномоченным представителем каждой стороны.
D. Присвоение:
Лицензиат не имеет права уступать или передавать
свои права по настоящему Соглашению без предварительного письменного разрешения ASTM.
E. Налоги.
Лицензиат должен платить все применимые налоги,
кроме налогов на чистую прибыль ASTM, возникающую в результате использования Лицензиатом Продукта ASTM
и / или права, предоставленные по настоящему Соглашению.
Conductor — обзор | Темы ScienceDirect
1.2.3 Растягиваемые электроды
Проводники — это материалы с низким удельным сопротивлением (или высокой проводимостью), которые пропускают электрические заряды. Обычно сопротивление (проводимость) проводника увеличивается (уменьшается) при деформации из-за появления трещин на токопроводящих путях. Для носимой электроники растягиваемые электроды или проводники, которые могут поддерживать высокую проводимость при большой деформации, необходимы для передачи сигналов в виде электрических межсоединений.Доступные растягиваемые электроды или проводники включают металлические пленки, ННК, углеродные наноматериалы, проводящие полимеры и нанокомпозиты, а также ионные проводники.
Металл — это самый обычный проводник с низким удельным сопротивлением 10 — 8 –10 — 6 Ом · м. Однако свободно стоящие металлические тонкие пленки обычно имеют высокий модуль Юнга от десятков до сотен ГПа и плохую пластичность с небольшим чистым удлинением, обычно менее нескольких процентов [69, 70, 139–142]. Напротив, металлические тонкие пленки, полностью связанные с полимерными подложками, теоретически могут равномерно деформироваться до больших деформаций, несмотря на то, что экспериментально деформации разрушения сильно зависят от нескольких факторов, таких как прочность сцепления между пленкой и подложкой, качество металлической пленки и толщина.Как правило, более сильная межфазная адгезия и более толстая металлическая пленка приводят к большей деформации разрушения [143–146]. Большинство тонких металлических пленок на полимерной основе выдерживают удлинение до 10% [2, 72, 147], в то время как некоторые из них могут растягиваться до 20% [60, 145, 146], но лишь некоторые из них толщиной до 1 мкм могут достигать деформация более 50% [148]. Чтобы получить обратимо растягиваемые проводники с более стабильной проводимостью при больших деформациях, были разработаны змеевидные гальванические металлические провода. Например, Chen et al. сообщили о извилистых Au проволоках, заключенных в эластомер PDMS, которые способны выдерживать гораздо более высокие линейные деформации (~ 54%) по сравнению с прямыми Au проволоками (~ 2.4%) [58]. Аналогичным образом Schnakenberg et al. сообщили о меандровых образцах Au, ковалентно связанных с очень мягким PDMS (модуль Юнга 50 кПа), который может выдерживать статическую деформацию до 60%. Кроме того, Vanfleteren et al. сравнили растяжимость эллиптических, U-образных и подковообразных межсоединений из золота, встроенных в силиконовый эластомер, и результаты моделирования показали, что подковообразная форма была оптимальной, в то время как экспериментальные результаты показали, что контур узкой металлизации может иметь растяжимость более 100% [56].Металлические тонкие пленки геометрической формы с высокой степенью растяжения могут быть получены с использованием структурированных подложек. Например, Lacour et al. нанесение тонкой пленки Au на мягкий микропористый пенополиуретан, который продемонстрировал прилегаемость и большую растяжимость, составляющую 120%, что намного выше, чем у тонких пленок Au на обычном полиуретане (~ 25%) и менее мягком пенополиуретане (~ 55%) [149]. Suo et al. разработали волнистые / изогнутые полосы Au с использованием предварительно растянутых подложек PDMS, которые могут выдерживать напряжения от 10% до 100% [150]. Путем металлизации силиконовых проводов, выдерживаемых в условиях скручивания и растяжения, и последующего высвобождения системы, были получены спиральные дорожки из золота, которые были электрически стабильны в диапазоне деформаций от 0% до 43% [19].Сообщалось также о других методах производства геометрических металлических тонких пленок, например, Суо и его коллеги разработали электроды с высокоэластичными и прозрачными нанопорошками золота на эластомерах с использованием литографии границ зерен, которые показали умеренное изменение сопротивления листа растяжению до 160%. [63]. Эти сильно растяжимые геометрические металлизации были продемонстрированы как межсоединения для эпидермальной электроники [151].
Металлические ННК (например, Ag и Cu) с высокой электропроводностью и соотношением сторон могут образовывать эластичные пленки перколяционных сеток на пластиковых подложках, которые весьма перспективны в качестве прозрачных и гибких электродных материалов [38, 75, 152–155].На проводимость и прозрачность сетчатых пленок NW сильно влияют толщина пленки и соотношение сторон NW. Обычно увеличение толщины приводит к увеличению проводимости (до насыщения), но снижению прозрачности пленки [38], в то время как высокое соотношение сторон NW имеет решающее значение для достижения как высокой проводимости, так и прозрачности [156]. Например, при одинаковом сопротивлении листа (10 Ом / □) сети из длинных Ag ННК (20–50 мкм) имели прозрачность около 80%, что на 5–10% лучше в диапазоне видимого света, чем у коротких. Сети Ag NW (4–10 мкм) [156].Механическая гибкость сетчатых пленок NW также связана с толщиной пленки и соотношением сторон NW [152], но доминирующими факторами являются механические свойства подложек и межфазные взаимодействия.