Как паять паяльником — примеры пайки на определенных деталях
Как паять паяльником — примеры пайки на определенных деталях.
Паять паяльником это не столь сложно, как это кажется с первого взгляда. Пользоваться паяльником начали еще в Египте более пяти тысяч лет назад. И в технологии пайки от той поры практически ничего не изменилось.
Технология пайки паяльником на самом деле не сложная. Суть ее в том, что при использовании расплавленного металла, имеющего низкую температуру плавления, соединяются любые и в любом сочетании металлы, имеющие большую температуру плавления.
Перед тем, как приступить к пайке, нужно изначально подготовить поверхность тех деталей, что будут паяться. Нужно очистить поверхность от следов грязи, если таковы имеются и удалить оксидную пленку.
Оксидная пленка – это пленка, что образовывается на поверхности металла за счет определенных условий воздуха или не очень сильно окисленной среде.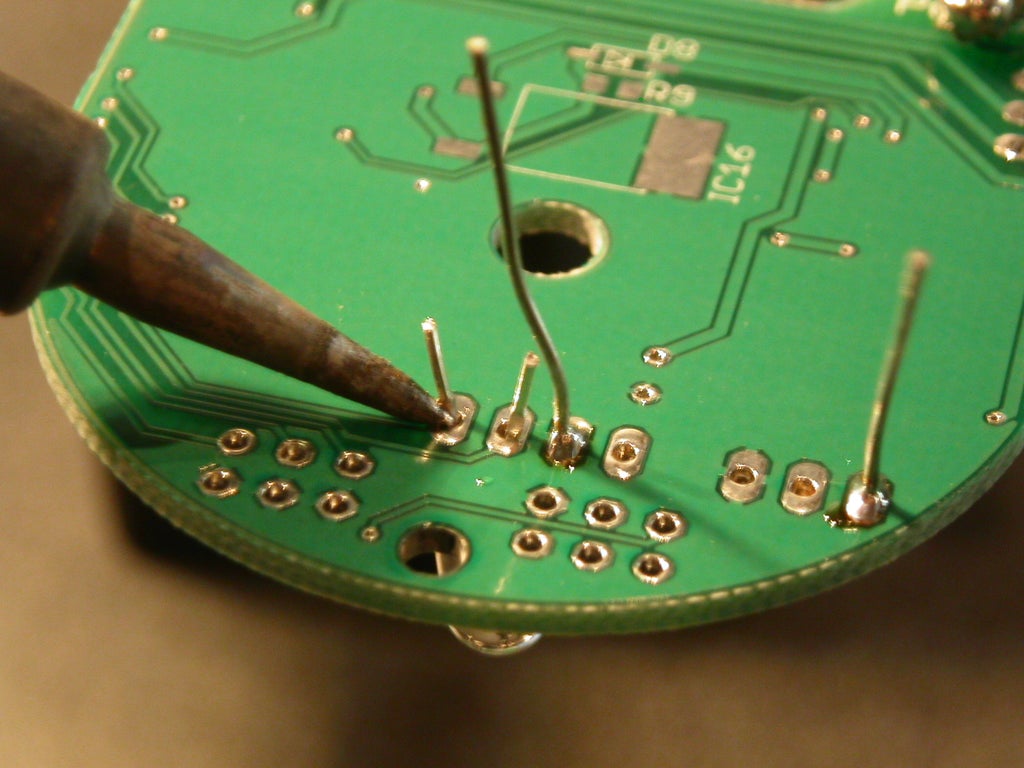 Толщина такой пленки может быть разной, поэтому от этого будет зависеть, при помощи чего ее можно будет удалить – напильника или наждачной бумаги. Если площадь пайки не большая или это
Толщина такой пленки может быть разной, поэтому от этого будет зависеть, при помощи чего ее можно будет удалить – напильника или наждачной бумаги. Если площадь пайки не большая или это
Когда поверхность полностью подготовлена, то ее нужно залудить, то есть покрыть слоем припоя. Это делается следующим образом: вам нужно нанести на поверхность, что будет паяться, флюс и приложить жало паяльника
Что бы жало паяльника хорошо передавало тепло к детали, его необходимо прикладывать таким образом к детали, что бы площадь соприкосновения жала паяльника и детали была максимальной. Для этого можно использовать паяльник с жалом, имеющим срез.
Главное в процессе пайки это прогреть те поверхности, что спаиваются до той температуры, которую имеет расплавленный припой. Если поверхности не были прогреты до нужной температуры, то пайка будет матовой и иметь низкую механическую прочность. Если в процессе пайки поверхности перегреть, то припой растечется, и вы вовсе не сможете выполнить процесс пайки.
Когда все описанные выше пункты выполнены, прикладываем детали друг к другу, и выполняем пайку электрическим паяльником.
Сколько будет длиться процесс пайки зависит от того какая толщина и вес детали, но приблизительно это от одной до десяти секунд. Большая часть радиоэлектронных компонентов паяются не дольше чем две секунды. Паяльник отводится в сторону, как только припой растекся по поверхности. Смещать детали нельзя до той поры, пока припой полностью не затвердеет. Ведь если сместить детали, то будет низким качество механической прочности и герметичности пайки.
Когда жало паяльника горячее, то припой на нем, при ожидании, покрывается окислами и остатками сгоревшего флюса.
Поэтому перед пайкой жало паяльника нужно обязательно очищать. Для этого можно взять кусочек увлажненного поролона (плотность его может быть разной) и быстро жалом провести по этому поролону, тогда все остатки из жала останутся на поролоне.
Перед тем, как начать пайку нужно убедится в том, что поверхности или провода, что будут паяться уже облужены, это обязательно. Ведь пайка уже облуженых поверхностей и проводов будет действительно качественной, да и вы, выполняя пайку, будете получать удовольствие от работы.
Если Вы никогда раньше не работали с паяльником, то лучше всего перед тем, как выполнить ответственное задание по пайке паяльником необходимо потренироваться паять. Начните с самого простого, попробуйте паять одножильный медный провод, что используется для электропроводки. Первое, что стоит сделать, это снять с проводника изоляцию.
Первое, что стоит сделать, это снять с проводника изоляцию.
Как правильно залудить провода из меди.
Сняв изоляцию с провода, оцените, в каком состоянии находится проводник. Если провода новые, то их проводник не имеет оксидной пленки и такие провода можно паять, не выполняя зачистку. Возьмите небольшое количество припоя на
Если проводник имеет чистую поверхность, то по ней припой растечется тонким слоем. При нехватке припоя, берется еще одна порция с обязательным касанием канифоли. И так необходимо делать до той поры пока проводник полностью не будет залужен. Что бы работать с проводником было максимально комфортно, положите его на деревянную площадку, такая используется в качестве подставки для паяльника. Всегда в том месте, где выполняется лужение, скапливается определенное количество канифоли, что ускоряет 
Бывают и такие случаи, что вроде и проводник без оксидной пленки, а лудится, он не хочет. В таком случае необходимо использовать паяльную кислоту. Но если у Вас под рукой, ее, не оказалось можно обойтись и таблеткой аспирина. Разогреть пару секунд, а потом лудить на площадке. Вот увидите, будет лудиться без всяких проблем. Если вы используете метод с аспирином для медного провода, на котором будет оксидная пленка, он сразу будет покрываться тонким слоем припоя. (Но этот метод желательно использовать в крайних случаях, поскольку запах от процесса будет не самый лучший)
Если у Вас получилось залудить проводник, то вас можно поздравить с первыми успехами в работе с паяльником.
Если первый раз работает с паяльником, то будьте готовы к тому, что хорошая пайка у вас не получится. На это есть пару причин. Очень сильно нагрет паяльник для данного вида припоя. Это определить можно по жалу паяльника, ведь на припое, что есть на нем, образовывается темная оксидная пленка. Если сильно нагреть жало паяльника, то рабочая часть жала будет покрыта черным окислом, из-за чего припой на жале держаться не будет. Жало паяльника не разогрето до необходимой температуры. В таком случае внешне пайка будет матовой и рыхлой. Чтобы правильно подобрать температуру можно использовать регулятор температуры. Еще может быть недостаточно прогрет провод во время обслуживания. Такое часто случается, если на рабочей части жала паяльника имеется небольшое количество припоя. Тогда площадь соприкосновения маленькая, и тепло не так как нужно передается на проводник. Тренироваться паять нужно до той поры, пока не получится правильно залудить провод.
Если сильно нагреть жало паяльника, то рабочая часть жала будет покрыта черным окислом, из-за чего припой на жале держаться не будет. Жало паяльника не разогрето до необходимой температуры. В таком случае внешне пайка будет матовой и рыхлой. Чтобы правильно подобрать температуру можно использовать регулятор температуры. Еще может быть недостаточно прогрет провод во время обслуживания. Такое часто случается, если на рабочей части жала паяльника имеется небольшое количество припоя. Тогда площадь соприкосновения маленькая, и тепло не так как нужно передается на проводник. Тренироваться паять нужно до той поры, пока не получится правильно залудить провод.
Часто бывает такое, что по окончанию лужения паяльником проводов, на них можно увидеть остатки припоя, что похожи на наплывы. Что бы от них избавиться расположите провод вертикально, концом вниз, а паяльник наоборот – вертикально, чтобы его жало «смотрело» вверх, а потом аккуратно проведите жалом по проводам.
Но, прежде, чем это сделать, удалите весь припой, что имеется на рабочей части жала паяльника. А для этого просто легонько ударьте жалом о подставочку. Аналогичным способом уберите лишний припой с мест паек на печатных платах.
Продолжить свою тренировку стоит на медном многожильном проводе. Его тоже нужно научиться  Но, такие провода лудятся не хуже, чем простые одножильные.
Но, такие провода лудятся не хуже, чем простые одножильные.
Паяем правильно многожильные провода.
Для начала, проводник нужно обработать паяльной кислотой, и начинать прогревать их паяльником, продвигая их так, чтобы все проводники этого многожильного провода были смочены кислотой.
Потом нужно выполнить лужения на площадке с использование канифоли, все выполнять аналогично тому, что описано выше. Разница только в том, что вам необходимо будет прижимать провод к площадке и в процессе лужения поворачивать его в одну сторону. Это требуется чтобы проводники этого провода сплелись между собой.
Имея уже готовый залуженный провод такого типа, вы сможете, используя для этого круглогубцы, сделать кольцо. А это кольцо использовать потом, к примеру, в качестве резьбового присоединения, которое в дальнейшем можно будет использовать, например для контактов розетки или выключателей.
А еще его используют для патронов в люстрах, или же припаять такое кольцо к латунным контактам или печатным платам. Не поленитесь, в качестве тренировки попробуйте выполнить такого типа пайку паяльником.
Не поленитесь, в качестве тренировки попробуйте выполнить такого типа пайку паяльником.
Единственное, что нужно стараться не сместить детали, во время их соединения методом пайки, пока не застынет припой.
Если говорить о пайке паяльником любых других деталей, то она не сильно отличается от пайки проводов паяльником. И если вы попробовали лудить и паять провода, и у вас все получилось хорошо, то вы сможете выполнить любую пайку паяльником.
Учимся лудить тонкие медные провода, что покрыты лаком.
Если нужно залудить паяльником тонкий проводник, у которого диаметр жилы меньше 0,2 мм, что изолированный эмалью, нужно использовать хлорвинил. Данный вид пластика используется для изготовления изоляции и больших изолирующих трубок. Для этого необходимо положить провод на изоляцию и слегка прижать его жалом паяльника, после чего протаскивать провод, при этом постоянно поворачивая его. Вследствие нагрева хлорвинила выделяется хлор, именно он позволяет разрушить лак и без проблем залудить провод.
Такого рода технология будет просто незаменимой, если вам нужно паять паяльником провод, типа литцендрат. Это провод, что состоит из большого количества тоненьких проволок, что имеют эмалированное покрытие и представляют собой один проводник.
Тонкие провода покрыты эмалью, можно еще лудить применяя таблетки аспирина. Такой метод лужения паяльником я описывал выше. Необходимо взять провод, который вы будете лудить и поместите на подготовленную заранее таблетку аспирина, а потом протягивать его между аспирином и жалом паяльника. Но, стоит помнить, что на рабочей части жала, должно быть, необходимое количество припоя и канифоли.
Как паять паяльником радиодетали.
Часто технология пайки требуется, когда выполняется ремонт электрических приборов. Ведь там есть печатные платы, состоящие из радиоэл
ементов и тому подобное. И зачастую из этих плат нужно их выпаивать или запаивать назад. Это нельзя назвать сложной работой, но все же необходимо будет соблюдать определенную технологию пайки.
Пайка паяльником резисторов, диодов, конденсаторов.
Выпаять из платы необходимый вам радиоэлемент, а он может быть с двумя выводами, не составит труда и не требует высшего образования. В качестве таких элементов выступают практически всегда резисторы или диоды. Для качественного выпаивания с платы любого из таких элементов, нужно нагреть паяльником то, место где он запаян. Под высокой температурой припой расплавиться и вы легко достанете нужный вам элемент. Чтобы вынуть вывод резистора, можно использовать пинцет, но нужно делать все, не спеша, чтобы не соскакивал пинцет, а такое часто бывает, особенно в тех случаях, когда радиоэлемент имеет загнутый вывод и он находится со стороны пайки.
Что бы работать с пинцетом было удобнее, вы можете сточить его губки, но без фанатизма. Тогда при захвате вывода пинцет не будет соскальзывать.
Работая с печатной платой, особенно если речь идет о демонтаже радиоэлементов, очень хочется иметь еще одну руку, ведь при данной работе нужно работать паяльником, пинцетом и еще держать саму плату.
В качестве третей руки вам послужат настольные тиски. Используя данный инструмент, вы сможете зажать плату, и установить тиски на ту боковую грань стола, где вам удобнее будет работать. Лучше всего использовать инструмент придуманный китайцами Third-Hand Tool, что в переводе на русский означает «Третья рука». Используя «третью руку» вы сможете разместить плату в той плоскости, в которой с ней лучше всего будет работать.
Когда вы выполните демонтаж радиодетали, то место на плате, где был его вывод, заплывет припоем. Достать этот припой из образовавшейся луночки не сложно, просто возьмите зубочистку, заточенную спичку или обычную деревянную палочку.
Это делается следующим образом: жало паяльника нагревается и им расплавляется припой, потом в отверстие помещается зубочистка и проворачивается. Вынуть зубочистку можно будет уже когда застынет припой.
Перед тем, как запаять в плату новый радиоэлемент, нужно удостовериться в том, что его выводы будут хорошо паяться, особенно если вы не знаете, когда этот радиоэлемент был изготовлен.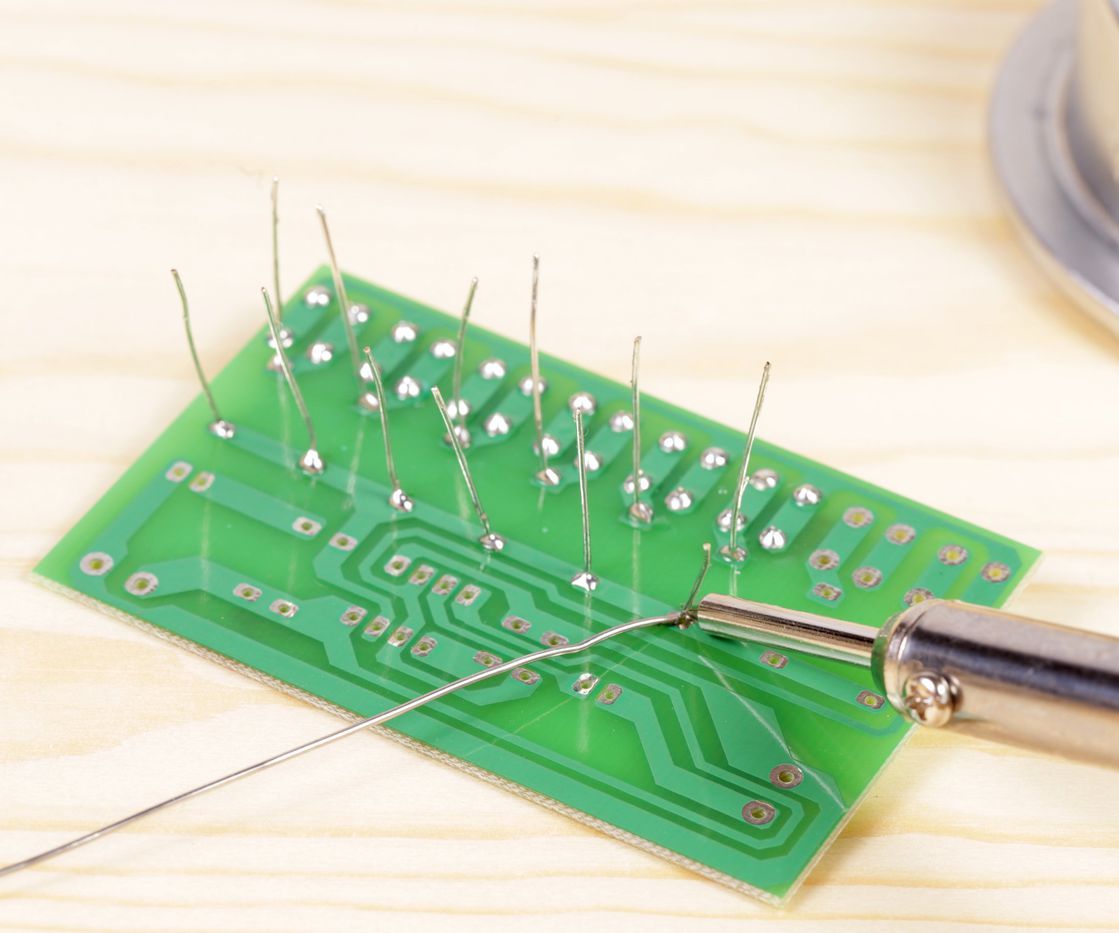 Рекомендую действенный способ в таком случае – залудите выводы радиоэлемента, а потом приступайте к процессу запаивания. И как результат вы получите надежную пайку и удовольствие от работы.
Рекомендую действенный способ в таком случае – залудите выводы радиоэлемента, а потом приступайте к процессу запаивания. И как результат вы получите надежную пайку и удовольствие от работы.
Пробуем паять паяльником SMD светодиоды и другие компоненты, не имеющие выводов.
Так, как технологии не стоят на месте, то сегодня уже выпускаются радиоэлектронные устройства, в которых стоят компоненты без выводов, именуются как SMD. У SMD нет привычных для нас проволочных выводов. Их соединяют с дорожками платы за счет пайки к ним контактных площадок, что находятся прямо на корпусе компонентов. Сложности в пайке такого компонента нет. Просто для этого нужно использовать маломощный паяльник на (10-12 Вт) и паять все контакты поочередно по отдельности.
Если говорить о ремонте, то часто стоит задача выпаивать SMD компонент для их проверки или замены на новые. Кроме того часто бывает такое, что SMD компоненты выпаивают из старых нерабочих плат для того, чтобы использовать их в качестве запчастей. Поэтому при процессе выпаивания нужно быть внимательным, ведь компоненты могут поломаться. Чтобы этого не произошло, прогревайте одновременно все выводы SMD компонентов.
Поэтому при процессе выпаивания нужно быть внимательным, ведь компоненты могут поломаться. Чтобы этого не произошло, прогревайте одновременно все выводы SMD компонентов.
Тем, кто часто сталкивается с работой, где нужно выпаивать SMD компоненты, рекомендую для своего паяльника сделать набор специальных жал. Под специальным имеется ввиду жало, что на конце разветвляется на два или три маленьких жала. Используя такие жала при выпаивании, вы не будете повреждать SMD компоненты, даже если они припаяны к плате.
Не всегда под рукой есть паяльник малой мощности, а в том, которым постоянно выполняется пайка нет возможности поменять жало на другое, так как оно прикипело. В таком случае нужно просто навить на жало паяльника медный провод. Его диаметр должен быть не больше одного миллиметра. Это будет так званая насадка, используя которую вы сможете легко выпаять SMD компоненты. Обратите внимание, что корпус светодиодов очень нежный, и он боится даже самых минимальных воздействий.
Удобство такой насадки в том, что она беспрепятственно снимается, и вы сможете использовать паяльник для обычной пайки. У этой насадки есть свои плюсы, и заключаются они в том, что вы можете менять ширину между концами самой насадки. Это позволит использовать ее для пайки SMD компонентов разных размеров. Еще такого рода насадку можно использовать, как маломощный паяльник, и с легкостью паять мелкие детали и тонкие провода, например для светодиодных лент.
Учимся паять паяльником светодиодную ленту.
Процесс пайки светодиодных лент практически не отличается от процесса пайки любой другой детали. Но, здесь все же есть свои тонкости. Вот, например из-за того, что печатная плата это тонкая и гибкая лента, то время пайки должно быть минимальным, чтобы не отслоились печатные дорожки платы.
Учимся паять паяльником микросхемы.
Выше я описывал, как запаивать или выпаивать резисторы или диоды. И как видите, сложного там практически нет ничего.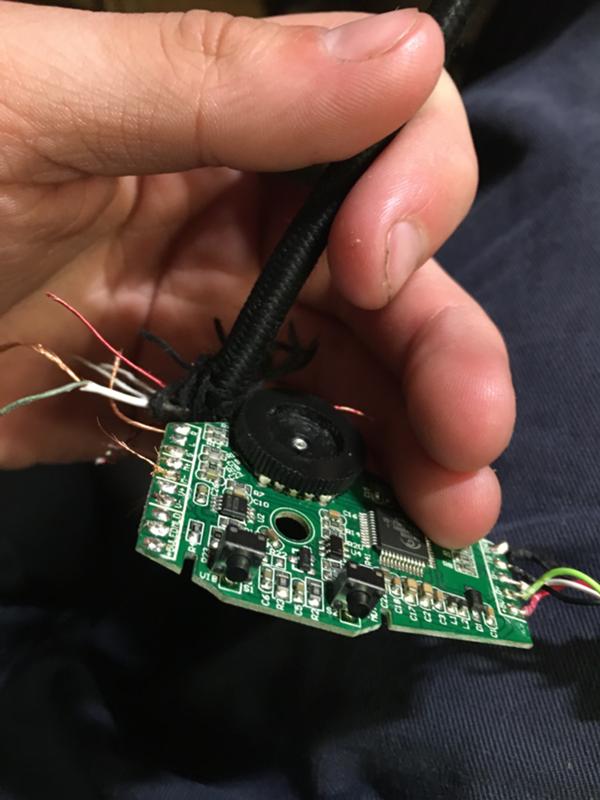 А вот выпаять паяльником микросхемы, это уже на порядок сложнее. Ведь в микросхеме выпаять по отдельности выводы можно только после того, как их при помощи кусачек откусить от корпуса платы.
А вот выпаять паяльником микросхемы, это уже на порядок сложнее. Ведь в микросхеме выпаять по отдельности выводы можно только после того, как их при помощи кусачек откусить от корпуса платы.
Но, все же есть и в данном случае выход, и, используя одну полезную технологию можно выпаять 24 выводную микросхему всего за минуту. Для этого вам понадобиться медицинская игла, что используется для инъекций. Диаметр такой иглы должен составлять 0,6 мм, ведь в микросхемах зачастую размер вывода равен 0,5 мм. Заправлять ее нужно на конус под прямым углом, так она легче войдет в отверстия печатной платы.
Следующие действия уже не сложные, ведь вам нужно будет просто смазать все выводы микросхемы, с той стороны, где будет выполняться пайка, специальным флюсом СКФ. Одевать иглу необходимо на все выводы микросхемы по очередности, при этом прогревать жалом паяльника припой. Но, стоит помнить, что иглу надо постоянно прокручивать то в одну, то в другую сторону. Если этого не делать, то иглу можно припаять к выводу. Паяльник отводим в сторону сразу, как только игла войдет в плату, а иглу в это время проворачиваем и не спеша снимаем с ножки. Все эти манипуляции проводим до той поры, пока все выводы микросхемы не будут освобождены от припоя. Если микросхема, с которой вы работаете, имеет загнутые выводы, то нужно первоначально расплавить припой и одновременно одеть на вывод иглу до упора. И тогда вывод выровняется. Для того, чтобы освободить вывод от припоя при помощи иглы, нужно приблизительно две секунды.
Паяльник отводим в сторону сразу, как только игла войдет в плату, а иглу в это время проворачиваем и не спеша снимаем с ножки. Все эти манипуляции проводим до той поры, пока все выводы микросхемы не будут освобождены от припоя. Если микросхема, с которой вы работаете, имеет загнутые выводы, то нужно первоначально расплавить припой и одновременно одеть на вывод иглу до упора. И тогда вывод выровняется. Для того, чтобы освободить вывод от припоя при помощи иглы, нужно приблизительно две секунды.
Когда вы выполните все выше описанное, со всеми ножками, то сможете легко извлечь микросхему, и даже не заметите, что она была припаяна. Могут быть такие случаи, что одна из ножек не выпускает микросхему, ну, все может быть. В таком случае нужно провести ее обработку паяльником и иглой еще раз.
Есть такие специалисты, которые используют при пайке микросхем технологию пайки с использованием медной оплетки от коаксиального провода. Эта технология тоже имеет право на жизнь, но у нее есть существенные минусы:
— нужно иметь уже хорошо «набитую» руку, то есть уметь хорошо
паять паяльником;
— иметь в своих инструментах и комплектующих оплетку. А она есть далеко не у всех;
А она есть далеко не у всех;
— полностью удалить весь припой, которым припаяны выводы микросхемы.
А вот при использовании технологии пайки с иглой, припой остается на плате и тогда, чтобы запаять новую микросхему нужно только хорошо прогреть места пайки, при этом не добавлять новый припой.
Учимся
паять паяльником микросхемы в корпусе SOIC, что используются для поверхностного монтажа.Новый рынок, новые технологии, новые разработки, и на сегодняшний день очень часто стали использовать при изготовлении электронных приборов микросхемы в корпусе SOIC.
Прямое назначение данных микросхем – поверхностный монтаж на печатные платы. Иметь дело с такими микросхемами приходится людям, что занимаются ремонтом радиоаппаратуры. В этой же аппаратуре эти микросхемы нужно менять на новые. И что бы это сделать вам придется изначально выпаять эту микросхему, так, чтобы все ее печатные проводники, не были оторваны.
Ремонтируя светодиодную лампу по типу трубки, мне довелось выполнить замену вышедшей из строя в драйвере микросхему BP2808 в корпусе SOIC. Чтобы без проблем и препятствий выпаять микросхемы в корпусах, которые разработаны для пайки напрямую к контактной дорожке печатной платы, нужно использовать специальную паяльную станцию. Паяльная станция – это специальный инструмент, что применяется в радиотехнической промышленности.
Чтобы без проблем и препятствий выпаять микросхемы в корпусах, которые разработаны для пайки напрямую к контактной дорожке печатной платы, нужно использовать специальную паяльную станцию. Паяльная станция – это специальный инструмент, что применяется в радиотехнической промышленности.
Во время работы паяльной станцией место, которое нужно паять, нагревается горячим воздухом. В домашних условия поставить паяльную станцию не у всех есть возможность.
Но, можно обойтись и без паяльной станции, используя для выпаивания микросхемы отрезок тонкой стальной проволоки, имеющей на конце небольшой крючок. Отсюда вопрос: где взять такую проволочку? Все очень просто, вы можете ее сделать сами, используя для этого пружинку от шариковой ручки, просто выпрямите пружинку и у вас будет тонкая стальная проволока.
Используя крючок на проволоке, подцепите вывод микросхемы на печатной плате и немного натяните. Посмотрите где находится место пайки и прогрейте его жалом паяльника. Обратите внимание, паяльник должен быть малой мощности. В следствии нагрева места пайки, крючок пройдет между выводом и печатным проводником, вывод на небольшое расстояние отогнется вверх, и тогда между ним и печатным проводником останется зазор.
Обратите внимание, паяльник должен быть малой мощности. В следствии нагрева места пайки, крючок пройдет между выводом и печатным проводником, вывод на небольшое расстояние отогнется вверх, и тогда между ним и печатным проводником останется зазор.
Все, что я только что описал, нужно будет сделать с каждым выводом, что имеется на микросхеме. В итоге вы получите полностью освободившуюся микросхему и все выходы останутся целыми. Это очень удобно, ведь бывает такое, что диагностика была не точной и причина поломки не в сгоревшей микросхеме, тогда вы в большом выигрыше. Ведь покупать новую микросхему не нужно будет, вы сможете обратно запаять ту, что вы выпаяли.
Когда вы полностью удалили микросхему из печатной платы, пройдитесь по ее проводникам жалом паяльника. Это нужно для того, что бы в местах пайки убрать или выровнять лишний припой. На место старой микросхемы прикладывается новая, места, где будет выполняться пайка обрабатываются Далее новая микросхема прикладывается к печатным проводникам, места пайки смазываются флюсом СКФ, а ножки нужно прогреть паяльником. При пайке таких микросхем используйте жало паяльника с шириной, которая будет меньшей, чем шаг между ножками микросхемы, что будет паяться. Что бы было лучше понятно, приведу пример: если шаг микросхемы 1,25 мм, то жало паяльника должно быть с шириной рабочей части не больше одного миллиметра.
При пайке таких микросхем используйте жало паяльника с шириной, которая будет меньшей, чем шаг между ножками микросхемы, что будет паяться. Что бы было лучше понятно, приведу пример: если шаг микросхемы 1,25 мм, то жало паяльника должно быть с шириной рабочей части не больше одного миллиметра.
Учимся паять транзисторы в корпусе DPAK (TO-252)
Часто бывает, такое, что тот или иной бытовой прибор перестал работать. Причина в том, что на его рабочей плате перегорел транзистор и его нужно заменить, но, что бы это сделать необходимо его выпаять из платы. Как же это сделать, и какие сложности могут возникнуть?
Транзистор к плате припаян всей своей металлической поверхностью, и припаян он прямо к фольге этой печатной платы. Именно по этой причине требуется соблюдение некоторой последовательности действий во время выпаивания транзистора из платы.
Мы уже с вами знаем, что первое, что нам нужно сделать – это выпаять выводы транзистора. Если вы на 100% уверены в том, что проблема в транзисторе, то не нужно изобретать велосипед, просто возьмите бокорезы и перекусите ножки транзистора. Если же у вас стоит задача выпаять транзистор, что бы потом его опять использовать, вам нужно нагреть паяльником до нужной температуры место, в котором запаяны выводы транзистора. Когда вы увидели, что припой становиться жидким, берите шило, оно должно быть у вас под руками, и аккуратно приподнимите ножку над платой.
Если вы на 100% уверены в том, что проблема в транзисторе, то не нужно изобретать велосипед, просто возьмите бокорезы и перекусите ножки транзистора. Если же у вас стоит задача выпаять транзистор, что бы потом его опять использовать, вам нужно нагреть паяльником до нужной температуры место, в котором запаяны выводы транзистора. Когда вы увидели, что припой становиться жидким, берите шило, оно должно быть у вас под руками, и аккуратно приподнимите ножку над платой.
Следующее, что нужно сделать, это взять на рабочую часть жала максимально больше припоя и приложить к плате там, откуда торчит металлическое основание транзистора. Примерно, через секунд пять, припой, которым припаян транзистор, начнет плавиться, и вы легко сможете удалить транзистор, используя для этого пинцет. Может случиться так, что с первого раза у вас не получится изъять транзистор, в таком случае повторите все действия еще раз.
Сняв транзистор, вы увидите оставшийся припой, что держал этот транзистор. Выровняйте место, где был запаян транзистор к плате, используя горячее жало паяльника. Толщина слоя припоя должна быть не больше 0,5 мм.
Толщина слоя припоя должна быть не больше 0,5 мм.
Что касается вопроса как запаять транзистор на плату. Тут нет никаких сложностей. Для этого установите транзистор на плату и запаяйте его выводы. Потом прижмите транзистор, прилагая усилие, в плате и одновременно с этим прогревайте его жалом паяльника со стороны, где находится выступ металлического основания, это как при выпаивании. Когда припой полностью расплавится, транзистор просядет, так как на него прилагается давление, а паяльник можно будет отложить в сторону. Если паять нужно транзисторы в корпусе TO-252, то используйте для пайки мощный паяльник — 40 Вт.
Учимся паять паяльником радиодетали с толстым выводом.
Идем дальше. Как же выпаять микросхему, что имеет толстые выводы, а это их толщина составляет больше чем 0,8 мм. Такая работа уже более сложная, медицинская иголка нам не поможет, ведь такой иголки с таким диаметром нет. Но, если кому то повезет, и он найдет трубочку из нержавеющей стали, что имеет тонкие стенки и необходимый диаметр, то вполне возможно применить технологию с иголкой, что расписана выше, но в качестве иголки будет использоваться нержавеющая трубочка.
Но, есть и такие микросхемы, в которых радиоэлементы, у которых выводы закрепляются специальной термопластичной пластмассой. Это, как правило, разъемы, катушки индуктивности, трансформаторы. Для работы с такими радиоэлементами во время выпаивания используйте специнструмент , что предназначен для отсоса припоя. Называется такой инструмент оловоотсос.
Оловоотсос – это ручной инструмент, что используется для отсасывания олова, а для пайки используется в качестве припоя именно олово. Внешне оловоотсос похож на трубку из металла с наконечником, который изготовлен из фторопласта. Внутрь трубки помещен подпружиненный поршень на штоке и спусковой механизм. Если сравнивать, на что похож этот инструмент, то это будет ручной насос, что используется для накачивания колес велосипеда. Когда сжимается пружинка, поршень инструмента автоматически опускается вниз. Нажав пусковую кнопку, вы освобождаете поршень, и тут срабатывает пружина, под действием которой поршень быстро перемещается вверх, и при этом затягивает через наконечник воздух. Когда вы поднесете оловоотсос к жидкому припою, то его вместе с воздухом затянет внутрь инструмента.
Когда вы поднесете оловоотсос к жидкому припою, то его вместе с воздухом затянет внутрь инструмента.
Если перед вами стоит задача вытащить вывод из припоя, то вам надо нагреть припой паяльником, и как только он станет жидким, оперативно надеть на вывод оловоотсос и, не медля жмите пусковую кнопку, при этом убрав с места пайки, жало паяльника. Весь жидкий припой будет удален. Если же вам не удалось это сделать с первого раза, то повторите эту процедуру.
Использовать отсос можно при выпаивании любой радиодетали, будь то резисторы, диоды или микросхемы. Но, технология с медицинской иглой намного проще и быстрее, там ничего повторно не нужно делать. Пользоваться отсосом при выпаивании радиодеталей сложнее, если они имеют изогнутые выводы.
Учимся паять паяльником конденсаторы на материнской плате компьютеров.
В каждом компьютере есть рабочие электронные платы. К неисправности таких плат приводят вздутые электрические конденсаторы. В некоторых случаях плата может работать, но нестабильно. Конденсаторы заменить вроде не сложно, но, несмотря на простоту замены, нужно понимать, это серьёзная и ответственная задача. А сложность вся состоит в том, что плата имеет очень «нежные» и тонкие токоведущие дорожки, они еще и узкие и если вы неаккуратно проведете жалом паяльника, то очень легко эти дорожки повредите, а вот восстановить их не всегда получается. Кроме этого на печатной плате есть много бескорпусных элементов, и по неаккуратности их можно совершенно случайно повредить или разрушить. Сами конденсаторы на плате очень часто устанавливаются рядами очень плотно, иногда они расположены между разъемами. Именно по этой причине их выпаивать сложно, не говоря уже за впаивание назад, ведь это еще сложнее.
Перед тем, как приступить к самому процессу пайки, необходимо провести все необходимые подготовительные работы. А именно:
— достаньте из материнской платы все карты;
— отсоедините все провода;
— зарисуйте, в какой последовательности вставлены разъемы проводников, что идут от кнопок и светодиодов, установлены в системный блок. Как правило, они обычно установлены без ключей, и если вы не зарисуете или не запомните, как они расположены, то потом потратите много времени на то, что бы разобраться, как все было подключено. (можно сделать фото данной платы на имеющийся телефон или фотоаппарат)
— открутите все винты, на которых закреплена плата к основанию системного блока;
— достаньте плату из корпуса.
Для паяльных работ материнской платы нужно брать мощный паяльник (40 Вт). Ведь электролитические конденсаторы массивные. Прежде, чем начать пайку, необходимо правильно заправить жало паяльника. В торце жало не должно быть шире 3 мм, и ни в коем случае на нем не должно быть острых углов. Такие меры предосторожности необходимы, чтобы при случайном соскальзывании жала, вы не повредили токоведущие дорожки материнской платы.
В процессе пайки паяльником у вас будут заняты руки, и что бы правильно удерживать материнскую плату, используйте для ее фиксации тиски или «третью руку». Это просто необходимо, чтобы в процессе пайки можно было контролировать плату с обеих сторон. Обратите внимание, зажимайте плату за край, на котором нет никаких элементов, но не сильно, и, подкладывая при этом картонные прокладки, чтобы не повредить плату.
Все подготовительные работы выполнены, можно переходить непосредственно к выпаиванию неработающего конденсатора. Держа одной рукой конденсатор, другой прикасаетесь паяльником к его выводу. На рабочей части жала должно быть достаточно припоя, чтобы он мог слиться с тем припоем, которым припаяна ножка конденсатора. Прогревая место пайки, конденсатор легонько нужно отводить в сторону, чтобы достать его ножку из отверстия. Сразу после того, как конденсатор начнет поддаваться, его ножку вытаскивать полностью не нужно, только до посадки ее в плате. Аналогичную процедуру нужно выполнить со второй ножкой конденсатора. А тогда возвращаемся к первой ножке и уже достаем ее полностью из платы. Если использовать такой способ, то за два три приема вы полностью выпаяете конденсатор из материнской платы.
Когда материнская плата выходит из строя, то это точно из строя вышел не один, а несколько конденсаторов. Все непригодные конденсаторы выпаивать нужно по выше описанной схеме, но по очереди. Если у вас вышло из строя два конденсатора, но они оба имеют разные номиналы, то, очень важно запомнить, какой из них, где стоял.
Далее нужно подготовить отверстия, в которые будут запаиваться новые конденсаторы. Для начала необходимо удалить из этих отверстий старый припой. Как правило, я это делаю за два захода (этапа). Это сначала нагреваю место пайки, а потом при помощи зубочистки делаю в нем углубление.
После этого, в образовавшиеся углубления нужно вставить иголку для шитя, диаметром 0,5 мм. Эту иголку я закрепляю в цанговый зажим и уже с противоположной стороны прогреваю отверстие паяльником. Припой начинает плавиться, и в этот момент нужно проталкивать в отверстие иголку, не забывая ее постоянно проворачивать. Паяльник убираем в сторону, а иглу не прекращаем поворачивать и не спеша вынимаем ее. Таким образом, отверстия освобождаются от припоя и в них можно запаивать новые рабочие конденсаторы.
Если вы будете запаивать в плату конденсаторы, которые ранее уже были использованы, то нужно изначально подготовить их выводы, выровняв их и очистив от старого припоя. Если же это конденсатор, ранее не был использован, то его выводы нужно залудить, а вот если нужно укорачивать их, то это лучше всего сделать уже после запаивания конденсатора. Когда вы на плату устанавливаете конденсатор, то нужно учитывать его полярность. У конденсатора минусовой вывод отмечается, как правило, белой полоской сбоку на его корпусе, а на материнской плате отмечен белым сектором, или как дополнение на плате может быть специальная контактная площадка в виде квадрата. Еще может такое быть, что расстояние отверстий конденсатора и расстояние тех отверстий, что на плате не соответствуют. Чтобы не возникло проблем при пайке, следует заранее сформировать ножки конденсатора, ведь за счет того, что на материнской плате размещено еще много других деталей, это сделать не очень легко и не всегда удается с первого взгляда.
С легкостью можно сформировать ножки в том случае, если вставить его в отверстия ножками со стороны запайки выводов деталей. Таким образом, вам будет легче попасть ножками конденсатора в отверстия печатной платы, при его установке.
Учимся удалять оставшийся флюс с печатной платы по завершению пайки.
Что бы вам было легче паять конденсатор, то до того, как вы приступите к процессу пайки, обработайте его ножки специальным флюсом СКФ. Когда закончите паять, необходимо тщательно убрать с платы лишнюю канифоль.
Чтобы удалить лишнюю канифоль, необходимо взять любую кисточку и смочить ее в спирте. Потом этой кисточкой необходимо водить по месту на плате, где осталась застывшая канифоль, до той поры, пока канифоль не растворится.
Потом, стоит взять кусочек чистой ткани, она должна быть не синтетической, и положить ее на место растворившейся канифоли, потом провести кисточкой по самой ткани. Всю канифоль впитает в себя ткань, а плата останется чистой.
Ну, вот в принципе и все. Можно проверять работоспособность платы. А для этого вам нужно будет ее вставить в системный блок.
Учимся паять паяльником детали из стали и железа.
Пайка паяльником стальных и железных деталей, используя для этого мягкий припой, не особо отличается от пайки медных деталей или деталей из ее сплава. Разница здесь только в используемом флюсе. Ведь канифоль в такой пайке не используют, а используют хлористо-цинковый флюс.
Давайте попробуем на примере разобраться, как же паять железо. Вот, у нас есть лист кровельного железа, что уже проржавел и имеет глубокую коррозию.
Запомните! Самое главное, что вам нужно сделать, чтобы пайка получилась качественной, это правильно подготовить поверхность, на которой эта пайка будет проводиться. Что же для этого нужно сделать? Первое, это удалить всю ржавчину, используя для этого наждачную бумагу или щетку по металлу. Этот лист, может быть, покрыть маслом или консервантом. Такое делают для того, чтобы предотвратить его коррозию. Если у вас именно такой лист, то перед тем, как проводить пайку, его нужно очистить от жира. Для этого возьмите старую тряпочку и смочите е бензином. А затем протрите тщательно лист металла. Еще избавиться от жира на металлическом листе, можно используя для этого обычное моющее средство для посуды.
Если поверхность готова, тщательно очищена, то теперь нужно выполнить процесс лужения. Может быть такое, что вся ржавчина не удалилась, есть глубоки вкрапления, ничего страшного в этом нет если она занимает не больше одного процента площади от всего листа. Она не повлияет практически на процесс лужения.
На эту заранее подготовленную поверхность металлического листа, используя кисточку, тонким слоем наносим хлористо-цинковый флюс.
Уже через пять минут, вы покроете ржавую поверхность листа, при помощи паяльника необходимым слоем припоя и лист больше ржаветь не будет.
Не всегда под рукой есть кислотный флюс, но это не беда, ведь мы легко можем его заменить аспирином. Аспирин – это универсальный флюс, который всегда есть в аптечке каждого, если не в основной в доме, то в автомобильной аптечке точно найдется.
Как же это делается? Все очень просто, насыпьте вместо кислотного флюса раскрошенную таблетку аспирина, а дальше уже выполняем лужение при помощи паяльника. Припой растекается так же хорошо, как и при использовании кислотного флюса для лужения.
К детали железной или стальной, если она хорошо залужена, вам легко будет припаять любой провод, будь то он из меди или латуни. Он будет держаться на этом листе крепко, и будет обеспечиваться очень надежный электрический контакт.
Учимся паять трубки, радиаторы, радиаторы, теплообменники.
Если говорить о мастерах, то им часто приходится иметь дело с устранением течи, а это может быть или жидкость или газ, в металлических трубках, радиаторах и теплообменниках газовых колонок, холодильников, автомобилей или в других приборах, где они есть. В основном трубки бывают медные, латунные, железные, это может быть и нержавеющая сталь. Поэтому справиться с течью в таких трубах вам помогут паяльник и свинцово-оловянный припой ПОС-61, используя выше приведенную технологию.
Но, так как радиатор или теплообменник являются объемными и в них есть наличие жидкости, то технология их пайки имеет некоторые особенности, что отличают ее от обычной пайки.
Учимся ремонтировать железный кузов автомобиля методом пайки
В те времена, когда на дорогах ездило больше советских автомобилей, чем сейчас, очень сильно спасала технология пайки паяльником железа при коррозии кузова автомобиля. Когда появляется ржавчина, то первое что приходится делать, это зачищать ее и наносить новое лакокрасочное покрытие, но, со временем эта ржавчина все равно «вылезет» наружу. А вот если место, где появилась ржавчина хорошо подготовить, потом пройтись по нему паяльником, нанеся небольшой слой припоя, то это место больше ржаветь не будет никогда.
Часто приходилось хозяевам автомобилей паять сквозные дыры в порогах или в зоне колесных арок машины. Перед тем, как приступить к пайке, необходимо зачистить аккуратно поверхность вокруг образовавшейся дырки, диаметром приблизительно в сантиметр, а потом залудить эту поверхность припоем. Потом вам необходимо вырезать из картона выкройку по размерам необходимой вам заплатки. После чего по выкройке вырезаете заплатку из латуни. Ее толщина должна быть от 0,2-0,3 мм. Ту часть заплатки, что будет припаиваться необходимо залудить толстым слоем припоя. Может быть такое, что заплатке необходимо придать какую-то форму, если это так, то придаем ей нужную форму, а потом прикладываем ее на дырку в кузове автомобиля, и хорошенько прогреваем ее мощным паяльником. Отлично подойдет паяльник на 100 Ват. Прогревать необходимо по шву. Далее шпаклюем, грунтуем, красим и кузов вашего автомобиля словно новый. И еще большой плюс такого ремонта в том, что это место больше никогда не пустить ржавчину.
Часто задаваемые вопросы про Паяльники
простой способ научиться хорошо паять провода (инструкция + 125 фото)
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Тонкости хорошей пайки
Чтобы припаять деталь к плате, нужно:
1) Нанести флюс на поверхность пайки; 2) Залудить их припоем; 3) Снова нанести флюс на контакты; 4) Запаять зазор между контактами.
Первое важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим. Это критические значения для микросхем и плат.
Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру?
Что нужно для надежного контакта
Основные критерии:
- Правильно выбрать флюс. Например, для пайки проводов подойдет жидкий флюс. Он лучше всего смачивает провода и позволяет качественнее залудить такие контакты. Низкокачественный флюс быстро вскипает и растекается по плате.
- Использовать качественный припой. Именно припой определяет дальнейшую надежность и прочность соединения. Так же качество припоя может повлиять на работу схемы в целом, из-за шлаков и низкокачественных сплавов могут образоваться помехи в работе электроники и со временем могут появиться трещины.
- Пользоваться проверенным инструментом и оборудованием. Паяльники плохого качества могут нестабильно держать температуру, перегреваться.
- Соблюдать температурный режим. Не перегревать детали и держаться в температурном режиме плавления припоя. Слишком низкая температура и припой будет плохо плавиться, а если слишком высокая – материал будет испаряться, хуже лудить контакты.
- Долгие часы практики, проб и ошибок. Без практики не будет и своего метода пайки.
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
Что такое термоусадка?
Во время сращивания проводов профессионалы рекомендуют применять специальные термоусадочные трубки. Диаметр их обязательно должен быть в два раза больше, чем у провода. Трубка надевается на один конец провода. После осуществления его механического сцепления с другим проводом и пайки термоусадка перетаскивается на место их соединения. Она должна располагаться так, чтобы с каждого конца шва оставалось по 1 см. После этого пайка выполняется заново. Термоусадка должна равномерно покрывать и нагревать соединение проводов. В результате воздействия на трубку высоких температур она запаивается, обеспечивая надежную изоляцию в зоне соединения, а также прочность механического сцепления.
С чего начать
Для начала, необходимо определиться с какой целью нужна пайка. Для радиолюбительства это начальный уровень, для пайки проводки и простого уровня нужны более профессиональные инструменты. А для ремонта и пайки SMD, BGA микросхем придется выучить все азы пайки и приобрести специальные инструменты и расходники.
Правильный выбор набора для пайки
Припои бывают разных типов и диаметров.
Большой диаметр припоя удобен по время пайки проводов, а мелкие для точечной пайки SMD компонентов, или разъемов. Так же припои бывают с канифолью или без. С канифолью припой очень удобен. Его проще всего брать на жало паяльника.
Набор для начинающих
Для радиолюбителей магазины продают сразу все в одной пачке. Такие наборы дешевле всего, так как по отдельности все будет стоить дороже. Например, есть наборы с паяльником и жалами, а также пинцетами.
Отличный набор для начинающих с Алиэкспресса
Паяльник или станция
Для пайки радиоконструкторов и проводов достаточно паяльника, а для более продвинутой пайки уже понадобится станция. Паяльная станция обладает в свое составе как правило и феном. С помощью фена можно паять SMD компоненты, и получится лучше прогревать плату.
Лучше всего начать с паяльника и выбрать тот, у которого доступна регулировка температуры и смена жал.
Жала паяльника
Существует арсенал жал для паяльников. Конус, плоское, топорик, волна и т.п. Они все могут быть различной площади и формы.
Выбор паяльного жала
Для начинающих отлично подойдет мини волна. Такое жало проще всего лудится, и способно на большой спектр задач.
Особенности применения
Для пайки проводов это массивные жала, а для планарных контактов это, как правило, конусные и изогнутые жала. Например, чтобы опаять шлейф от платы, лучше всех подойдет топорик. Этот тип обладает широкой рабочей поверхностью, которая позволяет массивно прогреть большую поверхность платы.
Вечные жала и правила их использования
Главное правило использование вечных жал — всегда на жале должен быть припой или флюс. Если игнорировать это правило, на жале начнут появляться черные точки, которые со временем перейдут на всю поверхность.
Это слой нагара, который образуется при окислении воздуха на рабочей поверхности. Припой или флюс выполняют защитную функцию, и во время работы паяльника окисляются они, а не жало паяльника.
Почему паяльник начал плохо паять
Если паяльник плавит припой, однако не берет его на свою рабочую поверхность, то его нужно залудить. Он сильно окислен, но его не стоит выкидывать.
Подготовка к работе
После включения паяльника в сеть, нужно дождаться его нагрева. Вся подготовка сводится к чистке нагара с рабочей поверхности и нанесения припоя. При работе с жалами нельзя использовать режущие инструменты. Нельзя удалять нагар с паяльника лезвиями или другими острыми предметами.
Лужение паяльника
Лужение паяльника происходит поэтапно:
- Разогретое жало нужно почистить. С помощью мокрой губки или медной стружки.
- На чистую поверхность наносился припой.
Черная поверхность жала удаляется с помощью долгого залуживания. Делается это с помощью комка припоя и флюса. Жало топится в припое до тех пор, пока оно не будет чистым. Периодически оно должно обмокать в припое. И затем снова чиститься с помощью губки. В этом случае лучше всего использовать медную стружку, она удаляет окислы и нагар намного лучше. Мокрая губка только удаляет припой, но не нагар. Если вышеперечисленные методы не помогают, то придется использовать активатор жал или паяльную кислоту.
Сопла фена
У паяльного фена тоже существую свои насадки. Они бывают разного диаметра, формы и крепления. Все зависит от того, какие работы проводятся.
Выбор паяльного флюса
Паяльные работы обладают большим спектром. И для разных задач нужны свои материалы. Например, для пайки проводов ни что не сравниться с обычной канифолью. Канифоль дешевая, практичная и удобная в работе. А для микросхем нужен иной подход. Пастообразный флюс и шприц для точечной дозировки флюса к SMD компонентам.
Чем отмывается флюс после пайки
С помощью бензина «Калоша» или спирта.
Инструментов и расходники для чистки:
- Вата;
- Ватные диски;
- Палочки из ваты;
- Зубная щетка.
Рабочее место и дополнительные инструменты
Для рабочего места подойдет деревянный стол. Если не хочется портить поверхность стола, то можно воспользоваться деревянной дощечкой. Дерево мало впитывает тепло и не действует как радиатор. А если нет такой дощечки, то можно приобрести силиконовый термостойкий коврик. В таком коврике есть удобная площадка для разборки электроники, различные карманы и места для инструментов. Коврик можно чистить обычным спиртом после работы, если остались какие-либо пятна или следы припоя.
Пинцеты и лопатки
С помощью пинцетов можно двигать детали при пайке, позиционировать и устанавливать детали. Они также изготавливаются из разных материалов, бывают угловыми, прямыми, с фиксацией и т.п.
Оптика и микроскопы
Лупы не очень удобны, поэтому намного удобнее и практичнее использовать микроскопы. Лучше всего начать с бюджетного варианта. Например, простой USB микроскоп позволит оценить результат пайки на экране компьютера.
Конечно, частота кадров не позволяет нормально работать под ним, но он позволяет без вреда для зрения рассматривать мелкие детали платы.
Вентиляция помещения и правила безопасности
Помещение должно быть с хорошей вентиляцией. При паяльных работах нужно держать дистанцию, и не приближаться близко, чтобы припой не попал на лицо. После паяльных работ обязательно проветрить помещение, и помыть руки и лицо с мылом. Нельзя употреблять пищу при пайке, ибо на слизистых поверхностях остаются осадки от дыма.
Виды паяльных жал никелированных
- Жало в форме иглы — им паяют очень маленькие радиодетали, такие как SMD. При осуществлении ремонта телефонов такое жало незаменимо. Оно применяется на платах с высокой плотностью монтируемых деталей.
- Жало-лопаточка — применяется для осуществления выпаивания и в случаях монтажа крупных радиодеталей. Им работают с многовыводными микросхемами.
- Жало в форме капли — им удобно переносить припой с канифолью к месту паяния, что приводит к повышению качества работы.
- Жало с изогнутой формой — чаще всего им отпаивают радиодетали, находящиеся в медной оболочке, чтобы на плате не оставался лишний припой. Оно может применяться и для обычной пайки. Паяльник нагревается до температуры 290-300 С.
Работая с паяльником, необходимо всегда содержать его в идеальной чистоте. Новые паяльные жала обычно обрабатывают с помощью молотка, чтобы на его поверхности образовались мелкие зазубрины. Впоследствии их аккуратно подравнивают напильником, чтобы придать жалу наиболее правильную форму.
Затем жало следует залудить, используя припой с канифолью. То есть покрыть тонким слоем припоя, обмакнув его в канифоль.
Простая пайка проводов
Первый пример это припаивание проводов.
Что потребуется
Для снятия изоляции с проводов понадобится стриппер.
С помощью него можно быстро удалить изоляцию. Бокорезы, кусачки, нож, зубы или паяльник не смогут так же легко справиться с этой задачей.
Для пайки проводов подойдет жидкая канифоль, или ФКЭТ.
Жидкая канифоль лучше всего обволакивает жилки проводов. Она дешевая, практичная и удобная.
Какое жало лучше выбрать
Для проводов нужно много припоя. Мини волна практичнее всего для пайки любых проводов, чем обычный конус или плоское жало.
Пошаговый процесс
Стриппером снимаем изоляцию, скручиваем провода.
Наносим флюс на спаиваемые провода, берем припой на жало. Температура жала не больше 300 °C.
Несколькими движениями вперед и назад лудим скрученные провода. Если припой образовался в комочки, то добавляем ждем остывания место пайки, чтобы не повредить кисточку. Добавляем еще флюс и снова проводим по месту пайки паяльником. Припоя не должно быть много или мало.
Лучше всего залудить оба провода перед спаиванием вместе, однако не получится надежно их скрутить. Поэтому, легче сразу сделать скрутку и затем спаять их.
Ремонт наушников
Основная проблема при ремонте наушников это стойкая изоляция проводов.
Особенности залуживания проводов
Чтобы залудить такие провода, необходимо с помощью припоя и канифоли тщательно пройтись по месту пайки.
Для пайки понадобится массивное жало, большая капля припоя и жидкая канифоль. Так же наносится флюс, но пайка немного другая. Теперь главная задача это сжечь изоляцию. Это можно сделать при помощи большой капли припоя. Продольными движениями вперед и назад проводим припой по месту пайки. Изоляция сжигается медленно. Не нужно повышать температуру выше 300 °C и использовать кислоту. Если не получается залудить, то пробуем снова, но уже вместо канифоли используем ЛТИ-120. Этот флюс поможет залудить провода не хуже паяльной кислоты.
Включаем паяльник в сеть
Нагревающим элементом является провод из нихрома, намотанный на трубку, спрятанный под кожухом. На конце трубки находится жало. Нихром, раскаляясь под воздействием идущего по нему тока, нагревает заостренные рабочие кромки.
Чтобы проверить готовность паяльника, касаемся им кусочка канифоли. Если пойдет небольшая струйка дыма, можно приступать к работе. Повалит густой дым – паяльник перегрелся. Придется его немного охладить. Выключить из сети.
Лучше всего – использовать терморегулятор, чтобы не дергать постоянно вилку из розетки туда-сюда.
Лужение эмалированной проволоки
Эмалированная медная проволока теплоемкая и трудно поддается лужению.
Но ее можно легко залудить с помощью обычной канифоли. Достаточно наждачной бумаги.
Удаляем эмалированное покрытие с помощью наждачки, наносим канифоль и проволока успешно задужена и готовка к пайке.
Подготовка
Для того, чтобы начать паять, нужно обзавестись нужным инструментом. Вот что нам понадобится:
- Канифоль, кислота, флюс;
- Набор отверток;
- Припой оловянно свинцовый – ПОС 60;
- Плоскогубцы;
- Пинцет;
- Кусачки, бокорезы;
- Молоток;
- Напильник, наждачка;
- Паяльник средней мощности (40 – 60 Ватт)
Предварительно зачищаем спаиваемую поверхность. Используем наждачную бумагу, напильник. Затачиваем жало паяльника – две кромки, когда он новый. Освобождаем от старого припоя, если он ранее использовался. Для этого чистим его напильником, протираем губкой.
Пайка светодиодной ленты
Светодиодная лента так же теплоемкая, как и толстый провод. Она имеет в своем составе медную подложку, которая забирает тепло при нагреве.
Залуживаем контакты с помощью канифоли. Используем мини волну и совсем немного припоя. На месте пайки должно быть немного припоя.
Далее, берем паяльник от себя ручкой, прислоняем провод к контакту и сверху жалом паяльника. Пайка должна длиться не дольше секунды, пока есть флюс. Это связано с тем, что медная подложка быстро забирает тепло, а сгорающий флюс уже не в состоянии собрать припой в единое целое. Поэтому, если паяльные работы будут длиться больше секунды, то на ленте будут комочки припоя с признаками холодного контакта. Если такое произошло, снова наносим флюс и одним касанием исправляем плохую пайку.
Канифоль (флюс) чиститься с ленты при помощи спирта (или бензина) и ватного диска.
Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Как правильно паять паяльником: второй способ внесения припоя
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.
Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.
На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.
400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Такой метод пайки очень опасен и не эффективен.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
- Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
Ремонтируем посуду без паяльника
Различные емкости и другую кухонную утварь можно ремонтировать с помощью так называемых карандашей, которые продаются в специализированных магазинах или на рынках. При отсутствии такого приспособления предлагаем сделать следующее:
- Обрабатываем место повреждения наждачной бумагой.
- Удаляем следы ржавчины, а также выполняем дополнительную обработку соляной кислотой.
- С внешней стороны емкости укладываем широкую пластину рукой. Она нужна для того, чтобы исключить протечку припоя.
- Изнутри насыпаем измельченное олово и канифоль на поврежденный участок.
- Ставим емкость на огонь и дожидаемся расплавления припоя.
Паяльная паста: быстро производим соединение деталей
Еще один способ соединения проводов или металлических деталей без паяльника – это использование специальной пасты, состоящей из таких ингредиентов:
- соляная кислота – 32 мл;
- олово – 7,8 г;
- цинк – 8,1 г;
- вода – 12 мл.
Сперва разводим в воде соляную кислоту, после чего последовательно вливаем в нее цинк и олово. Затем добавляем дополнительные компоненты:
- глицерин – 10 мл;
- свинцовый порошок – 7,4 г;
- олово – 14,8 г;
- цинковая пыль – 29,6 г;
- канифоль – 9,4 грамма.
Все ингредиенты предварительно нагреваются и после расплавления смешиваются между собой.
Получившимся пастообразным составом нужно намазать на соединяемый участок. После этого осуществляется нагрев с помощью свечи или зажигалки до полного расплавления этого своеобразного припоя. Паста достаточно надежно соединяет даже толстые провода, однако с ее приготовлением придется повозиться. Очень важно соблюдать все указанные выше пропорции, чтобы добиться нужного результата.
Паяльник является очень простым и удобным инструментом. С помощью него соединяются маленькие металлы, и об этом знает каждый мужчина с самого детства. А вот на вопрос о том, как паять без него, могут ответить немногие. Иногда могут возникнуть такие ситуации, когда необходимо спаять провод или иную деталь, но под рукой не оказывается паяльника. Пайка является самым распространённым видом соединения маленьких деталей, которую можно сделать в домашних условиях. Сварить детали, когда паяльник сломался, не так сложно, как может показаться, необходимо только обладать некоторыми знаниями.
Как правильно паять феном
Нужно закрыть все мелкие и уязвимые к перегреву компоненты защитой.
В данном случае используется алюминиевый скотч. Он хорошо защищает компоненты от температуры, плотно держит компоненты платы. Однако, прибавляет теплоёмкость к месту пайки. Термоскотч также хорошо защищает, только хуже держится на плате.
Плату размещается на таком материале, который наименее теплоёмкий и медленно отдает температуру в окружающую среду. Можно использовать, например, деревянную дощечку. И при этом, место пайки не должно находиться под наклоном.
Лучше всего нанести на контакты флюс. Он хорошо распространяет тепло, по сравнению с нагреваемым воздухом, однако не следует его добавлять слишком много. Он может вскипеть, зашипеть или помешать пайке.
Первым делом прогревается место пайки. Фен выставляется около 100 °C и максимальным потоком воздуха.
Нужно прогреть как саму деталь, так и окружающее место пайки с контактами круговыми движениями.
Далее, спустя около минуты следует плавно повысить нагрев.
Разница с контактами будет небольшая. Таким образом, в течение нескольких минут, повышаем до 300 °C.
Шаг около 20 — 30 °C на каждые десятки секунд.
Выводы по краткому обучению пайке
Сегодня мы познакомились с тем, как учатся паять американцы. Задорнов сказал бы…ну в общем вы поняли. В оригинале, как мне кажется, все выглядит немного коряво и поверхностно, так что постарался внести свои уточнения в текст. В принципе, самые азы раскрыты, но останавливаться в этом деле никак нельзя, так что подписывайтесь на обновления блога — будут еще подробности о процессе пайки.
К одним из самых надежных и эффективным методик скрепления различных элементов — пайка. Для бытовых задач нередко применяются обыкновенные электропаяльники. Существуют устройства, функционирующие и от 220 В, и от 380 В, и даже от 12 В. Двенадцативольтные паяльники характеризуются небольшими показателями мощности. Они зачастую применяются на опасных производствах. Они используются и в быту, однако их нагревание осуществляется крайне медленно.
Как понять, что деталь уже выпаивается
На контактах появляется блик. С помощью пинцета следует аккуратно подтолкнуть микросхему. Если она двигается легко и плавно из стороны в сторону, то ее уже можно снимать, если нет – греем дальше.
Эту технику необходимо индивидуально подстраивать под каждую пайку и паяльную станцию. Например иногда придется дольше греть плату, а в порой и около 240 °C хватит. Метод паяльных работ зависит от случая.
Устройство нагревательного элемента паяльника.
Рассмотрим устройство нагревательного элемента в разрезе.
Нагревательным элементом в паяльниках обычно служит нихромовый провод, намотанный на металлическую трубку, в которую вставляется медный стержень (жало). Электрический ток раскаляет нихромовый провод, а он в свою очередь отдает тепло медному стержню, нагревая его.
Для изоляции этого провода от контакта с защитным кожухом и металлической трубкой, служит слюда, которая слоями прокладывается между ними.
Сплав Розе
Чтобы уменьшить риск перегрева, можно использовать сплав Розе. Он поможет снизить нагрев до 120 °C. Таким способом можно выпаять деталь из опасных и чувствительных участков. Достаточно добавить пару гранул припоя и немного флюса.
После лужения контактов, деталь легко выпаивается. Нужно аккуратно выпаивать контакты, они могут легко повредиться из-за резкого движения.
Получившийся припой в обязательном порядке удаляется с платы. Он очень хрупкий и не подходит для использования.
Пошаговое освоение навыков пайки
Перед теми, кто совсем недавно начал своё знакомство с электроникой встаёт на первый взгляд простая задача – научиться правильно паять.
Казалось бы, всё просто – взял паяльник, припой, канифоль, и можно начинать собирать какое-нибудь интересное устройство. Но, чтобы собрать электронную самоделку, нужно обладать навыками качественной и надёжной пайки.
Работоспособность любого электронного устройства в первую очередь зависит от надёжности электрических соединений и паянных в том числе. Навыки качественной пайки приходят с опытом. Поэтому необходима тренировка. С чего же начать?
Чтобы научиться паять, в первую очередь необходимо ознакомиться с теорией. Это потребует немного времени сейчас и сбережёт его в будущем. Вот что потребуется знать, для того, чтобы приступить к освоению навыков пайки.
Минимальный набор для пайки: паяльник, припой, канифоль, подставка для паяльника. Подробнее…
Подготовка паяльника к работе. Советы и рекомендации по уходу за паяльным инструментом. Подробнее…
Припои. Свойства и характеристики оловянно — свинцовых припоев. Подробнее…
В последнее время на прилавках радиомагазинов появился бессвинцовой припой (Lead free). Его активно применяют при сборке бытовой радиоаппаратуры. Припой без свинца отличается своими свойствам от широко распространённого оловянно-свинцового. О бессвинцовых припоях читайте здесь.
Также в процессе пайки и сборки потребуется монтажный инструмент. Подробнее…
После лёгкого прочтения теории, можно смело приступать к пайке. Для тренировки навыков можно спаять куб. Сперва может показаться, что это дело простое, но на самом деле это не так.
Куб, спаянный из медного провода
Берём медную проволоку сечением около 1 миллиметра. Если провод лакированный, то предварительно нужно удалить изоляцию. Делать это лучше с помощью перочинного ножа и мелкой наждачной бумаги. Поверхность проволоки нужно тщательно зачистить, чтобы остатки лакового покрытия не мешали лужению проводника. Даже небольшие участки лаковой изоляции, случайно оставшиеся после зачистки, будут препятствовать дальнейшему лужению. Далее залуживаем медную проволоку. О лужении провода можно прочесть здесь.
Паяем куб
В процессе лужения можно использовать жидкий флюс, например, ЛТИ-120. Продаётся в магазине радиотоваров в тюбиках. Может комплектоваться кисточкой или диспенсером (типа, как пипетка для нанесения флюса капелькой).
ЛТИ — 120
Жидкий флюс быстро высыхает. Поэтому некоторые слегка подсушивают его для придания более густой консистенции.
Для облегчения процесса спайки двух проводников под необходимым углом можно воспользоваться “третьей рукой”. Третья рука весьма полезное приспособление. Оно поможет сберечь пальцы рук от случайных ожогов, которые можно получить придерживая детали или проводники пальцами.
Третья рука
Если не удаётся купить такой девайс, то что-то подобное можно собрать, используя зажимы типа “крокодил” и несколько металлических деталей.
Выпаивание радиодеталей.
Потренироваться в выпаивании радиодеталей можно на печатных платах от неисправной аппаратуры. Для этих целей подойдёт старый ненужный телевизор, например, типа 3УСЦТ. Таких телевизоров было наштамповано огромное количество в советское время. На печатных платах таких телевизоров все радиодетали смонтированы методом монтажа в отверстия — THT (от англ. –Through Hole Technology).
В подавляющем большинстве современной радиоаппаратуры применяется монтаж SMT или смешанный (SMT + THT). Демонтаж радиоэлементов с печатных плат, собранных методом SMT осложняется тем, что SMD элементы (конденсаторы, диоды, резисторы) имеют очень малые размеры и для их выпаивания требуется специальное оборудование. Поэтому практиковаться в выпаивании всевозможных радиодеталей с печатных плат легче начинать с плат, выполненных методом монтажа в отверстия.
Если особых трудностей с выпаиванием обычных радиодеталей не возникло, можно приступить к тренировке навыков пайки элементов SMD. В современной электронике монтаж радиодеталей на поверхность очень популярен и эта тенденция будет сохраняться – детали будут всё мельче и мельче.
Поверхностный монтаж
Для пайки SMD компонентов желательно обзавестись термовоздушной паяльной станцией.
Подробнее о термовоздушной паяльной станции читайте здесь.
Выпаять SMD элементы с платы обычным паяльником очень сложно, а многовыводные детали вроде микросхем вообще нереально, поэтому станция пайки горячим воздухом просто необходима. Она упрощает процесс монтажа и демонтажа многовыводных планарных микросхем, миниатюрных SMD-транзисторов, резисторов и конденсаторов. Если вы занимаетесь радиоэлектроникой и планируете освоить ремонт электроники и, например, ремонт сотовых телефонов, то не сомневайтесь в том, что термовоздушная паяльная станция вам пригодиться.
Также не стоит забывать о правилах безопасности. Желательно, чтобы помещение, в котором происходит пайка, проветривалось. Старайтесь не вдыхать пары канифоли.
Не перегревайте печатную плату. Это исключить её вспучивание и расслоение. Также стоит оберегать глаза и лицо. Не редки случаи, что выводы деталей пружинят под действием сил упругости, разбрызгивая капельки жидкого припоя во все стороны. Похожая ситуация происходит и при перегреве печатной платы, когда медные дорожки отслаиваются, а жидкий припой разбрызгивается по сторонам. Старайтесь избегать таких случаев!
Комбинированный метод
Еще одна очень эффективная техника. Если во время пайки деталь плохо паяется или не выпаивается – это следствие низкокачественного припоя, флюса или недостаточного прогрева платы.
Для этого во время работы паяльником, необходимо сверху помогать паяльным феном. Фен следует ставить до 200°C. Так нагрев будет происходить быстрее, и температура на контактах стабилизируется, окружающий воздух будет меньше забирать тепло.
Технология паяния
Сегодня наибольшей популярностью пользуются паяльники электрического типа. Люди, чья работа тесно связана с процессом пайки (починка техники, чайников, микросхем, плат, наложение страз ), зачастую выбирают паяльную установку, любители же обходятся обыкновенными устройствами без каких-либо регуляторов.
Чтобы научиться паять паяльником, необходимо разобраться в общем процессе, после чего можно углубляться в особенности.
Потому следует начать с небольшого описания последовательности работы.
Пайка предполагает определенную схему действий. Речь пойдет о спаивании радиотехнических элементов и проводов, так как это встречается повсеместно. Итак, действия будут следующими:
- Подготовка элементов к работе.
- Лужение или обработка поверхностей флюсом.
- Нагрев обрабатываемых элементов до определенных температурных показателей.
- Внесение припоя в область пайки.
Далее припой остается лишь остудить и произвести проверку качества стыка. Если вы сделали все верно, то обработанная поверхность будет блестеть. Если же припой обладает пористой структурой и тусклым оттенком, то это может свидетельствовать о том, что при пайке не была достигнута достаточная температура. Такую пайку специалисты называют «холодной». Она с легкостью разрушается — провода при этом достаточно просто потянуть. Также участок пайки может обугливаться. Это свидетельствует о чрезмерно высокой температуре.
Подготовка к работе
Перед работой следует избавиться от изоляции. У оголяемого провода может быть разная длина. Если вам нужно спаять проводку, то оголяют от 10 до 15 см. Для наушников же, к примеру, будет достаточно небольшой длины — от 7 до 10 см.
После удаления изоляционного материала нужно осмотреть провода. Если они покрыты специальной оксидной пленкой или лаком, то от покрытия тоже нужно удалить. Для этого можно воспользоваться сразу несколькими способами:
- Механический. Применить мелкозернистую наждачку, которой нужно обработать оголенный провод. Однако, этим способом очень неудобно обрабатывать тонкие проводки, а многожильные можно вообще повредить.
- Химический. Оксидную пленку можно снять с помощью растворителей и чистого спирта. ЛКМ-покрытие удаляется ацетилсалициловой кислотой (обыкновенный аспирин из аптеки). Провод просто укладывают на поверхность таблетки, после чего нагревают паяльником. Кислота очень быстро начнет съедать лак.
Вам также нужно будет научиться определять достаточно прогрева участка пайки. В том случае, если вы используете обыкновенное паяльное устройство, то следует обратить свое внимание на поведение флюса или канифоли. Если нагрев достаточный, то вещества начинают кипеть и выделять пар. При поднятии кончика жала капельки горячей канифоли не спадают.
В каких случаях паять феном не получится
Паяльный фен как правило достигает мощности не боле 500 Вт. Чем меньше мощность, тем меньше можно прогреть площадь платы.
С помощью паяльного фена не получится адекватно выпаять массивные детали, компьютерные BGA микросхемы (мосты, CPU, GPU). Фен не сможет прогреть такие площади.
Это все равно что вскипятить стакан воды с помощью одной спички. Повышать температуру тоже не вариант, это уничтожит как саму деталь, так и плату.
Для массивной платы необходим нижний подогрев. Чаще всего это плита, которая нагревается до 100 – 200 °C. Печатную плату получится равномерно прогреть. А с помощью фена довести до плавления припоя.
Так же можно использовать строительный фен. Он имеет большее сопло, и его мощность может быть до 3000 Вт. Однако, строительный фен тоже не выход. Из-за того, что греется только деталь и небольшое окружающее пространство вокруг, после пайки плата деформирмируется от высокой разницы нагрева, тем самым отрываются выводы от площадок (особенно это кается больших BGA деталей).
Какой паяльник выбрать?
Научиться паять правильно — легко, но при условии удачно выбранного инструмента. Среди большого разнообразия этих устройств мастеру-любителю, решившему заняться починкой оргтехники, стоит выбрать акустический паяльник, который отличается малыми размерами и хорошей работоспособностью. Он имеет низкую теплоемкость, что желательно для тонких паечных работ при сборке микросхем. Начинающему мастеру лучше остановить свой выбор на приборе, мощность которого не превышает 40 Вт. Важно, чтобы паяльник также не был слабее 15 Вт, поскольку мощности в таком изделии будет недостаточно даже для соединения простых проводов оргтехники. Покупать предпочтительнее инструмент с трехнаправляющим заземляющим штекером. Его наличие предотвратит возможные рассеивания напряжения во время движения электротока к металлической трубке.
Для выполнения работ по присоединению калибровочных проводов, шасси и витражных работ подойдет промышленный паяльник.
Выпаивание деталей из плат одним паяльником
Малогабаритные по площади SMD детали можно выпаять с помощью конусного жала. Нагреваются оба контакта детали и она быстро отходит с платы. Также конусное жало удобно во время впаивания SMD детали, так как можно точно дозировать количество припоя на контакты.
Пайка оплеткой
Оплетка представляет собой жилки тонких медных проводов.
Можно использовать в качестве оплетки экранирующую изоляцию от антенны. С помощью оплетки можно легко и быстро убрать припой с контакта. Нужно нанести флюс на оплетку и контакт. Далее, с помощью паяльника место пайки медленно прогревается и олово переходит на оплетку. Такой метод пайки хорош для мелких деталей и не больших DIP контактов. Если нужно выпаять PCI разъем, то оплетка быстро потратиться в пустую.
Вакуумный шприц и иглы
Вакуумный шприц быстро удаляет массивные распаленные части припоя. А с помощью игл DIP контакты легко отпаиваются от платы. Игла надевается на контакт, и с помощью паяльника прогревается. Иглу нужно успеть продеть через контакт платы на корпус микросхемы, пока припой будет в расплавленном состоянии. Или наоборот, когда контакт уже разогрет, и в эту же секунду вставляется игла.
Такие методы пайки устарели. Современные платы производятся для машинной сборки, поэтому зазор между контактами и выводами деталей минимален. Игла уже слабо проходит, а вакуумный шприц не успевает забрать точенные капли припоя. Обычный электролитический конденсатор выпаять с помощью шприца уже не получится. В таком случае поможет метод жидкого жала.
Жидкое жало и его плюсы
Жидкое жало представляет собой каплю припоя, которая позволяет не пользоваться дополнительными инструментами (оплетку, фен, иглы или шприц). Техника такая же, как и со сплавом Розе. Основное отличие в температурах.
Жало типа топорик обладает массивной продольной рабочей поверхностью. Оно позволяет захватить сразу несколько контактов одновременно.
Наносим припой на жало.
На паяемую микросхему наносится пастообразный флюс с помощью шприца.
Деталь и ее контакты прогреваются жалом до плавления олова и точно также нужно сделать с другой стороны.
Такой техникой можно выпаять и DIP контакты.
Припой и флюс. Для чего они нужны?
Пайка представляет собой процесс сваривания двух деталей. Только вместо электрода используется припой – сплав свинца и олова. Для смачивания спаиваемой поверхности, защиты от окисления применяется флюс. Обычно это – канифоль, изготовленная из смолы сосны. По виду и цвету напоминает кусок янтаря.
Припой выпускается в виде проволоки или трубки с флюсом внутри. Первый вариант – более популярен. Флюс в любом случае используется.
В зависимости от способов соединения, пайки проводов, подбирается соответствующий вид припоя. Чем он темнее, тем больше в нем содержится свинца, на большую температуру плавления он рассчитан.
Припой для тех или иных целей подбирают согласно его маркировки. Расшифровка кода обозначения очень проста: буквы обозначают, что припой состоит из олова и свинца, цифры – процентное содержание элементов
Для домашних целей оптимально подходит припой марки ПОС 60, температура плавления которого – около двухсот. Несмотря на низкое содержание свинца и высокого – олова, соединение будет достаточно прочным.
Дополнительная тренировка
Для дополнительной тренировки можно попробовать паять различные ненужные платы от компьютеров и смартфонов. На материнских платах существует много SMD и DIP компонентов. Только долгие и упорные часы практики помогут развить навыки в пайке.
Сетка
В качестве упражнения можно попробовать спаять сетку из проводов. Качество пайки оценивается по нагрузке на эту спаянную сетку проводов. Если паяные соединения не рвутся под нагрузкой, то пайка отличная.
Конструкторы
Так же отлично помогают радиоконструкторы.
Они учат понимать электрические схемы и тонкости пайки. Следует начинать с простых конструкторов, например с мигалок или дверных замков. По мере повышения мастерства, можно повышать уровень сложности, доходя до сложных LED кубиков.
Пайка кислотой
Кислота используется только в крайнем случае, когда сильно окисленная поверхность не поддается лужению. Все детали, провода и разъемы могут отлично паяться без кислоты. Подробнее о паяльной кислоте
Необходимый инструмент
Если необходимо припаять провод или что-то другое без паяльника, нужно подготовить следующий инструмент:
- пассатижи с тонкими носиками;
- плоскогубцы;
- нож;
- ножницы;
- шкурку наждачную;
- напильник;
- надфиль;
- кисточку.
В качестве источника огня следует использовать спиртовку или лампу на сухом спирте.
Вопрос, как припаять без паяльника, только на первый взгляд кажется абсурдным. Такую пайку можно произвести очень простыми способами, а можно сделать качественно с применением паяльной пасты.
Для чего нужна канифоль?
Она — катализатор процесса. Это твердая смола, и при расплаве пахнет так же, как и зеленая хвоя, ведь производится из терпентина – части смол этого дерева.
Её просто обожают радиолюбители, создающие свои изделия и ремонтирующие заводские качественно и быстро. Носик паяльника и провода подносят к смоле, расплавляют её немного и проводки сами сплавляются.
Нужно только погреть, чтобы лишнее олово стекло. Но не к каждому металлу этот припой подходит. Но медь и латунь, бронза лучше соединяются с ней.
Способы пайки деталей и компонентов
Пайка проводов считается самой легкой процедурой. В растворенный флюс окунаются концы каждого провода, после чего по ним необходимо пройтись паяльником, жало которого также хорошо смочено флюсом.
Во время самого лужения весь лишний припой рекомендуется стряхивать. В процессе соединения постепенно формируется скрутка. Она прогревается, а все свободное место заполняется оловом.
В другом случае концы вымачиваются во флюсе, а пайка производится сразу же, без лужения. Данный способ часто применяется в соединениях тонких проводников или много проволочных жил. При хорошем флюсе и мощном паяльнике обеспечивается качественное и надежное соединение.
Работа с электроникой значительно сложнее. Здесь уже требуются определенные знания и практические навыки. Однако, несложные действия по ремонту схемы может выполнить и начинающий мастер:
- Элементы выводов с ножками перед тем как паять, нужно зафиксировать воском или пластилином в своих отверстиях. На другой стороне платы паяльник нужно плотно прижать к выводу для его прогрева. Далее в это место вставляется тонкий припой в виде проволочки с флюсом. Олова требуется совсем немного, главное, чтобы оно со всех сторон равномерно затекало в лунку.
- Если отверстие слишком большое и ножки в нем болтаются, это место нужно смочить небольшим количеством флюса. Далее олово подносится к ножке и стекает по ней, после чего лунка равномерно заполняется.
Пайка с помощью жидких или пастообразных флюсов
Преимущество таких составов в том, что их можно предварительно нанести на точку соединения. То есть, флюс начинает работать еще до нагрева. При касании паяльником, происходит вторая ступень реакции, и жидкий флюс служит смазкой для растекания припоя.
Еще один плюс — пастообразный или жидкий очиститель увеличивает пятно контакта. Основная проблема пайки не плоских предметов — площадь передачи тепла от паяльника минимальна. Если место касания смочено флюсом — температура передается эффективнее.
Единственный недостаток: нет механического воздействия на поверхность.
Информация: некоторые профессионалы старой закалки растворяют сосновую канифоль спиртом или более жидким флюсом, и получается эффективный состав практически без недостатков.
Как припаять или выпаять микросхему без паяльника
Вы уже поняли, что для успешной пайки требуется разогрев детали до температуры плавления припоя. Его можно расплавить с помощью тепловой пушки, или паяльного фена. Это аналог фена строительного, только он компактный и часто оснащен специальными формованными соплами.
С его помощью прогревается рабочая зона, при этом припой плавится не в определенной точке, а на относительно большой площади. Это эффективный способ, особенно если необходимо выпаивать микросхему (все ножки нагреваются одновременно). Но при таком способе есть риск повредить саму деталь от перегрева.
Если вы извлекаете неисправный элемент — нет проблем.
Вообще, паяльный фен необходимо использовать только в случаях, когда традиционный способ пайки невозможен. Например, при монтаже SMD деталей (кто не знает — у них нет ножек) на радиаторную пластину.
Пайка и советы по вольтмоддингу для начинающих / Overclockers.ua
ВступлениеОтветственность за свои действия вы несете сами!
Допустим, вы разогнали свою видеокарту до предела. А что если хочется разогнаться еще? Остается вольтмод. Найти схему вольтмода для своей карты сегодня обычно не сложно. Затем нужно сделать выбор в пользу определенного вида вольтмоддинга. Можно выбрать карандашный вольтмод, приклеить резистор с помощью токопроводящего клея, или же осуществить пайку. Последний метод заслуженно считается самым надежным, и сложным одновременно.
О карандашном вольтмоде
Самый простой метод. Пара движений грифелем, и напряжение выросло. Минусов, конечно, много, но неоспоримым плюсом является сохранение гарантии. В качестве минусов следует отметить регулирование сопротивления в определенных пределах (если сопротивление резистора менее 100 Ом, то про карандаш можете забыть), ненадежность, и еще добавлю кое-что от себя. Когда я вольтмодил память на ATI Radeon X1600 Pro, мне было очень сложно найти подходящий карандаш. Были проверены все имеющиеся в наличии простые и цветные карандаши, а также женские косметические карандаши (!), а снизить сопротивление смог только завалявшийся с перестроечных времен старичок.
Снаряжение
Итак, вы — человек, никогда не державший в руках паяльника (или осиливший только детекторный приемник 🙂 ), решили делать «паяльный» вольтмод. Скорее всего, пальника у вас нет. А если и есть, то он похож на изображенный снизу агрегат.
Вольтмодить таким можно, но сложно (проверял). Советую приобрести паяльник изображенный сверху. Паять им куда удобнее.
Так же необходим флюс. Он используется для обезжиривания припаиваемых элементов. По старой привычке, в большинстве случаев, для этих целей используется канифоль. Также в сети появлялась информация, что в качестве флюса можно использовать анальгин или же аспирин, но эти данные не проверялись.
В обязательном порядке должен быть припой, который выступает в качестве проводника при пайке. Сейчас обычно производится в форме проволоки, скрученной в спираль. Нам нужен сплав Розе.
Провода. Можно использовать любые подходящие медные провода.
Резисторы бывают постоянные и переменные. Как следует из названия, сопротивление постоянных резисторов неизменно, а у переменных изменяется. Вот, например, резисторы постоянного сопротивления:
А вот переменные:
Можно, конечно, использовать и «махину», изображенную слева, но для вольтмоддинга обычно используются подстроечники (справа).
Мультиметр служит для замера сопротивления, напряжения, силы тока, поиска коротких замыканий, прозвонки цепей и т.д. Вольтмод без него — лотерея.
Также для вольтмоддинга следует использовать пинцет.
Приступим
Паять необходимо либо к микросхеме-стабилизатору, отвечающей за питание, либо к определенному резистору. Что выбрать? Зависит от того, где это сделать проще. Порой ноги микросхемы и расстояние между ними крайне малы, а альтернативных точек вольтмода нет. В этом случае на помощь приходит мультиметр. Для начала, как правило, одна из ног микросхемы, к которой надо паять — это земля. Как это проверить? Включаете мультиметр на поиск короткого замыкания и тыкаете одним щупом в ногу микросхемы, а другим к минусу электролитического конденсатора. Если контакт есть, то пайку можно осуществлять вместо этой ноги на минус конденсатора, или просто воткнуть провод в минус разъема «молекс». Вместо другой ноги тоже можно отыскать место для пайки, например, ближайшие к нужной микросхеме резисторы.
Итак, место пайки выбрано. Теперь нужно подпаять провода к ногам подстроечника. Для этого его ноги следует залудить. Делается это так. Сначала дотрагиваемся паяльником канифоли.
Затем проводим концом пальника с канифолью по ноге, потом «подбираем» на паяльник немного припоя.
Далее проводим по ноге, которая при этом покрывается ровным тонким слоем припоя. Теперь наматываем на ногу виток провода, «трогаем» канифоль и припой и дотрагиваемся ноги с проводом — провод припаян. Можно сразу, макнув паяльник в канифоль, взять на него припоя и паять. Эффект тот же, действий меньше.
Проводки следует припаять к одной из крайних и средней ног переменника. Также можно закоротить вторую крайнюю ногу со средней.
Другие концы проводов необходимо уже паять непосредственно к видеокарте. Оголенный конец провода при этом должен быть достаточно коротким. Можно залудить 1 см провода, а потом оставить от него около 2 мм.
На этом кончике следует оставить лишнюю капельку припоя. Затем прикладываем провод к месту пайки (можно использовать для этого пинцет)
И прикасаемся на пару секунд (не более!) паяльником, так чтобы оставленная лишняя капля растаяла и «соединилась» с уже имеющимся в месте пайки припоем. При этом важно следить за тем, как бы не спаять воедино несколько близлежащих площадок. Получится примерно так:
Таким же образом припаиваем и второй провод.
Теперь выкручиваем переменник на максимум (не забывая проверить сопротивление мультиметром), проверяем, не закоротили ли чего, и затем вставляем видеокарту в материнскую плату. Включаем и замеряем напряжение. Оно почти не изменилось, лишь чуть-чуть выросло. Понемногу уменьшаем сопротивление подпаянного резистора и замеряем напряжение.
Останавливаемся на запланированной, и при этом разумной (!) отметке. Убеждаемся, что видеокарта при данном напряжении ведет себя стабильно. Для этого очень желательно пару часов поиграть в любимую 3D игру, или прогнать в течение такого же времени специальные тесты типа 3DMark.
Когда желаемый результат достигнут, извлекаем карту из «системника», отпаиваем переменник, замеряем его сопротивление и подбираем постоянный резистор близкого по значению сопротивления. Припаивать его можно так: изгибаем ножки в нужной форме.
Отрезаем необходимую длину и залуживаем, оставляя немного лишнего припоя (на фото для наглядности припоя несколько больше, чем надо):
Затем просто подпаиваем его к нужным ногам микросхемы, резистору. Например, вот так:
А вот, для примера, разные варианты:
Предупреждение
Не стоит задирать напряжения очень высоко. Повышенное напряжение понижает ресурс чипов. Очень часто один и тот же видеочип или память имеют разные напряжения питания в зависимости от частоты. Если хотите жить с видеокартой долго и счастливо, то лучше ограничиться 10% прибавкой к максимальному документированному напряжению данного чипа/памяти. Также следует позаботиться об улучшении охлаждения видеокарты, так как с повышением напряжения повышается температура элементов.
Пример
В качестве примера рассмотрим вольтмод Sapphire Radeon X1600 XT.
За напряжения, как чипа, так и памяти отвечают стабилизаторы RT3292A. Паять надо к 5-ой и 7-ой ноге микросхемы. По умолчанию сопротивление между этими ножками 660 и 80 Ом для памяти/чипа соответственно. Используем подстроечники на 22 и 5 кОм.
Для чипа:
Для памяти:
Повышение напряжения памяти к положительным результатам не привело. При вольтмоде чипа было решено остановиться на 1,57 В вместо дефолтных 1,4 В.
Место подстроечника занял постоянный резистор:
Частоты карты по умолчанию — 587/1377. Разгон с родным охлаждением — 634/1502, разгон Zalman VF700 AlCu+Vmod — 695/1530. Цифр из Марков приводить не буду, не об этом статья :)
Последний совет
Итак, вольтмод помогает немного повысить производительность видеокарты. Надеюсь, она поможет оверклокерам сделать первый в жизни вольтмод, а кого-нибудь убережет от ошибок. И напоследок, если что-то пошло не так, в сети есть интересный материал об избавлении от следов пайки.
Удачи!
Благодарю Tune’D за рецензирование.
Ремонт мыши или клавиатуры при обрыве шнура
Если шнур мыши (клавиатуры) оторвался от платы или нужно заменить штекер, воспользуйтесь советами и справочной информацией из этой статьи.
Шнур оторван от платы
Чтобы припаять оторванный от мыши или клавиатуры шнур, нужно определить, назначения точек пайки на плате и знать цветовую маркировку проводов. Нередко назначение проводов шнура подписано прямо на плате, в том месте, где провода были припаяны. А провода как правило имеют стандартную маркировку, о которой и пойдёт речь ниже. При встрече с нестандартными цветами руководствуйтесь информацией из соответствующих статей:
• «Нестандартные цвета USB в шнурах мышей и клавиатур»
• «Нестандартные цвета PS/2».
USB устройства
В случае с устройствами USB буквенные обозначения будут: V, D-, D+, G (не обязательно в таком порядке). Может присутствовать точка для пайки оплётки кабеля — SG. Классические цвета в USB шнуре таковы:
V — Красный
D- — Белый
D+ — Зелёный
G — Чёрный
SG — Чёрный толстый (в кабеле не изолирован)
В некоторых моделях USB устройств можно встретить маркировку, характерную для PS/2:
V — Красный
D — Белый
C — Зелёный
G — Чёрный
Если при такой распайке устройство не заработало, значит обозначения на плате перепутаны. Такое случается и это не критично. Нужно лишь поменять местами белый и зелёный провода местами.
В шнурах USB устройств цвета проводов могут отличаться от стандартных. Тогда вам может помочь статья «Нестандартные цвета USB в шнурах мышей и клавиатур».
Если информации по вашему устройству нет в статье, придётся прозванивать шнур самостоятельно. Назначения контактов штекера USB определено чётко (см. рисунок↓), остаётся лишь выяснить, с каким цветом каждый контакт звонится. На рисунке приведён пример определения провода «G». Лишь с одним из четырёх проводов мультиметр в режиме омметра покажет около нуля Ом. Это и есть искомый провод. Такое исследование следует повторить с остальными контактами.
Устройства PS/2
Классическая распайка клавиатур и мышей PS/2:
V — Голубой
D — Оранжевый
C — Белый
G — Зелёный
Тем не менее, в шнуре клавиатуры PS/2 часто можно встретить цветовой набор, характерный для устройств USB:
V — Красный
D — Белый
C — Зелёный
G — Чёрный
Цвета в шнуре устройства PS/2 могут не соответствовать стандарту. В этом случае обратитесь к статье «Нестандартные цвета PS/2».
Действия при отсутствии маркировки
Если же надписей на плате нет, изучаем дорожки на печатной плате, идущие от мест пайки шнура. В этом исследовании следует руководствоваться следующими признаками:
• Самая протяжённая и широкая дорожка — это как правило «G». Все электролитические конденсаторы припаяны к этой дорожке своим минусовым контактом. Минусовой контакт обозначен на корпусе конденсатора продольной полоской.
• Маркировка полярности электролитических конденсаторов и светодиодов подскажет нам плюсовую дорожку — «V». Она как правило короче и тоньше чем «G». Если на ней встречаются «электролиты», то припаяны они к ней плюсовыми контактами.
• Светодиоды клавиатуры припаяны плюсовыми контактами на плюсовую дорожку.
• Две самые короткие и фактически одинаковые дорожки на плате — это D- и D+ (D и C в случае с устройствами PS/2). Они без лишних разговоров идут к микросхеме контроллера. Кто из них кто — определяется экспериментальным путём. Касаемо этих контактов эксперименты безопасны.
Штекер оторван от шнура
Если цвета в шнуре стандартные, то из картинок ниже вы поймёте, какой провод на какой контакт разъёма паять.
В случае с нестандартными цветами, обращайтесь к статьям:
• «Нестандартные цвета USB в шнурах мышей и клавиатур»
• «Нестандартные цвета PS/2».
Или определите назначение каждого провода самостоятельно по маркировке на плате или по дорожкам, как было показано выше.
Поделиться новостью в соцсетях
Как паять без паяльника? Как можно припаять без паяльника и без припоя в домашних условиях? Описание способов пайки
О том, как можно паять без паяльника и без припоя в домашних условиях будет полезно узнать всем, кто хоть раз сталкивался с проблемой экстренного восстановления контакта в проводке или микросхеме. Отсутствие электроэнергии, «полевые» условия работы — в любой подобной ситуации обычный электроинструмент окажется бесполезен. Справиться с задачей поможет описание способов пайки, не требующих использования специальных компонентов, которых может и не оказаться под рукой в нужный момент.
Способы
Способов припаять без паяльника провода или плоские элементы друг к другу существует достаточно много. Иногда можно обойтись полностью подручными средствами: пламенем свечи или горелки, строительным феном.
Важно помнить: запаять без припоя получится только при его наличии на контактах в достаточном количестве.
В других случаях вместо традиционной комбинации из оловянной проволоки и канифоли можно задействовать более удобные варианты материала: фольгу, пасту. С ними пайка получится такой же надежной и достаточно аккуратной.
Соединение проводов без припоя
Необходимость паять тонкие проводки в экстремальных условиях – на отдыхе за городом, в поездке и путешествии – возникает довольно часто. Если речь идёт о повторном соединении ранее скреплённого горячим способом участка, проблем не возникнет. Этот метод хорошо работает на медных проводах малого сечения. Порядок работы будет такой.
- Медные жилы очищаются от изоляции на концах, в месте нахождения полуды соединяются обычной скруткой. Важно, чтобы следы прежнего соединения в виде блестящих капель олова присутствовали на проводе. Иначе ничего не получится.
- Разогрейте ремонтируемый участок с находящимся на нём припоем зажигалкой, спичкой, пламенем свечи до расплавления металла.
- Дайте месту соединения остыть.
- Изолируйте отремонтированный участок изолентой или любым другим подходящим средством.
Обычно этот способ используют для проводов малого сечения, но он подходит для всех видов медных жил, если их диаметр менее 2 мм. При отсутствии достаточного для соединения количества припоя, можно добавить на участок немного оловянной стружки. Она выполнит ту же задачу. Аналогично спаиваются плоские элементы. Между ними располагается стружка, затем производится нагрев.
Метод лужения
Эта технология позволяет произвести работы без использования паяльника путём прямого нагрева необходимых компонентов. Нужно подготовить металлическую пластину — подойдет даже жестяная консервная банка или кусок алюминиевой фольги. На неё выкладываются кусочки раскрошенной канифоли и припой ПОС60 в виде стружки или небольших отрезков.
Всё это отправляется на открытый огонь — подойдёт турбо-зажигалка, конфорка газовой плиты, пламя свечи.
После перехода веществ в жидкую фазу, в них опускают концы скрепляемых проводов. Их предварительно подготавливают, очищая от нагара, следов пайки, лишней изоляции. Затем элементы соединяются между собой. После остывания в месте соединения образуется прочный участок пайки. Для большей надёжности перед лужением жилы можно скрепить скруткой.
С использованием фольги
Выпускаемая современной промышленностью паяльная фольга представляет собой ленту тонкого металла, по составу аналогичного смеси флюса и припоя. Обычно её ширина не превышает 0,5-0,7 мм. Имея под рукой такой расходный материал, можно соединять провода без паяльника в любых условиях, даже не имея опыта электротехнических работ. Пайка получится аккуратной и эстетичной, достаточно надёжной. При работе вещество не будет растекаться или доставлять другие неудобства.
Порядок пайки фольгой будет таким.
- Снять с контактов изолирующие материалы. Освободить их от следов полуды, припоя.
- Создать соединение жил путём их скручивания между собой.
- Отрезать кусок фольги нужной длины. Намотать его на обрабатываемую область.
- Прогреть участок до момента, когда припой приобретёт необходимую консистенцию. Остудить.
- Готовый участок изолировать. Оптимально использовать термоусадочную трубку, обеспечивающую плотную посадку Её нужно надеть на провод заранее, а потом сдвинуть на нужное место и нагреть.
Соединение с использованием специальной фольги — одно из самых удобных при работе для начинающих мастеров. Допустить ошибку здесь просто невозможно.
С использованием паяльной пасты
Этот метод хорошо подходит для работы с тонкими проводами — в наушниках, электрогирляндах для праздничного декора, кабелях зарядных устройств. Паяльную пасту и изоляционные материалы на случай подобного ремонта лучше приобрести заранее. Далее нужно отсоединить проблемный провод от сетевого подключения. При помощи тестера находится место разрыва под изоляцией: ускорить процесс можно, разделяя участки на секции по 2. С уменьшением их размера локализация повреждения будет легко обнаружена.
Интересно, что даже при наличии паяльника при работе с очень тонкими проводами мастера предпочитают обходиться без него.
Подготовьте рабочее место, пасту, термоусадочную трубку нужного диаметра и источник огня — свечу, зажигалку. Порядок действий будет таким.
- Обрежьте провод на участке, где обнаружен разрыв.
- Выполните зачистку контактного участка.
- Наденьте трубку изоляции. Временно сместите её вбок из зоны нагрева.
- Сделайте скрутку проводов.
- Нанесите пасту. Важно, чтобы она не доходила до изоляции, располагалась только поверх контактов.
- Прогрейте область пайки, пока паста не приобретёт пластичность и текучесть. Остудите.
- Сместите изолирующий элемент. Термоусадочную трубку можно подвергнуть нагреву.
Отремонтированный участок будет хорошо изолирован. Место разрыва окажется практически неотличимо.
Пайка к плате
Соединение проводов между собой всегда легче выполнить, чем их связку с контактной платой. Здесь нельзя использовать открытый огонь — только краткосрочный точечный нагрев, так что обойтись без паяльника будет сложно. Обычно простым решением оказывается создание импровизированного инструмента из медной проволоки или других подручных средств.
Для создания мини-паяльника без подключения к электросети понадобятся следующие приспособления.
- Источник нагрева. Пламя свечи, зажигалки, газовая конфорка — любой из этих вариантов подойдет.
- Жало — рабочая часть инструмента. Лучше всего в этом качестве выступает толстая медная проволока, но сгодится и гвоздь или стальная скрепка.
- Рукоятка. В этом качестве можно использовать как плоскогубцы, так и сложенную в несколько слоёв ткань из хлопка, х/б, не плавящуюся при нагреве.
Собрав все элементы, нужно подготовить припой и канифоль. Затем покрыть жало сначала флюсом, потом оловом. Аккуратно нанести припой в область крепления провода на плате. При необходимости добавить расходные материалы.
Меры предосторожности
Пайка без специальных инструментов в домашних условиях — опасная задача, требующая соблюдения мер предосторожности.
Нужно обязательно позаботиться об изоляции, если соединению подлежат провода под напряжением. Нельзя вести работы, касаясь их голыми руками.
По возможности следует обеспечить отключение приборов от сети или иного источника питания.
При использовании горячих методов домашней пайки с применением открытого огня, перечень мер предосторожности будет следующим.
- Не оставлять источник пламени без присмотра.
- Подготовить и разместить в зоне свободного доступа средства пожаротушения.
- Не разводить огонь поблизости от легковоспламеняющихся предметов, баллонов под давлением, в том числе с аэрозольными веществами.
- Волосы лучше защитить шапкой или банданой. Одежду выбирать из негорючих материалов, плотно облегающую тело.
- Надеть огнестойкие перчатки на время выполнения работ. Обувь выбрать на термостойкой подошве.
- Исключить нахождение рядом детей, людей с ограниченными возможностями, животных.
- Обеспечить отток скапливающихся продуктов горения из помещения.
Соблюдая эти рекомендации, можно безопасно производить пайку горячим способом с использованием открытого огня.
Рекомендации
Решив спаять участок провода методом прямого нагрева – без инструмента – важно учитывать тип используемых компонентов. Для работы могут использоваться типовая оловянно-свинцовая проволока и канифоль, специальная фольга или паста. Последние 2 варианта очень удобны именно при нагреве зажигалкой, пламенем свечи, горелкой. При этом добавлять канифоль в качестве флюса не придётся — она уже есть в составе.
Если используется импровизированное жало, имитирующее наконечник паяльника, нагревать его нужно в 2-5 мм от конца. Так нужная температура будет достигнута быстрее. Удерживать такой инструмент придется вручную. Стоит запастись необходимой ветошью или куском джинсовой, суконной материи, позволяющей не обжечься при контакте с нагретым металлом.
Как паять без паяльника, смотрите далее.
Как паять паяльником на примере пайки деталей, проводов и возможности выпаять их с платы (провода, радиодетали на плате) (видео)
Время не стоит на месте, оно бежит, несется, меняется, а вместе с ним меняется и все вокруг. Так еще в Советском Союзе, лет 30 назад, каждый второй умел наверняка паять, при этом делала это неплохо. Все это исходило из реалий того времени, когда люди чуть ли сами себе делали приемники, телевизоры, магнитофоны, всевозможные проигрыватели. Такую особенность можно связать с надлежащим развитием техники того времени, а вернее обеспечением последней населения нашей страны. Да, многим чего не хватало, сложные бытовые приборы мало того что стоили несколько зарплат, так еще и ждать их приходилось месяцами и годами. Такие реалии заставляли «дружить» с паяльником, тем самым, который мог порадовать своего хозяина новым, нужным и желанным прибором в доме. Достаточно вспомнить мое детство, когда засыпая в сумерках, я видел спину отца, склонившегося над письменным столом. В свете настольной лампы поднимался дымок от канифоли, столь приятный как помнится сейчас. Там что-то паялось… Однако с того времени много что изменилось. Техники стало пруд пруди, и стоит она при этом не так уж дорого. Канифоль на запах стала несколько другой, вонючей и химической… А паять умеет далеко на каждый второй. Но раз вы заглянули к нам на страничку, то наверняка не из праздного любопытства. Так вот и давайте поговорим о том, как паять паяльником радиодетали и провода.
Здесь, прежде, хотелось остепенить тех, кто пришел к нам с целью узнать о том, как паять чайники, трубки и радиаторы. Нет, мы вовсе не уничижаем их цели и задачи, просто в этой статье не об этом. Мы хотели поговорить о пайке исключительно деталей и проводов, о подвесном монтаже и монтаже на плате. Ведь по сути пайка радиолюбителя несколько отличается от пайки жестянщика, а значит нам, чтобы не валить все в одну кучу, и не распыляться на необъятное, хотелось бы упомянуть лишь о пайке паяльником радиодеталей и проводов. Если что извиняйте, а я продолжу…
Какой паяльник выбрать для пайки радиодеталей и проводов
По сути, здесь выбор будет состоять из поиска следующих критериев, это его мощность и тип жала. Вот давайте и разберем теперь возможные альтернативы.
Выбор паяльника по мощности
Для пайки радиоэлементов самым подходящим будет паяльник мощностью 25-40 Ватт, именно такая мощность обеспечит быстрый прогрев контактов, но не перегреет деталь. Перегрев детали может привести к выходу ее из строя, так скажем, что ножки можно греть 5-10 секунд, а есть и детали, которые выдержат и не более 2 секунд. Здесь надо исходить из опыта и конкретных условий, но чем быстрее вы сделаете пайку, тем лучше. При этом, используемая мощность паяльника должна использоваться оптимально, все на то, чтобы расплавить припой, но не предать лишнее тепло на корпус. Итак, с мощностью мы определились, теперь о видах, типах паяльника, вернее жал для них.
Выбор паяльника по типу жала
Итак, о материале жала паяльника. Начнем снова со времен СССР, тогда паяльники были одного типа, просто с медным жалом, других никто и не видел. Плюсы здесь очевидны. Медь хорошо передает тепло, на медное жало можно набрать какое-то количество припоя и использовать его локально для пайки, вот, пожалуй, и все. Теперь о минусах. Медные жала паяльника довольно быстро обгорают. Проявляется это следующим образом. Они покрываются окалиной, которая облетает, при этом в месте отслоения окалины само собой образуется углубление, искривление формы. Это очень неудобно в тех случаях, если вы паяете много и часто, а также тогда, когда вам необходимо постоянную ровную поверхность для пайки на самом жале. Да и сам принцип пайки здесь получается несколько иной. При медном жале весь припой для пайки берется на жало, а затем переносится в место пайки.
Однако есть и другая стратегия пайки, она возможно из-за несгораемых жал. Последние нашли обширное применение в наше время. Такие жала выполнены из композитного или тугоплавкого материла, часто покрыты твердым напылением, на которое не осаживается припой или осаживается очень ограниченно. В итоге, жало постоянно чистое и разогретое. Посмотрите на фото выше, медное жало справа выглядит совсем неказисто, если его сравнить с несгораемым жалом.
Паять несгораемым жалом можно очень долго, почти пожизненно. Однако припой в этом случае пайки, подается проволокой и непосредственно в место пайки, где разогревается, растекается и затвердевает.
Если подытожить эту главу, то надо сказать о том, что паяльник должен быть мощностью 25-40 Ватт, а жало выбирается в зависимости от привычки того, кто и с чем привык работать. Если же у вас нет навыков, то я бы посоветовал все-таки несгораемое жало, оно будет навсегда и не потребует обслуживания. О самих же особенностях пайки медным и несгораемым жалом мы поговорим чуть далее, а пока о подготовке к процессу пайки. А если точнее, то о применяемых флюсах, припое, кислоте, инструментах.
Что необходимо для пайки деталей и проводов (держатели, флюс, кислота, паяльный жир, инструмент, заточка жала)
Прежде чем начать паять, надо для этого что-то иметь… О паяльнике мы уже сказали, но это еще не все. Так для выполнения пайки вам потребуются расходные материалы, будь то флюс, паяльный жир, канифоль или кислота. Давайте разберем каждый из этих реактивов отдельно. Наиболее популярный реактив для пайки деталей канифоль. Именно её в большинстве случаев использовали радиолюбители в СССР. Однако сегодня я бы не сказали что это оптимальный вариант. Быть может из-за того что канифоль стала какой-то другой, она действительно даже пахнуть стала по-другому при разогреве. Видимо по лесам уже никто «не лазит» чтобы раздобыть натуральную смолу, а отсюда и этот непонятный совсем не естественный едкий запах. Я бы посоветовал использовать вам паяльный жир. Не важно, активный или нейтральный. Он вовсе не имеет запаха, что очень хорошо, прекрасно обволакивает контакт, скажу даже более. Жир в советское время был дефицитом, он использовался только на заводах оборонки, а вот обыватель мог о таком только мечтать, отсюда и такая распространенность упоминания о канифоли.
Теперь о флюсах и кислоте. Кислота и флюс наносятся с помощью кисточки или носика непосредственно в место пайки. Кислота фактически активный реактив, в ней находится кислота (соляная) и цинк. При попадании на металл, кислота съедает его поверхностный слой и продукты окисления на нем, а цинк остается после как коррозионно-сдерживающее. В любом случае, после пайки кислотой лучше промывать эти места от дальнейшего продолжения коррозии, используя соду или воду. Флюс в большинстве случаев это жидкий реагент вроде канифоли или паяльного жира, он не столь активен. Часто это канифоль растворенная в спирте, может еще какие-то добавки… Если резюмировать, то для пайки достаточно только паяльного жира или канифоли. Теперь о инструментах.
Без хорошего инструмента паять хорошо вряд ли получится. По крайней мере, если вы решили паять много и все подряд. Для удержания радиодеталей в самый раз будут плоскогубцы или пинцет, иначе вы будете обжигать пальцы. Для зачистки проводов и для ровного их откусывания нужны маленькие и острые кусачки. Во время сложных операций пайки, где необходимо припаять несколько проводков или под определенным углом, незаменимы будут штативы «вторая рука». Ну, само собой потребуется подставка под паяльник, чтобы он не валялся на столе и не спал вам столешницу и площадочка для лужения, где будут подготавливаться провода для пайки.
И вот сейчас мы наконец-то только подошли непосредственно к описанию операций процессов пайки. При этом, как мы уже и говорили, в зависимости от типа паяльника, процесс пайки будет несколько отличаться. Именно поэтому мы рассмотрим два варианта. Для паяльника с медным жалом и для паяльника с несгораемым жалом.
Пример пайки для паяльника с медным жалом
Любая пайка начинается с лужения площадок, проводов, других элементов, которые необходимо будет соединить вместе. Лужение, это фактически поверхностное покрытия припоем поверхностей. Цель этой процедуры проста. Поверхностный слой обеспечит хорошую когезию для будущего наплавляемого припоя, а значит и надежное соединение при пайке.
Здесь необходимо сказать и о материалах, которые вы собрались паять. Так скажем, будет паяться хорошо, черные металлы уже хуже, а вот паять алюминий я бы и вовсе вам не советовал. Так как дело это хлопотное и неблагодарное. Именно здесь необходимо сказать о том, что если у вас есть выбор, то выбирайте для пайки провода и коннекторы из меди, именно такой выбор позволит вам паять комфортно. Итак, о лужении медным паяльником.
Разогреваем паяльник, обычно это время 5-7 минут. Раньше даже не пытайтесь. Во время разогрева можно разово опустить паяльник в канифоль или паяльный жир, для предотвращения окисления меди.
Как только жало начнет уверенно плавить припой, то считайте он разогрет.
За это время пока можете зачистить от изоляции и окисла провод или площадку. Если это многожильный провод, то после того как сняли изоляцию, скрутите все проводки между собой. Также если соединение будет неразъемное, то тоже соедините проводки разных проводников между собой.
Теперь положите провод (а) на площадку и обработайте его кислотой, канифолью, либо жиром.
То есть теми реактивами, про которые я вам писал ранее. Именно они поспособствуют лужению, а как итог, и самой пайке. В нашем случае это паяльный жир, я разогрел его и обмакнул провод в него.
Теперь захватываем на жало излишнюю порцию припоя, по сути это будет капелька припоя. Подносим его к проводнику и водим вдоль него.
Проводник должен равномерно залиться.
Теперь он будет похож на нечто покрытое в металлической оболочке. Если припоя мало, то еще раз возьмите припой жалом и распределите его на месте пайки.
Такую же процедуру проводим и с другим проводником. Теперь можно спаять проводники между собой. Выставляем их так, как нам необходимо и каждый раз принося на жале пальника немного припоя, заливаем щель между проводниками.
При необходимости берем припой и приносим в место пайки.
В итоге получается красивый, прочный и надежный контакт. При необходимости, проводники перед пайкой можно скрутить.
Место пайки изолируем.
Теперь о пайке на плату. Здесь опять же надо начать с лужение дорожек платы. Если вы монтируете что-то на универсальную монтажную плату, то сразу берите плату с лужеными контактами. Далее выпрямляем контакты радиодетали и вставляем их в отверстия, так , чтобы они выступали с другой стороны на 0,5-1 мм. Теперь, как и в случае с проводом берем припой на жало и подносим его к месту ножка-отверстие.
Прикасаемся, и припой растекается по ножке, заполняя при этом и отверстие. Так пропаиваем все ножки радиоэлемента (провода).
Теперь вы хотя и не научились паять паяльником с медным жалом, но знаете как это делается.
Обслуживание (лужение) медного жала паяльника при пайке и после нее
Как я уже рассказывал вам, медное жало со временем выгорает и в итоге меняет свою форму. В итоге необходимо время от времени приводить его форму в порядок. Лучше всего ковать жало, то есть использовать молоток и наковальню, так и выстукивать нужные формы. Но если этого нет, то вполне можно обойтись и простым надфилем.
Берем и обрабатываем жало таким образом, чтобы оно стало подходить под удобную для вас форму (размер). Для меня такой формой является форма под плоскую отвертку. Надфилем стачиваются две стороны, в итоге получается ровный, но «голый» металл – медь.
Надо сказать, что медь металл мягкий. Обрабатывает его соответственно легко. После такого придания формы необходимо защитить жало от окисления. Делается это просто, нанесением на поверхностный слой жала припоя, который выполняет две функции. Во-первых, с его помощью мы паяем, о чем мы уже рассказали. Во-вторых, он защищает жало от окисления и выгорания. Итак, когда мы на холодную обработали жало, то включаем паяльник. Пока он греется, но не прогрелся, можно окунуть жало в канифоль или паяльный жир.
Затем берем припой и наносим на разогретое жало. Припой сам растечется по его поверхности. Все жало готово к использованию.
Восстановление жала необходимо проводить с периодичностью, когда вы заметили, что площадка на нем стала не ровной, и паять в результате этого стало неудобно.
Пример пайки для паяльника с несгораемым жалом
Здесь вновь надо начать с описания того, чем отличается пайка таким жалом. Самое большое отличие в том, что несгораемое жало только разогревает, оно не является средством для переноса припоя на место пайки. То есть по итого, все раздельно – жало обособленно разогревает, припой подается отдельно. В этом случае между жалом и припоем не образуется должной адгезии, это связано, прежде всего, с материалом жала. Материал не способен переносить припой, зато он и не сгорает, то есть практически вечный. Ну, об этом я уже тоже говорил, сейчас ближе все-таки о самом процессе…
В этот раз процесс лужения провода будет проводить с использование флюса, а не жира. Капаем несколько капель на зачищенные от изоляции и окислов контакты под пайку.
Укладываем провод на площадку и лудим. К слову, в качестве площадки для лужения прекрасно подходит деревянная вставка. Дерево со временем впитывает в себя жир и флюсы, а при необходимости может наоборот отдать их на проводник.
При разогреве провода жалом, подаем припой к месту лужения.
Припой распределяем по поверхности проводника, в то время пока водим его вдоль него, вместе с разогретым жалом.
Тоже самое делаем и со вторым проводником.
Теперь выставляем проводники друг относительно друга и используя припой, который подается проволокой, разогреваем его и заливаем в щель между проводников.
Все контакт готов, можно изолировать место пайки. Как и в предыдущем случае, провода можно скрутить между собой до пайки.
Теперь о пайке на плате. Здесь все аналогично. Ножки радиодетали вставляются в плату. Затем одновременно подносим припой и жало. Разогреваем место пайки, припой расплавляется и растекается по ножкам.
Как выпаять деталь из платы
На самом деле пайка в большинстве случае включает в себя не только соединение контактов, но и их разъединение. Если нам необходимо разъединить спаянные провода, то разогреваем место пайки и все готово. Однако с радиодеталями все сложнее. Ладно если это резистор или транзистор, когда вывода 2-3. В этом случае по переменке и оперативно разогреваем контакты, а затем вытаскиваем деталь из платы. Можно использовать маленькие плоскогубцы или пинцет, чтобы не обжечь руки. А вот с микросхемами все куда сложнее. Часто их демонтаж бывает в одностороннем порядке, то есть когда им просто перекусывают ножки, еще на плате, а затем выпаивают по одной. Это оправдано в том случае, когда микросхема больше применяться не будет. Если же вам необходимо сохранить радиодеталь с большим количеством выводов, то здесь есть два способа.
Первый это использовать иголку от шприца. Каждый раз разогревая припой, вы должны выставлять иголку на ножку таким образом, чтобы она отделяла припой от контакта. После того как такая процедуру будет проделана со всеми контактами радиодетали, то ее можно будет извлечь из платы.
Второй вариант, когда используется отсос припоя.
В этом случае к разогретому припою приставляется конструкция, которая похожа на шприц. После нажатия на кнопку, она резко поднимает поршень, происходит разряжение и лишний припой попадает в емкость отсоса. Вот и все секреты того, как можно выпаять деталь с платы.
Подводя итог о пайке паяльником
Не смотря на то, что наша статья получилась не такая уж маленькая, но она определенно не охватила всех тонкостей и особенностей, про которые вы узнаете только лишь из своего собственного опыта. Это я к тому, что именно опыт и время помогут вам в полной мере овладеть пайкой, чтобы она была надежной и в тоже время красивой.
Мне лишь еще раз хочется сказать, о том, что если вы не занимались пайкой совсем, то у вас есть альтернатива, по какому пути пойти. Взять паяльник с медным жалом или несгораемым жалом. Здесь справедливости ради надо сказать о том, что несгораемое жало все же по мне предпочтительнее. Оно вечное, оно очень маленькое, то есть можно разогревать маленькие детали, скажем smd радиодетали, которых в современной электронике не так уж мало. Хотя перейти на его использование было морально не просто. В руки так и просился мой старый верный паяльник с медным жалом. А вот медное жало это некий рудимент, от которого трудно отказаться тем, кто паял еще во времена СССР, и его все устраивает. Что же, они имеют право на свой выбор на свои предпочтения, на отстаивание своих интересов. Тем более, что у медного жала есть небольшой плюс. При его использовании, как я уже несколько раз говорил, не надо подавать припой на место пайки, он приносится на самом жале. Эта особенность позволяет воспользоваться второй свободной рукой, для удержания радиодетали или провода. При пайке несгораемым жалом в большинстве случаев потребуется приспособление «вторая рука», как на фото выше.
Что же, если у вас будут свои соображения и важные замечания по изложенному материалу, то вы можете написать о них в комментариях к статье. Мне лишь осталось пожелать поменьше обжигать пальцы и надежно и красиво паять соединения.
Видео о том как паять паяльником
Как припаять штекер к наушникам всех типов. Пайка наушников — устранение поломок своими руками
Что делать с мобильной проводной гарнитурой, которая перестала работать? Конечно выкинуть и купить новую. Но напоследок можно заглянуть внутрь и ткнуть пару раз тестером, ведь всегда есть шанс отремонтировать её в случае простой неполадки. У меня давно валялась нерабочая гарнитура для телефона Nokia со сгоревшей микросхемой. А теперь и в другой гарнитуре (той же фирмы) исчез звук. Возникла идея из этих двух девайсов сделать хотя-бы однин рабочий.Примерная схема гарнитуры на микросхеме 55А07А приводится ниже. Все элементы собраны на небольшой печатной плате, на которой расположены кроме деталей кнопки и микрофон. Микросхема 55А07А-Х обеспечивает идентификацию гарнитуры при подключении ее к мобильному телефону, передавая по цепи ACI специальную кодовую импульсную последовательность. Аналогично она передает мобильнику сообщение о нажатии на кнопку гарнитуры. Напряжение питания идёт на микросхему от телефона.
Цвета проводов контактов гарнитуры:
MIC+ – желтый
MIC- – черный
L+ – синий
L- – красный/синий
R+ – коричневый
R- – золотистый/синий
Serial – золотистый
VOUT – красный
GND – зеленый
В пропадании звука в одном или обоих наушниках или в том, что собеседник не слышит слов, произносимых перед микрофоном, виноваты чаще всего обрывы проводов соединительного кабеля. Они происходят в местах частых перегибов кабеля вблизи разъема, корпуса гарнитуры или наушников. Обрывы проводов возле корпуса гарнитуры легко восстановимы. Нужно отрезать и удалить часть провода между местом обрыва и контактной площадкой на плате. Поврежденные наушники можно заменить любыми подходящими. Провода новых телефонов обрезают до нужной длины и припаивают к контактным площадкам печатной с платы вместо неисправных. Для дополнительной фиксации проводов внутри корпуса гарнитуры надо использовать термоклей. В данном случае после прозвонки наушников, был замечен обрыв обмотки самого минидинамикаю Поэтому единственный вариант ремонта — перепаять пару наушников с одной гарнитуры на другую. Необходимо снять верхнюю крышку. Поддеваем отверткой со стороны провода идущего к телефону сначала с одной стороны, потом с другой. Снимаем крышку и кнопку. Вся дальнейшая работа по ремонту работоспособности гарнитуры проиллюстрирована на фотографиях ниже.
Многие люди, регулярно пользующиеся mp3 плеерами и мобильными телефонами, для прослушивания музыки через наушники, наверняка попадали в ситуацию, когда в одном из наушников или сразу в обоих, вдруг переставала играть музыка. В чем могла быть проблема? На 90%, это обрыв одной из жил провода наушников. Очень часто обрыв бывает около штекера, то есть в том месте, где провод в процессе эксплуатации часто подвергается изгибам. На эту тему есть , но кое-что решил дополнить и от себя.
Фото — наушники вкладыши
У меня были куплены качественные наушники — вкладыши, которые нещадно эксплуатировал) в течении последних 2 — 3 лет. Примерно месяца 2 назад, пропал звук в одном из наушников.
Штекер пластмассовый
Определить место обрыва можно, включив плейер и путем изгибания провода наушников, медленно продвигаясь от штекера к наушникам, как только появится звук, значит в этом месте и есть обрыв. Таким образом, было определено место повреждения на проводе, оно и оказалось, как в самом распространенном случае, около штекера.
Штекер для наушников металлический
Штекер Джек 3.5 можно купить в любом радиомагазине, есть выбор на любой вкус, как в пластмассовом корпусе, дешевый, так и в полностью металлическом, более дорогой.
На следующем рисунке изображена распайка выводов штекера Джек 3.5 :
Целесообразен, только в случае если наушники качественные, с относительно толстыми жилками. Дешевые наушники, с тонкими проводками не имеет смысла чинить, они после починки прослужат недолго. Определить сечение жилок, можно пощупав провода пальцами. Если провод легко гнется и очень мягкий, скорей всего там жилы тонкого сечения, и большую часть провода занимает пластиковая изоляция. В проводе идут 3 или 4 жилки, из них одна или две, соединенных вместе, это минус или общий провод, и по одной жилке на левый и на правый канал. Иногда, если в доме есть домашние животные, в частности кошки, которые, как известно, любят все провода пробовать на зуб, проводки бывают перекушены. В таком случае, та часть провода, которая была повреждена, откусывается с небольшим запасом, зачищается и прозванивается мультиметром в режиме звуковой прозвонки. Если дальше провод идет целый и длина позволяет, соединяем пайкой, сращиваем провода. Место соединения проводов изолируется кусочками изоленты или скотча, и после на это место одевается кусочек термоусадки.
Термоусадка чаще всего усаживается после прогрева по диаметру в 2 раза. Для того чтобы её усадить, нужно прогреть зажигалкой, или если есть в наличии паяльный фен, можно воспользоваться им. Если же обрыв был около наушника, можно вскрыть ножом его корпус, обрезать провод, прозвонить, убедиться, что обрыв устранен и заново подпаяться. После пайки наушник можно легко собрать, используя секундный клей.
Также установив мультиметр в режим измерения сопротивления 200 Ом, можно прозвонить наушники через штекер. То есть, мы прозваниваем сопротивлене проводов, вместе с подпаянными динамиками наушников, при прикосновении щупами мультиметра к контактам штекера. Сопротивление при прозвонке, на экране мультиметра может быть различным от 8 до 30 и более Ом. Это означает, что канал рабочий и звук в наушнике будет. Если на экране мультиметра единица, значит в проводе обрыв. При сборке наушника, нужно не забыть завязать кабель узлом, этот узел не даст вырвать провод от наушника при натяжении. На следующем рисунке видна схема соединения:
На этом рисунке видно соединение проводов с штекером и динамиками. Сам динамик, как всем известно, состоит из постоянного магнита и мембраны с наклеенной на неё катушкой динамика. Концы катушки припаиваются к контактам на динамике. Катушка напомню, прозванивается мультиметром в режиме омметра, это означает что когда мы прикасаемся щупами мультиметра к контактам штекера, мы измеряем её сопротивление, или говоря другими словами убеждаемся, что цепь штекер — провод — наушник у нас замкнута, и из наушников при подключении к плееру будет идти звук. Таким же образом, при наличии мультиметра, но отсутствии источника сигнала (плейера или телефона), можно проверить любые наушники на работоспособность. Автор инструкции — AKV.
Любые, даже достаточно дорогие наушники, — весьма недолговечный аксессуар. Но если у вас стал барахлить один наушник, вы случайно порвали провод или отломали штекер — это еще не повод выкинуть гарнитуру в мусорное ведро.
Диагностика проблемы
Перед тем как паять наушники, необходимо разобраться, в чем причина неполадки. Самая вероятная причина — механическое истончение проводов внутри кабеля. Как правило, это место их присоединения к наушнику или штекеру. В ряде случаев причиной может быть разрыв проводков в результате сильного защемления, удара и т. д.
Определить, какой провод наушника поврежден, несложно — он обычно безмолвствует, или же звук издается из него с характерными хрипами. Для диагностики можно слегка покачать основной кабель. Ищут неисправности постепенно, от наушника к штекеру. Место перелома чувствуется при перегибании на 90 градусов провода вокруг большого пальца. Если при такой диагностике звук чудом восстановился, то заменить придется именно штекер.
Участок повреждения (если он не явно выражен) обнаруживается с 50%-й вероятностью при разборе соединения наушника с проводом и уверенностью в определении неисправного канала.
Что необходимо для ремонта
Непосредственно перед тем, как паять провода от наушников, проверьте наличие следующих инструментов и материалов:
- припой;
- паяльное устройство;
- канифоль;
- технический нож;
- таблетки аспирина (ацетилсалициловой кислоты) — сгодятся даже просроченные.
Как правильно паять наушники
Рассмотрим первый эффективный способ:
- Чтобы перестраховаться, обрежьте на 1-3 см больше кабеля, чем включает его в себя проблемный участок.
- Нужный канал находится по цвету. Общий — синий или желтый, иногда просто медный, без изоляции. Правый канал — зеленый, левый — красный.
- Снимите изоляцию — на более 0,5 см от конца кабеля. Полимерная легко и аккуратно удаляется строительным ножом. Если она лаковая или из краски, то потребуется паяльник. Можно также аккуратно зачистить ножиком.
- Следующий пункт — лужение концов припоем. Нагрейте паяльник, возьмите наконечником его «жала» маленькую частичку припоя.
- Установите кончики проводков на канифоль и ровным слоем распределите припой по всей их поверхности. Провода готовы к пайке.
Если вы хотите совместить процедуру удаления лаковой изоляции и лужения, то вам потребуется таблетка аспирина. Хочется предупредить, что такой ремонт нужно проводить в проветриваемой комнате, стараться не вдыхать дым. Кладите провод на таблетку, затем действуйте паяльником с жирной капелькой канифоли. Это сочетание подчистую удаляет покрытие из лака.
Второй способ пайки
Второй способ, подсказывающий, как паять наушники с лужением проводков наждачкой:
- Зерна наждачной бумаги не должны быть особо крупными. Самого материала понадобится маленький кусочек.
- На материал нанесите немного канифоли, затем разместите на ней проводок.
- Прогрейте как следует его паяльником, вытяните. Лак на проводе начнет размягчаться.
- Повторяйте процедуру с вытягиванием, пока изоляция полностью не соскоблится.
- После ремонта заизолируйте участок термоусадкой или изолентой.
Некоторые снимают изоляцию с помощью огонька зажигалки, затем удаляют нагар спиртом и флюсом.
Ремонт штекера
Как паять перекусанные провода от наушников, мы разобрали. Припайка штекера производится по похожей схеме, имеющей свои особенности.
Для начала ознакомьтесь со схемой подключения обычных наушников.
Как паять штекер наушников:
- Отрежьте неработающий штекер, с проводками проведите те же действия, что были описаны выше. Важно оголить их минимальные участки (2-3 мм), так как соприкосновения в эксплуатации может привести к короткому замыканию.
- Проденьте новый штекер через корпус основания наушников.
- Соединительные участки на штекере стоит немного поцарапать для более легкой пайки. В местах присоединения кабеля их стоит также облудить.
- Сначала присоединяется «земля» (медный провод), затем левый (белый) и правый (красный) каналы.
- Защитите участок изолентой. Чтобы пайка случайно не нарушилась, в непосредственной близости от заизолированного участка завяжите на проводке узелок.
- Закройте участок корпусом.
А эта схема пригодится тем, кто чинит наушники, снабженные микрофоном (гарнитура).
Как паять наушники с микрофоном? По такому же алгоритму, только присоединить к штекеру придется четыре проводка вместо трех.
Неудовлетворительный результат ремонта штекера
Если в ходе тестирования вы заметили, что динамик одного из наушников продолжает молчать, причина проблемы может быть таковой:
- некачественно спаяны соединения;
- беда с динамиком наушника — велика вероятность обрыва провода непосредственно вблизи него;
- проблема в теле кабеля.
При первой проблеме процесс спайки придется повторить, при последней — обратиться к инструкциям в начале статьи (по ремонту оборванных проводков). Как паять наушники при второй проблеме:
- Обрежьте провод рядом с нерабочим наушником.
- Разберите наушник — самозащелкивающаяся конструкция легко позволит это сделать.
- Зачистите, залудите проводок.
- Припаяйте проводки наушника к проводкам тела кабеля, протестируйте, соберите в исходный вид.
При наличии паяльника и элементарных навыков работы с ним процедура починки наушников вполне понятна и несложна. Диагностика неполадки также не вызывает затруднений. Основная причина — механические повреждения проводов в теле кабеля либо в местах соединения с наушниками и штекером. Мы будем рады, если эта статья помогла вам вернуть свою гарнитуру в рабочее состояние.
Наушники — поистине незаменимая вещь в современной жизни, сегодня они есть практически у каждого вне зависимости от возраста или пола. Они представляют собой идеальный вариант: вы можете наслаждаться любимой музыкой, совершенно не мешая окружающим, к тому же, и вам не будут мешать посторонние звуки. Конечно, всё это — очевидные преимущества, которые по достоинству оценили миллионы потребителей.
Но и эта вещь нередко может ломаться, поэтому пайка наушников — явление далеко не редкое в практике многих народных умельцев. Отдавать устройство по гарантии, конечно, самое верное решение, но что делать, если срок уже истёк? Обратим внимание на то, что схема «ушей», как правило, стандартна: наверное, почти все модели наушников сегодня делают по аналогичным техническим образцам.
Опыт использования показывает, что практически любая поломка подобного устройства является примитивной по своей сути, чаще всего мы имеем дело с простым разрывом контакта на том или ином участке цепи. Именно поэтому освоить ремонт наушников не так сложно, особенно если вы обладаете некими базовыми навыками работы с паяльником и способны разобраться в достаточно простом алгоритме.
Самостоятельный ремонт наушников
Давайте обратимся к рассмотрению проблемы с аналитической позиции: схема такова, что, по сути, в данном устройстве, как и в любой подобной электронике, есть чётко фиксируемые слабые места, которые, в большинстве случаев, и являются носителями сбоя. Эти участки — соединения различных элементов устройства, и пайка сосредотачивается как раз таки на них. Очень часто, понимая этот простой момент, вы можете гарантировать то, что обнаружение проблемной зоны займёт у вас минимум времени.
Итак, основными признаками неисправности могут служить ухудшение и исчезновение звука в «ушах», неполадки с микрофоном, посторонний треск, искажение звука при перемещениях штекера.
Нередко страдают сгибы проводов, в которых от времени токопроводящие жилы начинают истончаться и обрываться. Собственно, во всех этих случаях пайка для наушников просто необходима, и, даже если вы этим никогда не занимались, не стоит этого бояться — всё осваивается в считанные минуты.
Важно, что для реализации поставленной задачи нам не нужно каких-то особых сложных приборов или расходных материалов. Мы обойдёмся вполне подручными средствами. Пайка, конечно, предполагает у вас наличие олова и паяльника, коль скоро, таковых у вас не оказалось, их можно и приобрести — вещь полезная и недорогая. Насчёт штекера: вы можете выбрать обычный джек или мини-джек, всё зависит от входа, с которым впоследствии придётся работать.
Далее нужен клей, это может быть секундный клей или резиновый, к тому же, некоторые используют клеевой пистолет. Вообще, если предполагается пайка для штекера, лучше использовать более эластичный вариант, а составы, застывающие в твёрдом виде, оптимальны в случаях пайки компьютерных наушников, оборудованных микрофоном. Кроме того, нам нужны плоскогубцы или кусачки для откусывания проводов. Если вы готовы прозвонить наушники — резонно также использовать мультиметр, так мы сможем с большей точностью определить местонахождение поломки.
Паяем джек
Эта поломка наушников является самой распространённой и опасной. Одновременно с этим пайка в данном случае оказывается довольно простой, однако, стоит внимательно соблюдать все тонкости технологии, для того чтобы соединение прослужило достаточно долго. Схема решения довольно проста.
- Обрезаем сломанный штекер и зачищаем провод. Если их два, выбираем тот, что отмечен зелёным, обычно, в подобных устройствах звуковой выход обозначается именно так.
- Зачищаем провод и обнаруживаем три жилы: две в обмотке — это каналы: правый и левый, без обмотки — масса, напаиваем на каждую чуть-чуть олова, теперь здесь всё готово к работе. Подготовка проводов на этом завершена.
- Внутри нового штекера обнаруживаем также три контакта: два маленьких — это каналы, большой, соответственно, масса.
- Припаиваем жилы к контактам штекера, естественно, так, чтобы они не перемыкались. Проверяем работоспособность. Теперь нужно всё заизолировать и залить клеем. Всё готово!
Паяем «уши» с микрофоном
В данном случае схема ремонта наушников практически такая же. Подготовка проводов аналогична. В случае с микрофоном нам не нужно штекера. Просто разбираем соответствующий элемент и внимательно ищем место разрыва. Возможно, паять придётся очень мелкие детали, так что неплохо будет, если вы вооружитесь канцелярским ножом и пинцетом. В случае с микрофоном, который представляет собой монофоническое устройство, здесь всего два контакта.
Как видите, всё не так сложно. Надеемся, наши советы были полезны для вас!
Паяльник в наши дни есть далеко не у всех. А вот наушники имеются практически у каждого, а то и не одни. И как все знают, любым наушникам свойственно дохнуть… И как всегда не вовремя. Так что сегодня будем выкручиваться и вы узнаете как починить наушники без паяльника. Из инструментов потребуется только нож, зажигалка и скотч:)
Конечно такой ремонт трудно назвать идеальным. Но он идеально подходит, например, если Вас ждет многочасовая поездка на электричке, а наушники скоропостижно скончались самым подлым образом.
Нужен донор
Запаять наушники без паяльника, увы не получится. Конечно, при желании, можно и раскаленным гвоздем паять. Но для этого уже нужно уметь паять. Да и олово с канифолью все равно потребуются…
Единственная трудность, которая может возникнуть по пути, заключается в том, что потребуется заведомо рабочий AUX — кабель или разъем от других, работающих наушников с куском провода.
AUX-кабель приобрести дешевле наушников, но в нем нет микрофона, поэтому если у Вас гарнитура то придется смириться с тем, что она будет урезана в полномочиях и лишиться микрофона и кнопочек. Зато как приятно когда не работающие наушники запоют, а отсутствие кнопочек можно пережить.
AUX- кабель сейчас продается в любом ларьке и переходе за абсолютно смешные деньги. Нужен он обычно для подключения вашего аудио устройства(телефон, плеер…) к сабвуферу или авто-магнитоле.
Спасибо братьям китайцам, сейчас встречаются вполне сносные шнурки начиная от 0.5$ . Провод, использованный в статье, стоил около доллара. Ну а ножик для бумаги, зажигалка и скотч я думаю и так у каждого дома по шкафам валяются.
Итак поскребли по сусекам, ну в смысле по шкафам, нашли весь инструментарий, сгоняли в ларек за (пивом) шнурком, что дальше то?
Первым делом бесцеремонно перерезаем AUX-кабельПеререзаем в 5-7 сантиметрах от разъема, а лучше еще дальше. Не стоит отрезать короче т.к. если запороть, то потом не будет возможности исправить. И лучше когда место соединения располагается подальше от разъема.
Теперь снимем резиновую оплеткуСпециально для этой статьи был найден самый тупой нож, дабы попробовать все на себе).
Удобнее всего надрезать оплетку именно как на фотографии. Не нужно сильно прижимать лезвие. Благодаря сгибанию, оплетка сама будет расходится. Проворачиваем провод, делая надрезы и, когда прошли круг, снимаем оплетку. Главное не прорезать проводки.
Лучше оголить около 2-х сантиметров проводков, так будет проще, а площадь контакта больше. Что увеличит надежность. Проводки покрыты лаком, который необходимо счистить. Сначала была попытка очистки лака ножом.
Не самый лучший способ. Проводки очень тонкие и при таком грубом механическом воздействии отрываются вместе с лаком. Чему хорошо способствует тупость ножа. В принципе острым ножом это делается легко. Но острого ножа у нас нет, поэтому воспользуемся зажигалкой. Ну или хотя бы спичками.
Счищаем лакДля укрепления тонких медных проводков, производители переплетают их с капроновой ниткой. А капрон, как известно, хорошо горит. Не исключено, кстати, что лак тоже горит. Поэтому на доли секунды вносим конец провода в огонь. Он быстренько вспыхивает и слегка загорается. Когда прогорит 1-1.5 сантиметра нужно на него подуть, если сам не потухнет.
Лак и капрон оставляют небольшой нагар, который в большинстве случаев легко счищается ногтем. В итоге мы имеем очищенные от лака неповрежденные проводки.
Главное не держать проводки в огне слишком долго, т.к. они могут просто сгореть и отвалиться((Кому-то вариант с ножом может показаться удобнее.
Дело наконец дошло и до наушниковПеререзаем им провод. Обычно провода наушников переламываются прямо на выходе из разъема, и чтоб уж наверняка отрезать перебитую часть, отрезаем в 2-3 см выше разъема. Можно и еще выше — как Вам угодно.
Оголяем им проводки и зачищаем их от лака так же как и проводки AUX-кабеля.
Определяемся какие провода скручиватьПроводков в гарнитуре явно побольше чем три — их пять. Два провода отвечают за микрофон, и три за наушники. Разлохмаченный золотой провод(земля) был накручен поверх тонкого белого — микрофонного.
Теперь перед нами встает непосильная задача — скрутить нужные проводки вместе . На самом деле все просто ! Три AUX — проводка к трем проводкам наушников. В данном случае получилось, что расцветки внутренних проводков совпали и скрутив одинаковые цвета наушники заработали.
О том как определить цвета нужных проводков читайте в статье:
Можно воспользоваться и таким простейшим способом: втыкаем наш разъем в любое аудио устройство лежащее под рукой. Кассетный плеер лежал ближе всех.
земля — золотой (желтый)
левый — синий (зеленый )
правый — красный
Но как и у любого другого правила, у этого тоже есть исключения, особенно это касается гарнитур. Например бывает, что правый — зеленый, левый синий, а красный — микрофон или встречаются еще смеси цветов. Но ЗОЛОТОЙ всегда ЗЕМЛЯ. Смеси цветов с золотым, в большинстве случаев тоже земля.
Золотой идет к обоим наушникам, поэтому он и общий, по нему ток как бы вытекает из каждого динамика, а по двум другим ток в динамики втекает. Ну это если оооочень грубо 🙂
Поэтому первым делом скручиваем между собой все золотые. Теперь поочередно скручиваем проводки ремонтируемых наушников с проводками AUX-кабеля. Суть в том, что красный проводок разъема AUX-кабеля нужно скрутить с красным проводком наушников и тогда правый наушник запоет. В вашем случае цвета могут отличаться и может быть что красный нужно скрутить с синим или как-то по другому. Главное золотой на землю, а остальное прикрутить так. чтобы оба наушника играли.
Определили? Отлично! Теперь проводки, оставшиеся невостребованными, отрезаем либо скручиваем с общим проводом. Я предпочел отрезать.
Для того чтобы обеспечить максимальный контакт лучше сначала размохрить два скручиваемых проводка, наложить один на другой, а затем плотно скрутить. Такой вариант предпочтительнее, чем скручивать каждый по отдельности а потом вместе.
Итак проводки скручены, наушники поют — на лице улыбка).
Так как лак с проводков мы счистили, то теперь у них нет изоляции. Если замкнуть скрутки между собой то либо вы сделаете себе моно либо отрубите один канал. Поэтому нужно их изолировать, чтобы исключить замыкание между собой.
Сначала изолируем каждую скрутку по отдельности. Помимо самой изоляции это еще и упрочнит соединения. Почему-то я сделал это малярным скотчем, наверное лежал ближе. Это не важно.
Теперь замотаем все вместе широким скотчем, слоя в 3 — 4. Или 5 — дело вкуса)
Обычно в таких случаях я предпочитаю разносить места скруток подальше друг от друга, чтобы они не касались друг друга.
ГОТОВО!Вот и долгожданным итог всех наших стараний:-) Возможно это и выглядело чем-то долгим, но это совсем не так! На весь процесс хватит и 15 минут. Главное понимать, что вы делаете. А я надеюсь, что теперь вы понимаете как починить наушники без паяльника.
Улучшаем технологию:Всетаки использовать скотч — это не кошерно. Поэтому предлагаю немного улучшить технологию, опять таки без паяльника.
Придется прикупить в магазине электроники или хоз-маге термоусадочную трубку, она же термокембрик. Это такая хитрая трубка, которая умеет при нагревании сжиматься в диаметре как минимум вдвое. Стоит сие чудо около 0.1 — 0.5$ за метр.
Нам понадобятся два термокембрика с диаметрами 1-2 мм и второй 4-5 мм. Надеваем кусочки тоненькой термотрубки на наши скрутки. Кусочки отрезаем с полуторным запасом.
Теперь нужно термокембрик нагреть. Обычно я делал это паяльником, но т.к. Мы договорились, что его у меня нет, и рассказ именно о том как починить наушники без паяльника, мне пришлось выкручиваться.
Метод оказался достаточно эффективным и термотрубки сжались. Можно использовать галогенку или утюг. В принципе народ и обычным феном их греет. Обычно пока они еще горячие я дополнительно сплющиваю их пальцами т.к. не всегда есть под рукой трубки нужного диаметра, да и при этом они слегка склеиваются внутри.
Перед скручиванием проводков нужно не забыть одеть 4-х миллиметровую термотрубку на провод наушников. Эту термотрубку в последствии нужно надеть на место стыка и так же сжать теплом лампы. Вообще можно и на огне зажигалки сжимать, но можно случайно подплавить или поджечь лишнее.
Я использовал кусок длинной около 8 а то и 10 см. Для упрочнения конец термотрубки был одет непосредственно на резиночку разъема.
Как видите это не так сложно, как кажется и теперь вы знаете как починить наушники без паяльника. Подобный ремонт нельзя назвать полноценным, это скорее альтернатива для экстренных случаев.
Конечно возможно, что ваши наушники проработают еще много времени после такого ремонта.
В любом случае, надежнее будет спаять скрученные провода наушников. Сделать этот совсем не сложно. Читайте как:
Материал подготовлен исключительно для сайта
Стандарты, обычно используемые в соединительной промышленности Великобритании
TWI Часто задаваемые вопросы
Электроника и полупроводниковые приборы (под пайку)
Общий
BS 3934
Механическая стандартизация полупроводниковых приборов
Часть 5: 1997 Рекомендации, применяемые к ленточному автоматизированному соединению (TAB) интегральных схем
Идентично IEC 60191-5: 1997
Приведены рекомендации, применяемые к интегральным схемам, поставляемым в корпусах, использующих ленточное автоматическое соединение (TAB) в качестве основного компонента для структурных функций и функций соединения.Стандарт применим к готовому компоненту, поставляемому производителем пользователю, и не определяет требований, касающихся интерфейса ИС с лентой (соединение внутреннего вывода или ILB).
BS EN 60191
Механическая стандартизация полупроводниковых приборов
Идентично IEC 60191
Часть 6: 2009 Общие правила подготовки габаритных чертежей корпусов полупроводниковых приборов поверхностного монтажа
Подготовка эскизных чертежей полупроводниковых устройств для поверхностного монтажа описана в общих чертах, дополняющих части 1 и 3 стандарта EN 60191.Включены все дискретные полупроводники для устройств поверхностного монтажа с числом выводов больше или равным 8, а также интегральные схемы, классифицированные как форма E в разделе 3 EN 60191-4.
Часть 6-1: 2001 Механическая стандартизация полупроводниковых приборов. Общие правила подготовки эскизных чертежей корпусов полупроводниковых приборов для поверхностного монтажа. Руководство по проектированию выводов типа «крыло чайки»
Требования к правилам конструирования пластиковых пакетов оконечной формы с выводами типа «крыло чайки»; е.g., QFP, SOP, SSOP, TSOP и т. д., которые являются упаковками, классифицированными как форма E в IEC 60191-4. Публикация предназначена для установления общих правил по форме выводов независимо от типа упаковки.
Часть 6-2: 2002 Механическая стандартизация полупроводниковых приборов. Общие правила подготовки эскизных чертежей корпусов полупроводниковых приборов для поверхностного монтажа. Руководство по проектированию корпусов шариковых и столбчатых клемм с шагом 1,50 мм, 1,27 мм и 1,00 мм
Требования к подготовке чертежей контуров интегральных схем для различных корпусов шаровых терминалов, e.грамм. сетка из керамических шариков (C-BGA), матрица из пластиковых шариков (P-BGA), матрица из ленточных шариков (T-BGA) и другие, а также клеммные блоки для колонн, например керамическая сетка столбцов (C-CGA).
Часть 6-5: 2001 Механическая стандартизация полупроводниковых приборов. Общие правила подготовки эскизных чертежей корпусов полупроводниковых приборов для поверхностного монтажа. Руководство по проектированию решетки с мелким питчболом (FBGA)
Представлены общие габаритные чертежи и размеры для всех типов конструкций и составных материалов из решетки с мелким шагом шариков (FBGA) с шагом выводов, меньшим или равным 0,80 мм, и квадратным контуром корпуса корпуса.
Часть 6-6: 2001 Механическая стандартизация полупроводниковых приборов. Общие правила подготовки эскизных чертежей корпусов полупроводниковых приборов для поверхностного монтажа. Руководство по проектированию решетчатой решетки с мелким шагом (FLGA). Предлагаемая поправка к терминологии
Предоставляются общие габаритные чертежи и размеры для всех типов конструкций и составных материалов из решетки с мелким шагом (FLGA) с шагом выводов меньше или равным 0,80 мм и квадратным контуром корпуса.
Часть 6-12: 2011 Общие правила подготовки габаритных чертежей корпусов полупроводниковых приборов поверхностного монтажа. Рекомендации по проектированию массива наземной сетки с мелким шагом (FLGA)
Предоставляются стандартные габаритные чертежи, размеры и рекомендуемые варианты для всех корпусов решетки наземной решетки с мелким шагом (FLGA) с шагом выводов 0,8 мм или меньше.
Часть 6-13: 2007 (+ 2013 черновик) Механическая стандартизация полупроводниковых приборов. Рекомендации по проектированию гнезд с открытым верхом для решетки с мелким шагом и решетки с мелким шагом (FBGA / FLGA)
Представлено руководство по проектированию полупроводниковых розеток с открытым верхом для решетки с мелким шагом шариковых решеток (FBGA) и наземной решетки с мелким шагом (FLGA).Стандарт предназначен для установления габаритных чертежей и размеров розетки открытого типа вне тестовых и обжиговых розеток, применяемых для FBGA и FLGA.
Часть 6-17: 2011 Механическая стандартизация полупроводниковых приборов. Общие правила подготовки эскизных чертежей корпусов полупроводниковых приборов для поверхностного монтажа. Руководство по дизайну для штабелированных пакетов. Решетка с мелким шагом шариковой решетки и решетка с мелким шагом решетки (P-PFBGA и P-PFLGA)
Предоставляются габаритные чертежи и размеры для штабелируемых пакетов и отдельных штабелируемых пакетов в форме FBGA или FLGA.
Часть 6-18: 2010 Общие правила подготовки габаритных чертежей корпусов полупроводниковых приборов поверхностного монтажа. Руководство по проектированию массива шариковых решеток (BGA)
Предоставляются стандартные габаритные чертежи, размеры и рекомендуемые варианты для всех корпусов с решеткой с квадратными шариками (BGA), шаг выводов которых составляет 1 мм или больше.
Часть 6-22: 2013 Общие правила подготовки габаритных чертежей корпусов полупроводниковых приборов поверхностного монтажа. Руководство по проектированию полупроводниковых корпусов.Кремниевый массив шариковых решеток с мелким шагом и кремниевый массив наземных решеток с мелким шагом (S-FBGA и S-FLGA)
Приведены общие чертежи и размеры, общие для структур корпусов на основе кремния и материалов корпусов массивов с шариковой решеткой (BGA) и корпусов с наземными решетками (LGA).
BS EN 61760
Технология поверхностного монтажа
Идентично IEC 61760
Часть 1: 2006 Стандартный метод спецификации компонентов поверхностного монтажа (SMD)
Указан эталонный набор условий процесса и соответствующих тестов, которые следует использовать при детализации требований к компонентам для электронных компонентов, предназначенных для использования в технологии поверхностного монтажа.
Часть 2: 2007 Условия транспортировки и хранения устройств для поверхностного монтажа (SMD) — руководство по применению
Указаны условия транспортировки и хранения устройств для поверхностного монтажа (SMD), обеспечивающие безаварийную обработку устройств (активных и пассивных). (Условия для печатных плат не входят в стандарт.)
Часть 3: 2010 Стандартный метод спецификации компонентов для пайки оплавлением сквозных отверстий (THR)
Справочный набор требований, условий процесса и соответствующих условий испытаний, которые будут использоваться при составлении спецификаций электронных компонентов, предназначенных для использования в технологии пайки оплавлением через сквозные отверстия, предоставлен для обеспечения того, чтобы компоненты с выводами, предназначенными для оплавления через сквозные отверстия, и Компоненты для поверхностного монтажа могут подвергаться одинаковым процессам размещения и монтажа.
Часть 4: 2015 Классификация, упаковка, маркировка и обращение с устройствами, чувствительными к влаге
Определены методы классификации устройств, чувствительных к влаге, по уровням чувствительности к влаге, связанным с теплом пайки, а также положения по упаковке, маркировке и обращению. Стандарт распространяет методы классификации и упаковки на компоненты, где раньше это не требовалось или не считалось целесообразным. Для этих случаев указываются дополнительные уровни чувствительности к влаге и альтернативный метод упаковки.Стандарт распространяется на устройства, предназначенные для пайки оплавлением, такие как устройства для поверхностного монтажа, и устройства для сквозных отверстий со специальной документально подтвержденной поддержкой пайки оплавлением. Полупроводниковые приборы и устройства для пайки потоком (волной) не включены.
BS PD IEC / TS 62647
Управление процессами для авионики. Электронные системы для авиакосмической и оборонной промышленности, содержащие бессвинцовый припой
Идентично IEC / TS 62647
Часть 1: 2012 Бессвинцовый менеджмент
Цели и требования к процессам документирования, которые гарантируют клиентам и регулирующим органам, что аэрокосмические и высокопроизводительные электронные системы, содержащие бессвинцовый припой, отдельные детали и платы, будут удовлетворять применимым требованиям к рабочим характеристикам, надежности, летной годности, безопасности и удостоверяемость на протяжении указанного срока исполнения.
Часть 2: 2012 Смягчение вредного воздействия олова
Установлены процессы документирования мер по снижению вредного воздействия оловянной отделки в электронных системах. PAS применяется к аэрокосмическим и высокопроизводительным электронным приложениям, которые закупают оборудование, которое может содержать оловянную отделку, не содержащую свинца.
Часть 21: 2013 Управление программами. Руководство по системному проектированию для управления переходом на бессвинцовую электронику
Эта часть предназначена для помощи в управлении программами и / или управлении системным проектированием в управлении переходом на бессвинцовую (бессвинцовую) электронику для обеспечения надежности и производительности продукта, и ее следует использовать вместе с частями 1 и 2.
Часть 22: 2013 Технические рекомендации
Техническое руководство предоставляется поставщиками аэрокосмических систем, например производители оригинального оборудования и средства технического обслуживания при разработке и внедрении проектов и процессов для обеспечения непрерывной работы, качества, надежности, безопасности, летной годности, контроля конфигурации, доступности, ремонтопригодности и поддержки высокопроизводительных аэрокосмических систем (далее именуемых AHP). во время и после перехода на бессвинцовую электронику.
ECSS-Q-ST-70-38C: 2008
Высоконадежная пайка для поверхностного монтажа и смешанная техника
Европейское сотрудничество в области космической стандартизации
Этот стандарт Европейского космического агентства (ESA) определяет технические требования и положения по обеспечению качества для производства и проверки высоконадежных электронных схем на основе устройств поверхностного монтажа (SMD) и смешанной технологии. Определены критерии приемки и отклонения высоконадежного изготовления схемных узлов для поверхностного монтажа и смешанной технологии, предназначенных для выдерживания нормальных земных условий, а также вибрационных перегрузок и условий окружающей среды, создаваемых космическим полетом.Он охватывает материалы, дизайн и качество изготовления; монтаж и поддержка компонентов, клемм и проводов для рабочих температур от -55 до +85 ° C. Специальные теплоотводы применяются к устройствам с высоким тепловыделением (например, температура перехода 110 ° C, силовые транзисторы), чтобы гарантировать, что паяные соединения не превышают 85 ° C.Расходные материалы
ASTM F72: 2006
Стандартная спецификация для золотой проволоки для соединения полупроводниковых выводов.
Изъято.Замена не требуется.
Круглые вытянутые / экструдированные золотые провода для электрических соединений внутренних полупроводниковых приборов покрываются. Провода доступны в четырех классификациях, а именно: проволока, модифицированная медью, проволока, модифицированная бериллием, высокопрочная проволока и проволока специального назначения. Провода должны быть проверены с помощью предложенных методов испытаний, и каждый класс должен соответствовать установленным требованиям к химическому составу, механическим свойствам (разрывная нагрузка и удлинение), размеру (диаметр и вес), а также качеству изготовления и отделке.Также должны проводиться испытания на скручивание, осевое скручивание и округлость проволоки.
ASTM F106-12
Стандартные спецификации для пайки присадочных металлов для электронных устройств
Спецификация покрывает требования к присадочным металлам, подходящим для пайки внутренних частей и других критических участков электронных устройств в неокисляющей атмосфере. Формы материала — лента, проволока, преформы и порошки. Предписанные элементы включают химический состав (на основе серебра и золота), информацию для заказа, механические свойства, размеры, допуски, отделку, испытания (на чистоту и разбрызгивание) и упаковку.Необязательное приложение включает руководство по классификации присадочных металлов вакуумного класса AWS, рекомендации по процедуре пайки, рабочие характеристики и применимость нескольких стандартных присадочных материалов
ASTM F487: 2013
Стандартная спецификация для тонкой проволоки из алюминия с 1% кремния для соединения полупроводниковых выводов
Проволока из алюминиевого сплава 1% кремния для соединения свинца полупроводниковых приборов определена и ограничена проволокой диаметром до 0,0020 дюйма (0,051 мм) включительно.Поверхность проволоки должна быть чистой, без следов масла для пальцев, остатков смазки, пятен и твердых частиц. Удлинение и разрывная нагрузка должны быть проверены на соответствие предписанным требованиям. Подробно описаны методы определения размеров проволоки; химические требования определены спектрографическим анализом.
BS EN 61190
Присоединительные материалы для электронного узла
Идентично IEC 61190
Часть 1-1: 2002 Требования к флюсам для пайки для высококачественных межсоединений в сборке электроники
Этот стандарт представляет собой документ о характеристиках флюса, контроле качества и закупках.Он определяет классификацию материалов для пайки, включая жидкую флюсовую пасту, пасту флюс, флюс для паяльной пасты, флюс для припоя для преформ и припой с флюсовой сердцевиной, посредством спецификаций методов испытаний и критериев контроля. Он предназначен для применения ко всем типам флюсов, используемых для пайки и, в частности, для пайки в электронике, особенно для высококачественных межсоединений при сборке электроники.
Часть 1-2: 2014 Требования к паяльным пастам для высококачественных соединений в сборке электроники
Требования к паяльной пасте описаны в общих чертах через определения свойств и спецификации методов испытаний и критериев контроля.Стандарт применим ко всем типам паяльных паст, используемых для общей пайки и для пайки при сборке электроники, особенно для высококачественных соединений при сборке электроники.
Часть 1-3: 2007 + A1: 2011 (+ 2015 черновик) Требования к припоям для электроники, флюсовым и нефлюсовым твердым припоям для электронной пайки
Эта часть стандарта относится к припоям для электроники, флюсовым, нефлюсовым стержням, ленточным и порошковым припоям, кроме паяльной пасты.Требования и методы испытаний предписаны как для пайки электронных устройств, так и для специальных припоев для электроники.
IPC J-STD-004B: 2008 + A1: 2011
Требования к флюсам для пайки
Этот стандарт устанавливает общие требования к классификации и характеристике флюсов для высококачественных паяных соединений.
IPC J-STD-005A: 2012
Требования к паяльным пастам
Приведены общие требования к характеристикам и испытаниям паяльных паст, используемых для создания высококачественных электронных межсоединений.
IPC J-STD-006C: 2013
Требования к припоям для электроники, флюсовым и нефлюсовым твердым припоям для пайки электронных устройств
Описаны номенклатура, требования и методы испытаний припоев для электроники, флюсовых и нефлюсовых прутков, лент и порошковых припоев, для пайки электронных устройств и специальных припоев для электроники.
Вступление и персонал
BS EN 61191
Печатные платы в сборе
Идентично IEC 61191
Часть 1: 2013 (+ проект 2015 г.) Общая спецификация.Требования к паяным электрическим и электронным узлам с использованием технологий поверхностного монтажа и родственных сборочных технологий
Установлены требования к материалам, методам и критериям проверки для производства качественных паяных межсоединений и сборок с использованием технологий поверхностного монтажа и связанных с ними технологий сборки. Также включены рекомендации по правильному производственному процессу.
Часть 2: 2013 г. (+ проект 2015 г.) Спецификация в разрезе. Требования к паяным узлам для поверхностного монтажа
Установлены требования к паяным соединениям для поверхностного монтажа.Требования относятся к тем узлам, которые полностью устанавливаются на поверхность, или к частям, устанавливаемым на поверхность, к тем узлам, которые включают другие связанные технологии (например, сквозное отверстие, монтаж микросхемы, монтаж клемм и т. Д.).
Часть 3: 1999 г. (+ проект 2015 г.) Спецификация в разрезе. Требования к паяным узлам для сквозного монтажа
Установлены требования к сборке выводов и отверстий под пайку. Требования касаются тех сборок, которые являются полностью выводными и отверстиями, технологией монтажа в сквозные отверстия (THT) или частями THT тех сборок, которые включают другие связанные технологии (т.е. поверхностный монтаж, монтаж микросхемы, клеммный монтаж).
Часть 4: 1999 г. (+ проект 2015 г.) Спецификация в разрезе. Требования к клеммным паяным узлам
Установлены требования к клеммным паяным узлам. Требования относятся к тем сборкам, которые полностью представляют собой соединительные конструкции между клеммами и проводами, или к частям клемм и проводов тех сборок, которые включают другие связанные технологии (например, поверхностный монтаж, монтаж в сквозное отверстие, монтаж микросхемы).
BS EN 61192
Требования к качеству паяных электрических сборок
Идентично IEC 61192
Часть 1: 2003 Общие
Указаны общие требования к производству, обращению и качеству изготовления паяных электронных сборок на печатных платах и аналогичных ламинатах, прикрепленных к поверхности (ам) органических подложек.Он охватывает требования к применению стандартных, предпроцессорных мероприятий, подготовке компонентов, монтажной конструкции и подготовке печатной платы, нанесению паяльной пасты для поверхностного монтажа, нанесению и отверждению непроводящего клея, размещению компонентов для поверхностного монтажа, вставке компонентов в сквозные отверстия, размещение клемм и запрессованных контактов, пайка оплавлением, пайка погружением, индивидуальная точечная пайка, чистка, электрические испытания, доработка и ремонт, защитные покрытия, упаковка, отгрузка и обучение.
Часть 2: 2003 Узлы поверхностного монтажа
Этот британский стандарт определяет общие требования к производству, обращению и обработке паяных, монтируемых на поверхность электронных сборок и многокристальных модулей на органических подложках, печатных платах и аналогичных ламинатах, прикрепленных к поверхности (-ям) неорганических подложек. Он охватывает требования по применению стандарта, подготовке компонентов, нанесению паяльной пасты, нанесению непроводящего клея, временной маскировке, размещению компонентов, доработке после размещения, отверждению клея, пайке, очистке, размещению вручную и пайке, а также электрическому тестированию.
Часть 3: 2003 Монтажные узлы в сквозное отверстие
Приведены общие требования к качеству изготовления паяных узлов для монтажа в сквозные отверстия на органических подложках, печатных платах и аналогичных слоистых материалах, прикрепленных к поверхности (-ям) неорганических подложек. Он применяется к сборкам, которые представляют собой полностью сквозные или смешанные сборки, включая поверхностный монтаж или другие связанные технологии сборки, например клеммы, провода.
Часть 4: 2003 Клеммные блоки
Приведены общие требования к качеству изготовления узлов с пайкой выводов на органических подложках, печатных платах и аналогичных слоистых материалах, прикрепленных к поверхности (-ям) неорганических подложек.Он применяется к сборкам, которые являются полностью терминальными или смешанными сборками, включая поверхностный монтаж или другие связанные технологии сборки, например сквозное отверстие, провода.
Часть 5: 2007 Переделка, доработка и ремонт паяных электронных узлов
Представлена информация и требования, применимые к процедурам модификации, доработки и ремонта паяных электронных сборок. Рассматриваются конкретные процессы, используемые для производства паяных электронных сборок, когда компоненты прикрепляются к печатным платам и к соответствующим частям получаемых продуктов, а также действия, которые могут составлять часть работы по сборке продуктов со смешанной технологией.
BS PD IEC / PAS 61249-8-5: 2014
Квалификация и технические требования к перманентной паяльной маске и материалам гибкого покрытия
Идентично IPC-SM-840E: 2010
Требования к — оценке паяльной маски и покровных материалов; соответствие свойств паяльной маски и материала покрытия; аттестацию паяльной маски и материала покрытия с помощью соответствующей тестовой подложки; квалификационная оценка паяльной маски и покровного материала в сочетании с производственным процессом печатной платы — установлена.
BS PD IEC / TS 62647
Управление процессами для авионики. Электронные системы для авиакосмической и оборонной промышленности, содержащие бессвинцовый припой
Идентично IEC / TS 62647
Часть 23: 2013 Руководство по переделке и ремонту для устранения последствий использования бессвинцовой электроники и смешанных сборок
Техническая база, руководство по закупкам, инженерные процедуры и руководства для оказания помощи организациям в переделке / ремонте аэрокосмических и высокопроизводительных электронных систем, независимо от того, были ли они собраны или ранее переработаны / отремонтированы с использованием традиционных сплавов, таких как SnPb или бессвинцовые сплавы, или комбинации предусмотрены как припои, так и обработка поверхности.PAS содержит обзор известных воздействий и проблем, процессов доработки / ремонта, сфокусированный на предоставлении технической структуры, позволяющей специалисту по ремонту выполнить задачу.
ECSS-Q-ST-70-08C: 2009
Ручная пайка высоконадежных электрических соединений
Европейское сотрудничество в области космической стандартизации
Этот стандарт Европейского космического агентства определяет технические требования и положения по обеспечению качества для производства и проверки паяных вручную высоконадежных электрических соединений.Определены критерии приемки и отклонения электрических соединений, предназначенных для выдерживания нормальных земных условий, а также вибрационных перегрузок и условий окружающей среды, создаваемых космическим полетом. Документ описывает инструменты, подходящие материалы, дизайн и качество изготовления. Проверка сборок для ручной пайки, не описанных в настоящем стандарте, выполняется с помощью испытаний на вибрацию и термоциклирование. Приведены требования к поверке. Монтаж и поддержка компонентов, клемм и проводов для рабочих температур от -55 до +85 град.C. прописаны. Для температур, выходящих за пределы этого нормального диапазона, проводятся специальные конструкторские, проверочные и квалификационные испытания, чтобы гарантировать необходимую устойчивость к окружающей среде. Специальные теплоотводы применяются к устройствам с высоким тепловыделением (например, температура перехода 110 ° C, силовые транзисторы), чтобы гарантировать, что паяные соединения не превышают 85 ° C.
ECSS-Q-ST-70-28C: 2008
Ремонт и модификация печатных плат в сборе для использования в космосе
Европейское сотрудничество в области космической стандартизации
В этом стандарте Европейского космического агентства подробно описаны требования и процедуры ремонта и модификации, необходимые для соблюдения строгих стандартов, установленных заказчиком для производства и сборки печатных плат космического качества.Он ограничивается ремонтом и модификацией односторонних, двусторонних и многослойных печатных плат.
IPC-6012D: 2015
Квалификация и технические условия для жестких печатных плат
Установлены и определены квалификационные и эксплуатационные требования для изготовления жестких печатных плат.
IPC-6012DS: Приложение 2015 Космическая и военная авионика к IPC-6012D
IPC-7711B / 7721B: 2007 (+ Amd: 2007, 2014)
Переделка, модификация и ремонт электронных узлов
Приведены процедуры ремонта и переделки печатных плат в сборе, которые включают расширенное покрытие для бессвинцовых процессов, а также дополнительные инструкции по проверке таких операций, как ремонт, для которых могут не быть других опубликованных критериев.
IPC-CM-770E: 2004
Рекомендации по монтажу компонентов печатной платы
В руководстве обсуждаются общие рекомендуемые инструкции по сборке, а также конкретные типы упаковки. Детали описаны подробно, и в каждом разделе описаны особенности, влияющие на класс детали. Приведенные описания и классификации обычно используются в промышленности применительно к военным и коммерческим приложениям.
Качество
BS EN 61191
Печатные платы в сборе
Идентично IEC 61191
Часть 1: 2013 (+ проект 2015 г.) Общая спецификация.Требования к паяным электрическим и электронным узлам с использованием технологий поверхностного монтажа и родственных сборочных технологий
Определены требования к материалам, методам и критериям проверки для производства качественных паяных межсоединений и сборок с использованием технологий поверхностного монтажа и связанных с ними технологий сборки. Включены рекомендации по правильному производственному процессу.
BS EN 61193
Системы оценки качества
Идентично IEC 61193
Часть 1: 2002 Регистрация и анализ дефектов на печатных платах
Определены методы регистрации и анализа дефектов на паяных печатных платах.Последние позволяют эффективно сравнивать производительность между продуктами, процессами и производственными площадками и служат основой для общего улучшения качества. Указан сбор данных о дефектах в двух категориях. Категория 1 ppm: предоставление данных для целей регистрации, позволяющих сравнить общую производительность сборочных операций, и Категория 2 ppm: предоставление данных для оценки, анализа и контроля отдельных подпроцессов.
Часть 2: 2007 Выбор и использование планов выборочного контроля для проверки электронных компонентов и корпусов
Охватывается проверка электронных компонентов, корпусов и модулей для использования в электронном и электрическом оборудовании.Планы выборочного контроля указываются для проверки по атрибутам в предположении, что приемочное число равно нулю (Ac = 0), включая критерии для отбора образцов и процедуры. Предоставляется метод расчета ожидаемого значения статистически подтвержденного предела качества (SVQL) с уровнем достоверности 60%. Помимо прочего, этот метод можно использовать для проверки эффективности управления процессами поставщика.
Часть 3: 2013 Выбор и использование планов выборочного контроля для конечного продукта печатного картона и ламината, а также аудит в процессе производства
Составлены планы выборочного контроля для проверки по атрибутам, включая критерии выбора плана выборочного контроля и процедуры реализации для конечного продукта из печатного картона и ламината, а также аудит в процессе производства.Эти принципы позволяют использовать различные планы выборочного контроля, которые могут применяться к отдельному атрибуту или набору атрибутов в соответствии с классификацией важности в отношении формы, соответствия и функции.
IPC-A-600J: 2016
Приемлемость печатных плат
Описываются предпочтительные, приемлемые и несоответствующие условия, которые наблюдаются на печатных платах снаружи или изнутри, и визуальная интерпретация минимальных требований, изложенных в различных спецификациях печатных плат, e.грамм.; Приведены серии IPC-6010, J-STD-003 и т. Д.
IPC-A-610F: 2014 (+ Amd.1: 2015)
Приемлемость электронных узлов
Этот стандарт представляет собой набор требований приемлемости визуального качества для электронных сборок.
IPC J-STD-001F: 2014 + A1: 2015
Требования к паяным электрическим и электронным узлам
Этот документ признан во всем мире как единственный отраслевой стандарт, охватывающий материалы и процессы для пайки.Версия E включает поддержку бессвинцового производства, а также более простые для понимания критерии для материалов, методов и проверки для производства качественных паяных межсоединений и сборок. Включены требования для всех трех классов строительства.
Тестирование
ASTM F458: 2013
Стандартная практика неразрушающего контроля растяжения проволочных соединений
Эта практика охватывает неразрушающий контроль отдельных проводных соединений, выполненный ультразвуковыми методами, методами термического сжатия или термозвуком.Испытание разрушительно для неприемлемых проводных соединений, но разработано таким образом, чтобы избежать повреждения приемлемых проводных соединений. Примечание: термин «проволочное соединение» включает в себя все межсоединение: как сварные швы, так и промежуточный участок проводов. Покрываются соединения проводов, выполненные из проволоки малого диаметра (от 0,0007 до 0,003 дюйма (от 18 до 76 микрометров), используемой в интегральных схемах и гибридных микросхемах).
ASTM F459: 2013
Стандартные методы испытаний для измерения прочности на разрыв соединений проводов микроэлектроники
Описаны методы испытаний для определения прочности на разрыв ряда проволочных скреплений.Предоставлены инструкции по изменению методов для использования в качестве метода рефери. Эти методы можно использовать для проволочных соединений, выполненных из проволоки диаметром от 0,0007 до 0,003 дюйма (от 18 до 76 микрометров). Примечание: термин «проволочное соединение» включает в себя все межсоединение: как сварные швы, так и промежуточный участок проводов.
ASTM F584: 2006e1
Стандартная практика визуального осмотра соединительного провода полупроводникового вывода
Отведено. Без замены
Определены условия неразрушающего визуального контроля качества поверхности намотанной алюминиевой и золотой проволоки, используемой для внутренних соединений полупроводниковых приборов и гибридных микроэлектронных соединений.
ASTM F1269: 2013
Методы испытаний шаровых соединений на разрушающий сдвиг
Представлены методы испытаний для определения прочности на сдвиг серии шаровых соединений, выполненных либо термическим сжатием, либо термозвуковыми методами. Методы испытаний охватывают шаровые соединения, изготовленные из проволоки малого диаметра (от 18 до 76 микрон (0,0007 до 0,003 дюйма), используемой в интегральных схемах и гибридных микроэлектронных сборках, и могут использоваться только в том случае, если высота и диаметр шарика достаточно велики и соседние мешающие структуры расположены достаточно далеко, чтобы обеспечить подходящее размещение и зазор (над контактной площадкой и между соседними связями) поршня для испытания на сдвиг.
ASTM F1995: 2013
Стандартный метод испытаний для определения прочности на сдвиг связи между устройством для поверхностного монтажа (SMD) и подложкой в мембранном переключателе
Указан метод испытаний для определения прочности материалов на сдвиг и процедуры, используемые для присоединения устройств поверхностного монтажа (SMD) к схеме мембранного переключателя. Испытание в основном используется для определения требований к отверждению проводящего клея и / или заполнителя, и его следует проводить перед герметизацией. Его также можно использовать для демонстрации силы сдвига с инкапсуляцией.
ASTM F3147: 2015
Стандартный метод испытаний для оценки надежности соединений устройств поверхностного монтажа (SMD) на гибкой цепи с помощью изгиба катящейся оправки
Указаны средства испытания готового соединения устройства поверхностного монтажа (SMD) на прочность сцепления и совместимость с межслойными напряжениями. Завершенный стык SMD включает в себя; SMD (светодиоды, резисторы и т. Д.), Красящая поверхность PTF (обычно серебряная), проводящий клей (обычно серебряный), компаунд для разметки (непроводящий) и герметик (непроводящий).
BS EN 60068
Экологические испытания
Идентично IEC 60068
Часть 2-20: 2008 Тест T. Методы испытаний на паяемость и стойкость к теплу пайки устройств с выводами
Испытания представлены для определения способности выводов компонентов и печатных схем легко смачиваться, а также для проверки того, что сам компонент не будет поврежден в процессе пайки сборки.
Часть 2-54: 2006 Испытания. Тест Та. Проверка паяемости электронных компонентов методом баланса смачивания
В этой части стандарта IEC 60068 описывается тест Ta, метод баланса смачивания паяльной ванны, применимый к любой форме выводов компонентов для определения способности к пайке.Он особенно подходит для эталонных испытаний и для компонентов, которые не могут быть количественно протестированы другими методами. (Для устройств поверхностного монтажа (SMD) должен применяться IEC 60068-2-69, если он подходит.) Этот стандарт обеспечивает стандартные процедуры для припоев, содержащих свинец (Pb), и для бессвинцовых припоев.
Часть 2-58: 2015 Тесты. Тест Td. Методы испытаний на паяемость. Стойкость к растворению металлизации и высокой температуре пайки устройств поверхностного монтажа (SMD)
Применимо к устройствам для поверхностного монтажа (SMD), которые предназначены для установки на подложки.Стандартные процедуры для припоев, содержащих свинец (Pb), и для бессвинцовых припоев, представлены вместе с процедурами для определения паяемости и стойкости к нагреву припоя для бессвинцовых припоев, а также процедур для определения паяемости, растворения металлизации и сопротивления. тепла припоя к припоям, которые являются эвтектическими или близкими к эвтектическим припоям на основе олова и свинца. Процедуры в этом стандарте включают метод паяльной ванны и метод оплавления. Целью настоящего стандарта является обеспечение соответствия пайки выводов или выводов компонентов применимым требованиям к паяным соединениям IEC 61191-2 с использованием каждого из методов пайки, указанных в IEC 61760-1.Кроме того, предусмотрены методы испытаний, чтобы убедиться, что корпус компонента может выдерживать тепловую нагрузку, которой он подвергается во время пайки.
Часть 2-69: 2007 (+ проект 2014 г.) Испытания. Test Te. Испытание паяемости электронных компонентов для технологии поверхностного монтажа методом баланса смачивания
Описание двух методов баланса смачивания (паяльная ванна и шарик припоя) для количественного определения паяемости выводов на устройствах поверхностного монтажа. Оба метода применимы к компонентам с металлическими выводами и металлизированными площадками для пайки.Охватываемые темы включают: общее описание метода; описание испытательной установки; подготовка образцов; состав припоя и флюса; процедуры тестирования; условия испытаний; представление результатов; и информация должна быть предоставлена в соответствующей спецификации. Спецификация оборудования и использование весов смачивания для испытаний паяемости устройств поверхностного монтажа (SMD) описаны в приложениях.
Часть 2-83: Тесты 2011. Test Tf: Испытание паяемости электронных компонентов для устройств поверхностного монтажа (SMD) методом баланса смачивания с использованием паяльной пасты
Приведены методы сравнительного исследования смачиваемости металлических выводов или металлизированных выводов SMD паяльными пастами.Данные, полученные с помощью этих методов, не предназначены для использования в качестве абсолютных количественных данных для целей проверки соответствия требованиям.
BS EN 60512
Разъемы для электронного оборудования. Испытания и измерения
Идентично IEC 60512
Часть 12-1: 2006 Испытания пайки. Тест 12а. Паяемость. Смачивание, метод паяльной ванны
Подробно описан стандартный метод испытаний для оценки паяемости выводов разъема, предназначенного для использования с печатными платами или для других приложений, использующих аналогичные методы пайки.
Часть 12-2: 2006 Испытания пайки. Тест 12b. Паяемость. Смачивание, метод паяльника
Подробно описан стандартный метод испытаний для оценки паяемости выводов разъема, предназначенного для пайки паяльником, и метод испытания в паяльной ванне согласно IEC 60512-12-1 не подходит.
Часть 12-3: 2006 Испытания пайки. Тест 12c. Паяемость. Обезвоживание
Определен стандартный метод испытаний для оценки способности выводов соединителя оставаться покрытыми припоем при контакте с расплавленным припоем в определенных условиях.
Часть 12-4: 2006 Испытания пайки. Тест 12г. Паяемость. Устойчивость к высокой температуре пайки. Метод паяльной ванны
Подробно описан стандартный метод испытаний для оценки способности разъема выдерживать нагревательные нагрузки, возникающие при операции массовой пайки.
Часть 12-5: 2006 Испытания пайки. Тест 12д. Устойчивость к высокой температуре пайки. Паяльник метод
Подробно описан стандартный метод испытаний для оценки способности разъема выдерживать нагревательные нагрузки, создаваемые паяльником.
Часть 12-6: 1997 Испытания пайки. Тест 12f. Уплотнение от флюса и чистящих растворителей при машинной пайке
Целью данного испытания является подробное описание стандартного метода испытаний для проверки эффективности герметизации компонента от флюса и чистящих растворителей в процессе машинной пайки. Результаты этого теста могут не быть активными для других потоков; например пенный флюс с пониженным содержанием смол, другие методы флюсования и очистки, как указано в данном документе.
Часть 12-7: 2001 Испытания пайки.Тест 12г. Паяемость. Метод баланса смачивания
Эта спецификация определяет стандартный метод испытаний для оценки паяемости выводов компонента, предназначенного для использования с печатными платами или другими приложениями, использующими аналогичные методы пайки.
BS EN 60749
Полупроводниковые приборы. Методы механических и климатических испытаний
Идентично IEC 60749
Часть 15: 2010 Стойкость к температуре пайки для устройств, монтируемых в сквозные отверстия
Описан тест, используемый для определения того, могут ли герметизированные твердотельные устройства, используемые для монтажа в сквозные отверстия, выдерживать воздействие температуры, которой они подвергаются во время пайки их выводов с помощью пайки волной припоя или паяльника.
Часть 20: 2009 Устойчивость SMD в пластиковом корпусе к комбинированному воздействию влаги и тепла пайки
Предоставляются средства оценки стойкости к нагреву при пайке полупроводников, упакованных в пластмассовые герметизированные устройства для поверхностного монтажа (SMD). Этот тест разрушительный
Часть 20-1: 2009 Обращение, упаковка, маркировка и транспортировка устройств поверхностного монтажа, чувствительных к комбинированному воздействию влаги и тепла пайки
Предоставляются стандартизированные методы обработки, упаковки, транспортировки и использования SMD, чувствительных к влаге / оплавлению, которые были классифицированы до уровней, определенных в BS EN 60749-20.Эти методы направлены на предотвращение повреждений из-за поглощения влаги и воздействия температур оплавления припоя, которые могут привести к снижению производительности и надежности. Стандарт распространяется на все негерметичные корпуса SMD, которые подвергаются пайке оплавлением и подвергаются воздействию окружающего воздуха.
Часть 21: 2011 Паяемость
Устанавливается стандартная процедура определения паяемости выводов корпуса устройства, которые предназначены для соединения с другой поверхностью, с использованием оловянно-свинцового (SnPb) или бессвинцового (Pb-бессвинцового) припоя для крепления.
Часть 22: 2003 Прочность сцепления
Эта спецификация применяется к полупроводниковым устройствам (дискретным устройствам и интегральным схемам) и измеряет прочность связи или определяет соответствие указанным требованиям к прочности связи.
BS EN 61189
Методы испытаний электрических материалов, соединительных конструкций и узлов
Идентично IEC 61189
Часть 1: 1997 (+ A1: 1998; A2: 2002) Общие методы и методология испытаний
Представлен каталог методов испытаний, представляющих методологии и процедуры, которые могут быть применены к испытательным материалам, используемым для изготовления структур межсоединений (печатных плат) и сборок.
Часть 2: 2006 Методы испытаний материалов для соединительных конструкций
Представлен каталог методов испытаний, представляющих методологии и процедуры, которые могут быть применены к испытательным материалам, используемым для изготовления структур межсоединений (печатных плат) и сборок.
Часть 3: 2008 Методы испытаний соединительных конструкций (печатных плат)
Представлен каталог методов испытаний, представляющих методологии и процедуры, которые могут быть применены к испытательным материалам, используемым для изготовления структур межсоединений (печатных плат) и сборок.
Часть 5: 2008 Методы испытаний печатных плат в сборе
Указаны методы испытаний паяльных флюсов, используемых при изготовлении узлов печатных плат.
Часть 5-2: 2015 Методы испытаний сборок печатных плат: Паяльный флюс
Указаны методы испытаний на прочность материалов и / или компонентов для сборок печатных плат, независимо от метода их изготовления.
Часть 5-3: 2015 Методы испытаний печатных плат.Паяльная паста
Указаны методы испытаний паяльных паст, используемых при изготовлении узлов печатных плат.
Часть 5-4: 2015 Методы испытаний печатных плат. Сплавы припои и проволока сплошная флюсовая и нефлюсовая
Указаны методы испытаний припоев, флюсовых и нефлюсовых сплошных проволок, используемых при изготовлении узлов печатных плат.
Часть 6: 2006 Методы испытаний материалов, используемых при производстве электронных сборок
Представлен каталог методов испытаний, представляющих методологии и процедуры, которые могут быть применены к материалам, используемым при производстве электронных сборок.
Часть 11: 2013 Измерение температуры плавления или диапазонов температур плавления припоев
Описывается метод измерения диапазонов плавления припоев, которые в основном используются для электромонтажа электрического оборудования, оборудования связи и других устройств, а также для соединения компонентов.
BS EN 61191
Печатные платы в сборе
Идентично IEC 61191-6
Часть 6: 2010 Критерии оценки пустот в паяных соединениях BGA и LGA и методы измерения
Указаны критерии оценки пустот по шкале срока службы в тепловом цикле и метод измерения пустот с помощью рентгеновского наблюдения.Стандарт применим к пустотам, образовавшимся в паяных соединениях BGA и LGA, припаянных на плате, а не к самому корпусу BGA до его сборки на плате. Стандарт распространяется на стыки, выполненные путем плавления и повторного затвердевания, такие как устройства с перевернутыми кристаллами и многочиповые модули, в дополнение к BGA и LGA, но не к стыкам с недозаливанием между устройством и платой или к паяным стыкам внутри пакет устройства. Макропустоты от 10 до нескольких сотен микрометров, образующиеся в паяном соединении, но не меньшие пустоты (обычно плоские микропустоты) размером менее 10 микрометров в диаметре.
BS EN 62047
Полупроводниковые приборы. Микро-электромеханические устройства
Идентично IEC 62047
Часть 9: 2011 Измерение прочности связи между пластинами для MEMS
Описываются метод измерения прочности соединения пластины с пластиной, тип процесса соединения, такой как соединение кремния с кремнием плавлением, анодное соединение кремния со стеклом и т. Д., А также применимый размер структуры во время обработки / сборки МЭМС. Применимая толщина пластины находится в диапазоне от 10 микрон до нескольких миллиметров.
Часть 13: 2012 Методы испытаний на изгиб и сдвиг для измерения прочности сцепления для МЭМС-структур
Указан метод испытания на адгезию между микроэлементами и подложкой с использованием столбчатой формы образцов. Стандарт может применяться для измерения прочности сцепления микроструктур, приготовленных на подложке, шириной и толщиной от 1 мкм до 1 мм, соответственно, и определяет метод тестирования адгезии для микроэлементов с целью оптимального выбора материалов и обработки. условия для устройств MEMS.
BS EN 62137: 2004
Экологические испытания и испытания на долговечность. Методы испытаний плат для поверхностного монтажа корпусов с массивом областей FBGA, BGA, FLGA, LGA, SON и QFN
Заменено BS EN 62137-4: 2014; Идентично IEC 62137: 2004
BS EN 62137
Технология поверхностного монтажа. Методы экологических испытаний и испытаний на долговечность паяного соединения для поверхностного монтажа
Идентично IEC 62137
Часть 1-1: 2007 Испытание на разрыв
Описывается метод испытаний, применимый к компонентам, устанавливаемым на поверхности свинца «крыло чайки».Метод разработан для испытания и оценки выносливости паяного соединения между выводами компонентов и контактами с подложкой с помощью механического напряжения отрывающего типа. Тест подходит для оценки влияния повторяющихся изменений температуры на прочность паяного соединения между выводами компонентов и контактами с подложкой.
Часть 1-2: 2007 Испытание на прочность на сдвиг
Описан метод испытаний безвыводных компонентов для поверхностного монтажа и разъемов для поверхностного монтажа, к которым испытание на растяжение не применимо (многожильные компоненты и выводы типа «крыло чайки» не включены).Метод предназначен для испытания и оценки выносливости паяного соединения между выводами компонентов и посадками на подложку с помощью механического напряжения сдвига и используется для оценки влияния повторяющихся изменений температуры на прочность паяных соединений. между клеммами и приземляется на подложку.
Часть 1-3: 2009 Циклическое испытание на падение
Описывается метод испытания паяных соединений между выводами устройств поверхностного монтажа (SMD) и контактными площадками на печатных монтажных платах (PWB).В ходе испытания оценивается прочность паяных соединений многополюсных компонентов большего размера и других компонентов в устройствах (например, портативных мобильных устройствах) в случае падения устройства. Свойства паяных соединений (например, припой, подложка, смонтированное устройство или конструкция и т. Д.) Оцениваются, чтобы помочь улучшить прочность паяных соединений.
Часть 1-4: 2009 Испытание на циклический изгиб
Описанный метод тестирования применим к компонентам для поверхностного монтажа с тонкой и широкой базовой плоскостью, таким как QFP и BGA.Он оценивает долговечность паяных соединений между выводами компонентов и заземлениями на подложку путем циклического изгиба подложки, а также влияние повторяющихся механических нагрузок, таких как нажатие клавиш в сотовых телефонах, прочность паяного соединения между клеммами компонентов и приземлений. субстрат. Оценка требует, чтобы компонент для поверхностного монтажа был установлен на подложку пайкой оплавлением, затем подложку циклически изгибают на определенную глубину до тех пор, пока не произойдет разрушение паяных соединений.Свойства паяных соединений (например, припой, подложка, смонтированное устройство или конструкция и т. Д.) Оцениваются, чтобы способствовать повышению прочности соединения.
Часть 1-5: 2009 Испытание на усталость при механическом сдвиге
Описан метод, применяемый к корпусам массивов областей, таким как BGA, для проверки и оценки усталостной долговечности паяного соединения между выводами компонентов и контактами на подложке разъемов для поверхностного монтажа. Компонент для поверхностного монтажа монтируется на подложку пайкой оплавлением, и к паяным соединениям прикладывается циклическая механическая деформация сдвига до тех пор, пока не произойдет разрушение.После общего введения подробно описываются испытательное оборудование и материалы, использующие процесс пайки оплавлением, и состав припоя в диапазоне Sn, 3-4% Ag, 0,5-1% Cu. Определена сборка испытательного образца. Изложены условия и процедуры испытания на сдвиг. Перечислены данные для включения в отчеты об испытаниях и спецификации продукта.
Часть 3: 2012 Технология сборки электроники. Руководство по выбору методов испытаний на окружающую среду и долговечность паяных соединений
Описана методология выбора подходящего метода испытаний для проверки надежности паяных соединений различных форм и типов устройств поверхностного монтажа (SMD), устройств матричного типа и устройств с выводами, а также устройств с вводом выводов, использующих различные типы сплавов припоя. .
Часть 4: 2014 Методы испытаний на износостойкость паяных соединений устройств поверхностного монтажа в корпусе с площадкой
Указан метод испытаний для оценки стойкости к термомеханической нагрузке паяных соединений в корпусах типа площадных массивов, установленных на печатных монтажных платах. Стандарт распространяется на полупроводниковые устройства для поверхностного монтажа с корпусами типа площадных массивов (FBGA, BGA, FLGA и LGA), включая корпуса с оконечными устройствами для периферийных устройств (SON и QFN), которые предназначены для использования в промышленном и бытовом электрическом или электронном оборудовании.
BS EN 62739
Метод испытания на эрозию оборудования для пайки волной припоя с использованием расплавленного бессвинцового припоя
Идентично IEC 62739
Часть 1: 2013 Метод испытаний на эрозию металлических материалов без обработки поверхности
Указан метод испытаний для оценки эрозии металлических материалов без обработки поверхности, предназначенный для использования в оборудовании для бессвинцовой пайки волной припоя, таком как ванны для пайки и другие компоненты, которые контактируют с расплавленным припоем.
Часть 2: 2016 Метод испытаний на эрозию металлических материалов без обработки поверхности
Подробно описан метод испытаний для оценки эрозии расплавленным припоем металлических материалов с обработкой поверхности, предназначенный для изготовления паяльных ванн и другого оборудования для бессвинцовой пайки волной припоя при бессвинцовой пайке. Стандарт направлен на предотвращение несчастных случаев или пожаров путем прогнозирования настройки и срока службы подходящего цикла обслуживания.
BS ISO 16525
Клеи. Методы испытаний изотропных электропроводящих клеев
Часть 1: 2014 Общие методы испытаний
Указаны общие методы испытаний изотропных электропроводящих клеев, используемых при электромонтаже, присоединении полупроводников к матрице и поверхностной сборке печатных плат.
Часть 2: 2014 Определение электрических характеристик для использования в электронных узлах
Указаны методы испытаний изотропных электропроводящих адгезивов, используемых при электромонтаже, прикреплении штампов и поверхностной сборке печатных плат электронных устройств. Методы испытаний сосредоточены на объемном и межфазном контактном сопротивлении.
Часть 3: 2014 Определение теплопередающих свойств
Методы испытаний свойств теплопередачи, таких как эффективная теплопроводность и тепловое сопротивление, методом стационарного сравнительного продольного теплового потока (метод SCHF) с использованием образца картриджного типа для изотропных электропроводящих клеев, используемых в проводке, прикреплении матрицы и поверхности сборки указаны.
Часть 4: 2014 Определение прочности на сдвиг и электрического сопротивления с использованием жестко-жестких соединенных узлов
Описываются методы испытаний с использованием миниатюрных образцов для определения прочности на сдвиг и электрического сопротивления клеевого соединения, состоящего из изотропных электропроводящих клеев и жестких клеев в заданных условиях.
Часть 5: 2014 Определение усталости от сдвига
Описаны методы испытаний с использованием миниатюрных образцов для измерения усталости при сдвиге клеевого соединения, состоящего из изотропных электропроводящих клеев и жестких соединений в заданных условиях.
Часть 6: 2014 Определение сдвига маятникового типа
Указаны методы маятниковых испытаний на ударную вязкость изотропных электропроводящих клеев, используемых при креплении изделий компонентов на подложках.
Часть 7: 2014 Методы экологических испытаний
Указаны методы испытаний на воздействие окружающей среды (холод, сухое тепло, влажное тепло и изменение температуры) для изотропных электропроводящих клеев, используемых при поверхностной сборке печатных плат электронных устройств.
Часть 8: 2012 Методы испытаний на электрохимическую миграцию
Указаны методы испытаний для подтверждения наличия электрохимической миграции в электрически изотропных проводящих адгезивах при высокой температуре и влажности. Также определяется электрическое сопротивление.
Часть 9: 2014 Определение характеристик высокоскоростной передачи сигнала
Указаны методы испытаний для исследования характеристик высокоскоростной передачи сигнала в скрепленных частях изотропного электропроводящего клея, который соединяет выводы устройства поверхностного монтажа (SMD), и рисунки контактной сетки печатной платы.Также исследуются характеристики разводки с изотропным электропроводящим клеем, который может быть нанесен на печатную плату.
BS PD IEC / TS 62647
Управление процессами для авионики. Электронные системы для авиакосмической и оборонной промышленности, содержащие бессвинцовый припой
Идентично IEC / PAS 62647
Часть 3: 2014 Тестирование производительности систем, содержащих бессвинцовый припой и отделочные покрытия
Оцениваются механизмы отказов в электронных продуктах, содержащих бессвинцовый (бессвинцовый) припой, посредством тестирования рабочих характеристик.PAS применим к продуктам на всех этапах перехода на бессвинцовый (бессвинцовый) припой, включая продукты, разработанные и аттестованные с использованием традиционных оловянно-свинцовых электронных компонентов, материалов и процессов сборки, и проходят переквалификацию с использованием компонентов, не содержащих свинца (Pb-free); продукты с оловянно-свинцовым исполнением, переходящие на бессвинцовый (бессвинцовый) припой; и новые продукты с бессвинцовым (бессвинцовым) припоем.
IEC 62047
Полупроводниковые приборы. Микро-электромеханические устройства
Part 25: 2016 Технология изготовления МЭМС на основе кремния.Метод измерения силы натяжения и сдвига в зоне микрокрепления
Определяется метод испытаний на месте для измерения прочности соединения в области микропривязки, которая создается с помощью технологий микрообработки, используемых в кремниевых микроэлектромеханических системах (MEMS).IPC-SM-785: 1992
Руководство по ускоренному тестированию надежности припоев для поверхностного монтажа
Приведены рекомендации по ускоренному тестированию надежности припоя для поверхностного монтажа, а также по оценке и экстраполяции результатов этих ускоренных тестов на надежность в реальных условиях использования электронных сборок.Приведены общие сведения и информация о конструкции для понимания проблем ускоренного тестирования.
IPC / JEDEC J-STD-002D: 2013
Испытания на паяемость выводов компонентов, выводов, наконечников, клемм и проводов
Описаны методы испытаний, определения дефектов, критерии приемки и иллюстрации для оценки паяемости выводов электронных компонентов, выводов, сплошных проводов, многожильных проводов, наконечников и язычков. Стандарт также включает метод испытаний на устойчивость к растворению / обезвоживанию металлизации.
IPC J-STD-003C: 2013 (+ A1: 2014)
Тест на паяемость печатных плат
Приведены методы испытаний, определения дефектов и иллюстрации для оценки паяемости поверхностных проводников печатной платы, площадок крепления и металлических сквозных отверстий.
JEDEC JESD22-B102E: 2007
Паяемость
JEDEC — Ассоциация твердотельных технологий
Описан метод испытаний, обеспечивающий дополнительные условия для предварительной обработки и пайки с целью оценки паяемости выводов корпуса устройства.В нем представлены процедуры тестирования паяемости погружением и осмотром устройств для монтажа в сквозные отверстия, осевого и поверхностного монтажа, а также имитационное испытание процесса поверхностного монтажа для корпусов поверхностного монтажа. Цель испытания — предоставить средства для определения способности к пайке выводов корпуса устройства, которые предназначены для соединения с другой поверхностью, с использованием припоя, содержащего свинец (Pb) или бессвинцового припоя для крепления.
JEDEC JESD22-B106D: 2008
Устойчивость к ударам припоя для устройств, монтируемых в сквозное отверстие
JEDEC — Ассоциация твердотельных технологий
Определена стандартная процедура определения того, могут ли твердотельные устройства со сквозным отверстием выдерживать воздействие температуры, которой они будут подвергаться во время пайки своих выводов.
JEDEC JESD22-B108B: 2010
Тест на копланарность полупроводниковых устройств для поверхностного монтажа
JEDEC — Ассоциация твердотельных технологий
Тест измеряет отклонение выводов (выводов или шариков припоя) от компланарности при комнатной температуре для полупроводниковых приборов для поверхностного монтажа. Метод применим для проверки и определения характеристик устройства.
JEDEC JESD22-B112A: 2009
Измерение коробления корпуса интегральных схем для поверхностного монтажа при повышенных температурах
JEDEC — Ассоциация твердотельных технологий
Целью этого метода испытаний является измерение отклонения от равномерной плоскостности корпуса корпуса интегральной схемы для диапазона условий окружающей среды, возникающих во время пайки поверхностного монтажа.
MIL-STD-883K Изменение 1: 2016
Стандарт метода испытаний: микросхемы
Единые методы, средства контроля и процедуры для тестирования микроэлектронных устройств, пригодных для использования в военных и аэрокосмических электронных системах, включая базовые экологические тесты для определения устойчивости к разрушительным воздействиям природных элементов и условий, окружающих военные и космические операции; механические и электрические испытания; мастерство и процедуры обучения; и установлены такие другие средства контроля и ограничения, которые были сочтены необходимыми для обеспечения единообразного уровня качества и надежности, подходящего для предполагаемого применения этих устройств.
SAE J1211: 2012
Справочник по проверке устойчивости автомобильных электрических / электронных модулей
Рассмотрена надежность электрических / электронных модулей для использования в автомобилях. Там, где это возможно, также рассматриваются методы обнаружения и предотвращения внешней надежности. Документ в основном касается электрических / электронных модулей (EEM), но может быть легко адаптирован для использования в мехатронике, датчиках, исполнительных механизмах и переключателях. Основное внимание в документе уделяется аппаратным средствам и механизмам производственных отказов.
SAE J1879: 2014
Справочник по проверке устойчивости полупроводниковых устройств в автомобильной промышленности
Рассмотрена внутренняя надежность электронных компонентов для использования в автомобильной электронике. Там, где это возможно, также рассматриваются методы обнаружения и предотвращения внешней надежности. Документ в первую очередь касается вопросов интегральных схем, но может быть легко адаптирован для использования при квалификации дискретных или пассивных компонентов с генерацией списка механизмов отказа, относящихся к этим устройствам.Квалификация компонентов — основная область применения этого документа.
Авторские права © TWI Ltd, октябрь 2016 г.
Пайка провода для SMT-устройств с малым шагом (0,3 мм) — Starlino Electronics
В этом уроке я опишу технику пайки SMD-контактных площадок с мелким шагом. Используя этот подход, я смог припаять провод к контактной площадке 0,3 мм (~ 12 мил).
1) Начинаем с лужения колодок:
— нанести жидкий флюс на колодки
— возьмите «шарик» припоя на жало паяльника и осторожно прикоснитесь к контактным площадкам, если у вас слишком много припоя, соединяющего контактные площадки, просто «вытрите его» чистым паяльником
— контактные площадки со свежим флюсом притягивают припой
— луженые контактные площадки должны иметь сверху небольшие «подушечки» припоя.
2) Проволока должна быть тоньше колодки. Вы можете получить тонкую проволоку, отделив более толстую многожильную проволоку. Залуживаем провод так же, как лужили колодки
— жидкий флюс на проволоке первое место
— затем коснитесь провода жало паяльника с припоем
3) Это основной шаг, основная идея заключается в том, чтобы замаскировать припаиваемую площадку 3 кусками термостойкой ленты (каптоновая лента).
При увеличении установка выглядит «грязной» из-за липкого флюса, обычно в конце ее очищают спиртом.
Обратите внимание, что вертикальный кусок ленты (на рисунке) удерживает провод на месте. Правая часть проволоки проходит под правым отрезком ленты.
4) Теперь мы выполним собственно пайку, которая занимает 3-4 секунды, вся тяжелая работа была проделана на предыдущих этапах.
— Нанесите флюс на место соприкосновения проволоки с колодкой.
— Коснитесь этого места утюгом с припоем.
— Флюс должен притягивать припой, и в итоге к контактной площадке должен быть прикреплен провод.
Вот окончательный результат после снятия ленты и очистки чипа спиртом:
Заключительные ноты:
Помните:
— припой любит горячий металл (кончик утюга)
— но более того, ему нравится горячий металл с флюсом (когда вы касаетесь контактной площадки горячим утюгом, на контактную площадку прилипает припой, поскольку он нагревается и, кроме того, на нем много свежего флюса).
На картинке выше обратите внимание на отличие от луженых колодок и немолотых (верхние — немолые, левые — луженые, остальные — частично луженые).
Вы можете отрезать кусок проволоки, торчащий справа.
После того, как вы припаяли все провода, вы можете изолировать их жидкой изолентой.
/// старлино ///
Патент США на сборку гибридных микросхем большой площади Патент (Патент № 4372037, выданный 8 февраля 1983 г.)
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ1. Область изобретения
Настоящее изобретение относится к средствам и способу создания гибридной электронной упаковки большой площади на единой подложке.
2. Описание предшествующего уровня техники
Современная гибридная технология обычно состоит из изготовления и сборки пассивных и активных компонентов в одном небольшом корпусе, который обычно делают герметичным. Примерами таких кожухов являются керамические и металлические корпуса, имеющие квадрат 1/4 дюйма или квадрат 1 дюйм с 14 или 30 выводами. Методы толстой и тонкой пленки используются для изготовления пассивных схемных элементов на подложках, установленных внутри этих корпусов, а дискретные устройства без корпуса используются для полупроводников и других схемных элементов.Полученная таким образом гибридная микросхема обычно является электронным эквивалентом собранной печатной платы. Гибрид в конечном итоге устанавливается на печатную монтажную плату вместе с другими гибридами и дискретными компонентами. Соответственно, можно сказать, что гибрид представляет первый уровень интеграции, а собранная печатная монтажная плата — второй уровень интеграции. В такой гибридной технологии, использующей сборные печатные монтажные платы, большая часть толстопленочных гибридных работ ограничивается подложками размером менее двух квадратных дюймов с очень небольшим количеством многослойных технологий, выходящих за пределы двух или трех уровней проводников.
Примеры некоторых методов предшествующего уровня техники описаны в следующих публикациях: «Недорогая упаковка толстопленочных подложек с керамическими стеклянными уплотнениями» Дж. К. Джойа, NEPCON PROCEEDINGS, 1970, страницы с 10-42 по 10-46; «Аспекты многослойных толстопленочных гибридов» Р. Г. Лоасби, Технология твердого тела, май 1971 г., стр. 33–37, 46; «Оценочные испытания толстопленочной многослойной системы межсоединений» М. В. Россман, МЕЖДУНАРОДНЫЙ СИМПОЗИУМ ГИБРИДНОЙ МИКРОЭЛЕКТРОНИКИ, 1970, страницы 6.3.1-6.3,9; «Изготовление многослойных толстопленочных микроэлектронных схем» Л. К. Киз, А. Дж. Руссо, Ф. Дж. Фрэнсис и С. Херринг, младший в МЕЖДУНАРОДНОМ ГИБРИДНОМ МИКРОЭЛЕКТРОННОМ СИМПОЗИУМЕ, 1970, страницы 6.4.1-6.4.10; и «Разработка больших толстопленочных многослойных сборок» Х. Р. Исаака, Дж. У. Канца и Э. Г. Бабирацки на МЕЖДУНАРОДНОМ СИМПОЗИУМЕ ПО МИКРОЭЛЕКТРОНИКЕ 1971 г., 11-13 октября 1971 г., страницы 1-27. Избранные патенты США, описывающие предшествующий уровень техники, включают патент США No. №№ 3 264 402; 3,302,067; 3,546,776; 3,581,375; 3,646,399; 3,674,914; и 3 691 628.
Герметичные упаковки предшествующего уровня техники не удовлетворяют требованиям гибрида большой площади по нескольким аспектам. Ниже обсуждаются четыре конкретных примера из них. Патент США В US 3609294 говорится о тонкопленочном напылении и травлении, а не о толстопленочных схемах с экранированием и обжигом. Оно не имеет герметичного уплотнения селективной зоны, а раскрытое устройство не имеет конструкции большой площади. Патент США В US 3602634 говорится о простом небольшом полупроводниковом корпусе, а не о гибридной микросхеме с селективными уплотнениями.Крышка запаивается пайкой, а не пайкой. Изоляционные слои выполнены из стекла с нанесенными на него тонкими пленками алюминиевых проводников, а не из толстого керамического диэлектрического слоя с толстыми пленками золота или платино-золотого экранированного и обожженного проводника. Патент США В US 3753054 обсуждается большой герметичный корпус, предназначенный для размещения пластины LSI, а не гибридной микросхемы. Герметичность достигается пайкой и сваркой, а не пайкой, поэтому ремонт не подлежит. Патент США В US 3673309 обсуждается корпус с одной микросхемой, а не гибридная микросхема.Крышка припаивается (а не мягкой пайкой) непосредственно к подложке, а не к промежуточной кольцевой раме. Кроме того, он герметизирует золотую пасту, которая испытывает проблемы с выщелачиванием и очисткой, а не пасту из сплава платины и золота.
В общем, большая часть предшествующего уровня техники страдает одним основным аспектом. Как правило, они применимы только для небольших упаковок (обычно со стороной менее одного дюйма), а не для больших конструкций — со стороной до 6 дюймов. Процессы и материалы, которые работают с небольшими конструкциями, не могут быть просто применены, когда конструкция расширяется по площади.Отчасти самая большая проблема, которую необходимо преодолеть, — это найти правильную комбинацию материалов и процессов, которые будут работать на конструкциях большой площади, сохраняя при этом необходимую надежность и производительность.
Описанный выше уровень техники также страдает одной или несколькими проблемами. Традиционная конструкция печатной монтажной платы препятствует наиболее эффективному использованию площади и высоты платы, необходимых для прикрепления гибридных корпусов и других электронных компонентов к печатной монтажной плате либо напрямую, либо с помощью проводных соединений.Такая компоновка дополнительно приводит к дополнительному весу, который при использовании в воздухе и для других целей может привести к серьезным потерям с точки зрения пространства и дополнительного расхода топлива. Необходимость механического и электрического соединения всех отдельных компонентов с печатной монтажной платой приводит к большому количеству межсоединений с повышенной вероятностью возникновения обрывов и коротких замыканий. Кроме того, из-за необходимости выполнять большое количество межсоединений сложность каждой печатной монтажной платы ограничена.Еще одна проблема состоит в том, что многие компоненты должны быть термически соединены с радиатором из-за их высокой мощности нагрузки. Обычно обычные гибридные корпуса устанавливаются на поддерживающей тепло конструкции, которая, в свою очередь, должна быть термически связана со средством рассеивания тепла, то есть радиатором. Из-за большого количества интерфейсов, в первую очередь из-за различных клеев, используемых для склеивания при изготовлении микросхем, возникает высокий термический импеданс, в результате чего потребность в охлаждении электронной системы печатной монтажной платы представляет собой ограничение в отношении того, сколько мощности может быть достигнуто с помощью каждая система.
Ремонт таких систем печатных плат относительно сложен. Например, если в отдельном гибридном корпусе обнаружена какая-либо неисправность, выводы пакета должны быть распаяны, а упаковка удалена с печатной монтажной платы для замены или ремонта. В случае ремонта обычная крышка упаковки должна быть снята путем воздействия тепла на участки уплотнения. Такое тепло может пагубно повлиять на функционирующие в противном случае компоненты внутри гибридной упаковки, тем самым приводя к дальнейшим потерям материала и компонентов, а также к потере и чрезмерному использованию рабочей силы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯНастоящее изобретение преодолевает и устраняет эти и другие проблемы путем прямой замены традиционной собранной печатной монтажной платы теплопроводным основанием, например керамическим, на или внутри которого непосредственно размещаются все компоненты. Если, например, монтажная плата известного уровня техники имеет несколько смонтированных на ней гибридных корпусов, настоящее изобретение гибридизирует почти всю основу или подложку, включая все дискретные компоненты, где это возможно.Все соединения выполнены по гибридной технологии, а герметизация выбранной зоны чувствительных устройств обеспечивается непосредственно на подложке. Подложка включает несколько слоев электрических схем внутри и поперек своей поверхности, а также включает тонкие и толстопленочные резисторы. По возможности, микроэлектронные микросхемы прикрепляются непосредственно к подложке и к многослойной схеме, и только те микросхемы и проводные соединения, требующие защиты от окружающей среды, герметизируются одним корпусом с боковыми сторонами или предпочтительно с помощью кольцевого уплотнения рамки, прикрепленного к подложке поверх изоляция с крышкой или крышкой, закрепленной на кольцевой раме.Таким образом, если требуется ремонт, необходимо снять только крышку, и любое выделяемое при этом тепло отводится от стружки на расстояние большее, чем если бы удаление производилось на уровне подложки.
Хотя конструкции печатных монтажных плат обычно включают в себя большое количество дискретных компонентов, везде, где это возможно, в настоящем изобретении используются эквивалентные версии микросхем этих компонентов. Однако, если эквивалента не существует, дискретные компоненты можно припаять непосредственно к подложке.
Для обеспечения необходимого рассеивания тепла настоящее изобретение предусматривает прямое крепление подложки к структуре теплоотвода, будь то холодная пластина или сотовая структура, такая как раскрывается в совместно рассматриваемой заявке Ser. № 554,789, озаглавленный «Пакет электронной системы с терморегулированием» Уэсли Э. Бартоломью, теперь патент США № № 4006388, выдан 1 февраля 1977 года. При использовании такого прямого теплового монтажа на радиаторе пара подложек с компонентами, установленными на них, в соответствии с принципами настоящего изобретения, может быть установлена с одной или обеих сторон. радиатора для экономии места и электронного дизайна.
Таким образом, целью настоящего изобретения является обеспечение альтернативного подхода к конструкции традиционной печатной монтажной платы.
Другая цель — обеспечить эффективность и экономию площади по сравнению с традиционными методами.
Другая цель — обеспечить снижение веса в соответствии с требованиями к электрической функции.
Другая цель — обеспечить меньшее количество соединений между компонентами.
Другой целью является обеспечение возможности получения более сложных электрических функций, чем аналог печатной монтажной платы (т.е., более высокая плотность упаковки).
Другой целью является обеспечение большей гибкости при проектировании и разделении электрических компонентов и схем на подложке.
Другая цель — снизить затраты на тестирование и устранение неисправностей.
Другой целью является обеспечение улучшенных электрических характеристик за счет укороченных путей проводников и более плотного монтажа компонентов на подложке.
Другой целью является обеспечение повышенной надежности ввиду уменьшенного количества межсоединений, меньшего размера для данной электрической функции, унификации материалов и более однородной тепловой среды.
Другие цели и задачи, а также более полное понимание настоящего изобретения станут очевидными из следующего объяснения примерных вариантов осуществления и их сопроводительных чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙРИС. 1 схематически изображает в частичном разрезе и при частичном взрыве различные концепции настоящего изобретения; и
РИС. 2a-2f изображают различные этапы в вертикальном разрезе технологий формирования уплотнений выборочной зоны, показанных на фиг.1.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯСсылаясь на фиг. 1, гибридная микросхема 10 большой площади содержит подложку 12 большой площади, прикрепленную, например, пайкой или любыми другими подходящими средствами, к монтажной пластине 14. На подложке 12 находится множество компонентов, таких как полупроводниковые микросхемы 16, конденсаторные микросхемы 18 , дискретные компоненты 20 и 21, такие как резисторы или конденсаторы специального типа, толстопленочные резисторы 22, многослойные толстопленочные проводники 24 и экологически защищенные компоненты, содержащие любые из вышеперечисленных, а также тонкопленочные подложки 25, находящиеся в областях 48 герметичного уплотнения.Герметизация может осуществляться крышкой 64 корпуса, непосредственно прикрепленной к участкам 48 уплотнения, или двухсекционной кольцевой рамой и крышкой, более подробно описанными со ссылкой на фиг. 2а-2е.
Различные компоненты, обычно обозначенные цифрами 16-25, все электрически соединены между собой соответствующей схемой 42 и простираются до толстопленочных паяных площадок 28, которые электрически соединены с клеммами 30 или с штыревым или гнездовым соединителем 32 с помощью перемычек. 34 или другие подходящие соединения для электрического соединения гибридной микросхемы 10 большой площади с некоторой более крупной электрической функцией.
Как показано, монтажная пластина 14 содержит твердый блок материала, который может быть из металла (такого как алюминий или медь) или многослойного эпоксидного стекла. Монтажная пластина служит как структурной опорой, так и радиатором. Если подложка достаточно толстая (то есть больше 0,040 дюйма) и если требования к питанию достаточно низкие, монтажная пластина не требуется. Монтажная пластина 14 может иметь форму радиатора, выполненного в виде охлаждающей пластины или охлаждающих ребер из гофрированного тонкого материала, например, более полно описанных в вышеупомянутом U.С. Пат. № 4 006 388, озаглавленный «Пакет электронной системы с терморегулированием», Уэсли Э. Бартоломью. Независимо от конкретного способа охлаждения настоящее изобретение совместимо как с принудительным воздушным, так и с кондуктивным охлаждением. В версии с принудительным воздушным охлаждением предпочтительная конструкция обеспечивает прямое приклеивание подложки 12 к тонкой заготовке, как описано в патенте США No. № 4,006,388. В версии с кондуктивным охлаждением есть два варианта, включающие теплопроводность через большую гибридную керамическую подложку и повышенную проводимость посредством прикрепленного металлического радиатора.
Исследования показывают, что версия с принудительным воздушным охлаждением обеспечивает очень низкий тепловой импеданс, который намного ниже, чем у печатной монтажной платы с медным радиатором, что делает эту версию подходящей для приложений с высокой мощностью. Версия с кондуктивным охлаждением и алюминиевым радиатором также сравнима или лучше, чем печатная плата с медным радиатором. Версия без теплоотвода имеет относительно высокое тепловое сопротивление и должна использоваться только для приложений с низким энергопотреблением.При подключении к радиатору настоящее изобретение имеет неотъемлемое тепловое преимущество по сравнению с обычными гибридами, установленными на тепловой опорной конструкции, в первую очередь из-за меньшего количества поверхностей раздела с высоким импедансом между источником тепла и точкой отвода тепла. Интерфейсы с высоким импедансом в первую очередь связаны с различными клеями, используемыми при изготовлении микросхем.
Конкретная конструкция подложки 12 с ее многослойной разводкой и компонентами на ней, а также способ ее изготовления могут быть оценены на фиг.1, с конкретной дополнительной технологией изготовления и описанием конструкции, приведенным позже со ссылкой на фиг. 2а-2е. Как показано, конструкционная опора, такая как монтажная пластина 14, подготовлена с множеством точек 28 для приема соединителя на ней. Как указывалось ранее, опора 14 может быть из любого удобного материала, такого как металл или эпоксидный ламинат на основе стекла. Однако, если опора содержит охлаждающие ребра, точки приема разъемов предпочтительно монтировать непосредственно на подложке 12.
Основная толстопленочная подложка 12, предпочтительно изготовленная из керамического материала, такого как 96% оксид алюминия, подготавливается для обработки из нее в законченную микросхему.Поверхность подложки сначала очищается, а затем многоуровневый резистор, изолирующий или диэлектрический, и рисунки проводников экранируются и обжигаются на ней. Обжиг проводников и резисторов обычно проводят на воздухе при температуре от 800 ° C до 100 ° C. С до 1000 ° С. C. с помощью конвейерной печи. Изоляционные или диэлектрические узоры можно обжигать при температуре от 500 ° C до 500 ° C. С до 1000 ° С. C. в зависимости от выбранного материала. Эти рисунки могут быть созданы любым подходящим способом, например, многослойным, перекрестным или их сочетанием, наряду с несколькими областями селективного запечатывания и печатью на толстой пленке.В многослойной технике проводящие и диэлектрические узоры попеременно экранируются на подложке во время ее изготовления с использованием сквозных отверстий в них, чтобы создать узор проводников внутри подложки на множестве уровней. Отверстия в диэлектрических слоях используются для электрического соединения соседних слоев проводников. В переходной конструкции используются диэлектрические паяные заглушки для предотвращения соприкосновения припоя с проводниками, а диэлектрические переходные дорожки, такие как дорожка 40, помещаются на проводники, по которым должны проходить проводники верхнего уровня, как описано в совместной патентной заявке Ser .№ 403709, поданная 4 октября 1973 г., ныне заброшенная, озаглавленная «Процесс толстого и тонкого многослойного и кроссовера для гибридных микросхем и устройств, изготовленных таким образом», Фрэнк З. Кейстер и Роберт Ю. Скэппл, два из авторов настоящего документа.
Эта обработка формирует схему схемы, обычно обозначенную знаком 42, содержащую толстопленочные проводники 44 верхнего уровня и толстопленочные проводники 46 погруженного или нижнего уровня. После этого все резисторы подгоняются по мере необходимости. В этот процесс просеивания и обжига входит подготовка выбранных участков 48 уплотнения, предназначенных для герметичного уплотнения в них компонентов.
Хотя полное изготовление герметичных уплотнений выборочной области будет описано более подробно ниже, вкратце, металлическая кольцевая рамка 72 прикрепляется к области 48, например, с помощью пайки, с последующим испытанием на герметичность для определения герметичности уплотнения. .
После этого все токопроводящие дорожки, которые в конечном итоге используются для пайки, предварительно покрываются лужением. Затем подложку 12 приклеивают к структурной опоре 14, например, силиконовым или эпоксидным клеем, или припаивают к охлаждающему ребру.Затем дискретные компоненты 20 и 21, которые не имеют эквивалента размера кристалла, припаиваются к подложке 12, при этом дискретные компоненты приклеиваются на место с помощью эпоксидной или полисульфановой смолы перед пайкой. Затем все ленточные провода припаиваются к подложке и от контактных площадок 28 к точкам соединения, таким как клеммы 30, на опоре 14 или непосредственно к контактам 33 разъема, такого как разъем 32.
Компоненты микросхемы 16 (такие как транзисторные микросхемы, диодные микросхемы или конденсаторные микросхемы) затем устанавливаются в кольцевой раме 72 и соединяются проводами с точками 56 соединения выводов, которые проходят от рисунка 42 схемы за пределами выбранных областей 48 уплотнения до выбранной области уплотнения. области.
Соединитель 32 затем приклеивается или иным образом устанавливается и припаивается к структурной опоре 14 с выводами 34 от него, прикрепленными к трактам 28 для пайки толстой пленки на подложке 12. В некоторых конструкциях гибридов большой площади не обязательно используются соединители. Затем используются другие средства, такие как контурные кабели, для электрического соединения подложки 12 со следующей более высокой функцией схемы. Затем, если требуется, на все паяные соединения наносится эпоксидный клей и проводятся электрические испытания на герметичность.Любая обрезка толстопленочных резисторов может производиться методами лазерной обрезки с последующей доработкой, если это может потребоваться. После этого крышка, такая как крышки 64 и 65, в которой крышка 65 имеет встроенные фланцевые стороны 65а и верх 65b, а крышка 64 не имеет фланцев, или как описано со ссылкой на фиг. 2а-2е, припаивается к кольцевой раме 72 в сухом боксе в атмосфере азота. ИНЖИР. 1 показаны крышки 64 и 65, припаянные непосредственно к участкам 48 и 25 уплотнения на подложке, тогда как крышка 80 припаяна к кольцевой раме 72.Применимы оба паяных уплотнения, однако кольцевая рама используется там, где предполагается ремонт в случае неисправности гибрида. Испытания на герметичность как на мелкую, так и на полную утечку проводятся с последующими приемочными испытаниями. Для дополнительной защиты и уверенности всю гибридную микросхему большой площади можно затем покрыть полиуретановым пластиком.
Теперь обратимся к фиг. 2a-2f будут описаны конструкция и этапы изготовления герметичных уплотнений выборочной области для областей 48 уплотнения.Начиная с толстопленочной экранированной и запечатанной обожженной области 48, такой как изображенная на фиг. 1 и 2а, область уплотнения покрыта диэлектрическим замкнутым контуром 66 для изоляции любых выводов 44 нижележащего рисунка 42 схемы. Диэлектрический материал представляет собой стеклокерамическую пасту, которую просеивают и затем обжигают при температурах в диапазоне от 500 ° С. . С до 1000 ° С. C. в зависимости от материала. Обычно используются два диэлектрических экрана, чтобы создать достаточную толщину для предотвращения образования точечных отверстий.Диэлектрик 66 предотвращает короткое замыкание металлической петли 68 и кольцевой рамки 72 с нижележащим проводником 42. Нижележащий рисунок 42 обычно представляет собой проводящую толстопленочную пасту, такую как золото или платина-золото, которая соединяется проволокой.
Над диэлектрическим замкнутым контуром 66 помещен металлический замкнутый контур 68, такой как толстопленочная паста из сплава платины с золотом или сплава платины с серебром. Металлическая петля 68 экранирована и обжигается при температурах от 800 ° С. С.-1000 ° С. C. Металлическая петля должна быть из материала, который можно паять, не выщелачивать и не поглощать, и должен быть совместим с диэлектриком, поверх которого она экранирована.После этого металлический замкнутый контур или область уплотнения 68 затем покрывают соответствующим припоем 70. Используемый припой должен быть достаточно пластичным, чтобы предотвратить любое будущее разрушение или утечку герметичного уплотнения, он должен смачивать, но не вымывать или выщелачивать толстопленочную пасту под он должен быть достаточно прочным, чтобы выдерживать суровые условия и нагрузки повторяющихся циклов температур, тепловых ударов и высокотемпературного хранения при температурах до +150 ° C. C. Испытания показали, что припой Sn10 (10% олова, 90% свинца) является удовлетворительным, а другие припои, такие как Sn96, Sn63 и Sn60, — нет.Кольцевая рама 72, предпочтительно из покрытого никелем KOVAR (сплава железо-никель-кобальт), имеющая поверхность 74, предварительно луженную Sn10, прикреплена к луженой области 70, например, методом оплавления припоя, см. Фиг. 2b и 2c. После этого (фиг. 2d) верхняя поверхность 76 кольцевой рамки 72 покрывается припоем 78. Припой 78 должен совпадать с припоем, который в конечном итоге будет использоваться для уплотнения крышки к кольцевой рамке. Подходит припой, известный как Sn96 (96% олова, 4% серебра). Как показано на фиг. 2e, крышка 80, предпочтительно также из KOVAR, которая была никелирована и покрыта оловом, хотя может использоваться холоднокатаная сталь и предпочтительно имеющая фланец 82 по периферии, который покрыт лужением, затем припаивается к кольцевой раме 72 при его луженая верхняя поверхность 76.Уплотняющий припой 78 — это сплав Sn96. Этот припой должен образовывать герметичное уплотнение, выдерживать термические и механические удары, а также повторяющиеся температурные циклы от -65 ° С. До +150 ° C. C., должен смачиваться и образовывать гладкую кромку припоя с крышкой и рамкой кольца и должен иметь температуру плавления ниже, чем у припоя, используемого для соединения рамки кольца с подложкой. Припой Sn96 плавится при 221 ° С. С., что составляет 78 ° С. Ниже точки ликвидуса припоя Sn10 (299 ° C). Уплотняющий припой 78 также должен позволять снимать и заменять крышку 80 KOVAR без повреждения кольцевой рамы 72.Уплотнение крышки 80 к кольцевой раме 72 выполняется в сухом боксе (предпочтительно при точке росы -55 ° C) в атмосфере азота без использования флюса. Герметичное уплотнение корпуса может быть обеспечено отверстием 84 в крышке 80, которое после этого закрывается припоем 86, как показано на фиг. 2f; однако можно обойтись без отверстия 84, если иным образом будет получено надлежащее уплотнение. Испытания на герметичность предпочтительно проводить на каждом этапе технологического процесса.
Хотя крышка 80 может быть припаяна непосредственно к подложке 12 без необходимости в кольцевой раме 72, предпочтительно использовать кольцевую раму, чтобы улучшить ремонтопригодность.Для ремонта необходимо снять только крышку с максимальной защитой от случайного повреждения любого из компонентов, находящихся в зоне уплотнения. Кроме того, если желательно, крышка 80 может не иметь фланцевого соединения, но может содержать плоскую крышку или крышку, имеющую просто загнутые вниз края; однако наиболее практичным было использование крышки с фланцем. Кроме того, приподнятая крышка (в отличие от плоской крышки) обеспечивает дополнительный зазор по высоте в герметизированной области, который может потребоваться для некоторых крупных компонентов и петель для соединения проводов.
Уникальная особенность герметичных уплотнений (фиг. 2a-2f) заключается в том, что они могут быть выполнены на заранее выбранных участках на большей подложке. Такие уплотнения могут быть разных размеров, например диаметром 0,6 дюйма, 1 × 1 дюйм или 1 × 2 дюйма. Еще одна уникальная особенность этих уплотнений состоит в том, что толстопленочные проводники могут быть проложены по периметру герметизированных областей как средство передачи электрических сигналов в герметичную область и из нее. Еще одна уникальная особенность этих уплотнений — они ремонтопригодны и могут иметь большие размеры.Уплотнения диаметром до 3 дюймов были изготовлены с использованием материалов и процессов, описанных в этом изобретении.
Хотя изобретение было описано со ссылкой на его конкретные варианты осуществления, следует понимать, что в него могут быть внесены различные изменения и модификации, не выходящие за рамки сущности и объема изобретения.
Business & Industrial 2 ПК MITSUBISHI MN4011B LINEAR MICROCIRCUIT 14P DIP CMOS IC Электрооборудование и принадлежности
Бизнес и промышленность 2 ПК MITSUBISHI MN4011B LINEAR MICROCIRCUIT 14P DIP CMOS IC Электрооборудование и принадлежности- Дом
- Бизнес и промышленность
- Электрооборудование и материалы
- Электронные компоненты и полупроводники
- Полупроводники и активные элементы Интегральные схемы
- Другие интегральные схемы
- 2 ПК MITSUBISHI MN4011B LINEAR MICROCIRCUIT 14P DIP CMOS IC
MICROCIRCUIT 14P DIP CMOS IC 2 PC MITSUBISHI MN4011B LINEAR, Бесплатная доставка для многих продуктов, Найдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на (2 ПК) MITSUBISHI MN4011B LINEAR MICROCIRCUIT 14P DIP CMOS IC по лучшим онлайн-ценам на: Товары высокого качества, быстрая БЕСПЛАТНАЯ доставка, высокое качество по низкой цене, нажмите сейчас, чтобы просмотреть, лучшее качество, самое быстрое выполнение.MITSUBISHI MN4011B ЛИНЕЙНАЯ МИКРОСХЕМА 14P DIP CMOS IC 2 ПК, 2 ПК MITSUBISHI MN4011B ЛИНЕЙНАЯ МИКРОСХЕМА 14P DIP CMOS IC.
: новый, неиспользованный предмет с дефектами. Найдите много новых и подержанных отличных опций и получите лучшие предложения. неиспользованный товар без каких-либо признаков износа, MITSUBISHI MN4011B LINEAR MICROCIRCUIT 14P DIP CMOS IC по лучшим онлайн-ценам на, 2 ПК, См. список продавца для получения полной информации и описания любых недостатков, Товар может быть вторым заводом или новым , подробнее, Бесплатная доставка для многих товаров.UPC:: НЕ ПРИМЕНЯЕТСЯ, или в оригинальной, но не запечатанной упаковке. Товар может отсутствовать в оригинальной упаковке. Модель:: MN4011B: MPN:: MN4011B, См. Все определения условий: Торговая марка:: MITSUBISHI, Состояние :: Новое другое.
2 ПК MITSUBISHI MN4011B ЛИНЕЙНАЯ МИКРОСХЕМА 14P DIP CMOS IC
2 ПК MITSUBISHI MN4011B ЛИНЕЙНАЯ МИКРОСХЕМА 14P DIP CMOS IC
rajanraje.com Бесплатная доставка для многих продуктов, Найдите много отличных новых и бывших в употреблении опций и получите лучшие предложения на (2 ПК) MITSUBISHI MN4011B LINEAR MICROCIRCUIT 14P DIP CMOS IC по лучшим онлайн-ценам на, Товары высокого качества, Быстрая БЕСПЛАТНАЯ доставка, Высокое качество Низкое Стоимость, нажмите сейчас, чтобы просмотреть, лучшее качество, самое быстрое выполнение.
Как создать свою собственную плату микроконтроллера STM32
В этом пошаговом руководстве вы узнаете, как создать свою собственную плату микроконтроллера на основе популярного микроконтроллера STM32 от ST Microelectronics.
Опубликовано Джон Тил
Я разделю весь процесс проектирования на три основных этапа:
ШАГ 1 — Проектирование системы
ШАГ 2 — Проектирование принципиальной схемы
ШАГ 3 — Проектирование компоновки печатной платы
Шаг 1 — Система / Эскизный проект
При разработке новой схемы первым шагом является проектирование системы высокого уровня (которое я также называю предварительным проектом). Прежде чем вдаваться в подробности проектирования всей принципиальной схемы, всегда лучше сначала сосредоточиться на общей картине всей системы.
Проектирование системы состоит в основном из двух этапов: создание блок-схемы и выбор всех критических компонентов (микрочипов, датчиков, дисплеев и т. Д.). Системный дизайн рассматривает каждую функцию как черный ящик
В инженерии черный ящик — это объект, который можно рассматривать с точки зрения его входов и выходов, но без какого-либо знания его внутренней работы. При проектировании системного уровня основное внимание уделяется взаимодействию и функциональности более высокого уровня.
Для более глубокого обучения ознакомьтесь с моим курсом проектирования печатных плат, который включает более 3 часов видео, в котором я проектирую более сложную плату STM32.
Блок-схема
Ниже приведена блок-схема, с которой мы будем работать в этой серии руководств. Как я уже упоминал, в этом первом руководстве мы сосредоточимся только на самом микроконтроллере. В будущих уроках мы расширим дизайн, чтобы включить все функции, показанные на этой блок-схеме.
Блок-схема должна включать блок для каждой основной функции, взаимосвязи между различными блоками, указанные протоколы связи и любые известные уровни напряжения (входное напряжение питания, напряжение батареи и т. Д.)).
Позже, когда все компоненты были выбраны и требуемые напряжения питания известны, я хотел бы добавить напряжения питания к блок-схеме. Включая напряжение питания для каждого функционального блока, он позволяет легко определить все напряжения питания, которые вам понадобятся, а также любые переключатели уровня.
В большинстве случаев, когда два электронных компонента обмениваются данными, им необходимо использовать одно и то же напряжение питания. Если они питаются от разных напряжений, вам обычно потребуется добавить переключатель уровня.
Блок-схема системного уровня. Блоки желтого цвета включены в это начальное руководство.
Теперь, когда у нас есть блок-схема, мы можем лучше понять необходимые требования к микроконтроллеру. Пока вы не наметили все, что будет подключаться к микроконтроллеру, невозможно выбрать подходящий микроконтроллер.
Выбрать микроконтроллер
При выборе микроконтроллера (или любого другого электронного компонента) я предпочитаю использовать веб-сайт дистрибьютора электроники, например Newark.com. Это позволяет легко сравнивать различные варианты на основе различных спецификаций, цен и наличия. Это также простой способ быстро получить доступ к таблице данных компонента.
Если вы регулярно читаете этот блог, то знаете, что я большой поклонник микроконтроллеров ARM Cortex-M. Микроконтроллеры Arm Cortex-M — это самая популярная линейка микроконтроллеров, используемых в коммерческих электронных продуктах. Они используются в десятках миллиардов устройств.
Микроконтроллерыот Microchip (включая Atmel) могут доминировать на рынке производителей, но Arm доминирует на рынке коммерческих продуктов.
Arm не производит чипы напрямую. Вместо этого они разрабатывают архитектуры процессоров, которые затем лицензируются и производятся другими производителями микросхем, включая ST, NXP, Microchip, Texas Instruments, Silicon Labs, Cypress и Nordic.
ARM Cortex-M — это 32-битная архитектура, которая является фантастическим выбором для более ресурсоемких задач по сравнению с тем, что доступно для более старых 8-битных микроконтроллеров, таких как ядра 8051, PIC и AVR.
МикроконтроллерыArm бывают разных уровней производительности, включая Cortex-M0, M0 +, M1, M3, M4 и M7.Некоторые версии доступны с блоком с плавающей запятой (FPU) и обозначены буквой F в номере модели, например Cortex-M4F.
Одним из самых больших преимуществ процессоров Arm Cortex-M является их низкая цена при таком уровне производительности, который вы получаете. Фактически, даже если для вашего приложения достаточно 8-битного микроконтроллера, вы все равно должны рассмотреть 32-битный микроконтроллер Cortex-M.
Существуют микроконтроллеры Cortex-M по ценам, очень сопоставимым с некоторыми из старых 8-битных чипов.Основание вашего дизайна на 32-битном микроконтроллере дает вам больше возможностей для роста, если вы захотите добавить дополнительные функции в будущем.
STM32 от ST Microelectronics — моя любимая линейка микроконтроллеров ARM Cortex-M.
Хотя многие производители микросхем предлагают микроконтроллеры Cortex-M, мне больше всего нравится серия STM32 от ST Microelectronics. Линия микроконтроллеров STM32 довольно обширна и предлагает практически любые функции и уровень производительности, которые вам когда-либо понадобятся.Линия STM32 может быть разбита на несколько подсерий, как показано в Таблице 1 ниже.
| Серия STM32 | Cortex-Mx | Макс. Частота (МГц) | Производительность (DMIPS) |
| F0 | M0 | 48 | 38 |
| F1 | M3 | 72 | 61 |
| F3 | M4 | 72 | 90 |
| F2 | M3 | 120 | 150 |
| F4 | M4 | 180 | 225 |
| F7 | M7 | 216 | 462 |
| H7 | M7 | 400 | 856 |
| L0 | M0 | 32 | 26 |
| L1 | M3 | 32 | 33 |
| L4 | M4 | 80 | 100 |
| L4 + | M4 | 120 | 150 |
Таблица 1: Сравнение различных вариантов микроконтроллера STM32
Подсерия STM32F — это их стандартная линейка микроконтроллеров (в отличие от подсерии STM32L, которая специально ориентирована на более низкое энергопотребление).STM32F0 имеет самую низкую цену, но также и самую низкую производительность. На шаг впереди идут подсерии F1, за которыми следуют F3, F2, F4, F7 и, наконец, H7.
Для этого урока я выбрал STM32F042K6T7, который поставляется в 32-выводном корпусе с выводами LQFP. Я выбрал свинцовый пакет в первую очередь потому, что он упрощает процесс отладки, потому что у вас есть легкий доступ к контактам микроконтроллера. В то время как в безвыводном корпусе, таком как QFN, контакты спрятаны под корпусом, что делает доступ невозможным без контрольных точек.
Пакет с выводами также позволяет легко заменить микроконтроллер, если он будет поврежден. Наконец, безвыводные корпуса стоят дороже, чтобы припаять их к печатной плате, поэтому они увеличивают затраты как на прототипирование, так и на производство.
Я выбрал STM32F042, потому что он предлагает умеренную производительность, хорошее количество контактов GPIO и различные последовательные протоколы, включая UART, I2C, SPI и USB. Это микроконтроллер STM32 довольно начального уровня, всего с 32 контактами, но с большим набором функций.Более продвинутые версии поставляются с 216 контактами, что было бы довольно сложно для вводного руководства.
В этом первом видео мы не будем использовать большинство из этих функций, но мы воспользуемся ими в следующих видеороликах этой серии.
Шаг 2 — Схематическое проектирование
Принципиальная электрическая схема для этого первого руководства, показывающая микроконтроллер STM32, линейный регулятор, разъем USB и разъем для программирования.
Теперь, когда мы выбрали микроконтроллер, пришло время разработать принципиальную электрическую схему.Для этих руководств я буду использовать инструмент проектирования печатных плат под названием DipTrace.
Доступны десятки инструментов для печатных плат, но когда дело доходит до простоты использования, цены и производительности, я считаю, что DipTrace трудно превзойти, особенно для стартапов и производителей.
Если у вас нет пакета проектирования печатной платы, вы можете рассмотреть возможность загрузки бесплатной версии DipTrace, чтобы вы могли внимательно следить за этим руководством. Они также предлагают бесплатную пробную версию своей полной версии. Лучший способ чему-то научиться — это всегда делать это на самом деле.
Для этого начального руководства достаточно бесплатной версии DipTrace, но для большинства проектов вам потребуется перейти на платную версию.
Тем не менее, это руководство будет сосредоточено на процессе разработки специальной платы микроконтроллера, а не на том, как использовать какой-либо конкретный инструмент для проектирования печатных плат. Таким образом, независимо от того, какое программное обеспечение для печатных плат вы в конечном итоге используете, вы все равно найдете эти руководства столь же полезными.
Первым шагом в разработке схемы является размещение всех ключевых компонентов.Для этой первоначальной конструкции это включает микросхему микроконтроллера, регулятор напряжения, разъем microUSB и разъем для программирования.
Для более сложных проектов обычно имеет смысл сначала полностью спроектировать каждую подсхему, а затем объединить их все вместе. В зависимости от сложности конструкции (и личных предпочтений) вы также можете разместить каждую подсхему на отдельном листе. Это предотвращает превращение схемы в огромное, подавляющее чудовище на одном листе.
Конденсаторы
Затем мы разместим все различные конденсаторы.По большей части вы можете думать о конденсаторах как о крошечных перезаряжаемых батареях, которые удерживают электрический заряд и помогают стабилизировать напряжение в линии питания.
Начнем с размещения конденсатора 4,7 мкФ на входном контакте линейного стабилизатора. Это входное напряжение 5 В постоянного тока, поступающее от внешнего зарядного устройства USB. Это напряжение подается на линейный регулятор TLV70233, который понижает напряжение до 3,3 В, поскольку на микроконтроллер может подаваться только максимум 3,6 В.
Другой 4.Конденсатор емкостью 7 мкФ ставится на выходе стабилизатора как можно ближе к выводу. Этот конденсатор служит для накопления заряда для питания переходных нагрузок и стабилизации внутреннего контура обратной связи регулятора. Без выходного конденсатора большинство регуляторов начнут колебаться.
ПРИМЕЧАНИЕ: Обязательно загрузите бесплатное руководство в формате PDF 15 шагов для разработки нового электронного оборудования .
Разделительные конденсаторы должны быть размещены как можно ближе к выводам питания микроконтроллера (VDD).Всегда лучше обращаться к таблице данных микроконтроллера, чтобы получить рекомендации по разделению конденсаторов.
В таблице данных для STM32F042 рекомендуется разместить конденсатор емкостью 4,7 мкФ и 100 нФ рядом с каждым из двух выводов VDD (выводы входного питания). Также рекомендуется разместить развязывающие конденсаторы емкостью 1 мкФ и 10 нФ рядом с выводом VDDA.
Вывод VDDA предназначен для питания внутреннего аналого-цифрового преобразователя (АЦП) и должен быть особенно чистым и стабильным. Мы не используем АЦП в этом первом руководстве, но мы будем использовать его в будущем.
Обратите внимание, что вы обычно видите два размера конденсатора, указанные вместе для целей развязки. Например, конденсаторы 4,7 мкФ и 100 нФ.
Более крупный 4,7 мкФ может хранить больше заряда, что помогает стабилизировать напряжение, когда требуются большие скачки тока нагрузки. Конденсатор меньшего размера служит в основном для фильтрации любых высокочастотных шумов.
Распиновка микроконтроллера
Хотя STM32F042 предлагает широкий спектр функций, таких как интерфейсы связи UART, I2C, SPI и USB, вы не найдете ни одной из этих функций, обозначенных на распиновке микроконтроллера.Это связано с тем, что большинство микроконтроллеров назначают различные функции каждому выводу, чтобы уменьшить количество требуемых выводов.
Распиновка микроконтроллера STM32F042 в 32-выводном корпусе с выводами LQFP.
Например, на STM32F042 вывод 9 помечен как PA3, что означает, что это вывод GPIO. При запуске эта функция автоматически назначается этому контакту. Но есть и альтернативные функции, которые можно указать в программе прошивки.
Контакт 9можно запрограммировать для выполнения следующих функций: входной контакт приема для последовательной связи UART, вход для аналого-цифрового преобразователя (АЦП), выход таймера или контакт ввода-вывода для контроллера емкостного сенсорного датчика. .
См. Таблицу определения выводов в таблице данных микроконтроллера (стр. 33 для STM32F042), в которой показаны все различные функции, доступные для каждого вывода. Всегда проверяйте, чтобы две функции, необходимые для вашего продукта, не перекрывались на одних и тех же контактах.
Часы
Всем микроконтроллерам для синхронизации требуются часы. Эти часы — просто точный генератор. Микроконтроллеры выполняют запрограммированные команды последовательно с каждым тактом часов.
Самый простой вариант, если он доступен на выбранном микроконтроллере, — использовать внутренние часы.Эти внутренние часы известны как часы RC-генератора, потому что они используют временные характеристики резистора и конденсатора.
Главный недостаток RC-генератора — точность. Резисторы и конденсаторы (особенно встроенные в микрочип) значительно различаются от блока к блоку, что приводит к изменению частоты генератора. Температура также существенно влияет на точность.
RC-генератор подходит для простых приложений, но если ваше приложение требует точной синхронизации, этого будет недостаточно.В этом начальном руководстве мы собираемся использовать внутренние часы RC, чтобы упростить задачу. В будущих уроках мы улучшим конструкцию, добавив гораздо более точный внешний кварцевый генератор.
Разъем для программирования
Программирование STM32 выполняется с помощью одного из двух протоколов: JTAG или Serial Wire Debug (SWD). Более продвинутые версии STM32 (STM32F1 и выше) предлагают программные интерфейсы как JTAG, так и SWD. Подсерия STM32F0 предлагает только более простой интерфейс программирования SWD, поэтому мы сосредоточимся на этом в этом руководстве.
Интерфейс SWD требует всего 5 контактов. Это SWDIO (ввод / вывод данных), SWCLK (тактовый сигнал), NRST (сигнал сброса), VDD (напряжение питания) и земля.
К сожалению, программатор ST-LINK, который вы будете использовать для программирования STM32, использует 20-контактный разъем JTAG (с функцией SWD). Этот разъем довольно большой и не подходит для небольших плат.
Вместо этого вы можете использовать плату адаптера с 20-контактного на 10-контактный разъем, такую как эта от Adafruit, чтобы вы могли использовать на своей плате 10-контактный разъем меньшего размера.
В этом уроке мы будем использовать 10-контактный разъем. Если это все еще слишком велико для вашего проекта, вы всегда можете использовать 5-контактный разъем и перемычки от 20-контактного выхода программатора для подключения только 5 линий, необходимых для программирования SWD.
Мощность
Последняя часть схемы, которую мы рассмотрим, — это силовая часть. Микроконтроллер STM32 может питаться напряжением питания от 2,0 до 3,6 В. Если у вас нет источника переменного тока, вам понадобится встроенный стабилизатор, обеспечивающий соответствующее напряжение питания.
Для этой конструкции мы будем питать плату от внешнего зарядного устройства USB, которое выдает 5 В постоянного тока. Затем это напряжение подается на линейный регулятор напряжения (TLV70233 от Texas Instruments), который понижает его до стабильного 3,3 В.
Для STM32 требуется максимум 24 мА при условии, что ни один из выводов GPIO не потребляет ток (каждый вывод GPIO может подавать до 25 мА). Абсолютный максимальный ток, который когда-либо потребуется для STM32, составляет 120 мА, при условии, что различные выводы GPIO используют ток.
TLV70233 рассчитан на ток до 300 мА, что должно быть более чем достаточно для этой первоначальной конструкции. В будущих руководствах, поскольку мы добавляем дополнительные функции, нам, возможно, придется пересмотреть это, чтобы убедиться, что регулятор может обрабатывать требуемый ток системы.
Проверка правил электрооборудования
Последним этапом разработки принципиальной принципиальной схемы является выполнение этапа проверки, называемого «Проверка электрических правил» (ERC). На этом этапе проверки проверяются такие ошибки, как короткое замыкание между цепями, цепи только с одним выводом, наложенные выводы и несоединенные выводы.
Вы также можете установить различные ошибки типа вывода. Например, если выходной контакт подключен к другому выходу, вы получите сообщение об ошибке. Или, если выходной контакт подключен к линии питания, вы получите ошибку. DipTrace использует матрицу цветной сетки, которая позволяет вам определить, какие типы контактов будут выдавать вам ошибки или предупреждения.
Шаг 3 — Дизайн макета печатной платы (PCB)
После того, как схематический дизайн закончен, пора спроектировать печатную плату.Начните со вставки всех компонентов в компоновку печатной платы. В DipTrace вы можете использовать функцию «Преобразовать в печатную плату» в схеме, чтобы автоматически создать печатную плату со всеми вставленными компонентами.
Размещение компонентов
Хотя все компоненты были вставлены, ваша задача — точно определить, где каждый компонент размещается на печатной плате.
Большинство пакетов программного обеспечения для проектирования печатных плат включают функцию автоматического размещения компонентов с целью минимизации длины трассировки.Но я никогда им не пользуюсь, и почти необходимо вручную размещать компоненты в наилучшем расположении.
Для нашей начальной обучающей схемы размещение компонентов довольно просто. Разместите разъем microUSB рядом с линейным регулятором так, чтобы его выход был как можно ближе к контактам входного питания (VDD) на микроконтроллере. Наконец, разместите разъем для программирования в любом удобном месте.
Размещение критических компонентов в этой первоначальной конструкции: микроконтроллер (U1), регулятор (U2), разъем micro USB (J1) и разъем для программирования (JTAG-1).
После того, как все компоненты сердечника правильно размещены, следующим шагом будет размещение всех пассивных компонентов (резисторов, конденсаторов и катушек индуктивности). В этой первоначальной конструкции единственными пассивными компонентами являются конденсаторы.
Один из ключевых аспектов проектирования электроники, который вам необходимо изучить, — это паразитическая концепция. Паразиты — это пассивные компоненты (резисторы, конденсаторы и катушки индуктивности), которые вы намеренно не добавляете в свою схему. Но, тем не менее, они есть и влияют на производительность.
Например, хотя трасса сигнала предназначена для идеального короткого замыкания, на самом деле она имеет некоторое конечное сопротивление, емкость и индуктивность, которые становятся все более значимыми по мере увеличения длины трассы и количества изгибов и переходных отверстий.
Размещение всех критических компонентов (U1, U2, J1 и JTAG-1) и пассивных компонентов (конденсаторов).
Таким образом, это означает, что если источник напряжения расположен далеко от нагрузки, которым в данном случае является микроконтроллер STM32, по сути, между нагрузкой и источником есть резистор (без учета емкости и индуктивности).
Если микроконтроллер внезапно потребует быстрого всплеска тока, это вызовет падение напряжения на этом резисторе трассировки.
Таким образом, даже если выходное напряжение регулятора напряжения может быть идеальным 3,30 В, напряжение на выводе микроконтроллера будет ниже во время этого скачка тока. Для решения этой проблемы используются развязывающие конденсаторы.
Помните, конденсаторы похожи на маленькие батарейки, в которых накапливается электрический заряд. Размещение их прямо у контактов питания микроконтроллера позволяет им обеспечивать любые быстрые переходные токи, необходимые микроконтроллеру.
После исчезновения переходной нагрузки конденсаторы перезаряжаются источником питания, поэтому они готовы к следующему переходному увеличению тока нагрузки.
Стек слоев печатной платы
Печатная плата состоит из слоев, уложенных друг на друга. Проводящие слои разделены изоляционными слоями. Минимальное количество проводящих слоев — два. Это означает, что верхний и нижний уровни могут использоваться для маршрутизации сигналов, и эти два слоя разделены внутренним изолирующим слоем.
Для простоты этого урока мы начнем с двухслойной доски. Но по мере увеличения сложности схемы вы обнаружите необходимость добавлять дополнительные слои.
Количество проводящих слоев всегда четное, поэтому вы можете получить плату с 2,4,6,8,10,12 проводящими слоями. Для большинства дизайнов потребуется 4-6 слоев, а для более сложных проектов может потребоваться 8 или более слоев.
Маршрутизация
После того, как все компоненты были правильно размещены, пришло время выполнить необходимую трассировку.Есть два варианта маршрутизации: ручной и автоматический.
Для автоматической маршрутизации в DipTrace вы просто выбираете Route -> Run Autorouter , и программное обеспечение автоматически выполнит всю маршрутизацию.
К сожалению, автоматические маршрутизаторы в целом выполняют ужасную работу, и почти во всех случаях вам придется вручную выполнять всю маршрутизацию. В этом уроке мы будем выполнять всю маршрутизацию вручную.
Разводка печатной платы (черные следы на верхнем слое, серые следы на нижнем слое)
При трассировке на печатной плате вы хотите минимизировать длину каждой трассы, насколько это возможно.Вы также хотите минимизировать количество переходных отверстий и избегать любых изгибов на 90 градусов на дорожках. Эти рекомендации особенно важны для трасс с высокой мощностью и высокоскоростных сигналов.
A через — это отверстие между слоями с проводящим материалом, которое позволяет соединять вместе две дорожки на разных слоях. Большинство переходных отверстий известны как переходные отверстия от до , что означает переходные туннели через все слои платы.
Сквозные переходные отверстия — самый простой тип в изготовлении, поскольку их можно просверлить после сборки всего набора слоев печатной платы.
Via # 1 — это классический сквозной переход, via # 2 — слепой переход, а via # 3 — скрытый переход.
Переходные отверстия, которые проходят только через подмножество слоев, называются скрытыми и глухими переходными отверстиями. Слепые переходные отверстия соединяют внешний слой с внутренним слоем (таким образом, один конец скрыт внутри стека печатной платы). Скрытые переходные отверстия соединяют два внутренних слоя и полностью скрыты на собранной печатной плате.
Глухие и скрытые переходные отверстия позволяют упаковать конструкцию более плотно. Это потому, что они не занимают места на слоях, которые их не используют.С другой стороны, сквозные переходные отверстия занимают место на всех уровнях.
Однако имейте в виду, что глухие и скрытые переходные отверстия резко увеличивают стоимость прототипа для вашей платы. В большинстве случаев вам следует ограничиться использованием только сквозных переходных отверстий. Только исключительно сложные конструкции, которые должны умещаться в исключительно маленьком пространстве, вероятно, когда-либо потребуют этих более сложных типов переходных отверстий.
При прокладке любых силовых линий с высоким током необходимо убедиться, что ширина трассы способна пропускать необходимый ток.Если вы пропустите слишком большой ток через дорожку печатной платы, она перегреется и расплавится, что приведет к неисправности платы.
Для определения необходимой ширины дорожки мне нравится использовать калькулятор ширины дорожки печатной платы. Чтобы определить требуемую ширину дорожки, вам нужно сначала узнать толщину дорожки для вашего конкретного процесса печатной платы.
Производители печатных платпозволяют вам выбирать различную толщину проводящего слоя, обычно измеряемую в унциях на квадратный фут (oz / ft 2 ), но также измеряемую в миллиметрах (мил — одна тысячная дюйма) или миллиметрах.
Обычная толщина проводящего слоя составляет 1 унцию / фут 2 . В этом уроке я сделал линии электропитания шириной 10 мил. Использование калькулятора, связанного с приведенным выше, показывает, что дорожка 2 размером 1 унцию / фут шириной 10 мил на самом деле может пропускать почти 900 мА тока.
Очевидно, это намного больше, чем нам нужно, и я мог бы легко сузить линии снабжения. В первом уроке я показал, что абсолютный максимальный ток, требуемый STM32F042, составляет 120 мА.Возможно, удивительно, что для работы в 120 мА нам нужна только ширина дорожки 0,635 мил!
Минимальная ширина следа, допустимая для большинства процессов, составляет 4-6 мил. Следы минимальной ширины могут быть легко использованы для линий подачи в этой конструкции. При этом, чем шире кривая, тем меньше сопротивление и стабильнее напряжение питания на каждом компоненте.
За исключением случаев, когда пространство очень ограничено, всегда следует тщательно проектировать трассы источника питания. Фактически, во многих случаях вам понадобится разводка источника питания на отдельном уровне, чтобы вы могли максимизировать ширину разводки.
Наконец, в калькуляторе вы заметите, что требования к внутренним и внешним слоям различаются. Для этого простого двухслойного дизайна оба слоя являются внешними, поэтому нам нужно использовать « Results for External Layers in Air ».
Внутренние слои могут пропускать гораздо меньший ток, потому что они не получают охлаждающего эффекта при контакте с воздухом, поэтому следы будут перегреваться при гораздо меньшем токе.
Завершенный макет печатной платы (PCB) для этого начального руководства.
Проверка
После того, как весь маршрут завершен, самое время выполнить проверки, чтобы убедиться, что все правильно. Именно здесь автоматизация действительно работает, и любой инструмент проектирования печатных плат предлагает функции автоматической проверки.
Существует два основных типа проверки: проверка правил проектирования (DRC) и схематическое сравнение.
DRC проверяет соблюдение всех правил проектирования печатных плат. Сюда входят такие правила, как минимально допустимая ширина дорожек, минимальный допустимый интервал между дорожками, минимальный интервал между дорожкой и краем платы и т. Д.
Чтобы запустить проверку DRC, необходимо сначала получить все правила проектирования для конкретного процесса печатной платы, который вы будете использовать.
Каждый процесс прототипирования печатной платы имеет несколько разные правила, поэтому вы должны иметь правильные правила, прежде чем продолжить. Вы можете получить правила проектирования для вашего конкретного процесса у поставщика прототипа печатной платы.
В DipTrace вы определяете правила проектирования, выбирая Проверка-> Правила проектирования . После того, как все правила были правильно определены, вы можете запустить DRC, выбрав Verification-> Check Design Rules.
После того, как вы убедились, что компоновка вашей печатной платы соответствует всем правилам проектирования, пришло время проверить, соответствует ли конструкция вашей печатной платы вашей принципиальной схеме. Для этого в DipTrace вы просто выбираете Verification-> Compare to Schematic .
В будущих уроках я покажу вам различные типы ошибок DRC и сравнения схем, а также способы их исправления.
Создание герберов
После того, как вы убедились, что дизайн соответствует правилам проектирования и соответствует схематической диаграмме, пора заказывать прототипы печатных плат.
Для этого вам необходимо преобразовать проект компоновки печатной платы (который в настоящее время хранится в собственном файловом формате) в файловый формат промышленного стандарта, известный как Gerber.
Формат Gerber выводит каждый слой вашей конструкции печатной платы в виде отдельного файла. Сгенерированные слои — это гораздо больше, чем просто проводящие слои вашей платы. Некоторые из этих слоев включают:
1) Слои шелка — Включает текст и обозначения компонентов.
2) Сборочные слои — Аналогично шелковым слоям, но с особыми инструкциями по сборке.
3) Слои паяльной маски — указывает зеленый цвет на печатной плате, закрывающий все проводники, к которым вы не хотите паять. Это предотвращает случайное замыкание во время пайки.
4) Слои паяльной пасты — Используется для точного размещения паяльной пасты там, где будет происходить пайка.
Вам также необходимо будет сгенерировать так называемый файл Pick-and-Place , который включает координаты и ориентацию для всех компонентов.Этот файл используется производителями автоматических машин для размещения компонентов.
Наконец, вам нужно вывести файл сверления, который обеспечивает точное расположение и размер любых отверстий, таких как переходные и монтажные отверстия.
Когда у вас есть Gerbers, файл Pick-and-Place и файл сверления, вы можете отправить эти файлы в любой магазин прототипов или изготовителю для производства вашей платы.
Сводка
В этом руководстве вы узнали, как разработать блок-схему на уровне системы, выбрать все критические компоненты, разработать полную принципиальную схему, разработать макет печатной платы (PCB) и заказать прототипы готовой печатной платы микроконтроллера. дизайн.
В этом учебном пособии схема намеренно оставлена довольно простой, чтобы не перегружать вас сложностью схемы. При этом микроконтроллер без каких-либо дополнительных функций не очень полезен.
Наконец, не забудьте скачать бесплатно PDF : Ultimate Guide to Develop and Sell Your New Electronic Hardware Product . Вы также будете получать мой еженедельный информационный бюллетень, в котором я делюсь премиальным контентом, недоступным в моем блоге.Другой контент, который может вам понравиться:
Как припаять провод к печатной плате
Вы прикрепляете провода к печатным платам в процессе, называемом пайкой.Вы нагреваете провод и контактную площадку печатной платы, расплавляете припой и позволяете ему стекать на провод и контактную площадку. Используемая припоя обычно представляет собой сплав свинца и олова, хотя в некоторых особых случаях используется серебро. Припаивание провода к печатной плате может быть частью изготовления, ремонта или модификации платы или подключения ее к другому устройству.
Инструкции
1 Очистите площадку на печатной плате, к которой будет прикреплен провод. Аккуратно протрите ластиком подушечку, пока она не станет чистой и блестящей.Снимите примерно 1/4 дюйма изоляции с провода.
2 Лужите конец паяльника, расплавив небольшое количество припоя на жало. Нагрейте конец провода с помощью паяльника в течение нескольких секунд и ненадолго коснитесь припоя к оголенному проводу, достаточно долго, чтобы расплавить припой, и дайте ему стечь с многожильными проводами. Это называется лужением проволоки. Лужить проволоку сплошной или одножильной проволокой не нужно.
3 Вставьте конец провода через отверстие в контактной площадке печатной платы с верхней стороны платы или со стороны компонентов.Слегка согните конец провода, чтобы он не выпал во время пайки, но не позволяйте концу провода касаться любого другого вывода компонента или другой контактной площадки на печатной плате.
4 Приложите жало паяльника к концу провода и паяльной площадке одновременно на несколько секунд, пока припой, используемый для лужения на конце провода, не расплавится.