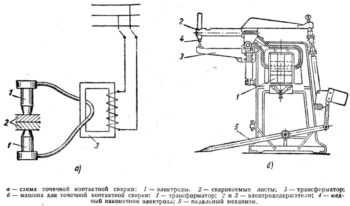
особенности одноточечного оборудования и технология процесса
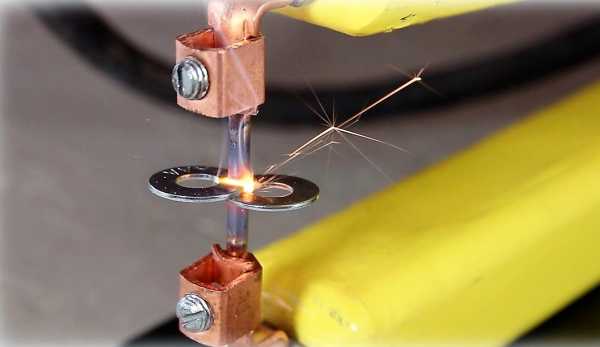
Одним из методов сплавления является точечная контактная сварка. Ее суть заключается в плотном соединении в определенной точке двух деталей и пропускании через место контакта электрического тока.
Аппараты точечной контактной сварки востребованы во многих отраслях промышленности. Для применения в быту их научились делать своими руками, используя трансформаторы или систему конденсаторов.
Фазы процесса
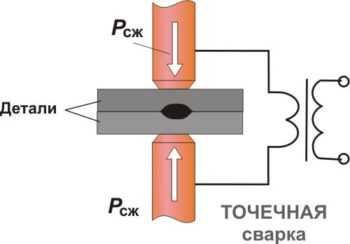
Можно выделить три фазы в процессе точечной сварки. В первой фазе происходит сжатие заготовок, которое приводит к пластической деформации в точке контакта. Для этого аппарат контактной сварки оборудован специальными клещами или другими схожими приспособлениями.
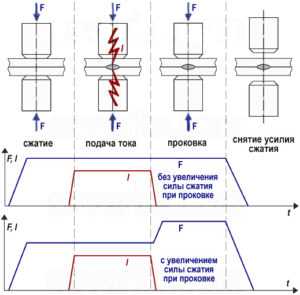 Во второй фазе происходит подача тока в область контакта, что вызывает плавление металла в точке соединения и образование расплавленного ядра. Пока проходит ток, ядро расширяется до максимума. Сжатие соединяемых изделий вызывает появление плотного пояса вокруг жидкого ядра, который препятствует растеканию расплавленного металла.
Во второй фазе происходит подача тока в область контакта, что вызывает плавление металла в точке соединения и образование расплавленного ядра. Пока проходит ток, ядро расширяется до максимума. Сжатие соединяемых изделий вызывает появление плотного пояса вокруг жидкого ядра, который препятствует растеканию расплавленного металла.
В третьей фазе сварочный ток выключается, металл остывает и кристаллизуется. Для снятия напряжений при охлаждении прижимное усилие сохраняется еще некоторое время.
Требования к сварным соединениям определяет государственный стандарт – ГОСТ 15878-79. О том. Какие можно использовать электроды в аппарате контактной точечной сварки, описано в ГОСТ 14111-90. Делают их из меди или легированной хромом, кадмием, цирконием бронзы.
Виды оборудования
При точечной контактной сварке аппарат может выдавать ток разного рода и частоты. По этим отличительным признакам сварочное оборудование разделяют на четыре класса:
- контактная точечная сварка на переменном токе;
- низкочастотная контактная сварка;
- устройства конденсаторного типа;
- сваривание постоянным током.
Существует многоточечные станки контактной сварки для сварки сеток на производстве. В таких аппаратах одновременно происходит сваривание в нескольких точках. Любое оборудование имеет свои плюсы, но самыми популярными стали одноточечные устройства переменного тока.
Работа на переменном токе
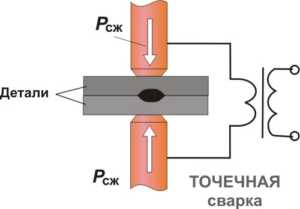 Аппарат контактной сварки, работающий на переменном токе, представляет собой трансформатор, во вторичной обмотке имеющий два электрода. В качестве материала для электродов контактной точечной сварки применяется медь. Между электродами помещают детали, которые специальным устройством прижимают друг к другу.
Аппарат контактной сварки, работающий на переменном токе, представляет собой трансформатор, во вторичной обмотке имеющий два электрода. В качестве материала для электродов контактной точечной сварки применяется медь. Между электродами помещают детали, которые специальным устройством прижимают друг к другу.
В первичной обмотке находится тиристорный модуль, через который питающее напряжение 220 В или 380 В поступает на обмотку. Подавая управляющий сигнал на тиристор, можно получить необходимую длительность тока для контактной точечной сварки. Изменяя угол открытия тиристора, можно регулировать форму сигнала, который приходит на вторичную обмотку.
В случае применения нескольких первичных обмоток можно получить набор коэффициентов трансформации, комбинируя их соединение. В результате во вторичной обмотке получается несколько уровней напряжения и тока. Это позволяет аппарату контактной точечной сварки работать в разных режимах.
Для управления оборудованием имеется дополнительный блок, который имеет реле, управляющую панель и схему контроллера.
Оборудование на конденсаторах
Аппарат для точечной контактной сварки может состоять из блока заряда конденсаторов, большой батареи емкостей, управляющего блока и электродов с механизмом прижима заготовок.
Принцип контактной сварки лежит в первоначальном достаточно длительном накоплении электрической энергии на обкладках конденсаторов и мгновенном ее выбросе при создании искусственного короткого замыкания через точку контакта.
Возможность накопления заряда в емкостной батарее позволяет использовать оборудование меньшей мощности по сравнению с другими сварочными аппаратами.
Благодаря постоянству емкости батареи получается нормированное выделение энергии на один сварочный импульс, что позволяет получать стабильный результат независимо от изменения сетевого напряжения и других характеристик сети.
Конденсаторная контактная сварка длится миллисекунды, что приводит к мощному выделению энергии в маленькой области контакта. Это позволяет применять ее при сварке сплавов с высокой теплопроводностью типа меди, а также металлов с разными тепловыми характеристиками.
Конденсаторные аппараты контактной точечной сварки с жесткой характеристикой, быстрым разрядом, широко используются в радиоэлектронике и приборостроении.
При расчете необходимой энергии на сварку того или иного соединения можно использовать формулу:
W = C*U2/2,
где С – емкость в фарадах, W – энергия в ваттах; U — зарядное напряжение в вольтах. Включая в контур заряда активное переменное сопротивление, можно регулировать величину зарядного тока, время заряда и потребляемую мощность.
Где применяют метод
 Особенностью точечной контактной сварки является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
Особенностью точечной контактной сварки является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
Благодаря этим особенностям точечную сварку используют при сваривании металлов толщиной от единиц микрон до 20-30 мм. Эти возможности обеспечили ее применение в радиоэлектронике, производстве приборов, авиационной и автомобильной промышленности, строительстве и многих других отраслях.
Невозможно представить авторемонтные мастерские без сварочных аппаратов точечной контактной сварки. При устранении вмятин они незаменимы. Все автомобили и самолеты созданы с использованием контактной сварки. Практически все литиевые батареи в ноутбуках соединены с помощью односторонней контактной точечной сварки.
Плюсы и минусы технологии
Широкое распространение технология получила из-за простоты и удобства использования сварочного оборудования, высокой производительности. Аппарат может обеспечить несколько сотен свариваний в минуту при малых затратах электроэнергии, при этом не выделяет никаких вредных веществ в атмосферу.
Технология легко поддается автоматизации. Для сварки не нужно сварочной проволоки, присадок и флюсов. Соединение получается прочным и без остаточных деформаций.
Единственный недостаток заключается в негерметичном соединении изделий. Аппарат работает прерывисто, производя соединение в отдельных точках, поэтому о герметичности речь не идет.
Возможные дефекты
При точечной сварке прочность соединения такова, что разрушения возникают в основном металле, так как сварные точки имеют большую толщину. Продолжительность сваривания и прижимное усилие имеют решающее значение. Если неправильно их рассчитать, то аппарат будет варить с дефектами.
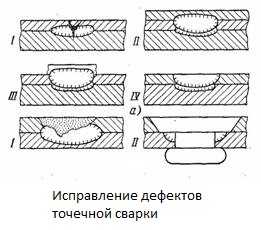
Имеется три основных вида дефектов:
- отклонения литой зоны от оптимума, ее смещение от точки контакта;
- неполный провар в точке контакта:
- изменение физико-химических свойств металла в точке сварки.
Прочность нарушается при сильном давлении электродов аппарата контактной сварки, что вызывает вмятины. Также ослабляется прочность при выплесках металла.
Причины дефектов
 Непровар часто обусловлен малым током или изношенностью контактной площадки электродов. Маленький ток может быть связан со слишком малым промежутком между сварными точками, что вызывает сильное шунтирование. Брак определяется визуальным осмотром и использованием специального оборудования.
Непровар часто обусловлен малым током или изношенностью контактной площадки электродов. Маленький ток может быть связан со слишком малым промежутком между сварными точками, что вызывает сильное шунтирование. Брак определяется визуальным осмотром и использованием специального оборудования.
Наружные трещины появляются от чересчур большого импульсного тока аппарата, слабого сжатия, загрязнения сварочной области, что изменяет параметры сварочной цепи. Изъян обнаруживается визуальным осмотром при использовании лупы.
При глубоких вмятинах от электрода необходимо разобраться с его контактной частью. Возможно, причина в слишком малом радиусе кривизны контактной площадки и слишком большом прижимном усилии. Дефект определяется визуально.
Причиной того, что при внутреннем выплеске металл вытекает в область между заготовками, может быть превышение сварочного тока аппарата, времени сварки и недостаток сжатия. Изъян определяется специальными приборами, может зафиксироваться и визуально из-за неплотного соединения деталей.
Внешний выплеск происходит при превышении длительности и силы тока, малом прижиме и перекосе электродов. Это можно заметить невооруженным глазом.
Внутренние трещины возникают от комбинации причин типа чрезмерный ток, длительность воздействия, загрязненная поверхность недостаточное сжатие и отсутствие поковочного воздействия в процессе кристаллизации. Изъяны выявляют специальной аппаратурой.
Смещение ядра возникает из-за неправильной установки электродов аппарата контактной сварки и их загрязнения. Причиной прожога являются недостаточный прижим соединяемых изделий, их загрязнения.
Устранение изъянов производится повторением процесса сварки. Если нельзя сваривать, например, недопустим повторный нагрев изделия, то дефектную область лучше высверлить и поставить заклепку.
svaring.com
аппарат контактной сварки своими руками из микроволновки
является одной из самых распространённых в быту. Она позволяет осуществлять соединение металлических деталей быстро и надежно, и для этого нет необходимости во владении какими-либо особыми навыками сварщика.
Еще одним ее важным преимуществом является несложное оборудование, которое вполне реально сделать самостоятельно. Учитывая достаточно высокую стоимость подобных агрегатов, вопрос самостоятельного изготовления данного прибора становится весьма актуальным.
Суть технологии
Принцип работы контактной сварки основан на нагреве металла до температуры плавления посредством пропускания через него кратковременного импульса тока достаточно высокой силы. Длительность такого импульса составляет от сотой до десятой секунды, время выбирается на основе параметров металла.
Под действием тока детали нагреваются и расплавляются. Между ними формируется жидкое ядро. До того момента, пока оно не застынет, поверхности заготовок следует удерживать под давлением. В результате кристаллизации ядра происходит локальное соединение двух изделий.
Давление необходимо прикладывать, чтобы во время протекания тока по периметру области локального расплавления металла сформировался уплотняющий пояс, не позволяющий расплаву вытечь за пределы свариваемой области.
Аппарат для точечной сварки.
Получить качественное и надежное соединение заготовок возможно только после правильной предварительной обработки деталей. Важно удалить с поверхности окислы и области, подвергшиеся коррозии.
В задачах, требующих качественного соединение деталей толщиной от одного до полутора миллиметров, применяется конденсаторное оборудование
Принцип работы подобных аппаратов основывается на следующем: блок конденсаторов заряжается током небольшой силы. Затем осуществляется разряд конденсаторов. Полученной силы импульса оказывается достаточно для обеспечения требуемого режима сварки.
для сварки подобного типа широко используется в задачах, требующих соединения миниатюрных изделий, например, в радиотехнике и электронике.
Стоит отметить также такое преимущество данного устройства, как простота изготовления. Сделать споттер из сварочного трансформатора под силу любому человеку. А достать необходимые детали проще простого. Например, сварка может быть сделана своими руками из микроволновки.
Даже если данного предмета кухонного оборудования нет в наличии, то приобрести указанную технику на вторичном рынке не составит труда. В нашем случае в микроволновке ценность представляет только трансформатор, поэтому необходимо рассматривать неработающие варианты техники. Она обойдется существенно дешевле.
Конструкции устройства
Ранее уже было сказано о том, что точечная сварка своими руками может быть собрана любым мастером. На данный момент в интернете существует большое количество примеров, посвященных изготовлению подобного оборудования.
Сварка, сделанная своими руками, позволит решить большое количество задач, связанных с ремонтом и изготовлением различных изделий и механизмов. Данное устройство будет незаменимым практически в любой мастерской или в гараже.
Самым важным является такой факт: сделать агрегат своими руками из сварочного устройства не составит труда. В результате, при наличии этого прибора создание качественных и надежных соединений разнообразных металлических изделий станет обычным делом.
В зависимости от особенностей характеристик свариваемых заготовок, таких как их размеры, теплопроводность и т.д., процесс сварки должен осуществляться со следующими параметрами:
- напряжение силовой цепи составляет от одного до десяти вольт;
- время процесса должно длиться от 0.01 до нескольких секунд;
- ток сварочного импульса превышает тысячу ампер;
- зона расплавления поверхности деталей минимальна;
- давление, прикладываемое к месту сварки, должно достигать десятков, а иногда и сотен килограмм.
Достаточно соблюдать все вышеперечисленные параметры, и тогда качество соединения не вызовет никаких сомнений. Сделать контактную сварку своими руками можно в соответствии с одной из схем, представленной в интернете.
Электрическая схема сварочного аппарата.
Самым распространенным вариантом является сварка из микроволновки. Это связано с тем, что достать данный прибор в наше время не составит труда. А сам процесс сборки достаточно прост и потребует лишь тщательного следования инструкции.
Также распространенными являются устройства на основе лабораторных автотрансформаторов, инверторов и т.п.
Давайте рассмотрим на одном из вариантов, как сделать точечную сварку.
В этих целях нам понадобятся:
- элемент переменного сопротивления, номиналом 100 Ом;
- конденсатор емкостью тысяча микрофарад, рассчитанный на напряжение не меньше 25 В;
- тиристор;
- диоды;
- плавкий предохранитель на пять ампер.
Чертежи
Cварка контактного типа своими руками может изготавливаться только в случае правильного выбора чертежа. Тут следует отдавать предпочтение наиболее простым схемам с наименьшим количеством узлов и деталей.
Стоит иметь в виду: сварка, изготовленная своими руками, не обладает слишком высокой мощностью. Однако ее вполне достаточно в выполнении практически всех бытовых задач, возникающих при работе на даче, в мастерской или в гараже.
Перед тем, как разбираться со сборкой подобного устройства, следует вспомнить школьный курс физики, а именно закон Джоуля-Ленца. Суть закона заключается в следующем: ток, проходящий по проводнику, создает тепловую энергию. Ее величина пропорциональна сопротивлению, времени и квадрату тока.
Вывод из приведенного выше закона заключается в следующем: если ток большой, например, порядка тысячи ампер, то в случае плохого контакта и использования тонких проводов расход энергии станет слишком большим и в несколько тысяч раз превысит расход, соответствующий току в десять ампер.
В связи с этим качество собранной электрической цепи является очень важным.
Необходимые детали
Чтобы собрать аппарат для точечной сварки своими руками, следует позаботиться о наличии определенных деталей. Подобный прибор, сделанный в бытовых условиях, может иметь любую форму и габариты. Существует два основных типа реализации агрегата: в виде переносной конструкции или в виде крупногабаритного стационарного варианта.
Наиболее практичной является настольная контактная точечная сварка. Она прекрасно справится с простейшими задачами соединения тонколистового металла. Также ее можно без труда транспортировать или же просто перемещать по мастерской.

Процессы во время точечной сварки.
Итак, нам понадобятся:
- трансформатор, который можно сделать своими руками из запчастей микроволновки, также отличным вариантом является ЛАТр или трансформатор из телевизора;
- кабель сечением от десяти миллиметров;
- медные электроды;
- таймер;
- наконечники;
- болты;
- разнообразные подручные материалы для изготовления корпуса, массы и т.д.
Точечная сварка споттером делается как с использованием готовой схемы, так и на основе чертежей, разработанных самостоятельно. Все необходимые детали покупаются в соответствующих магазинах или же берутся из «донорской техники».
Изготавливая данный аппарат, важно правильно подобрать комплектующие на основе параметров и характеристик трансформатора.
Использовать следует только провода с правильным сечением, соответствующим току, протекающему по ним. Когда контакты выполнены плохо, на них будут большие потери энергии. В результате соединения будут искрить и нагреваться, а процесс сварки станет попросту невозможным.
Процесс сборки трансформатора
Многих интересует вопрос: как правильно сделать сварку из микроволновки?
Итак, чтобы собрать самодельный аппарат точечной сварки, необходим трансформатор. Данный элемент является сердцем устройства и именно от его характеристик будут зависеть параметры прибора в целом. Взять трансформатор для точечной сварки, как уже отмечалось выше, следует из СВЧ.
Любая микроволновая печь оснащается магнетроном, обеспечивающим нужное электромагнитное излучение, необходимое при подогреве еды. Этот узел требует достаточно высокого напряжения.
Трансформатор от микроволновки, подключенный к магнетрону, является повышающим. На его первичной обмотке количество витков меньше, чем на вторичной. Благодаря этому на ней формируется напряжение величиной до двух киловольт. За счет удвоителя эта величина потом умножается в 2 раза.
Необходимо аккуратно и осторожно доставать трансформатор из СВЧ печи. Микроволновку следует разобрать, сняв с нее основу и убрав крепления. В случае изготовления точечной сварки из трансформатора от печи понадобятся только две его составляющие.
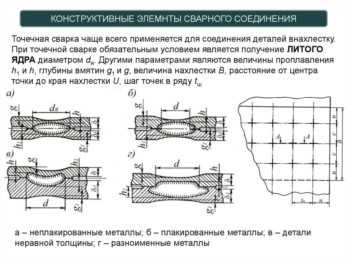
Конструктивные элементы сварного соединения.
Первая – это первичная обмотка, на нее подается напряжение сети, вторая – магнитопровод. Его необходимо усовершенствовать так, чтобы он смог обеспечить необходимые параметры трансформатора.
Вторичная обмотка не понадобится, поэтому ее демонтируют с применением молотка, стамески или зубила. Главное – не повредить первичную намотку. Если при демонтаже будут обнаружены шунты, предназначенные ограничивать ток, то их следует удалить.
В печи СВЧ возможны два варианта реализации магнитопровода: клеевой и сварной. В первом случае удалять обмотку лучше всего с помощью ножовки или стамески. А вот во втором случае ее необходимо высверлить. Выполнять подобные операции следует с максимальной осторожностью и не разрушить магнитопровод.
После того как трансформатор извлечен из микроволновки, нужно намотать вторичную обмотку. В этих целях отлично подойдет провод диаметром не менее одного сантиметра. В случае когда в хозяйстве такого не имеется, его придется приобрести.
Покупать цельный одножильный провод не обязательно, можно обойтись и пучком из нескольких отдельных проводов, общим диаметром соответствующим необходимому. После того, как вторичная обмотка будет готова, получившийся модернизированный трансформатор обеспечит ток до тысячи ампер.
Этой величины вполне достаточно, чтобы аппарат, сделанный своими руками позволил без проблем осуществлять соединение мелких деталей, ремонт кузовных работ и многое другое.
При необходимости изготовить более мощное устройство параметров одного трансформатора может и не хватить. В таком случае можно использовать два таких элемента.
В подобном типе сварки на выходе необходимо получить 2 В, что позволит обеспечить ток более восьмисот ампер. Достичь такого результата возможно, если намотать на сердечник вторичной обмотки два-три витка.
Формирование необходимого количества витков может вызвать определённые трудности, если изоляция у провода слишком толстая. Решается эта проблема достаточно просто: изоляция с провода снимается и вместо нее делается другая с помощью тканевой изоленты.
Важным является наименьшая длина провода, используемого во вторичной намотке. Это необходимо для максимального уменьшения электросопротивления.
В случае необходимости сваривания металлических заготовок толщиной более пяти миллиметров понадобится устройство, обладающее большой мощностью. В изготовлении подобного прибора следует использовать два трансформатора, соединенных в одну электрическую цепь.
В данном вопросе важно соблюдать все правила такого соединения. Ошибка в подключении и неправильная сборка приведут не только к неработоспособности аппарата, но и к короткому замыканию.
После соединения одноименных выводов, замеряется ток, формируемый обмотками. Обычно подобные устройства способны обеспечивать силу тока на уровне двух тысяч ампер. Если данную величину превысить, тогда могут произойти сбои в электрической цепи не только вашего дома, но и у соседей.
Итак, каких результатов можно достичь, в случае соединения между собой двух трансформаторов, одинаковых по мощности и параметрам?
Допустим имеется два идентичных устройства мощностью полкиловатта, величина входного напряжения соответствует значению сети и составляет 220 В, а на выходе трансформатор выдает два вольта и обеспечивает ток в 250 ампер.
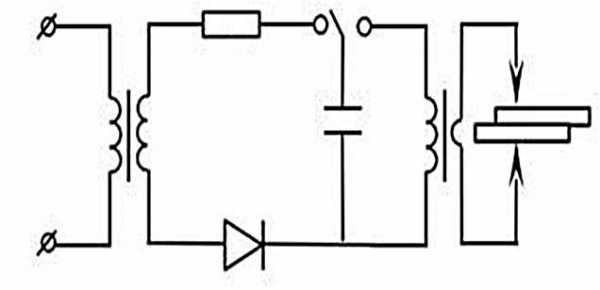
Схема конденсаторной точечной сварки.
Если два таких устройства последовательно соединить между собой, тогда они смогут обеспечить силу номинального тока в пятьсот ампер. Тем не менее при его формировании будут происходить существенные потери, обусловленные значительным электросопротивлением цепи.
К обоим концам обмотки в последствии подключаются самодельные клещи для контактной сварки.
Если имеется в наличии 2 трансформатора с достаточно высокой мощностью, однако их выходного напряжения все же не хватает, тогда их вторичные намотки последовательно соединяются друг с другом.
В данном случае существенным моментом является количество витков, намотанных на обе обмотки. Подобный способ оказывается особенно полезным, когда домотать витки просто невозможно в следствие недостаточного размера магнитопровода.
Осуществляя подобное соединение, важно внимательно проследить за согласованным направлением витков на обмотках, соединенных между собой. В противном случае выходное напряжение с двух намоток будет находиться в противоположных фазах. После суммирования оно будет равняться нулю.
Если выводы трансформаторов не промаркированы, тогда следует определить, какие из них являются одноименными и соединить их между собой. Решается данная проблема следующим образом: вторичные и первичные обмотки трансформаторов соединяются последовательно и на вход подается напряжение, а к выходу подключается вольтметр.
В зависимости от подключения устройств, вольтметр либо покажет какое-нибудь число, либо не будет показывать ничего. Первый случай реализуется, когда в цепи соединения есть разные выводы.
Данное соединение является неправильным. В подобном случае в обмотках будут происходить следующие процессы: поступающее на вход устройства напряжение уменьшится в два раза на каждой из первичных обмоток, так как они обладают одинаковым коэффициентом трансформации.
В результате вольтметр, установленный на выходе, покажет удвоенное значение входного напряжения.
Во втором случае, когда вольтметр показывает 0, реализуется следующая ситуация: напряжения, выходящие с обмоток каждого подключенного в цепь трансформатора, равны по величине между собой. Однако знаки напряжений будут различны, а значит, они компенсируют друг друга.
Электроды
Сварка споттером оснащается медными клещами. Они, в последствии, будут использоваться в соединении металлических заготовок между собой.
Электроды для точечной сварки могут иметь несколько вариантов конструкции. Они устанавливаются непосредственно в сам корпус аппарата, или же реализуется в виде ножниц.
Более простым вариантом в случае самостоятельного изготовления аппарата контактной сварки являются вмонтированные в корпус электроды. Недостатком конструкции является незначительное прижимное давление, соответствующее усилию сварщика, в случае если не будет наращено расстояние от прибора до конца клещей.
Выносные электроды более просты в использовании. Ими можно воспользоваться даже на некотором удалении от точечного сварочного устройства. Давление создаваемое с помощью указанной конструкции зависит от длины рычага между подвижным соединением и концами клещей.
Очень важно подвижное соединение хорошо заизолировать. В этих целях используются текстолитовые втулки и шайбы.
Вопрос, связанный с длинной рычага, следует продумать заранее, еще на этапе изготовления клещей. Аппараты сварки, как уже отмечалось выше, во время сваривания требуют, чтобы к металлическим заготовкам прикладывались значительные сжимающие усилия.
Устройство аппарата точечной сварки.
Еще одним важным моментом является длина ручек. Она определяет максимальное расстояние от края свариваемых деталей до места соединения.
Обычно самым распространенным материалом, из которого делаются электроды, является медь, однако возможно использование и бериллиевой бронзу. В качестве простого и уже готового варианта отлично подойдут жала паяльника. Важным является диаметр клещей, величиной не менее диаметра проводов, подводимых к ним.
В то же время кончики электродов делаются маленькими, практически острыми. Это позволит получать ядра достаточно высокого качества.
Стоит также не забывать и о процессах деградации. Со временем электроды могут изнашиваться. В данном случае их придется иногда подтачивать. Тем не менее рано или поздно электроды придется все же заменить.
Если использовать в качестве материала электродов медные прутки, тогда их замена не вызовет особых трудностей. С другой стороны более качественный результат сварки достигается в случае применения жал от профессиональных паяльников, но их цена более высока, чем у простых прутков.
Какой вариант исполнения выбрать, каждый решает самостоятельно. Все зависит от того, какие задачи предстоит решать с помощью данного устройства, а также от финансовых возможностей человека.
Не стоит забывать, в проводах, в любом случае, будут происходить потери электроэнергии на нагрев, ведь любой проводник имеет сопротивление.
Выше уже упоминалось о принципе работы сварочного прибора и было рассказано о законе Джоуля-Ленца. Он применим и в случае простых проводников, так как их сопротивление не равно нулю. Это значит, что при протекании тока по медным проводам будет происходить нагрев.
Из выше сказанного следует: длина проводов, соединяющих между собой электроды и устройство, должна быть минимальной. Только в таком случае удастся реализовать потенциал агрегата в полной мере.
Управление
Чтобы сделать из сварочного аппарата удобное в работе приспособление, необходимо позаботиться об управлении. Его выполнение не отличается слишком высокой сложностью. В этих целях понадобятся всего два основных элемента: рычаг и выключатель.
Как видите, схема управления в обычной самодельной точечной сварке не требует наличия каких-либо сложных деталей или их покупки. Ведь с большой долей вероятности они и так есть в хозяйстве практически любого мастера.
Роль рычага заключается в обеспечении надежного контакта между свариваемыми деталями. Увеличить сжимающую силу данного узла, возможно посредством использования винтовых элементов. Конечно же, данная деталь должна обладать высокой надежностью, иначе самодельная точечная сварка не прослужит долго.
На крупных и ответственных производствах сила сжатия между собой двух соединяемых деталей достигает тысячи килограмм. Точечная сварка в домашних условиях, предназначенная для выполнения нерегулярных работ, не требует промышленных нагрузок.
Обычно в быту оказывается достаточным и давление в тридцать килограмм. Его способен обеспечить сварщик и самостоятельно, однако увеличение длины рычага существенно упростит данную задачу.
Чертеж точечной сварки металлических изделий.
Если говорить более конкретно, то длины рукояти в 60 сантиметров вполне достаточно. Подобный рычаг способен увеличивать прикладываемую к его плечу силу приблизительно в десять раз. В результате, чтобы достичь усилия в 30 килограмм, достаточно давить на плечо с силой эквивалентной в 3 кг.
Выключатель споттера контактной сварки подключается непосредственно к трансформатору. Соединение необходимо осуществлять с первичной обмоткой, где сила тока незначительно.
Если соединить его с вторичной намоткой, то он не только увеличит потери за счет создания дополнительного сопротивления, но и намертво сварится с выводами сварочного трансформатора.
Очень удобной является конструкция с расположением выключателя непосредственно на рукояти рычага. Подобный вариант позволяет оставить одну руку свободной, что упростит задачу поддержания свариваемых деталей.
Стоит учитывать также нагрев, которому подвергается самодельный споттер из сварочного трансформатора. В связи с этим необходимо предусмотреть систему охлаждения. Для ее реализации подойдет простой вентилятор.
Кроме того, следует делать небольшие перерывы в работе, чтобы аппарат контактной сварки не перегревался. Следить за продолжительностью сваривания изделий следует визуально, или же использовать в этих целях контроллер.
В случае кратковременных операций, например, сваривании проволоки, о нагреве не стоит беспокоиться. А вот в более длительных процессах данный момент является крайне важным и о нем нельзя забывать.
Самодельное устройство для сварки
Аппарат для контактной сварки относится к незаменимым устройствам. Подобные агрегаты должны находиться на «вооружении» у каждого мастера. В гараже, на даче, в мастерской и даже дома подобным агрегатам всегда найдется применение.
Аппарат контактной сварки стоит достаточно дорого, поэтому его изготовление выглядит весьма привлекательно. Во-первых, данным устройством в будущем можно гордиться и хвастаться. Во-вторых, самодельная ручная контактная сварка стоит значительно дешевле.
Важным также является тот факт, что собрать самостоятельно подобное устройство вполне реально из подручных материалов, что еще больше удешевит стоимость агрегата. Кроме того, сборка не отличается высокой сложностью и с ней справится практически любой человек. В этом деле важно строго следовать инструкции.
Принципиальная схема аппарата точечной сварки.
Стоит отметить следующее: задача изготовления значительно упрощается, если из сварочного аппарата, вышедшего из стоя. В данном случае будут практически все необходимые детали. В результате сборка нового агрегата не вызовет никаких затруднений.
Еще одним распространенным способом является создание аппарата на основе СВЧ печи. В этом случае главное правильно соблюдать подсоединение трансформаторов, особенно если их несколько.
Достаточно разобраться с принципиальной схемой контактной сварки, а также понять принципы ее работы, чтобы суметь изготовить прибор не только по готовым чертежам, но и по собственным. В последнем случае появляется возможность создания оборудования, полностью удовлетворяющего все требования мастера.
При должном подходе получится сделать сварку лучше моделей, продаваемых в магазинах. Это связано с тем, что в собственном изделии будут учтены многие параметры, важные мастеру. Речь идет и о конструкции клещей, и о размерах корпуса, а также о мощности и массе аппарата.
В домашних условиях контактная сварка применяется для сварки авто, металлических листов, проводов, мелкой бытовой техники и многого другого.
Итог
Сварка, сделанная своими руками из инвертора сварочного аппарата – отличная альтернатива приобретению дорогостоящих устройств. Ее может сделать каждый по одной из готовых схем, доступных в интернете. Кроме того, не потребуется покупка дорогостоящих деталей, ведь большинство из них можно взять из «донорской» техники.
tutsvarka.ru
Станок для точечной сварки — оборудование в наличии.
Каталог товаров
Сделайте магазин лучше!Ответьте на несколько вопросов, ваше мнение важно для нас
{«c»:»bitrix:news.list»,»t»:»banner_left»,»p»:{«IBLOCK_TYPE»:»content»,»IBLOCK_ID»:»11″,»NEWS_COUNT»:»5″,»SORT_BY1″:»RAND»,»SORT_ORDER1″:»ASC»,»SORT_BY2″:»ACTIVE_FROM»,»SORT_ORDER2″:»DESC»,»FILTER_NAME»:»»,»FIELD_CODE»:[«»,»»],»PROPERTY_CODE»:[«URL»,»»],»CHECK_DATES»:»Y»,»DETAIL_URL»:»»,»AJAX_MODE»:»N»,»AJAX_OPTION_SHADOW»:»Y»,»AJAX_OPTION_JUMP»:»N»,»AJAX_OPTION_STYLE»:»Y»,»AJAX_OPTION_HISTORY»:»N»,»CACHE_TYPE»:»N»,»CACHE_TIME»:»86400″,»CACHE_FILTER»:»N»,»CACHE_GROUPS»:»Y»,»PREVIEW_TRUNCATE_LEN»:»»,»ACTIVE_DATE_FORMAT»:»d.m.Y»,»DISPLAY_PANEL»:»N»,»SET_TITLE»:»N»,»SET_STATUS_404″:»N»,»INCLUDE_IBLOCK_INTO_CHAIN»:»N»,»ADD_SECTIONS_CHAIN»:»N»,»HIDE_LINK_WHEN_NO_DETAIL»:»N»,»PARENT_SECTION»:»»,»PARENT_SECTION_CODE»:»»,»DISPLAY_NAME»:»N»,»DISPLAY_DATE»:»N»,»DISPLAY_TOP_PAGER»:»N»,»DISPLAY_BOTTOM_PAGER»:»N»,»PAGER_SHOW_ALWAYS»:»N»,»PAGER_TEMPLATE»:»»,»PAGER_DESC_NUMBERING»:»N»,»PAGER_DESC_NUMBERING_CACHE_TIME»:»3600″,»PAGER_SHOW_ALL»:»N»,»AJAX_OPTION_ADDITIONAL»:»»,»COMPONENT_TEMPLATE»:»banner_left»,»SET_BROWSER_TITLE»:»Y»,»SET_META_KEYWORDS»:»Y»,»SET_META_DESCRIPTION»:»Y»,»SET_LAST_MODIFIED»:»N»,»INCLUDE_SUBSECTIONS»:»Y»,»PAGER_TITLE»:»\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,»PAGER_BASE_LINK_ENABLE»:»N»,»SHOW_404″:»N»,»MESSAGE_404″:»»}}
{«c»:»altop:catalog.top»,»t»:»discount_left»,»p»:{«DISPLAY_IMG_WIDTH»:»178″,»DISPLAY_IMG_HEIGHT»:»178″,»SHARPEN»:»30″,»IBLOCK_TYPE»:»catalog»,»IBLOCK_ID»:»6″,»ELEMENT_SORT_FIELD»:»rand»,»ELEMENT_SORT_ORDER»:»asc»,»ELEMENT_SORT_FIELD2″:»»,»ELEMENT_SORT_ORDER2″:»»,»SECTION_URL»:»»,»DETAIL_URL»:»»,»BASKET_URL»:»\/personal\/cart\/»,»ACTION_VARIABLE»:»action»,»PRODUCT_ID_VARIABLE»:»id»,»PRODUCT_QUANTITY_VARIABLE»:»quantity»,»PRODUCT_PROPS_VARIABLE»:»prop»,»SECTION_ID_VARIABLE»:»SECTION_ID»,»DISPLAY_COMPARE»:»Y»,»ELEMENT_COUNT»:»3″,»LINE_ELEMENT_COUNT»:»»,»PROPERTY_CODE»:[«NEWPRODUCT»,»SALELEADER»,»DISCOUNT»,»MANUFACTURER»,»»],»PROPERTY_CODE_MOD»:[«»,»»],»FLAG_PROPERTY_CODE»:»DISCOUNT»,»OFFERS_LIMIT»:»»,»PRICE_CODE»:[«BASE»],»USE_PRICE_COUNT»:»N»,»SHOW_PRICE_COUNT»:»1″,»PRICE_VAT_INCLUDE»:»Y»,»PRODUCT_PROPERTIES»:[],»USE_PRODUCT_QUANTITY»:»Y»,»CACHE_TYPE»:»A»,»CACHE_TIME»:»86400″,»CACHE_NOTES»:»»,»CACHE_GROUPS»:»Y»,»HIDE_NOT_AVAILABLE»:»N»,»CONVERT_CURRENCY»:»Y»,»CURRENCY_ID»:»RUB»,»COMPONENT_TEMPLATE»:»discount_left»,»OFFERS_FIELD_CODE»:[«»,»»],»OFFERS_PROPERTY_CODE»:[«»,»»],»OFFERS_SORT_FIELD»:»sort»,»OFFERS_SORT_ORDER»:»asc»,»OFFERS_SORT_FIELD2″:»id»,»OFFERS_SORT_ORDER2″:»desc»,»OFFERS_CART_PROPERTIES»:[]}}
Производители
{«c»:»bitrix:news.list»,»t»:»vendors_left»,»p»:{«IBLOCK_TYPE»:»catalog»,»IBLOCK_ID»:»4″,»NEWS_COUNT»:»10″,»SORT_BY1″:»NAME»,»SORT_ORDER1″:»ASC»,»SORT_BY2″:»SORT»,»SORT_ORDER2″:»ASC»,»FILTER_NAME»:»»,»FIELD_CODE»:[],»PROPERTY_CODE»:[],»CHECK_DATES»:»Y»,»DETAIL_URL»:»\/vendors\/#ELEMENT_CODE#\/»,»AJAX_MODE»:»N»,»AJAX_OPTION_SHADOW»:»Y»,»AJAX_OPTION_JUMP»:»N»,»AJAX_OPTION_STYLE»:»Y»,»AJAX_OPTION_HISTORY»:»N»,»CACHE_TYPE»:»A»,»CACHE_TIME»:»86400″,»CACHE_FILTER»:»N»,»CACHE_GROUPS»:»Y»,»PREVIEW_TRUNCATE_LEN»:»»,»ACTIVE_DATE_FORMAT»:»d.m.Y»,»DISPLAY_PANEL»:»N»,»SET_TITLE»:»N»,»SET_STATUS_404″:»N»,»INCLUDE_IBLOCK_INTO_CHAIN»:»N»,»ADD_SECTIONS_CHAIN»:»N»,»HIDE_LINK_WHEN_NO_DETAIL»:»N»,»PARENT_SECTION»:»»,»PARENT_SECTION_CODE»:»»,»DISPLAY_NAME»:»Y»,»DISPLAY_DATE»:»N»,»DISPLAY_TOP_PAGER»:»N»,»DISPLAY_BOTTOM_PAGER»:»N»,»PAGER_SHOW_ALWAYS»:»N»,»PAGER_TEMPLATE»:»»,»PAGER_DESC_NUMBERING»:»N»,»PAGER_DESC_NUMBERING_CACHE_TIME»:»3600″,»PAGER_SHOW_ALL»:»N»,»AJAX_OPTION_ADDITIONAL»:»»}}
Будьте в курсе!
Новости, обзоры и акции
{«c»:»bitrix:news.list»,»t»:»stati_left»,»p»:{«IBLOCK_TYPE»:»content»,»IBLOCK_ID»:»10″,»NEWS_COUNT»:»3″,»SORT_BY1″:»ACTIVE_FROM»,»SORT_ORDER1″:»DESC»,»SORT_BY2″:»SORT»,»SORT_ORDER2″:»ASC»,»FILTER_NAME»:»»,»FIELD_CODE»:[«»,»»],»PROPERTY_CODE»:[«»,»»],»CHECK_DATES»:»Y»,»DETAIL_URL»:»\/about\/obzory-i-sovety\/#ELEMENT_CODE#\/»,»AJAX_MODE»:»N»,»AJAX_OPTION_SHADOW»:»Y»,»AJAX_OPTION_JUMP»:»N»,»AJAX_OPTION_STYLE»:»Y»,»AJAX_OPTION_HISTORY»:»N»,»CACHE_TYPE»:»A»,»CACHE_TIME»:»86400″,»CACHE_FILTER»:»N»,»CACHE_GROUPS»:»Y»,»PREVIEW_TRUNCATE_LEN»:»»,»ACTIVE_DATE_FORMAT»:»d.m.Y»,»DISPLAY_PANEL»:»N»,»SET_TITLE»:»N»,»SET_STATUS_404″:»N»,»INCLUDE_IBLOCK_INTO_CHAIN»:»N»,»ADD_SECTIONS_CHAIN»:»N»,»HIDE_LINK_WHEN_NO_DETAIL»:»N»,»PARENT_SECTION»:»»,»PARENT_SECTION_CODE»:»»,»DISPLAY_NAME»:»Y»,»DISPLAY_DATE»:»Y»,»DISPLAY_TOP_PAGER»:»N»,»DISPLAY_BOTTOM_PAGER»:»N»,»PAGER_SHOW_ALWAYS»:»N»,»PAGER_TEMPLATE»:»»,»PAGER_DESC_NUMBERING»:»N»,»PAGER_DESC_NUMBERING_CACHE_TIME»:»3600″,»PAGER_SHOW_ALL»:»N»,»AJAX_OPTION_ADDITIONAL»:»»,»COMPONENT_TEMPLATE»:»stati_left»,»SET_BROWSER_TITLE»:»Y»,»SET_META_KEYWORDS»:»Y»,»SET_META_DESCRIPTION»:»Y»,»SET_LAST_MODIFIED»:»N»,»INCLUDE_SUBSECTIONS»:»Y»,»PAGER_TITLE»:»\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,»PAGER_BASE_LINK_ENABLE»:»N»,»SHOW_404″:»N»,»MESSAGE_404″:»»}}
{«c»:»bitrix:news.list»,»t»:»stati_left»,»p»:{«IBLOCK_TYPE»:»content»,»IBLOCK_ID»:»19″,»NEWS_COUNT»:»3″,»SORT_BY1″:»ACTIVE_FROM»,»SORT_ORDER1″:»DESC»,»SORT_BY2″:»SORT»,»SORT_ORDER2″:»ASC»,»FILTER_NAME»:»»,»FIELD_CODE»:[«»,»»],»PROPERTY_CODE»:[«»,»»],»CHECK_DATES»:»Y»,»DETAIL_URL»:»\/about\/obzory-i-sovety\/#ELEMENT_CODE#\/»,»AJAX_MODE»:»N»,»AJAX_OPTION_SHADOW»:»Y»,»AJAX_OPTION_JUMP»:»N»,»AJAX_OPTION_STYLE»:»Y»,»AJAX_OPTION_HISTORY»:»N»,»CACHE_TYPE»:»A»,»CACHE_TIME»:»86400″,»CACHE_FILTER»:»N»,»CACHE_GROUPS»:»Y»,»PREVIEW_TRUNCATE_LEN»:»»,»ACTIVE_DATE_FORMAT»:»d.m.Y»,»DISPLAY_PANEL»:»N»,»SET_TITLE»:»N»,»SET_STATUS_404″:»N»,»INCLUDE_IBLOCK_INTO_CHAIN»:»N»,»ADD_SECTIONS_CHAIN»:»N»,»HIDE_LINK_WHEN_NO_DETAIL»:»N»,»PARENT_SECTION»:»»,»PARENT_SECTION_CODE»:»»,»DISPLAY_NAME»:»Y»,»DISPLAY_DATE»:»Y»,»DISPLAY_TOP_PAGER»:»N»,»DISPLAY_BOTTOM_PAGER»:»N»,»PAGER_SHOW_ALWAYS»:»N»,»PAGER_TEMPLATE»:»»,»PAGER_DESC_NUMBERING»:»N»,»PAGER_DESC_NUMBERING_CACHE_TIME»:»3600″,»PAGER_SHOW_ALL»:»N»,»AJAX_OPTION_ADDITIONAL»:»»,»COMPONENT_TEMPLATE»:»stati_left»,»SET_BROWSER_TITLE»:»Y»,»SET_META_KEYWORDS»:»Y»,»SET_META_DESCRIPTION»:»Y»,»SET_LAST_MODIFIED»:»N»,»INCLUDE_SUBSECTIONS»:»Y»,»PAGER_TITLE»:»\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,»PAGER_BASE_LINK_ENABLE»:»N»,»SHOW_404″:»N»,»MESSAGE_404″:»»}}
youmet.ru
Что такое аппарат точечной сварки и чем он отличается?
Время чтения: 6 минут
Многие домашние сварщики думают, что современный сварочный аппарат — это компактный инвертор, который можно повесить на плечо и перевезти куда угодно. Но на самом деле, разнообразие сварочных аппаратов куда больше, чем может показаться на первый взгляд. В мире существует не только ручная дуговая или полуавтоматическая сварка, но и другие технологии. Например, точечная сварка с применением специальных аппаратов.

В этом небольшом материале мы подробно объясним, что такое точечная сварка, что такое аппарат для точечной сварки и какие у него могут быть достоинства и недостатки. Вы также узнаете, в каких сферах применяется эта технология и можно ли сделать аппарат для точечной сварки своими руками.
Содержание статьи
Пару слов о технологии
Точечная сварка — это сварочная технология, суть которой заключается в применении тока высокой частоты. Является разновидностью контактной сварки. Сварной шов представляет собой множество так называемых сварных точек. Сварная точка формируется в тот момент, когда детали фиксируют между двумя специальными электродами.
Читайте также: Электроды для контактной сварки
Электроды с усилием сжимают металл снизу и сверху. При сжатии одновременно пропуская сварочный ток. Именно он плавит металл, а электроды при этом сжимают детали, подобно прессу, формируя сварную точку. Чтобы выполнить данную технологию, необходимо специальное оборудование для точечной сварки. Это может быть как компактный аппарат контактной точечной сварки, так и стационарный аппарат точечной сварки, предназначенный для промышленного использования. В целом, данная технология успешно применяется во многих сферах. В том числе, в быту.
Разнообразие аппаратов для точечной сварки
Все аппараты можно условно разделить на три категории: промышленные, профессиональные и бытовые. Промышленные аппараты используются исключительно на производстве, где необходимо в больших объемах сваривать детали из различных металлов без ограничений по толщине. Такие модели обычно стационарны и громоздки. Яркий пример — машина контактной точечной сварки МТ модели 1928.

Профессиональные модели используются для контактной точечной сварки на выезде, например. Такие аппараты намного компактнее промышленных, их можно перевозить в авто и оказывать частные услуги. Например, сварить профильные трубы на стройплощадке.
Также возможно применение точечной сваркой в бытовых условиях. Для этого применяются либо маломощные покупные аппараты, либо самодельные. Да, точечная сварка из подручных материалов вполне возможна. И она неплохо справляется с мелким ремонтом.
Достоинства и недостатки
Точечная сварка, как и любая другая технология, обладает своими преимуществами и недостатками. Предлагаем ознакомиться с ними подробнее.
О хорошем
Первое неоспоримое достоинство технологии точечной сварки — это скорость формирования шва. Простейшая стационарная машина сварочная одноточечная способна сформировать несколько сотен сварных точек за одну минуту. Ни один человек не способен так быстро сваривать детали, как аппарат для точечной сварки. Соединение формируется быстро и качественно, даже если толщина металла достигает 20 мм. Это преимущество давно оценили автоконцерны. Так что этот тип сварки широко применяется при автомобильном производстве и ремонте.
Еще одно преимущество — дешевизна сварочного процесса. Да, промышленный (и даже профессиональный) аппарат стоит недешево. Но для его работы достаточно стабильного подключения к электричеству и пары специальных металлических электродов, которые не нуждаются в частой замене. К тому же, контактная сварка не требует от мастера высокой квалификации. Не нужно поджигать дугу, вести шов и следить за расходом комплектующих.

Из-за этой особенности точечная сварка широко применяется в конвейерном производстве. Там она более чем эффективна и позволяет выполнять сварку с минимальными финансовыми затратами. При этом аппарат для точечной сварки не потребляет много электроэнергии, поскольку сама сварка выполняется очень быстро.
Еще один плюс — универсальность и простота технологии. Оборудование для контактной сварки способно варить любой металл (в том числе цветной) толщиной до 2 сантиметров, без потери качества. Все, что необходимо для качественного результата — это правильно настроить аппарат.
О плохом
Теперь о недостатках. А они тоже есть, и могут быть вполне существенными.
Точечная сварка хоть и производительна, но ее мощностей может быть недостаточно для сварки толстых металлов. Большинство аппаратов могут справиться с деталями толщиной до 20 мм, но не более. При сварке более толстых деталей сварная точка получается недостаточно качественной и ее можно легко разрушить.
В некоторых случаях станок точечной сварки может занимать слишком много места. Но в основном это касается промышленных моделей, та же машина контактной сварки МТ модели 1928, которую мы уже упоминали. Но этот недостаток справедлив только по отношению к стационарным аппаратам. Бытовые модели компактны.
Читайте также: Особенности точечной сварки
Также учтите, что соединения, получаемые точечным способом, не самые эстетичные. Они не вряд ли вы когда-нибудь видели художественную сварку, выполненную точечным методом. Эту технологию применяют для деталей, которые будут скрыты от глаза. Те же кузова авто. Зато точечная технология хороша при сварке временных швов.
Последний минус — это потенциальная опасность для сварщика. Многие, наблюдая за точечной сваркой, думают, что эта технология безопаснее, чем ручная дуговая или сварка в среде газов. Но это не так. В процессе работы сварщик имеет дело с большими значениями сварочного тока, и это может быть опасно для здоровья и жизни. Неопытный мастер может легко придавить пальцы точечным аппаратом, получить ожог или потерять зрение. Поэтому не пренебрегайте защитной экипировкой и соблюдайте технику безопасности, чтобы избежать фатальных последствий.
Вместо заключения
Точечная сварка — одна из самых интересных технологий. Она позволяет получить качественные долговечные соединения без применения сварочных плавящихся электродов, проволоки, газа и флюса. Все, что необходимо — это аппарат, способный генерировать ток высокой частоты. Этого достаточно для плавления металла и образования сварного соединения.
При этом точечную сварку можно собрать своими руками из сварочного аппарата типа инвертор (справедливости ради, из старого сварочного инвертора можно в принципе собрать множество разных сварочных аппаратов). Для сборки точечной сварки еще придется докупить некоторые мелочи, например, контроллер точечной сварки. И в итоге вы получите полноценный сварочный аппарат, который может стать помощником в быту.
svarkaed.ru
Точечная сварка своими руками: схемы, принцип
Аппараты для точечной сварки не так часто используются в быту, как дуговые, но иногда без них невозможно обойтись. Учитывая, что стоимость такого оборудования начинается от $450-$470, рентабельность его покупки вызывает сомнения.
 Бытовой аппарат для точечной сварки CBA-1,5AK
Бытовой аппарат для точечной сварки CBA-1,5AKВыход из такой ситуации – контактная точечная сварка своими руками. Но, прежде чем рассказать, как самостоятельно сделать такое устройство, давайте рассмотрим, что представляет собой точечная сварка и технологию ее работы.
Кратко о точечной сварке
Данный тип сварки относится к контактным (термомеханическим). Заметим, что к такой категории также относят шовную и стыковую сварку, но их реализовать в домашних условиях не представляется возможным, поскольку для этой цели понадобится сложное оборудование.
Сварочный процесс включает в себя следующие этапы:
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Производственный аппарат точечной сварки (такой как показан на фото) способен в течение минуты совершить до 600 операций.
 Оборудование для машинной точечной сварки
Оборудование для машинной точечной сваркиТехнология процесса
Чтобы нагреть детали до необходимой температуры, на них подается кратковременный импульс элетротока большой силы. Как правило, импульс длится в от 0,01 до 0,1 секунды (время подбирается исходя из характеристик металла, из которого изготовлены детали).
При импульсе металл расплавляется, и между деталями образовывается общее жидкое ядро, пока оно не застынет, свариваемые поверхности необходимо удерживать под давлением. Благодаря этому, остывая, расплавленное ядро кристаллизируется. Рисунок, иллюстрирующий процесс сварки, показан ниже.
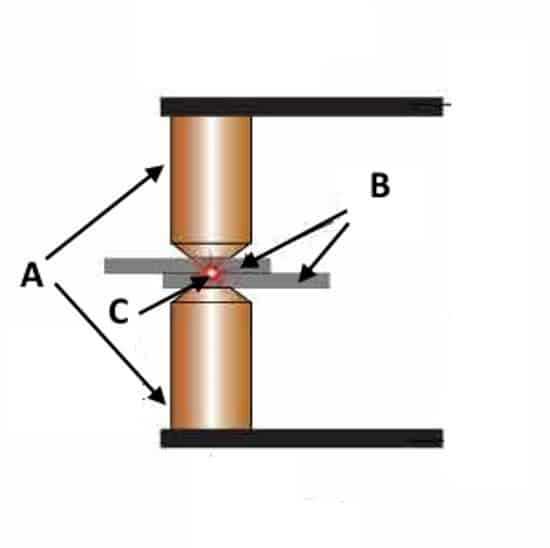 Иллюстрация процесса точечной сварки
Иллюстрация процесса точечной сваркиОбозначения:
- A – электроды;
- B – свариваемые детали;
- С – ядро сварки.
Давление на детали необходимо для того, чтобы при импульсе по периметру ядра расплавленного метала образовался уплотняющий пояс, не позволяющий вытекать расплаву за пределы зоны, где происходит сварка.
Чтобы обеспечить лучшие условия для кристаллизации расплава, давление на детали снимается постепенно. Если необходимо «проковать» место сварки с целью устранить неоднородности внутри шва, усиливают давление (делают это на финальной стадии).
Обратим внимание, что для обеспечения надежного соединения, а также качества шва, предварительно необходимо обработать поверхности деталей в местах, где будет происходить сварка. Это делается для удаления оксидной пленки или коррозии.
Когда требуется обеспечить надежное соединение деталей толщиной от 1 до 1,5 мм, применяют конденсаторную сварку. Принцип ее действия следующий:
- блок конденсаторов заряжают электротоком небольшой силы;
- разряд конденсаторов производится через соединяемые детали (силы импульса достаточно для обеспечения необходимого режима сварки).
Такой тип сварки применяется в тех сферах промышленности, где необходимо соединить миниатюрные и сверхминиатюрные компоненты (радиотехника, электроника и т.д.).
Говоря о технологии точечной сварки следует отметить, что с ее помощью можно соединять между собой разнородные металлы.
Примеры самодельных конструкций
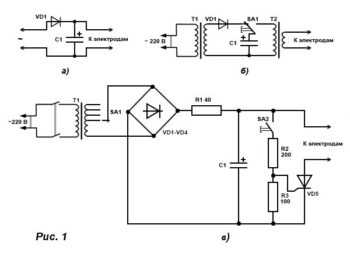
В интернете есть много примеров создания аппаратов, производящих точечную сварку. Приведем несколько наиболее удачных конструкций. Ниже показана схема простого устройства для точечной сварки.
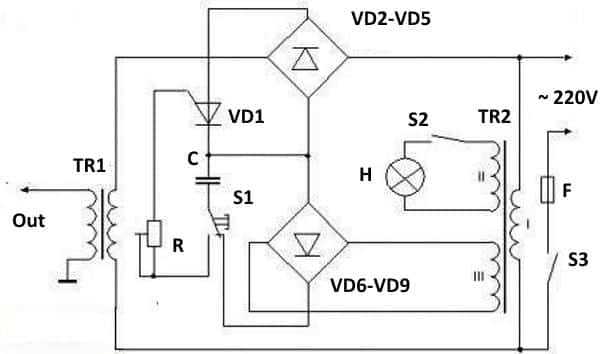 Пример принципиальной схемы аппарата
Пример принципиальной схемы аппаратаДля реализации нам понадобятся следующие радиодетали:
- R — переменное сопротивление номиналом 100 Ом;
- С – конденсатор, рассчитанный на напряжение не менее 25 В с емкостью 1000 мкФ;
- VD1 – тиристор КУ202, буквенный индекс может быть К, Л, М или Н, можно также использовать ПТЛ-50, но в этом случае емкость «С» необходимо понизить до 1000 мкФ;
- VD2-VD5 – диоды Д232А, зарубежный аналог – S4M;
- VD6-VD9 – диоды Д226Б, их можно заменить зарубежным аналогом 1N4007;
- F – плавкий предохранитель на 5 А.
Необходимо сделать отступление, чтобы рассказать, как изготовить трансформатор TR1. Он изготавливается на базе железа Ш40, с толщиной набора 70 мм. Для первичной обмотки потребуется провод ПЭВ2 Ø0,8 мм. Количество витков в обмотке – 300.
Чтобы сделать вторичную обмотку, понадобится медный многожильный провод Ø4 мм. Его допускается заменить шиной, при условии, что ее сечение будет как минимум 20 мм2. Количество витков вторичной обмотки – 10.
Видео: контактная сварка своими руками
Что касается TR2, то для него подойдет любой из маломощных трансформаторов (от 5 до 10 Вт). При этом на обмотке II, используемой для подключения лампы подсветки «H», должно быть выходное напряжение в пределах 5-6 В, а обмотки III – 15 В.
Мощность изготовленного аппарата будет относительно не высокая, в пределах от 300 до 500 А, максимальное время импульса до 0,1 сек (при условии, что номиналы «R» и «С» будут такими же, как на приведенной схеме). Этого вполне достаточно для сварки стальной проволоки Ø0,3 мм или листового металла, если его толщина не превышает 0,2 мм.
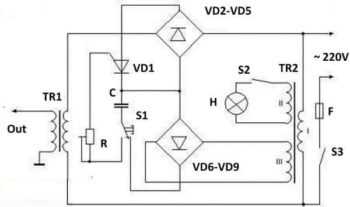
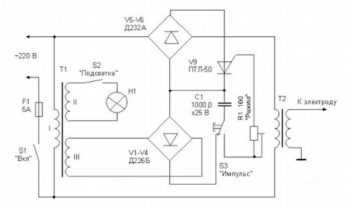
Приведем схему более мощного аппарата, у которого сварочный электроток импульса будет в пределах от 1,5 кА до 2 кА.
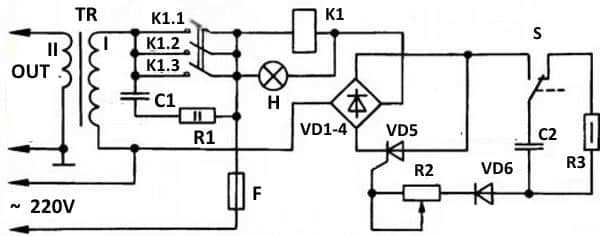 Схема аппарата с силой импульса до 2 кА
Схема аппарата с силой импульса до 2 кАПеречислим используемые в схеме компоненты:
- номиналы сопротивлений: R1-1.0 кОм, R2-4.7 кОм, R3-1.1 кОм;
- емкости в схеме: С1-1.0 мкФ, С2-0,25 мкФ. Причем, С1 должен быть рассчитан под напряжение не менее 630 В;
- VD1-VD4 диоды – диоды Д226Б, допускается замена на зарубежный аналог 1N4007, вместо диодов можно поставить диодный мост, например, КЦ405А;
- тиристор VD6 – КУ202Н, его необходимо поместить на радиатор, площадью не менее 8 см2;
- VD6 – Д237Б;
- F — плавкий предохранитель на 10 А;
- К1 – это любой магнитный пускатель, у которого имеется три пары рабочих контактов, а обмотка рассчитана на ~220 В, например, можно установить ПМЕ071 МВУХЛЗ AC3.
Теперь расскажем, как сделать трансформатор ТR1. За основу взят автотрансформатор ЛАТР-9, такой, как показан на фотографии.
 Используемый за основу автотрансформатор
Используемый за основу автотрансформаторОбмотка в этом автотрансформаторе насчитывает 266 витков, сделана она медным проводом Ø1,0 мм, ее мы будем использовать в качестве первичной. Аккуратно разбираем конструкцию, чтобы не повредить обмотку. Вал и прикрепленный к нему передвижной роликовый контакт демонтируем.
Дале нам необходимо изолировать контактную дорожку, с этой целью очищаем ее от пыли, обезжириваем и покрываем лаком. Когда он просохнет дополнительно, изолируем всю обмотку, используя лакоткань.
В качестве вторичной обмотки используем медный провод с площадью сечения как минимум 80 мм2. Важно, чтобы изоляция этого провода была термостойкой. Когда все условия соблюдены, делаем им обмотку из трех витков.
Настройка собранного устройства сводится к градированию шкалы переменного резистора, регулирующего время импульса.
Рекомендуем перед тем как приступать к сварке, установить опытным путем оптимальное время для импульса. Если длительность будет излишней, детали будут прожжены, а если меньше необходимой — прочность соединения будет ненадежной.
Как уже писалось выше, аппарат способен выдать сварочный электроток силой до 2000 А, что позволяет сваривать стальной провод Ø3 мм или листовую сталь, толщина которой не превышает 1,1 мм.
www.asutpp.ru
Простой аппарат для точечной сварки
В радиолюбительской практике не часто применяется контактная сварка, но все же бывает. И когда такой случай настает, но нет ни желания, ни времени мастерить хороший и большой аппарат для точечной сварки. Да если и делать его, то потом он будет валяться без дела, так как следующее применение его может и не наступить.Например, вам нужно соединить в цепь несколько аккумуляторных батарей. Соединяются они тонкой металлической лентой, без пайки припоем, так как аккумуляторы вообще не рекомендуют паять. Для таких целей я покажу вам как собрать простой аппарат для точечной контактной свари своими руками минут за 30.
- Нам понадобиться трансформатор переменного тока с напряжением вторичной обмотки 15-25 Вольт. Нагрузочная способность не имеет значения.
- Конденсаторы. Я взял 2200 мкФ – 4 штуки. Можно больше, в зависимости от мощности которую вам необходимо получить.
- Кнопка любая.
- Провода.
- Медная проволока.
- Диодная сборка для выпрямления. Можно так же использовать один диод, для полуволнового выпрямления.
Схема аппарата для контактной точечной сварки
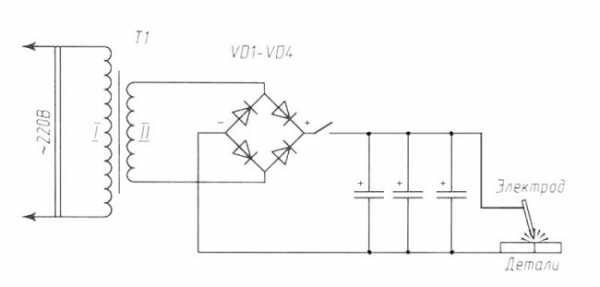
Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.
Сборка аппарата для сварки


Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.



Также сажаем на клей заглушку.


Припаиваем провода к кнопке и прикладываем кнопку к вилке. Все обматываем изолентой.


То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.

Включаем, нажимаем кнопку зарядки. Происходит зарядка конденсаторов.

Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.






Но если вам нужно помощнее, то тогда можно доработать схему так.
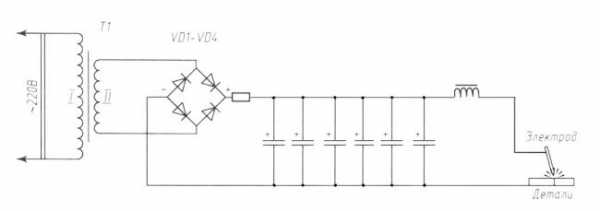
Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
sdelaysam-svoimirukami.ru
Станок точечной сварки
Станок точечной сварки представляет собой аппарат, предназначенный для работы с деталями разных размеров и толщины, выполненных из различных видов металла. Это могут быть разного рода заготовки или сетки. С помощью станков такого плана выполняется соединение металлических деталей между собой. При этом задействуются высокие температуры.
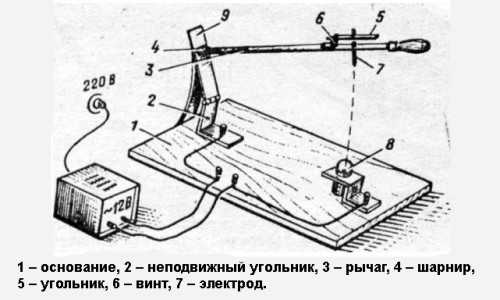
Схема самодельного аппарата для точечной сварки.
Процесс контактной сварки выглядит следующим образом: на внешней стороне деталей вырабатывается тепло, которое и способствует их соединению. Тепло генерируется с помощью электрического тока, который подается на детали через контактное точечное соединение.
Следует учитывать, что контакты и их состояние оказывают огромное влияние на то, насколько качественным будет результат.
Помимо тока, вполне может быть использовано любое другое силовое воздействие. Однако ток дает наилучшие результаты.
Читайте также:
Как изготовить тороидальный трансформатор.
Способы применения магнитного угольника для сварки.
О контактной сварке читайте здесь.
Принцип сварочного процесса
Вне зависимости от типа сварочного аппарата, работает он по следующему принципу:
Схема точечного соединения сварки.
- Когда сварочный аппарат запускается, детали, которые нужно сварить, зажимаются электродами.
- Пусковой механизм запускает реле времени, которое, в свою очередь, дает сигнал прерывателю. Прерыватель замыкается на отведенное время.
- После этого к электрической сети подключается трансформатор, который должен преобразовать напряжение так, чтобы оно стало необходимого для работы сварочного аппарата уровня.
- Помимо преобразования напряжения, функция трансформатора – подача тока на электроды.
- Проходя сквозь заготовки, преобразованный сварочный ток нагревает до расплавления металл деталей конкретно в том месте, где происходит их контакт с электродами.
- Когда истекает время, отмеренное реле, прерыватель размыкается, и доставка тока к деталям прекращается.
- Расплавленный металл кристаллизуется, что приводит к образованию сварочного соединения.
- Усилие сжатия снимается.
Весь это процесс занимает от 0,5 до 15 секунд и зависит от поставленной задачи.
Вернуться к оглавлению
Вам может быть интересно: Сайт о потолках.
Преимущества контактной точечной сварки
У контактной сварки точечной направленности есть ряд преимуществ:
- Во-первых, такого рода сварка не занимает много времени.
- Во-вторых, для ее осуществления не требуется дополнительных расходных материалов. К примеру, припоя или же сварочных электродов.
- В-третьих, работа с точечным сварочным станком достаточно безопасна, ввиду того что для его работы требуется низкое напряжение тока.
- В-четвертых, такого типа сварка обеспечивает очень крепкое соединение, которое прослужит долгие годы. Особенно актуально это для металлической сетки.
И последним из преимуществ можно считать тот факт, что станок точечной сварки при определенном уровне сноровки можно запросто собрать в домашних условиях.
Вернуться к оглавлению
Классификация станков для точечной сварки
Способы получения точечных сварных швов.
Если вы решили приобрести такой аппарат для собственного использования, необходимо в первую очередь определить сферу, в которой он будет эксплуатироваться.
Если станки для сварки нужны для бытового использования или использования в небольшой мастерской, тогда можно обратить внимание на аппараты, не столь дорогостоящие. И наоборот, если на станок будут возложены сложные задачи в больших объемах, тогда нет смысла экономить.
Станки для точечной сварки классифицируют по нескольким признакам.
По типу установки можно выделить три основных вида:
- Стационарные станки.
- Подвесные станки.
- Переносные сварочные станки.
Стационарные станки наиболее часто используются на крупных и среднего размера производствах. То есть там, где необходимо обеспечить высокую интенсивность работы.
Величина подаваемого тока прямо пропорциональна мощности аппарата. Чем больше эта величина, тем больше толщина деталей, которые можно соединять с помощью такого станка. Разные модели стационарных станков могут работать на различных электрических схемах и получать питание от разных источников. Привод системы сжатия устанавливается либо механический, либо пневматический.
Аппараты точечной сварки, предназначенные для стационарной установки, в большинстве своем обеспечивают сварку сразу с двух сторон детали. Как и станок холодной сварки.
Электрическая схема аппарата для точечной сварки.
В связи с тем, что интенсивность работы у такого агрегата довольно высокая, для предотвращения перегрева необходима установка охлаждающей системы.
Подвесные станки становятся частью конвейерных линий. Крайне часто используются в мастерских по ремонту автомобилей, так как приспособлены для эффективного выполнения большого спектра ремонтных работ, а также удобны в использовании благодаря своей мобильности.
Основные составные элементы такого станка это:
- сварочный трансформатор;
- блок, с помощью которого осуществляется управление режимов сварки;
- клещи.
Система привода клещей у аппаратов такого плана бывает как механической, так и пневматической. Это дает возможность снять часть нагрузки с оператора станка.
Мощность подвесного сварочного станка может колебаться в зависимости от того, с деталями какой толщины необходимо работать.
Переносные сварочные станки наиболее часто приобретаются для личного пользования. Стоимость их довольно невысокая, несмотря на то что по мощности они могут конкурировать с более дорогими аппаратами.
Среди переносных аппаратов выделяют два основных подвида: это клещи для точечной сварки ручного использования и инверторный аппарат.
Схема сварочного трансформатора.
Ручные клещи для осуществления точечной сварки – это аппарат небольшого размера и веса, с помощью которого можно соединить металлические детали небольшой толщины. Регулировка режимов сварки осуществляется с помощью встроенной системы управления в виде микропроцессора. Помимо автоматической регулировки, есть и ручная. Однако механизм, который отвечает за сдавливание деталей в аппарате такого типа, ручной. С его помощью можно создать давление около 150 кг.
Инверторный аппарат также имеет небольшие размеры и малый вес. Ток вырабатывается тиристорным генератором, а управление осуществляется микропроцессором, который дает возможность регулирования мощности и длительности импульса. Для того чтобы обеспечить питание такому аппарату, вполне достаточно просто подключить его к бытовой электросети.
Следующий принцип классификации – по типу питания станка. Выделяют такие аппараты:
- Однофазные;
- Трехфазные;
- Инверторный станок точечной сварки;
- Конденсаторный станок.
Для станков, использование которых планируется в бытовых условиях, наиболее подходящими будут инверторный и конденсаторные типы питания. Именно их электрические схемы делают возможным минимальное воздействие на электрическую сеть, от которой идет питание.
По способу управления сварочным процессом выделяют:
- Станки с ручным управлением. Установка режима работы, напряжения сварочного тока и осуществление контроля за продолжительностью сварочного цикла проводятся вручную.
- Станки с автоматическим управлением. Такой тип управления в разы увеличивает производительность и сокращает количество возможного брака на выходе.
- Конструкция привода, который отвечает за сжатие деталей во время сварочного процесса, оказывает существенное влияние на качество полученного результата.
По типу привода механизма давления существуют:
- Ручной привод. Идеально подходит для сварочных работ, которые выполняются в бытовых условиях. Применение такого типа привода позволяет уменьшить стоимость станка в несколько раз.
- Пневматический привод. Такой тип привода обеспечивает наибольшее давление на свариваемые детали и дает возможность широкого диапазона регулирования давления.
- Механический привод. Наиболее часто используется в станках точечной контактной сварки.
- Гидравлический привод. Используется наиболее редко. В отличие от других типов привода для сжатия используется жидкость, а не воздух.
Иногда для соединения некоторых деталей лучше всего подойдет станок холодной сварки.
В любом случае выбор аппарата и его характеристик должен полностью зависеть от задач, поставленных перед ним, и условий, в которых предполагается эксплуатация станка.
expertsvarki.ru